JP4765344B2 - 熱間圧延材のデスケーリング方法およびその装置 - Google Patents
熱間圧延材のデスケーリング方法およびその装置 Download PDFInfo
- Publication number
- JP4765344B2 JP4765344B2 JP2005068502A JP2005068502A JP4765344B2 JP 4765344 B2 JP4765344 B2 JP 4765344B2 JP 2005068502 A JP2005068502 A JP 2005068502A JP 2005068502 A JP2005068502 A JP 2005068502A JP 4765344 B2 JP4765344 B2 JP 4765344B2
- Authority
- JP
- Japan
- Prior art keywords
- descaling
- rolled material
- width direction
- hot
- flow rate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims description 35
- 238000000034 method Methods 0.000 title claims description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 31
- 238000002347 injection Methods 0.000 claims description 19
- 239000007924 injection Substances 0.000 claims description 19
- 238000011144 upstream manufacturing Methods 0.000 claims description 15
- 238000009826 distribution Methods 0.000 claims description 14
- 238000005096 rolling process Methods 0.000 description 38
- 229910000831 Steel Inorganic materials 0.000 description 27
- 239000010959 steel Substances 0.000 description 27
- 238000010586 diagram Methods 0.000 description 6
- 239000007921 spray Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 238000005098 hot rolling Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000002436 steel type Substances 0.000 description 2
- 239000002826 coolant Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 238000004781 supercooling Methods 0.000 description 1
Images








Landscapes
- Metal Rolling (AREA)
Description
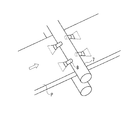
また特許文献2には、図9に示すように、隣り合ったデスケーリングノズルをライン進行方向に対して上流向き、下流向きと交互に噴射方向を変えて配置し、隣り合うノズルからの噴射水が鋼板に衝突した位置での水膜間距離が0mm以上100mm以下で、前段ノズルからの噴射水膜の鋼板に対する入射角度が0°から4°の間、後段ノズルからの噴射水膜の入射角度が0°から−4°の範囲にあるようにしたデスケーリング装置が記載されている。
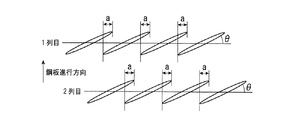
特許文献4には、複数列のデスケーリングヘッダを備えるデスケーリング装置において、1列目のノズルを横流れ水が干渉しない間隔(オーバーラップa)、迎え角、ねじれ角θ、ノズル高さで配置するとともに、2列目のノズルを所定ピッチだけ幅方向にずらして配置することが記載されている。
特許文献2に記載のデスケーリングノズルは、横流れによる干渉がないので温度の均一化とスケール剥離ムラ軽減とをともに達成することができるが、このようなデスケーリングノズルを圧延ロールの直近に配置すると高圧水によって剥離させたスケールが圧延ロール側に流れ、スケール噛み込みを発生させてしまうという問題点がある。
さらに特許文献4に記載のデスケーリング装置は、デスケーリングヘッダが2列以上あることが前提であり、設置スペースのとれない圧延機回りには採用できない。またデスケーリングヘッダを複数列配置するため高圧水の水量増加、電力増加などのコスト高を伴い、また水量を多くすることによる温度低下も増大し、所定の圧延温度を確保できないという問題もある。また、同文献には横流れに干渉しない配置という記載があるものの、具体的な説明がなく、実施困難である。
図1は実施例のデスケーリングノズルにおける幅方向の流量分布を示すグラフで、横軸は鋼板幅方向、縦軸は流量である。デスケーリングノズル8およびその噴射領域Sを横軸に重ねて示してある。実施例のノズルはチップ部分のスリットを加工することによって、一方の幅方向端部A1の流量が幅方向中央部A2の流量よりも大きく、他方の幅方向端部A3の流量が幅方向中央部の流量よりも小さい分布としてある。
なお、本発明のデスケーリングノズルはチップ部分のスリット幅を変更するだけでよいので流量増加に伴うポンプ増強やヘッダ部分の改造も不要であり、既存のデスケーリング装置からの改造も容易である。
また、特許文献2に記載のノズルの交互配置をテストしたところ、幅方向温度偏差は良好であり、スケール剥離ムラも認められなかったが、圧延機内でスケールの噛み込みが発生し、あばた状にスケールの押し込みが見られて同じく外観不良となった。さらに特許文献3に記載の間隔配置をテストしたところ、非オーバーラップ部分の温度が高くなり温度偏差が30℃ときわめて大きく、また同じ部分にスケール剥離ムラも発生し、外観も不良であった。
2 粗圧延デスケーリング装置
3 粗圧延機群
4 仕上圧延デスケーリング装置
5 仕上圧延機群
6 厚板圧延機
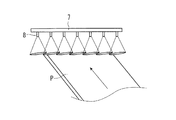
7 デスケーリングヘッダ
8 デスケーリングノズル
C 横流れ
P 熱間圧延材(鋼板)
S 噴射領域
Claims (3)
- 熱間圧延材の幅方向に備えられたデスケーリングヘッダに配置された複数個のデスケーリングノズルから高圧水を噴射して行なう熱間圧延材のデスケーリング方法において、前記複数個のデスケーリングノズルが、噴射領域の幅方向に端部がオーバーラップするように熱間圧延材の進行方向に対して上流側に斜め向きに配置され、前記オーバーラップ部分で前記熱間圧延材に対して進行方向上流側のデスケーリングノズルの流量が大きく、下流側のデスケーリングノズルの流量が小さくなるように配置されていることを特徴とする熱間圧延材のデスケーリング方法。
- 熱間圧延材(P)の幅方向に設けられたデスケーリングヘッダ(7)に高圧水を噴射する複数個のデスケーリングノズル(8)を配置してなる熱間圧延材のデスケーリング装置において、前記複数個のデスケーリングノズル(8)が、噴射領域の幅方向に端部がオーバーラップするように熱間圧延材(P)の進行方向に対して上流側に斜め向きに配置され、前記オーバーラップ部分で前記熱間圧延材(P)に対して進行方向上流側のデスケーリングノズルの流量が大きく、下流側のデスケーリングノズルの流量が小さくなるように配置されていることを特徴とする熱間圧延材のデスケーリング装置。
- 噴射水の幅方向の流量分布が、一方の幅方向端部の流量が幅方向の中央部の流量よりも大きく、他方の幅方向端部の流量が幅方向中央部の流量よりも小さい分布となっていることを特徴とするデスケーリングノズル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005068502A JP4765344B2 (ja) | 2005-03-11 | 2005-03-11 | 熱間圧延材のデスケーリング方法およびその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005068502A JP4765344B2 (ja) | 2005-03-11 | 2005-03-11 | 熱間圧延材のデスケーリング方法およびその装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006247714A JP2006247714A (ja) | 2006-09-21 |
| JP2006247714A5 JP2006247714A5 (ja) | 2008-04-24 |
| JP4765344B2 true JP4765344B2 (ja) | 2011-09-07 |
Family
ID=37088725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005068502A Expired - Fee Related JP4765344B2 (ja) | 2005-03-11 | 2005-03-11 | 熱間圧延材のデスケーリング方法およびその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4765344B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4935461B2 (ja) * | 2007-03-29 | 2012-05-23 | Jfeスチール株式会社 | 熱間圧延鋼板の製造方法および製造設備 |
| JP4901794B2 (ja) * | 2008-03-31 | 2012-03-21 | 新日本製鐵株式会社 | 表面品位に優れる合金化溶融亜鉛めっき鋼板の製造方法 |
| JP5469366B2 (ja) * | 2009-04-27 | 2014-04-16 | 株式会社共立合金製作所 | スプレーノズル |
| JP5672664B2 (ja) * | 2009-05-18 | 2015-02-18 | Jfeスチール株式会社 | 鋼板のデスケーリング方法およびその装置 |
| JP5663846B2 (ja) * | 2009-05-28 | 2015-02-04 | Jfeスチール株式会社 | 鋼板のデスケーリング装置およびデスケーリング方法 |
| TWI524951B (zh) * | 2012-06-08 | 2016-03-11 | 新日鐵住金股份有限公司 | 熱軋鋼板用冷卻水之水擋裝置及水擋方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59171761U (ja) * | 1983-05-06 | 1984-11-16 | 日本鋼管株式会社 | ギヤツプ可変スリツト状ノズル |
| AU733220B2 (en) * | 1997-11-14 | 2001-05-10 | Concast Standard A.G. | Slot nozzle for spraying a continuous casting product with a cooling liquid |
| JP3802830B2 (ja) * | 2002-03-25 | 2006-07-26 | 新日本製鐵株式会社 | 鋼板のデスケーリング方法および設備 |
| JP4854935B2 (ja) * | 2003-06-25 | 2012-01-18 | Jfeスチール株式会社 | 鋼板のスケール除去装置 |
-
2005
- 2005-03-11 JP JP2005068502A patent/JP4765344B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006247714A (ja) | 2006-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5672664B2 (ja) | 鋼板のデスケーリング方法およびその装置 | |
| JP4136662B2 (ja) | ストリップのデスケールをするための方法 | |
| CN101253010B (zh) | 钢板的冷却设备和制造方法 | |
| JP5515483B2 (ja) | 厚鋼板の冷却設備および冷却方法 | |
| JP4765344B2 (ja) | 熱間圧延材のデスケーリング方法およびその装置 | |
| JP3802830B2 (ja) | 鋼板のデスケーリング方法および設備 | |
| JP2016120523A (ja) | 圧延素材のデスケーラ | |
| JP4029865B2 (ja) | 熱延鋼板の製造設備及び熱延鋼板の製造方法 | |
| JP5764936B2 (ja) | 厚鋼板のデスケーリング設備およびデスケーリング方法 | |
| KR101418636B1 (ko) | 열간압연 고압 유체 디스케일링 방법 및 디스케일링 장치 | |
| JP5663846B2 (ja) | 鋼板のデスケーリング装置およびデスケーリング方法 | |
| JP3331860B2 (ja) | 熱間圧延材のデスケーリング装置 | |
| JPH09174137A (ja) | デスケール装置およびデスケール方法 | |
| JP2898873B2 (ja) | 高温金属板の下面冷却装置 | |
| JP2011245509A (ja) | 鋼板のデスケーリング装置およびデスケーリング方法 | |
| JP2002102915A (ja) | デスケーリング水噴射方法 | |
| JP2004306064A (ja) | 高温鋼板の冷却装置 | |
| JP5613997B2 (ja) | 熱延鋼板の冷却装置、熱延鋼板の製造装置及び製造方法 | |
| JP2014083578A (ja) | 熱間圧延鋼材のデスケ―リング用ノズル | |
| KR100368263B1 (ko) | 폭방향 온도편차 저감형 고압수 탈스케일 방법 | |
| JP2001232413A (ja) | 鋼材の冷却装置及びこれを使用した鋼材の冷却方法 | |
| WO2016031168A1 (ja) | 厚鋼板の製造設備および製造方法 | |
| JP2012512029A5 (ja) | ||
| JP5760613B2 (ja) | 厚鋼板のデスケーリング設備およびデスケーリング方法 | |
| JP4935460B2 (ja) | 熱間圧延鋼板の製造方法および製造設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080305 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110125 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110517 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110530 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4765344 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140624 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |