JP4792138B2 - 袋包装におけるしごき装置 - Google Patents
袋包装におけるしごき装置 Download PDFInfo
- Publication number
- JP4792138B2 JP4792138B2 JP2005187491A JP2005187491A JP4792138B2 JP 4792138 B2 JP4792138 B2 JP 4792138B2 JP 2005187491 A JP2005187491 A JP 2005187491A JP 2005187491 A JP2005187491 A JP 2005187491A JP 4792138 B2 JP4792138 B2 JP 4792138B2
- Authority
- JP
- Japan
- Prior art keywords
- ironing
- end seal
- bag
- seal unit
- cam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000010409 ironing Methods 0.000 title claims description 193
- 238000004806 packaging method and process Methods 0.000 title claims description 77
- 239000005022 packaging material Substances 0.000 claims description 35
- 230000007246 mechanism Effects 0.000 claims description 28
- 238000007789 sealing Methods 0.000 claims description 27
- 238000006243 chemical reaction Methods 0.000 claims description 10
- 238000013459 approach Methods 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 3
- 235000000396 iron Nutrition 0.000 claims 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 238000012423 maintenance Methods 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 235000000832 Ayote Nutrition 0.000 description 1
- 241000219122 Cucurbita Species 0.000 description 1
- 235000009854 Cucurbita moschata Nutrition 0.000 description 1
- 235000009804 Cucurbita pepo subsp pepo Nutrition 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 244000061456 Solanum tuberosum Species 0.000 description 1
- 235000002595 Solanum tuberosum Nutrition 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 244000013123 dwarf bean Species 0.000 description 1
- 238000012840 feeding operation Methods 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 235000013611 frozen food Nutrition 0.000 description 1
- 235000021331 green beans Nutrition 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 235000012015 potatoes Nutrition 0.000 description 1
- 235000015136 pumpkin Nutrition 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
Images
Landscapes
- Containers And Plastic Fillers For Packaging (AREA)
- Package Closures (AREA)
Description
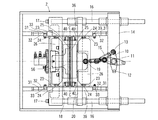
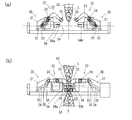
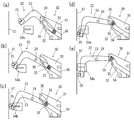
前記変換機構は、前記しごき動作を前記エンドシール動作の開始後に開始させ且つ前記エンドシールの実行前に終了させるため、前記エンドシールユニットによる前記接近動作を前記しごき手段による前記しごき動作に変換するカム機構から成り、前記しごき手段は、前記エンドシールユニットの上部において枢着された軸支部を中間部に有する左右一対のしごきアーム、及び両しごきアームの先端部間に掛け渡されて包装袋の外側にしごき係合可能なしごきバーを備えており、前記カム機構は、前記エンドシールユニットに対して前記接近動作の方向と反対方向後方において前記各しごきアームに対応して設けられており且つカム溝が形成されているしごきカム板、及び前記各しごきアームの基端部に設けられており前記カム溝に嵌入しているカムフォロワを備えており、前記エンドシールユニットが前記接近動作をすることによって生じる前記カム溝と前記カムフォロワとのカム作用により前記しごきアームを前記軸支部の回りに回動させて、前記接近動作をする前記エンドシールユニットの前方位置で前記しごきバーを降下させて前記しごき動作を行わせることから成っている。
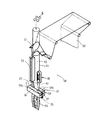
前記両しごきアームについては、前記しごき動作の終了状態で、前記基端部から前記軸支部を結ぶ部分が取る水平姿勢に対して前記先端部が前記エンドシールユニットの前方位置で降下した位置を取る形状に形成することができる。また、前記カム板の前記カム溝については、後方の傾斜部と当該傾斜部に接続する前方の急な湾曲部とを有する形状に形成することができ、前記しごき動作の経過に従って、前記カムフォロワが前記傾斜部に沿って移動するときに前記しごきバーは降下しながら前記袋の外側に接近し、前記カムフォロワが前記湾曲部に沿って移動するときに前記しごきバーは前記袋の外側から前記製品をしごくことができる。更に、前記先端部と前記しごきバーとの間には、しごき間隙を調整するためのしごき間隙調整ボルトを設けることができる。
10 エンドシール開閉レバー 11 中央軸
12 カム作動子 13 枢支軸
14 横スライドブロック 15 リンク
16 案内シャフト 17 取付け具
18 エンドシールブロック 19 枢支軸
20 エンドシールブロック
21,22 しごき部 23 しごきアーム
24 軸支部(支点ピン) 25 しごきバー
26 しごきホルダ
30 カム機構 31 しごきカム板
32 しごきカム溝 33 カムフォロワ
34 傾斜溝 35 湾曲部
36 カム板取付けレール 40 しごき隙間調整ボルト
50 縦形製袋充填包装機 51 フォーマ
52 製品充填筒 53 縦シール装置
54 エンドシールユニット 54a,54b エンドシール部
55 送りベルト装置 56 カッタ
57 カッタ溝
60 ウェブ状包装材 61 筒状包装材
62 後続の袋 63 袋包装体
S 製品
Claims (5)
- 製品が充填された袋の開口端部にエンドシールを施すエンドシールユニット、前記袋の外側から前記製品をしごくしごき手段、及び前記エンドシールユニットによるエンドシール動作の一部を変換して前記しごき手段のしごき動作に変換する変換機構を備え、
前記エンドシールユニットによる前記エンドシール動作は前記袋の前記開口端部への接近動作を含んでおり、
前記変換機構は、前記しごき動作を前記エンドシール動作の開始後に開始させ且つ前記エンドシールの実行前に終了させるため、前記エンドシールユニットによる前記接近動作を前記しごき手段による前記しごき動作に変換するカム機構から成り、
前記しごき手段は、前記エンドシールユニットの上部において枢着された軸支部を中間部に有する左右一対のしごきアーム、及び両しごきアームの先端部間に掛け渡されて包装袋の外側にしごき係合可能なしごきバーを備えており、
前記カム機構は、前記エンドシールユニットに対して前記接近動作の方向と反対方向後方において前記各しごきアームに対応して設けられており且つカム溝が形成されているしごきカム板、及び前記各しごきアームの基端部に設けられており前記カム溝に嵌入しているカムフォロワを備えており、前記エンドシールユニットが前記接近動作をすることによって生じる前記カム溝と前記カムフォロワとのカム作用により前記しごきアームを前記軸支部の回りに回動させて、前記接近動作をする前記エンドシールユニットの前方位置で前記しごきバーを降下させて前記しごき動作を行わせること
から成る袋包装におけるしごき装置。 - 前記両しごきアームは、前記しごき動作の終了状態で、前記基端部から前記軸支部を結ぶ部分が取る水平姿勢に対して前記先端部が前記エンドシールユニットの前方位置で降下した位置を取る形状に形成されていること
から成る請求項1に記載の袋包装におけるしごき装置。 - 前記カム板の前記カム溝は、後方の傾斜部と当該傾斜部に接続する前方の急な湾曲部とを有する形状に形成されており、前記しごき動作の経過に従って、前記カムフォロワが前記傾斜部に沿って移動するときに前記しごきバーは降下しながら前記袋の外側に接近し、前記カムフォロワが前記湾曲部に沿って移動するときに前記しごきバーは前記袋の外側から前記製品をしごくことから成る請求項1又は2に記載の袋包装におけるしごき装置。
- 前記先端部と前記しごきバーとの間には、しごき間隙を調整するためのしごき間隙調整ボルトが設けられていることから成る請求項1〜3のいずれか一項に記載の袋包装におけるしごき装置。
- 筒状包装材の送給手段、及び前記筒状包装材の内部に前記製品を投入する製品投入手段を備えており、前記エンドシールユニットは、前記送給手段による前記筒状包装材の送給作動に連動して作動し、前記筒状包装材から先行して形成され且つ前記製品が充填された前記袋の前記開口端部に前記エンドシールを施すとともに後続して形成される前記袋の底端部にエンドシールを施し、前記エンドシールユニットによる前記エンドシール動作が繰り返されることによって袋包装体が連続して製造される縦型製袋充填包装機に適用されていることから成る請求項1〜4のいずれか一項に記載の袋包装におけるしごき装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005187491A JP4792138B2 (ja) | 2005-06-27 | 2005-06-27 | 袋包装におけるしごき装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005187491A JP4792138B2 (ja) | 2005-06-27 | 2005-06-27 | 袋包装におけるしごき装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007001654A JP2007001654A (ja) | 2007-01-11 |
| JP4792138B2 true JP4792138B2 (ja) | 2011-10-12 |
Family
ID=37687608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005187491A Expired - Fee Related JP4792138B2 (ja) | 2005-06-27 | 2005-06-27 | 袋包装におけるしごき装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4792138B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5253882B2 (ja) * | 2008-05-23 | 2013-07-31 | 株式会社イシダ | 製袋包装機 |
| JP5331273B2 (ja) * | 2008-12-26 | 2013-10-30 | 株式会社川島製作所 | しごき装置を備えた縦型包装機 |
| JP5433231B2 (ja) * | 2008-12-26 | 2014-03-05 | 株式会社川島製作所 | しごき装置を備えた縦型包装機 |
| JP2011240958A (ja) * | 2010-05-18 | 2011-12-01 | Sanko Kikai Kk | 多列スティック自動包装機の横シール装置及び多列スティック自動包装機 |
| MX387357B (es) * | 2017-02-23 | 2025-03-04 | Univ Iberoamericana A C | Sistema de empaquetado de película plástica tubular. |
| CN110217427B (zh) * | 2019-06-11 | 2024-07-16 | 邓旭辉 | 一种用于包装机的包装胶袋封口组件 |
| CN116573241B (zh) * | 2023-05-10 | 2025-07-18 | 广东嘉威包装机械有限公司 | 一种包装机 |
| CN118494842B (zh) * | 2024-07-19 | 2024-09-13 | 常州强记机械制造有限公司 | 包装设备及层状双金属氢氧化物吸附剂的制备工艺 |
| CN118953816B (zh) * | 2024-10-17 | 2024-12-13 | 南通漫游通艺术包装有限公司 | 一种用于包装设计的袋口封装设备 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4636727B2 (ja) * | 2001-04-27 | 2011-02-23 | 株式会社イシダ | 製袋包装機の横シール機構及び製袋包装機 |
| JP2003011909A (ja) * | 2001-07-02 | 2003-01-15 | Ishida Co Ltd | 製袋包装機 |
-
2005
- 2005-06-27 JP JP2005187491A patent/JP4792138B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007001654A (ja) | 2007-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4040237A (en) | Sealing jaw mechanism for package making machine | |
| US4391081A (en) | Method of and apparatus for forming, filling and sealing packages | |
| JPH0613326B2 (ja) | 可変の密封用ジョー移動装置を有する包装機械 | |
| WO2005105578A1 (ja) | 縦型充填包装機および包装袋の製造方法 | |
| JP4792138B2 (ja) | 袋包装におけるしごき装置 | |
| CA3046978A1 (en) | Flexible jaws for vertical fill form and seal apparatus and methods of use | |
| US5014497A (en) | Method and apparatus for smoothing of bag making material in form, fill and seal machines | |
| JPH0339882B2 (ja) | ||
| JP7121386B2 (ja) | 横ピロー包装機 | |
| JP5260071B2 (ja) | 製袋充填包装機 | |
| JP6970420B2 (ja) | トグル機構作動式のシールユニットを備えた包装機 | |
| JP6857958B2 (ja) | 縦型包装機におけるしごき装置 | |
| JP5433231B2 (ja) | しごき装置を備えた縦型包装機 | |
| HK1247168B (zh) | 扭结包装装置 | |
| JP2646514B2 (ja) | 充填包装機におけるシール装置 | |
| JP5331273B2 (ja) | しごき装置を備えた縦型包装機 | |
| JP5297260B2 (ja) | シャッタ装置を備えた縦型製袋充填包装機 | |
| JP2849071B2 (ja) | シールバー型竪形自動包装機 | |
| JPH0676087B2 (ja) | 縦形製袋充填包装機のしごき装置 | |
| JP7601373B2 (ja) | 連続動作型の縦型製袋充填包装機 | |
| JP4132940B2 (ja) | ガセット包装機 | |
| JP4488594B2 (ja) | 粉剤の分包充填包装方法とその包装方法に用いる包装機 | |
| JP2818402B2 (ja) | シールバー型竪形自動包装機 | |
| JP2001199402A (ja) | 粉剤の分包充填包装方法とそのための包装機 | |
| JP3916992B2 (ja) | 製袋包装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080625 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110705 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110723 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140729 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4792138 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |