JP4771628B2 - 分級歯車及びその部品 - Google Patents
分級歯車及びその部品 Download PDFInfo
- Publication number
- JP4771628B2 JP4771628B2 JP2001275830A JP2001275830A JP4771628B2 JP 4771628 B2 JP4771628 B2 JP 4771628B2 JP 2001275830 A JP2001275830 A JP 2001275830A JP 2001275830 A JP2001275830 A JP 2001275830A JP 4771628 B2 JP4771628 B2 JP 4771628B2
- Authority
- JP
- Japan
- Prior art keywords
- gear
- diameter
- classification
- circular opening
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B7/00—Selective separation of solid materials carried by, or dispersed in, gas currents
- B07B7/08—Selective separation of solid materials carried by, or dispersed in, gas currents using centrifugal force
- B07B7/083—Selective separation of solid materials carried by, or dispersed in, gas currents using centrifugal force generated by rotating vanes, discs, drums, or brushes
Landscapes
- Combined Means For Separation Of Solids (AREA)
- Developing Agents For Electrophotography (AREA)
- Crushing And Grinding (AREA)
Description
【発明の属する技術分野】
本発明は一般に、狭い粒径分布の特性を有する微粒子材料の調製装置及び調製方法に関する。より具体的には、本発明は微粒子出口径を縮小又は可変性にするなどの分級室の形状寸法の改良に関し、このような直径によって、粒径及び粒子分離の質などの分級装置における分離工程の物理的性質に対する高レベルの制御が可能になり、このことによって予測しなかった、且つ優れた分級装置における粒径分離の品質を実現することができる。さらに、本発明は、本発明の利点を提供するために、既存の従来の分級装置を簡便に改造したり、従来の分級装置を適用するための構成要素及びその方法を提供する。
【0002】
【従来の技術及び発明が解決しようとする課題】
本発明は、実施の形態において、従来技術における諸問題を克服する。
【0003】
本願と同じ出願人に所有され譲受された、1999年7月27日に発行されたローテ(Leute)らによる米国特許第5,927,510号には、流体に含まれる固体微粒子の分級装置が開示されており、この分級装置は、供給材料入口、細かい分級物の出口、粗い分級物の出口が設けられたハウジング及び上面、下面、上面と下面とをこれらの面の周縁で接続する複数の羽根を有する分級歯車を備え、歯車は一定のカットポイント形状寸法を有する。
【0004】
1993年9月14日に発行されたニエド(Nied)による米国特許第5,244,481号は垂直気流分離装置を開示しており、この分離装置は回転分離歯車を有し、この歯車に、微細物を含み外側から内側へ流れる分離空気が衝突し、分離空気は出口接続パイプ中を軸方向に流れ、例えばフィルターなどにおける次の使用のために誘導される。分離歯車には下流カバープレート及び該下流カバープレートから軸方向に距離を置いて第2のカバープレートが設けられ、羽根が二枚のカバープレートの間で且つこれらの周辺部に配置され、分離歯車から反れた出口接続運搬端部は出口チャンバに接続し、このチャンバの断面は出口接続パイプの断面よりも明らかに広く、そのため出口接続パイプと出口チャンバとの間で断面が急激に変化する。一定の半径方向速度の歯車が記載されており、その歯車では、気流速度は歯車の半径方向位置に無関係に一定である。第7欄、21〜32行目を参照のこと。
【0005】
1995年1月3日に発行されたシューマッハ(Schumacher)による米国特許第5,377,843号には、遠心歯車空気分級装置の分級歯車が開示されており、そこでは、分級空気がその遠心作用に抗して外側から内側へ流れる。歯車は、歯車の回転軸に平行に延びるリング内に配置された羽根を有する。羽根は、分級歯車のハブを保持する円板と環状カバーディスクとの間に位置する。分級歯車は全体として一つのピースとして形成され、耐磨耗性燒結材料からなる。分級歯車の流路は、互いに平行に歯車の回転軸方向に延びる分級歯車の羽根の表面によって形成される。タービンの回転速度を変化させることによって、微細生成物のカットポイントを正確に制御することができる。この保守不要の設計によって、カットサイズの精度が不揃いになる。内部シールがないために大きなサイズの粒子の「漏れ」が不可能になるので気流が最大化し、製造歩留まりが著しく高くなる。
【0006】
【課題を解決するための手段】
本発明の実施の形態は、以下のものを含む:
中心に円形開口を有する円板と、円板を分級歯車の粒子出口開口に同心状に固定するための締結具とを備える、部品。
【0007】
中実の上面と、第1の円形開口を有する下面と、上面と下面とを、上面と下面の周縁で接続する複数の羽根と、下面に固定され、第1の円形開口内に第2の円形開口を形成し、第1の円形開口の直径を有効に縮小させる上記に記載の部品とを備える、改変された分級歯車。
【0008】
供給物入口、細かい分級物の出口、粗い分級物の出口を備えたハウジングと、前述の改変された分級歯車とを備える、流体に含まれる固体微粒子の分級装置。
【0009】
前述の装置を提供するステップと、分級歯車を約500〜約25,000rpmの速度で、好ましくは約500〜約5,000rpmの速度で回転させるステップと、直径約0.1〜約10,000μmの微粒子を含む流体の流れからなる固体粒子供給物を装置に誘導するステップを含み、粒子供給物中の微粒子は歯車の中心に向かって移動し、その後細かい分級物の出口開口を介して分級歯車及びハウジングから出て、粗粒子は歯車の周辺部に向かって移動し、粗い分級物の出口を介して歯車から出る、微粒子の分離分級方法。
【0010】
中心に円形開口を有する円板と、円板を既存の分級歯車の微粒子出口に固定するための少なくとも一つの締結具を備える、本発明の実施の形態を可能にするために既存の分級歯車を改造する、キット。
【0011】
【発明の実施の形態】
本発明のこれらの及び他の実施の形態を以下に示す。
【0012】
本発明の実施の形態を実施できるように既存の分級歯車を改造するためのキットを含めた本発明の微粒子分級部品、分離装置及びその方法を使用して、湿式及び乾式現像剤マーキング用途に使用するトナー粒子を含めた種々の微粒子材料をコスト上効率的に処理し、調製することができる。本発明の利点は、本発明の装置及び方法によって、分離した微粒子生成物の粒径及び粒径分布の特性を高レベルに制御でき、効率を向上させることができることである。
【0013】
図面を参照すると、図1は、本発明の例示的な高スピン渦リング挿入部品(24)の分解図を伴った、分級歯車(10)の断面図を示す。歯車(10)は、直径(12)、半径(14即ちR0)の微粒子出口、上面(18)、下面(20)、上面と下面とを接続し、これらを支持し、内径(16即ちR1)を形成し、微粒子材料の分離のために歯車内に渦流形状を形成し易くするキャビティをさらに提供する、高さ(15即ちH)の複数の内部羽根(22)などの従来の構成要素を含む公知の分級歯車であってよい。本発明の実施の形態では、歯車の内部の高さ(H)は、約10.0cm〜約20.0cmである。高スピン渦リング挿入部材(24)は、単数又は複数のねじ、クランプ、接着剤、圧力ばめ、類似の締結具、これらの組み合わせなどの1以上の従来の締結具によって、微粒子出口開口(12)で分級歯車(10)に固定される。挿入部品(24)が固定されることで、半径(17、即ちR2)の第2の、又は縮径した微粒子出口開口(26)が形成され、この開口によって本発明の微粒子分離の特性を向上させることが可能である。
【0014】
図2は、縮径した微粒子出口又は開口と六つの例示的な固定用穴を示す、本発明の高スピン渦リング挿入部品(24)の底面図を示す。
【0015】
図3は、図2の高スピン渦リング挿入部品の直径が固定された例示的な開口の断面図を示す。実施の形態では、図1の開口(26)を面取りして半径(38即ちR’2)の中間的なサイズの直径の開口(36)を提供することができる。
【0016】
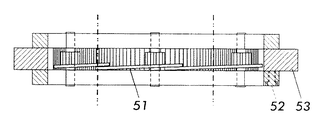
図4は、直径が可変的即ち調節可能な、又はアイリス型の例示的な開口の高スピン渦リング挿入部品の底面図を示す。直径が調節可能なアイリス型開口部品は、図3に示したものに類似する上昇リップ即ち面取り部(図示せず)をさらに備えてもよい。アイリス型開口は、例えば光学レンズカメラに見られるものに類似しており、例えば、重なり合う調節可能なパネル又は花弁(51)及び主径の遊星調節歯車(53)に螺合する埋め込み型調節止めねじ(52)のように、任意の公知の、また市販されているアイリス弁を本発明のリング挿入部品に適合させることによって構成することができる。図5は、重なり合う調節可能パネル(51)及び主径の遊星調節歯車(53)に螺合する埋め込み型調節止めねじ(52)を含めた、図4の直径が可変的即ち調節可能な、又はアイリス型開口の高スピン渦リング挿入部品の断面図を示す。
【0017】
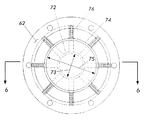
図6は、本発明の例示的な遠心的に可変可能な直径の開口の高スピン渦リング挿入部品(62)の図である。部品(62)は、歯車(10)の開口(60)に固定され、開口(61)は、例えば分級歯車の速度の増大に比例してその直径が拡大する。したがって、例えば駆動軸(65)又は類似の駆動手段の回転速度、即ち分級歯車(10)の回転速度が低い場合、微粒子出口又は微粒子開口(61)の直径は比較的小さくなるか、或いは最小になる。歯車(10)の回転速度が速いと、開口の直径もこれに伴って比較的大きくなり(64)、平衡直径まで拡大する。実施の形態では、例えば、分級歯車及び固定された渦リング(62)の回転速度に遠心的に反応する1以上のばね部材(66)によって、可変的な開口を制限することができる。ばねは、加えられた遠心力に応じて、また遠心力に比例して圧縮し、これによって有効な開口径が拡大可能になる。図7は、図6の遠心的に可変可能な直径の開口の高スピン渦リング挿入部品(62)の底面図である。前述の平衡開口径は、小さな(仮想線72)渦リング開口と大きな(74)渦リング開口に作用する遠心力と、ばね(76)からの抗力との釣り合いの点として示され、これによって低速の場合の、即ち小さな直径の開口(仮想線73)と高速の場合の、即ち大きな直径の開口(75)がそれぞれ形成される。
【0018】
反対に、図8は、遠心力に「反比例して」可変可能な直径開口の高スピン渦リング挿入部品の図を示し、例えば歯車の駆動軸(図示せず)又は類似の駆動手段の回転速度、即ち分級歯車(図示せず)の回転速度が低速である場合、微粒子の出口又は微粒子開口の直径は比較的大きく、例えば(85)ほどである。歯車の回転速度が高速である場合は、開口の直径はこれに応じて比較的小さく、例えば(86)ほどである。実施の形態では、例えば高密度の錘部材(83)に固定された1以上の往復レバー又はばね部材(82)によって、可変開口を制限することができ、錘部材は分級歯車の回転速度に遠心的に反応し、歯車の速度の増大に応じて外側へ、即ち分級歯車の回転軸から離れる方向に押され、錘部材に加えられた遠心力によって、低密度の釣り合い錘部材(単数又は複数)(84)が分級歯車の回転軸に向かって内側に移動し、渦リングの開口に接触し、その結果渦リングの出口が収縮し、分級歯車の回転速度の増大に伴って有効開口又は直径が小さくなる。逆に、分級歯車がより低速に回転すると、収縮した渦リング(86)が拡大渦リング(85)まで拡大し、歯車の速度に比例して有効径を拡大させる。前述の可変直径の実施の形態では、挿入部品の周辺部と可変直径渦リングとの間の領域は、例えば、可撓性金属、プラスチック、ゴム、渦リング部品の開口の直径の変化を許容できる同等のシート材料などの任意の適切な材料であり得ることを、当業者なら容易に理解するであろう。同様に、渦リング部品が、図3に示すようにリップ又はリム構造、即ち面取りを採用する場合は、例えば、リングの上又はリングの内部で部分的に崩壊できるスライド可能な中空のリングのように、リップ又はリム構造がリングの直径の変化に比例して拡大又は縮小できるように、リップ又はリム構造を適切な材料から形成させることができる。
【0019】
図9は、例えば図1に示したような高スピン渦リングの改変された分級装置(10)と、分級歯車、微粒子回収部材(24)及び微粒子運搬部材(26)を含む微粒子回収アセンブリ(8)、単数又は複数の噴射ノズル(20)、これに関連する配管要素(2、3、4、5、6)などの他の公知の粉砕分級装置の構成要素を含めた粉砕分級装置(1)の断面図である。例えば、本願と同一の出願人に所有された前述の米国特許第5,927,510号(この開示全体を本明細書中に参考として援用する)を参照のこと。この図では、矢印(12)及び(14)は、それぞれ微粒子分級物の分離流及び粗粒子分級物の分離流を示す。
【0020】
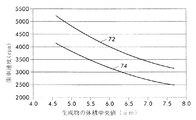
図10は、二つの異なる固定径の開口での分級歯車の速度と、異なる出口径、一定の粉砕圧力120p.s.i.gで分離した微粒子の体積中央値との関係のグラフによる表示である。曲線(72)は、直径約135mmの改変された渦の出口の場合を表し、曲線(74)は直径約106mmの改変された渦の出口の場合を表す。歯車の速度と粒子生成物の体積中央径との関係は、ほぼ反比例しているように見える。即ち、歯車の速度が増大すると微粒子分級物の体積中央値が減少する。
【0021】
図11は、分離した粒子の正規化された微分体積分布と、体積中央値又は直径との関係のグラフによる表示である。実線で描かれた曲線(82)は、AFGモデルアルパイン200 (AFG Model Alpine 200)流動ジェットミルで得た微粒子材料の場合を表す。点線で描かれた曲線(84)は、AFGモデルアルパイン800 (AFG Model Alpine 800)流動ジェットミルで得た微粒子材料の場合を表す。AFGモデルアルパイン800流動ジェットミルは、AFG モデルアルパイン200流動ジェットミルに対するスケールアップファクタが約30である。スケールアップファクタは、ガスの断熱膨張の熱力学に基づいて、二つの寸法のノズルに存在するガス相によって運ばれる粉末から決定する。二つのジェットミルの他の関連する相違は、噴射流の数と分級歯車の数である。AFG モデルアルパイン800流動ジェットミルは、用途に応じて例えば四本又は五本の噴射流を有することができるが、AFG モデルアルパイン200流動ジェットミルには三本しかない。AFG モデルアルパイン800流動ジェットミルは一般に、三つの内在型の分級歯車を有することができる。AFG モデルアルパイン200流動ジェットミルは、一つの内在型の分級歯車しか有することができない。最後に、AFG モデルアルパイン800流動ジェットミルの高さと幅は、AFGモデルアルパイン200流動ジェットミルの高さと幅の約3倍である。改変されていない分級歯車によって得られた粒子と比較すると、本発明の高スピン渦リングによって、高スピン渦リングを使用せずに得た粒径分布に比べて、より小さなサイズ、即ち細かいトナー粒子のより狭い粒径分布を得ることができるという結果が示された。
【0022】
図12は、二つの異なる高スピン渦リング径で得た、分離した粒子の粒径分布と分離した粒子の体積中央値との関係のグラフによる表示である。曲線(92)は、直径127mmの改変された渦リングによって得た微粒子材料の関係を表す。曲線(94)は、直径100mmの改変された渦リングによって得た微粒子材料の関係を表す。
【0023】
したがって、実施の形態において、本発明は、中心に円形の開口を有する円板と、例えば円板を、好ましくは対称に且つ同心状に分級歯車の微粒子出口開口に固定させるための単数又は複数の締結具を備える部品を提供する。渦挿入円板の厚さは、粒子出口付近の厚さ以上であることができ、また、円板の周辺部付近の厚さ以下であることができる。実施の形態では、渦挿入部材は、好ましくは円形開口に近接し、例えば円板の厚さの約1.5倍〜約5倍の厚さを有することができるリップ又はリム構造をさらに含むことができる。本発明の実施の形態では、円形開口の直径を固定させることもできるし、例えば作業者又はロボットが渦リングを物理的に取り外したり交換したりすることによって直径を変更又は調節することもできる。他の実施の形態では、渦リング即ち円板の円形開口の直径は可変的、即ち調節可能であることができる。手作業又は遠隔操作によって調節可能な渦リング構造の例として、強度、耐久性、衝撃抵抗性などの本発明のニーズ及び要件にしたがって適合される公知のアイリス開口値、図6及び7に示すように分級歯車の毎分の回転数が増大すると開口の直径も増大する、遠心的に敏感な、即ち遠心的に反応する開口値、図8に示すように、分級歯車の毎分の回転数が増大するとそれに伴って開口の直径が縮小する、遠心力に反比例する開口値が挙げられる。実施の形態では、円形開口の直径は、例えば5.0cm〜約13.5cmである。渦リングまたは円板の直径は、例えば約7cm〜約24.0cmである。渦リングを既存の分級歯車に固定する単数又は複数の締結具は、例えば1以上のボルト又はねじ、クランプ、適切な接着剤などの締結具、及びこれらの組み合わせである。
【0024】
実施の形態では、本発明は分級歯車を提供し、この歯車は、中実の上面と、第1の円形開口を有する下面と、上面と下面とを、これらの面の周縁で接続する複数の羽根と、前述のように固定した開口又は可変的な開口を有し、分級歯車の下面に固定され、第1の円形開口内に第2の円形開口を形成し、第1の円形開口の直径を有効に縮小させる渦リング部品とを備える。
【0025】
本発明は、実施の形態において、流体に含まれる固体微粒子の分級装置を提供し、この装置は、供給材料入口、細かい分級物の出口、粗い分級物の出口を有するハウジングと、前述のように改変された分級歯車とを備える。流体は圧縮空気でもよいし、窒素又はアルゴンなどの不活性ガスのような他の適切なガスでもよい。固体微粒子は、粒径が混合した脆性の材料であってもよい。固体粒子は、例えば顔料と樹脂の混合物を含むトナー配合物であるのが好ましい。
【0026】
実施の形態において、本発明は、前述の装置で微粒子を分離し分級する方法を提供し、この方法は、約500〜約25,000rpm、好ましくは約500〜約5,000rpmの速度で分級歯車を回転させるステップ、直径約0.1〜約1,000μmの微粒子を含む流体の流れからなる固体粒子供給物を装置に誘導するステップを含み、粒子供給物中の微粒子は歯車の中心に向かって移動し、その後細かい分級物の出口開口を介して分級歯車及びハウジングから出て、粗粒子は歯車の周辺部に向かって移動し、粗い分級物の出口を介して歯車から出る。流体の流れに含まれる微粒子は装置内で絶えず分級されて、分離された微粒子分級物が、例えば重量平均粒径約0.1〜約10μm、好ましくは約1〜約5μm、標準偏差約0.1〜約0.5μmとなるのが好ましい。本発明の分離及び分級方法は、例えば、微粒子分級物約10〜約30,000ポンドが種々の粒径の混合物から約1〜約24時間で分離される、小型、中型、大型の装置で実施できる。
【0027】
本発明は、実施の形態において、例えば、本発明の粒子の分離及び分級の実施の形態が実施できるように既存の分級歯車又は分級装置を改造するためのキットを提供し、このキットは、例えば、中心に円形開口を有する円板と、既存の分級歯車の微粒子出口に円板を固定するのに適合した少なくとも一つの締結具を備える。
【0028】
実施の形態では、本発明の装置は、以下の関係を満たす一定の又は可変的なカットポイント形状寸法を提供する。
【0029】
【数1】

【0030】
実施の形態では、取り外し可能な高スピン渦リングを用いて分級歯車又は粉砕歯車の微粒子出口開口の直径を変化又は変更、例えば縮小させることによって、微粒子材料の微粒子粒径分布の粗い端部、即ち粗い分級物までよりよく制御できる。例えば、高スピン渦リング部品を、例えばアルパイン(Alpine)から入手可能なAFG モデルのような既存の流動床ジェットミルの分級歯車の出口開口、即ち出口に取り付けるか又は固定することによって、歯車の出口開口を変化させたり変更させたりすることができる。粒径分布の上部、即ち粗い分級物粒子の分離をよりよく調整又は制御し、それによって微粒子分級物の量及び品質をよりよく制御するために、所望ならば渦リング部品を出口開口径の異なる他の渦リングと簡単に交換することができる。粒径分離及び分布をこのように制御することによって、実施の形態では、粒径分布の狭いトナーの製造における分級工程で粗い粒子を取り除いたり分離したりする必要性がなくなるため、細かいトナー及びこれに関連する微粒子材料の製造において時間とコストの著しい節約になる。
【0031】
また、本発明の高スピン渦リングの概念は、同じ歯車速度で比べて粉砕装置又は分級装置でのカットサイズを小さくでき、この利点によって、より小さいサイズの粒子分離の際の歯車速度の許容範囲が広がる。例えば最大の粉砕空気を使用して歯車速度を増大できることは、粒径分布が非常に狭い、直径約1〜約5μmなどの超微粒子のトナーを製造する場合において特に、高い、即ち最大の粒子処理量を得るのに重要である。
【0032】
動作上、例えば懸濁粒子を含む流体又は流動化した粒子の流れのような種々の公知の形態で、粒子供給物を装置に入れることができる。好ましい流体は、例えば、大気温度及び大気圧又は大気温度及び大気圧付近の乾燥空気のようなガスである。固体微粒子は、分級歯車によって簡単に分離可能で好ましくは脆性があり、全く凝集性を示さないか又は僅かに凝集性を示す任意の材料であることができ、例えば、顔料と樹脂の混合物の粒子からなるトナー配合物である。本発明の分級歯車は、例えば約500〜約25,000rpm、好ましくは約500〜約5,000rpmなどの従来の分級分離装置で使用する回転速度で有効に作動することができ、その結果、粗粒子からの微粒子の分離が、従来技術の歯車形状寸法の場合よりも著しく向上している。
【0033】
本発明で得られる例示的な分離物を以下に説明する。約12μm未満の粒子は、例えば、分級歯車から取り除かれる程度に十分に小さくなるまで大きな粒子が絶えず粉砕される流動床粉砕装置で実施されるように、平均径約0.1〜約1,000μmのサイズの粒子の集合から分離される。約4μm未満の粒子は、例えば規定を下回る粒子を取り除く分級装置で実施されるように、平均径約1〜約12μmの粒子の集合から分離される。
【0034】
本発明の実施の形態では、約0.7を超える分離精度指数、例えば分離精度指数約0.7〜約1.0の粒子分離装置及びその方法を提供する。
【0035】
この分離装置及び分級方法のカットポイントは、対抗し競合する二つの力が実質的に同じ大きさを有するときの呼称粒径に対応する。分級装置の各粒子に作用する二つの力、例えばエアドラッグ及び遠心力の大きさを、一般的な流体力学の式を使用して計算することができる。これらの力、及びより重要であるこれらの力の相対的な大きさは、分級歯車内の位置によって変化する。カットポイント(dT)対半径位置(R)のプロットを描くことができる。このような図形による分析はアール.ニエド(R. Nied)及びシッケル(Sickel)によって行われており、P owder Handling and Processing (Vol. 4, No. 2, June 1992)の"Modern Air Classifiers"という論文で報告されている(この開示全てを本明細書中に援用する)。
【0036】
例えば、レガル330 (REGAL 330(登録商標))のようなカーボンブラック、ニグロシン染料、アニリンブルー、マグネタイト、これらの混合物を含めた、多数の周知の適切な顔料又は染料を、トナー粒子の着色剤として選択することができる。好ましくはカーボンブラックの顔料は、トナー組成物を高レベルに着色させるのに十分な量で存在すべきである。一般的に顔料粒子は、トナー組成物の総重量に対して約1重量%〜約20重量%、好ましくは約2〜約10重量%の量で存在する。しかし、これよりも少ない量又は多い量の顔料粒子を選択することもできる。
【0037】
さらに本発明に関して、アエロジル(AEROSIL (登録商標))などのコロイドシリカを約1〜約30重量%、好ましくは10重量%の帯電添加剤と共に表面処理し、その後にこれを0.1〜10重量%、好ましくは0.1〜1重量%の量でトナーに加えることができる。
【0038】
現像剤組成物の配合では、キャリヤ成分、特にトナー組成物の極性と逆の極性を摩擦電気的に呈するキャリヤ成分を、トナー粒子と混合する。したがって、正に帯電したトナー粒子をキャリヤ粒子に付着させてキャリヤ粒子を取り囲むように、キャリヤ粒子は負の極性を有するように選択される。キャリヤ粒子の例として、鉄粉、鋼、ニッケル、鉄、銅亜鉛フェライトを含むフェライト等が挙げられる。さらに、キャリヤ粒子として、米国特許第3,847,604号(この開示全てを参考として本明細書中に援用する)に記載したようなニッケルベリーキャリヤを選択できる。選択したキャリヤ粒子は、コーティングがあってもなくても使用でき、コーティングは一般に、スチレン、メチルメタクリレート、トリエトキシシランなどのシランのターポリマーを含み(米国特許第3,526,533号、第4,937,166号及び第4,935,326号を参照のこと(これらの開示全てを参考として本明細書中に援用する))、例えばカイナー(KYNAR(登録商標))及びポリメチルメタクリレートの混合物(40/60)が挙げられる。コーティングの重量は、本明細書中に示したように変化することができるが一般に、約0.3〜約2重量%、好ましくは約0.5〜約1.5重量%のコーティング重量が選択される。
【0039】
さらに、好ましくは球形のキャリヤ粒子の直径は一般に、約50μm〜約1,000μmで、実施の形態では、約175μmである。そのため、キャリヤ粒子が現像工程中に静電潜像に付着しないように十分な密度及び慣性を有することができる。キャリヤ成分は、種々の適切な組み合わせでトナー組成物と混合することができるが、トナー約1〜5重量部対約10〜約200重量部のキャリヤが選択されると、最も良い結果が得られる。
【0040】
トナー組成物は通常、調製の後で噴射され分級されて、好ましい平均径約5〜約25μm、より好ましくは約8〜約12μm、最も好ましくは約5〜約8μmのトナー粒子とされ得る。また、トナー組成物は、公知の帯電スペクトログラフで測定して摩擦帯電約0.1〜約2フェムトクーロン/ミクロンを有するのが好ましい。トナーの混合時間は、公知の帯電スペクトログラフで測定して、好ましくは約5秒〜1分、より具体的には約5秒〜約15秒である。例えば、迅速な混合特性を有するこれらのトナー組成物は、例えば、ある場合には毎分20gを超える高速のトナーの分配速度でも、電子写真画像形成装置で背景に殆ど付着物のない画像を現像することができる。さらに、毎分70コピーを越える高速の電子写真装置に対してこのようなトナー組成物を選択することができる。
【0041】
また、本発明の実施の形態において調製されたトナー組成物は、望ましい狭い帯電分布を有し、公知のファラデーケージ法で測定したところ、ある実施の形態では、帯電促進添加剤約0.1〜約5重量%を用いると、好ましくは約10〜約40マイクロクーロン/g、より好ましくは約10〜約35マイクロクーロン/gの最適な摩擦帯電値を有し、帯電スペクトログラフで測定したところ、15秒未満、幾つかの実施の形態ではより好ましくは約1〜約14秒の迅速な混合帯電時間を有する。
【0042】
公知の材料及び製造技術を使用して、本明細書中に例示したように、実施の形態において本発明の分級装置を構成することができる。実施の形態では、従来の分級装置又は流動床粉砕装置を容易に適合させたり、一定のカットポイントの分級歯車形状寸法に改造したりして前述の、また本明細書中で例示した利益及び利点を達成することができる。実施の形態では、本発明の分級歯車を、例えばセラミック、セラマー、複合材料などの耐磨耗性材料で構成したり、耐磨耗性表面コーティングで被覆することができる。
【0043】
【実施例】
以下の非限定的な実施例において本発明をさらに例示するが、この実施例は例示のためだけのものであり、本発明を本明細書中に記載した材料、条件、処理パラメータなどに限定することを意図するものではないことが理解されるであろう。特に記さない限り、部及び%は重量によるものとする。
【0044】
例えば、Xerox Model DC 250及びDC 265のブラックトナーの製造に本発明を使用することができる。本発明によってトナー粒径分布の粗いテール部分をより狭くすることができ、予想もしなかった優れたゼログラフィックプリント品質という利点を得ることができる。改良された粒径分布を示すデータを以下に示すが、このデータは本発明の高スピン渦リング(HSVR)を備えた粉砕歯車から得ることができる。
【0045】
【表1】
磁性トナーの調製及び評価
スチレンとブタジエンの混合物をフリーラジカル重合することによって得たポリマー樹脂(混合物全体の74重量%)をレガル 330 (REGAL 330(登録商標))のカーボンブラック10重量%とマピコブラック(MAPICO BLACK(登録商標))のマグネタイト16重量%と共に120℃で溶融押出し、押出物をワーリング(WARING)ブレンダーで粉砕し、噴射し、本明細書中に例示したような分級歯車(例えば、図1を参照のこと)を備えた分級装置を用いて、コールターカウンター(Coulter counter)の測定で数平均粒径8μmの粒子に分級した。重量比1:1のアエロジルR972 (AEROSIL R972(登録商標))(DEGUSSA)とTP-302のナフタレンスルホネート0.12gと第4級アンモニウム塩(Nachem/Hodogaya SI)の帯電制御剤で、噴射したトナー(2g)を表面処理することによって、正に帯電した磁性トナーを調製することができた。
【0047】
次いで、前述のトナー組成物3.34重量部と、スチールコアの上にポリビニリデンフルオリドであるカイナー(KYNAR(登録商標))70重量%とポリメチルメタクリレート30重量%を含有するポリマー混合物を有するキャリヤ96.66重量%とを混合することによって現像剤組成物を調製することができた。コーティングは約0.9重量%であった。カスケード現像を使用して、「負の」ターゲットを利用してXerox Model D受光体を現像した。露光を5〜10秒に設定し、正のトナー画像を受光体から紙に暗転写するために負のバイアスを使用した。
【0048】
毎秒7.62cm(3インチ)で作動するゼロックスコーポレーション5028(Xerox Corporation 5028(登録商標))のソフトシリコーンロールフューザを用いて融着の評価を行った。フューザロールの実際の温度をオメガ(Omega)パイロメータを用いて測定し、ろう紙試験紙でチェックした。融着後、現像したトナー画像が紙に付着している程度を、スコッチ(Scotch(登録商標))テープテストで評価した。優れた定着レベルが予想され、他のトナー調製方法で調製したトナー組成物で得た定着レベルに匹敵していた。一般的には、濃度計で測定したところ、95%より多いトナー画像がテープ片をはがした後もコピーシートに定着していた。或いは、公知のクリーズテストを使用して定着レベルを測定することができ、これについては米国特許第5,312,704号を参照のこと(この開示全てを参考として本明細書中に援用する)。
【0049】
アルミニウムからなる支持基板、三方晶系セレンからなる光発生層、ポリカーボネートであるマクロロン(MAKROLON(登録商標))55重量%にアリールアミンであるN,N’−ジフェニル−N,N’−ビス(3−メチルフェニル)1,1’−ビフェニル−4,4’−ジアミン45重量%を分散した電荷輸送層からなる負に帯電した層状画像形成部材を用いて、ゼログラフィック画像形成テスト装置で画像を現像した(米国特許第4,265,990号を参照のこと(この開示全てを本明細書中に参考として援用する))。例えば、実施例XIで得たコポリマーから調製したトナー組成物の画像は、背景に付着物のない優れた品質であることが予想され、約75,000画像形成サイクルを超えると考えられる増大された回数の画像形成サイクルでも高解像度を示すことが予想される。
【0050】
例えば、電子写真カラートナー粒子などの微粒子材料の製造に本発明を用いることができる。典型的な特定のカラートナー樹脂として、スチレンアクリレート類、スチレンメタクリレート類、ポリエステル類、Goodyear Chemical Companyから入手可能なプリオライト(PLIOLITES(登録商標))、プリオトーン(PLIOTONES(登録商標))、スチレン−ブタジエンポリマー類、特にGoodyearから入手可能なプリオライト又はプリオトーンなどの、スチレン部分約83〜約93重量%、好ましくは約88重量%、ブタジエン部分約7〜約17重量%、好ましくは約12重量%のスチレン−ブタジエンコポリマーが挙げられる。ポリエステル樹脂として、Dainipponから供給されるFE-208、Kao Corp.から供給されるFAC115、Mitsui Chemicalから供給される0.2重量%〜11重量%のレベルのインデン/プロペニルトルエンコポリマーが挙げられる。
【0051】
カラートナー組成物は、例えば上記の樹脂の組み合わせとフルカラー現像のための着色剤からなることができる。着色剤として、例えば、C.I.ピグメントイエロー17、C.I.ピグメントイエロー180、C.I.ピグメントレッド57:1、C.I.ピグメントレッド122、C.I.ピグメントブルー15:3などの着色剤が挙げられる。着色剤の量は、樹脂100重量%又は重量部に対して好ましくは約0.1〜約12重量%又は重量部である。
【0052】
【表2】
細かい顆粒、細粉、セラミック粉末の粉末処理のために本発明を使用することもできる。実施の形態では、以下に限定しないが結晶、半結晶、アモルファス材料、例えば有機物、無機物、これらの複合材料、混合物を含む脆性又は非脆性の微粒子材料の分離分級に本発明の装置及び方法を選択して用いることができる。有機物として、例えば、樹脂、ポリマー類、エラストマー類、染料、顔料、薬剤、ラテックス粒子などが挙げられる。無機物として、例えば、金属、酸化金属、鉱物など、これらの混合物、マグネタイト及びシリカが挙げられる。複合材料として、例えば、有機化合物と無機化合物とを配合した混合物又は有機化合物と無機化合物との物理的な混合物が挙げられる。
【0054】
本発明の他の変更が、本願の検討に基づいて当業者によって行われ得る。本発明の等価物を含むこれらの変更は本発明の範囲内に含まれるものとする。
【図面の簡単な説明】
【図1】本発明の例示的な高スピン渦リング挿入部品の分解図を伴った分級歯車の断面図である。
【図2】本発明の例示的な高スピン渦リング挿入部品の底面図である。
【図3】本発明の例示的な固定開口径高スピン渦リング挿入部品の断面図である。
【図4】本発明の例示的なアイリス型可変開口径高スピン渦リング挿入部品の底面図である。
【図5】本発明の例示的なアイリス型可変開口径高スピン渦リング挿入部品の断面図である。
【図6】本発明の例示的な遠心型可変開口径高スピン渦リング挿入部品の断面図である。
【図7】本発明の図6の遠心型可変開口径高スピン渦リング挿入部品の底面図である。
【図8】本発明の例示的な遠心力反比例型可変開口径高スピン渦リング挿入部品の底面図である。
【図9】本発明の高スピン渦リング挿入部品を含む粉砕分級装置の断面図である。
【図10】異なる出口径、粉砕圧力120p.s.i.gでの分級歯車速度と分離粒子の体積中央値との関係を表すグラフである。
【図11】本発明の実施の形態における分離粒子の正規化された微分体積分布と体積中央値又は直径との関係を表すグラフである。
【図12】本発明の実施の形態において二つの異なる高スピン渦リング径で得た分離粒子の上部幾何学的サイズ分布(Upper Geometric Size Distribution)と体積中央値との関係を表すグラフである。
【符号の説明】
1 粉砕分級装置
10 分級歯車
12 出口
18 上面
20 下面
24、62 高スピン渦リング挿入部品
26 開口
52 止めねじ
Claims (5)
- 中実の上面と、第1の円形開口を有する下面と、上面と下面とを、上面と下面の周縁で接続する複数の羽根と、前記下面に固定され、第1の円形開口内に第2の円形開口を形成し、第1の円形開口の直径を縮小させる部品とを備え、当該部品は、中心に直径の変更可能な円形開口を有する円板と、前記円板を前記第1の円形開口に同心状に固定するための締結具とを備える、分級歯車。
- 歯車の内部の高さ(H)が、10.0cm〜20.0cmである、請求項1に記載の分級歯車。
- 第2の円形開口の直径(d)が、5.0cm〜13.5cmである、請求項1に記載の分級歯車。
- 前記円板の直径の変更可能な円形開口は、前記分級歯車の回転速度の遠心力に対し反応する1以上のバネ部材により境界を定められる、請求項1に記載の分級歯車。
- 中心に直径が変更可能な円形開口を有する円板と、前記円板を分級歯車の第1の円形開口に同心状に固定するための締結具とを備える部品であって、前記分級歯車は中実の上面と、第1の円形開口を有する下面と、上面と下面とを、上面と下面の周縁で接続する複数の羽根と、前記下面に固定され、第1の円形開口内に第2の円形開口を形成し、第1の円形開口の直径を縮小させる前記部品とを備え、前記円板の直径の変更可能な円形開口は、前記分級歯車の回転速度の遠心力に対し反応する1以上のバネ部材により境界を定められる、前記部品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/670,884 US6776291B1 (en) | 2000-09-27 | 2000-09-27 | Article and apparatus for particulate size separation |
| US670884 | 2000-09-27 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002126651A JP2002126651A (ja) | 2002-05-08 |
| JP2002126651A5 JP2002126651A5 (ja) | 2008-10-16 |
| JP4771628B2 true JP4771628B2 (ja) | 2011-09-14 |
Family
ID=24692285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001275830A Expired - Fee Related JP4771628B2 (ja) | 2000-09-27 | 2001-09-12 | 分級歯車及びその部品 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US6776291B1 (ja) |
| EP (1) | EP1193000B2 (ja) |
| JP (1) | JP4771628B2 (ja) |
| DE (1) | DE60124836T3 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10044104C2 (de) * | 2000-09-07 | 2003-04-10 | Roland Nied | Windsichter |
| US7028847B2 (en) * | 2003-05-29 | 2006-04-18 | Alstom Technology Ltd | High efficiency two-stage dynamic classifier |
| JP4330986B2 (ja) * | 2003-09-24 | 2009-09-16 | 富士フイルム株式会社 | インクジェット記録装置 |
| JP4601055B2 (ja) * | 2005-02-03 | 2010-12-22 | ホソカワミクロン株式会社 | 分級機 |
| EP1986969A1 (de) * | 2006-02-24 | 2008-11-05 | Vitrabio GmbH | Verfahren zur herstellung eines porösen glases und glaspulvers und glaswerkstoff zum ausführen des verfahrens |
| JP5151940B2 (ja) * | 2008-12-03 | 2013-02-27 | 株式会社リコー | 分級装置 |
| JP6328229B2 (ja) * | 2014-03-31 | 2018-05-23 | ホソカワミクロン株式会社 | 分級機 |
| CN106044242B (zh) * | 2016-07-27 | 2019-05-21 | 无锡市华通电力设备有限公司 | 一种粉煤灰分级机用涡壳结构 |
| US11389833B1 (en) * | 2021-09-09 | 2022-07-19 | Tate & Lyle Solutions Usa Llc | Curvilinear surface classification of feed stock |
| DE102022119138B3 (de) | 2022-07-29 | 2023-10-05 | Hosokawa Alpine Aktiengesellschaft | Verfahren zur Vorhersage einer real erzielbaren interessierenden Partikelgröße einer Kornverteilungskurve eines Stoffes und das Verfahren ausführende Klassiervorrichtung |
| CN115254379B (zh) * | 2022-08-02 | 2023-06-20 | 浙江元集新材料有限公司 | 一种覆铜板粉料加工用流化床气流磨机的分级轮及其制备方法 |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1499724A (en) * | 1921-10-26 | 1924-07-01 | Fraser George Holt | Fluid-current separator |
| US1698361A (en) * | 1927-09-22 | 1929-01-08 | John W Dreisbach | Air separator |
| US2195618A (en) * | 1937-06-04 | 1940-04-02 | Comb Eng Co Inc | Adjustable separator |
| US2275595A (en) * | 1938-04-22 | 1942-03-10 | Babcock & Wilcox Co | Pulverizer |
| US2294921A (en) * | 1938-08-31 | 1942-09-08 | Henry G Lykken | Mechanism for delivering pulverized material |
| US2362142A (en) * | 1939-07-20 | 1944-11-07 | Henry G Lykken | Pulverizing and classifying machine |
| US2367906A (en) * | 1942-01-09 | 1945-01-23 | Wall | Apparatus for separating wood flour |
| US2561388A (en) * | 1945-08-20 | 1951-07-24 | Microcyclomat Co | Classifier units for friable material pulverizers |
| US2754967A (en) * | 1952-03-24 | 1956-07-17 | Microcyclomat Co | Centripetal classifier |
| US2728456A (en) * | 1952-09-26 | 1955-12-27 | Microcyclomat Co | Classifier for pulverulent solids |
| US3879980A (en) * | 1973-01-17 | 1975-04-29 | King John O Jun | Hole enlarging system |
| GB2163070A (en) * | 1984-08-13 | 1986-02-19 | Smidth & Co As F L | Separator for sorting particulate material |
| DE3508889C1 (de) * | 1985-03-13 | 1992-02-20 | Alpine Ag, 8900 Augsburg | Windsichter mit verschleissfreiem Sichtrad |
| US4703636A (en) * | 1985-07-02 | 1987-11-03 | Speed Star Co., Ltd. | Center locking device of the intermediary plate type for a disc wheel of motor vehicle |
| DE3712136C1 (de) * | 1987-04-10 | 1988-08-04 | Omya Gmbh | Zentrifugalkraftsichter |
| JPH0237154Y2 (ja) * | 1987-08-27 | 1990-10-08 | ||
| DE3838871C2 (de) † | 1988-01-22 | 1994-10-27 | Nied Roland | Windsichter |
| JPH01297182A (ja) * | 1988-05-25 | 1989-11-30 | Kurimoto Ltd | 気流式遠心分級機 |
| JPH0719462B2 (ja) * | 1988-10-29 | 1995-03-06 | 日立マクセル株式会社 | デイスクカートリツジ駆動装置 |
| ES2057066T3 (es) † | 1988-11-17 | 1994-10-16 | Nied Roland | Aventadora. |
| US5022712A (en) * | 1988-12-30 | 1991-06-11 | Motor Wheel Corporation | Fiber-reinforced resin vehicle wheel mounting |
| JP2571126B2 (ja) * | 1989-05-18 | 1997-01-16 | 秩父小野田株式会社 | 微粉用空気分級機 |
| US5244481A (en) | 1990-08-01 | 1993-09-14 | Roland Nied | Preferably vertical air separator |
| DE4101343C1 (ja) | 1991-01-18 | 1992-01-02 | Pallmann Maschinenfabrik Gmbh & Co Kg, 6660 Zweibruecken, De | |
| JP3384002B2 (ja) * | 1992-01-24 | 2003-03-10 | ソニー株式会社 | ディスクテーブル及び記録及び/又は再生装置 |
| JPH0515803A (ja) * | 1991-07-15 | 1993-01-26 | Fuji Xerox Co Ltd | ジエツトミルによる粉砕方法及びその装置 |
| DE4140656C1 (ja) | 1991-12-10 | 1992-09-10 | Alpine Ag, 8900 Augsburg, De | |
| JP3448716B2 (ja) * | 1993-12-28 | 2003-09-22 | 太平洋セメント株式会社 | 渦流式空気分級機 |
| US5774445A (en) * | 1993-08-09 | 1998-06-30 | Funai Electric Co., Ltd. | Disc clamp mechanism having radial disposed disc pressing elements |
| US5366095A (en) | 1993-11-15 | 1994-11-22 | Christopher Martin | Air classification system |
| JP3482503B2 (ja) * | 1993-12-06 | 2003-12-22 | 太平洋セメント株式会社 | 渦流式空気分級機 |
| US5522706A (en) * | 1994-10-06 | 1996-06-04 | General Electric Company | Laser shock peened disks with loading and locking slots for turbomachinery |
| US5899396A (en) | 1995-09-04 | 1999-05-04 | Nied; Roland | Air separator and single-rotor air separator mill with such an air separator |
| ES2190796T3 (es) * | 1996-10-18 | 2003-08-16 | Hosokawa Alpine Ag & Co | Separador neumatico de eje vertical. |
| US6260708B1 (en) * | 1996-10-18 | 2001-07-17 | Hosokawa Alpine Aktiengesellschaft | Method for air classification of toner |
| DE19803107A1 (de) * | 1998-01-28 | 1999-07-29 | Hosokawa Alpine Ag | Verfahren zur Windsichtung von Toner |
| US5927510A (en) * | 1997-02-19 | 1999-07-27 | Xerox Corporation | Particle classification apparatus and processes thereof |
| JP3752096B2 (ja) * | 1999-03-03 | 2006-03-08 | 日本ニューマチック工業株式会社 | 気流分級機 |
| SE9902697D0 (sv) * | 1999-07-14 | 1999-07-14 | Astra Ab | Filter device |
| DE10044104C2 (de) * | 2000-09-07 | 2003-04-10 | Roland Nied | Windsichter |
| US6595368B2 (en) * | 2000-12-08 | 2003-07-22 | Msp Corporation | Pre-separator for inlets of cascade impactors |
-
2000
- 2000-09-27 US US09/670,884 patent/US6776291B1/en not_active Expired - Fee Related
-
2001
- 2001-09-12 JP JP2001275830A patent/JP4771628B2/ja not_active Expired - Fee Related
- 2001-09-20 EP EP01122463A patent/EP1193000B2/en not_active Expired - Lifetime
- 2001-09-20 DE DE60124836T patent/DE60124836T3/de not_active Expired - Lifetime
-
2002
- 2002-06-11 US US10/167,669 patent/US20030000869A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP1193000A2 (en) | 2002-04-03 |
| US20030000869A1 (en) | 2003-01-02 |
| US6776291B1 (en) | 2004-08-17 |
| EP1193000B1 (en) | 2006-11-29 |
| EP1193000B2 (en) | 2009-11-11 |
| EP1193000A3 (en) | 2002-10-16 |
| DE60124836D1 (de) | 2007-01-11 |
| JP2002126651A (ja) | 2002-05-08 |
| DE60124836T3 (de) | 2010-02-18 |
| DE60124836T2 (de) | 2007-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4771628B2 (ja) | 分級歯車及びその部品 | |
| US4900647A (en) | Process for producing electrophotographic toner comprising micropulverization, classification and smoothing | |
| US5865381A (en) | Surface treating apparatus for solid particles, surface treating method therefor and method for producing toner | |
| KR20140022099A (ko) | 분체 입자용 열 처리 장치 및 토너의 제조 방법 | |
| JP2002221828A (ja) | トナーの製造方法 | |
| JP5151940B2 (ja) | 分級装置 | |
| JP4545897B2 (ja) | トナー | |
| US5927510A (en) | Particle classification apparatus and processes thereof | |
| JP4854413B2 (ja) | トナー分級装置 | |
| JP3890143B2 (ja) | 静電荷像現像用磁性トナー、その製造方法、画像形成方法及びプロセスカートリッジ | |
| JP2000075536A (ja) | トナー及び画像形成方法 | |
| EP0545406A1 (en) | Process for producing toner | |
| JP3736744B2 (ja) | 電子写真用トナーの製造方法 | |
| JP6666033B2 (ja) | トナー | |
| JP2006308640A (ja) | トナーの製造方法 | |
| JPS593444A (ja) | 電子写真用現像剤 | |
| JP2002189315A (ja) | トナーの製造方法 | |
| JPH1048870A (ja) | 負帯電性トナー | |
| JP2005249988A (ja) | 静電荷像現像用トナーの製造方法 | |
| JP4869168B2 (ja) | トナーの表面改質装置 | |
| JP2566152B2 (ja) | マイクロカプセルトナーの製造方法 | |
| JP2663036B2 (ja) | 樹脂組成物の粉砕方法及びトナーの製造方法 | |
| JPH09305026A (ja) | 画像形成方法 | |
| JP2840259B2 (ja) | 静電荷像現像用トナーの製造方法 | |
| JP2002107992A (ja) | トナー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080903 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100928 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110427 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110524 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110621 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |