JP2016120523A - 圧延素材のデスケーラ - Google Patents
圧延素材のデスケーラ Download PDFInfo
- Publication number
- JP2016120523A JP2016120523A JP2015226250A JP2015226250A JP2016120523A JP 2016120523 A JP2016120523 A JP 2016120523A JP 2015226250 A JP2015226250 A JP 2015226250A JP 2015226250 A JP2015226250 A JP 2015226250A JP 2016120523 A JP2016120523 A JP 2016120523A
- Authority
- JP
- Japan
- Prior art keywords
- pressure water
- injection
- rolling material
- nozzle
- descaler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 145
- 238000005096 rolling process Methods 0.000 title claims abstract description 94
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 239
- 238000002347 injection Methods 0.000 claims description 187
- 239000007924 injection Substances 0.000 claims description 187
- 239000007921 spray Substances 0.000 claims description 47
- 238000005507 spraying Methods 0.000 claims description 5
- 238000001816 cooling Methods 0.000 abstract description 14
- 239000002994 raw material Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000001976 improved effect Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000003643 water by type Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/04—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing
- B21B45/08—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing hydraulically
Abstract
【解決手段】本発明は、移送される圧延素材の表面に付着したスケールを除去するデスケーラであって、前記圧延素材の上部および下部にそれぞれ設置される高圧水噴射ヘッダーおよび前記各高圧水噴射ヘッダーに設置されて前記圧延素材の表面に高圧水を噴射する複数の噴射ノズルを含み、前記噴射ノズルは所定間隔で配置されて第1高圧水を線状に噴射する複数の第1噴射ノズルを含み、各々の前記第1噴射ノズルから噴射される前記第1高圧水は前記圧延素材の表面で第1間隔で離隔され、前記第1噴射ノズルから噴射される線状の前記第1高圧水は前記圧延素材の表面上ですべて同一線上に位置することを特徴とする。
【選択図】図3
Description
加熱炉で再結晶温度以上に加熱された圧延素材が大気中の酸素と反応すると、その表面に酸化膜、すなわちスケール(Scale)が形成される。このスケールは圧延時に表面疵などの不良箇所を引き起こす要因となるので、圧延作業の前にスケールを除去する作業を行うことになるが、このようなスケール除去作業をデスケール(Descale)作業という。
一般に、デスケール作業はデスケーラにより実行される。
図1aおよび図1bは、従来のデスケーラを示す図面である。
図1(a)および図1(b)に示す通り、従来のデスケーラは移送される圧延素材10の上部および下部にそれぞれ配置される高圧水噴射ヘッダー20および高圧水噴射ヘッダー20の長さ方向に沿って所定間隔で配置される複数のノズル30からなる。
ノズル30は普通ファン(Fan)タイプの線形ノズルが適用される。これによって、高圧水31は圧延素材10の表面に近接するほど圧延素材10の幅方向(高圧水噴射ヘッダーの長さ方向)に拡散され、普通2〜20mmの厚さを有する薄い線形に噴射される。この時、噴射される高圧水31はノズル30出口の広さと形状によって一定の噴射角Aを有する。
図2(a)および図2(b)は、従来のデスケーラによる高圧水31の衝突圧不均一と冷却ばらつきを説明するための図面である。
まず、図2(a)に示す通り、各ノズル30から噴射される高圧水31が圧延素材10の幅方向に対してオフセット角Cを有する場合、ノズル30の配置により圧延素材10が近づいてくる方向を基準として前端の高圧水31−1と後端の高圧水31−2が存在する。また、高圧水31は前記の通り、所定のリード角Bを有するよう斜め状態で噴射されるので、圧延素材10と衝突後、跳ね返った水31−3がオーバーラップ領域Oで前端や後端の高圧水31に干渉を起こす。特に、図2(a)のような方向にリード角Bが形成される場合、後端の高圧水31−2によって跳ね返った水31−3が前端の高圧水31−1に干渉を起こす。
また、図2(b)に示す通り、高圧水噴射ヘッダー20の長さ方向軸は圧延素材10の幅方向と一致して配置されるものの、リード角Bが設定されて高圧水31が圧延素材10の表面に対して斜めに噴射される状態で、各ノズル30別にオフセット角Cが設定されると、ノズル30の噴射パターンから、両端の高圧水31が圧延素材10につく距離31−4、31−5が異なってくる。このような距離の差によって、同じノズル30から噴射される高圧水31でも、領域によって衝突圧が異なることになる。
このような衝突圧不均一と冷却ばらつきは、圧延素材10表面のスケールが部分的に取り残されて示される縞模様(Stripe)と領域別材質ばらつきを発生させることによって、圧延素材10自体の品質低下を引き起こす。また、それだけでなく、スケール除去が完全になされていない圧延素材10を圧延する場合、表面品質が低下する問題がある。
前記噴射ノズルは所定間隔で配置されて第1高圧水を線状に噴射する複数の第1噴射ノズルを含み、
各々の前記第1噴射ノズルから噴射される前記第1高圧水は前記圧延素材の表面で第1間隔で離隔され、
前記第1噴射ノズルから噴射される線状の前記第1高圧水は前記圧延素材の表面上ですべて同一線上に位置することを特徴とする。
[数1]
5°<L1≦30°
前記圧延素材の上部および下部にそれぞれ設置される高圧水噴射ヘッダー、および、前記各高圧水噴射ヘッダーに設置されて前記圧延素材の表面に高圧水を噴射する複数の噴射ノズルを含み、
前記高圧水噴射ヘッダーは、直線形態の第1および第2ヘッダー部が所定角度をなすように一体結合されたことを特徴とする。
前記第1噴射ノズルから噴射される線状の前記第1高圧水は前記圧延素材の表面上にてすべて同一線上に位置し、
前記第2噴射ノズルから噴射される線形の前記第2高圧水は前記圧延素材の表面上にてすべて同一線上に位置し、
各々の前記第1高圧水と各々の前記第2高圧水は前記圧延素材の表面上にて所定角度をなすことを特徴とする。
さらに、本発明の他の実施例によれば、高圧水噴射ヘッダーの形態を「V」形態とすることによって、圧延素材の表面に噴射された高圧水が表面上に残らず、圧延素材の外部に素早く排出されるようにして、残存する溜まり水による冷却ばらつきを最小化することができる。
図3(a)〜(c)に示す通り、本発明の一実施例に係るデスケーラは、圧延素材100の上部および下部にそれぞれ設置される高圧水噴射ヘッダー200および高圧水噴射ヘッダー200に設置されて圧延素材100の表面に高圧水を噴射する複数の噴射ノズル300を含む。
まず、高圧水噴射ヘッダー200は内部に高圧水流動空間を有する筒状の部材であって、圧延素材100と離隔されるものの、その長さ方向が圧延素材100の移送方向と垂直の方向(圧延素材100の幅方向と一致する方向)となるように配置される。本明細書において圧延素材100の幅方向とは、圧延方向に直角な方向を言う。
第1噴射ノズル310は、ファン(Fan)タイプの線状ノズルで、高圧水噴射ヘッダー200に所定間隔で配置されて高圧水噴射ヘッダー200から供給された高圧水311を線状で圧延素材100の表面に噴射する。すなわち、高圧水311は圧延素材100の表面に近接するほど幅方向(高圧水噴射ヘッダーの長さ方向)に拡大する線状に噴射される。
ここで、第1噴射ノズル310は線状の高圧水311が圧延素材100の表面上にてすべて同一線上に位置するとともに、線状の方向が圧延素材100の幅方向と一致するように高圧水噴射ヘッダー200に配置される。また、第1噴射ノズル310は第1噴射ノズル310から噴射される高圧水311が圧延素材100の表面で第1間隔G1で離隔されるように高圧水噴射ヘッダー200に配置される。ここで、第1間隔G1は隣り合う高圧水311間の間隔であって、5mm以内に設定される。しかし、第1間隔G1はこれに限定されず、デスケーラの製作規格に応じて多様な設定が可能である。
すなわち、第1噴射ノズル310から噴射される高圧水311は互いに一直線をなすことになる。
ここで、第1リード角L1とは、第1噴射ノズル310から圧延素材100の表面に下ろした垂線hに対する高圧水311の噴射角度であって、より詳細には圧延素材100が高圧水噴射ヘッダー200へ移送されてくる方向への噴射角度を意味する。すなわち、第1噴射ノズル310は高圧水噴射ヘッダー200側に移送されてくる圧延素材100の表面に向けて斜めに高圧水311を噴射する。
このような第1リード角L1は、5°<L1≦30°に設定される。
本発明によれば、第1噴射ノズル310から噴射される高圧水311がすべて同一線上に位置し、高圧水311の間にオーバーラップ領域が形成されないので、高圧水311の跳ね返り現象が防止されて衝突圧が均一となる。
第2噴射ノズル320は、第1噴射ノズル310の高圧水311の間に高圧水321を噴射ができるように、各第1噴射ノズル310の間に配置される幅の狭いファンタイプの線状ノズルまたは、円形ノズルである。第2噴射ノズル320が線状ノズルで設けられる場合、第2噴射ノズル320の高圧水321によって圧延素材100の表面に示される線状は、第1噴射ノズル310の高圧水311による線状と平行をなすように設定される。この時、第2噴射ノズル320の噴射幅G2は前記の第1間隔G1を補償できる長さに設定される。
詳細には、第2噴射ノズル320の噴射幅G2は、第2噴射ノズル320が線状ノズルである場合には、圧延素材100の表面に示される線状の長さで定義される。
すなわち、第1噴射ノズル310の高圧水311の間がオーバーラップされるオーバーラップ領域が存在して、該当オーバーラップ領域で高圧水311の噴射効果が落ちても、第2噴射ノズル320の高圧水321によりオーバーラップ領域に対するカバーが可能である。
このような第2リード角L2は第1リード角L1より大きい角度(L2>L1)を有するように形成される。すなわち、第2噴射ノズル320は第1噴射ノズル310と同じように高圧水噴射ヘッダー200の方向に移送される圧延素材100の表面に向けて斜めに高圧水321を噴射するものの、圧延素材100の同一領域に対して第1噴射ノズル310より先に高圧水321を噴射することができる。
このように、本発明では、第1噴射ノズル310から噴射される高圧水311の噴射範囲と第2噴射ノズル320から噴射される高圧水321の噴射範囲が互いに重ならないように設定されることによって、両高圧水311、321間の相互衝突圧の干渉を防止することができる。また、圧延素材100の全域にかけて1回の噴射が均一になされるので、デスケーリング作業による冷却ばらつきが発生しない。
しかしながら、本発明によれば、第1噴射ノズル310を通した高圧水311がリード角は有するように噴射されるものの、圧延素材100の表面に示される線状において、高圧水311間のオフセット角は0であるので、同一ノズルから噴射される高圧水311両端の衝突圧が均一で、高圧水311間の跳ね返り現象による干渉が発生しない。
図4(a)は、従来のデスケーラを利用する場合、高圧水によって圧延素材100の表面に示される噴射パターン、すなわち高圧水によってデスケーリングされるパターンであり、図4(b)は、本発明の実施例に係るデスケーラを利用する場合の噴射パターンを示す図面である。両方とも、圧延素材100の表面で高圧水の線状が71mmの幅を有するようにセッティングされた2つのノズルを使用した例である。
図4(a)を参照すると、2つのノズルから噴射された高圧水がそれぞれオフセット角(15°)を有して圧延素材100の表面で互いにオーバーラップ領域を有するように設定されるので、2つのノズルによってデスケーリングがなされる幅W1は、総112mmである。
したがって、オーバーラップ領域では2つのノズルの高圧水中の少なくとも一つ以上の高圧水は正常の衝突圧を示さない。また、オーバーラップされていない領域であっても、高圧水の跳ね返り現象によりデスケーリングが正常に行われない領域(B=10mm)が発生するため、B領域とオーバーラップ領域を含めている領域(A=35mm)に対してデスケーリングが十分に行われないことが分かる。また、B領域は、圧延素材100と衝突した高圧水が流れる方向にウォーターレイヤーが形成されて、その上に近接高圧水が衝突する場合、緩衝作用をするようになる領域であって、これによってB領域の衝突圧がさらに弱く示される。
すなわち、本発明の実施例によれば、第2噴射ノズル320を追加配置するものの、第1噴射ノズル310のカバー領域が従来と比べて広くなるので、全体として噴射ノズルの個数を従来に比べて増加させぜに、デスケーリング効率を向上させることができる。
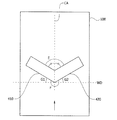
図5は、本発明の他の実施例に係るデスケーラを示す図面である。
図5に示す通り、本発明の他の実施例に係るデスケーラは、圧延素材100の上部および下部にそれぞれ設置される高圧水噴射ヘッダー400および噴射ノズル500からなる基本的な構成が図3(a)〜(c)の一実施例と同一である。
しかしながら、図3(a)〜(c)の一実施例においては高圧水噴射ヘッダー200が全体的に一直線である反面、図5および図6の他の実施例においては高圧水噴射ヘッダー400が所定角度に折り曲げられた「V」の形態を有する。
まず、高圧水噴射ヘッダー400はそれぞれ直線の形態の第1ヘッダー部410と第2ヘッダー部420とが所定角度をなすように構成される。
このような高圧水噴射ヘッダー400の構造も一実施例の高圧水噴射ヘッダー200と同じように、内部に高圧水流動空間を有することによって、噴射ノズル500を通じて高圧水が噴射されるようにする。
ここで、第1および第2ヘッダー部410、420はそれぞれ別のヘッダーではなく、内部空間が連結された構造で、所定角度をなすように結合されて一つの高圧水噴射ヘッダー400を構成する。
それぞれのヘッダー部410、420には噴射ノズル500が設置される。
まず、第1ヘッダー部410には第1噴射ノズル510が設置される。
第1噴射ノズル510はファン(Fan)タイプの線状ノズルで、第1ヘッダー部410に所定間隔で配置されて第1ヘッダー部410から供給された高圧水511を線状形態で圧延素材100の表面に噴射することができる。
すなわち、高圧水511は圧延素材100の表面に近接するほど幅方向(第1ヘッダー部の長さ方向)に拡大する線状に噴射される。
すなわち、第1噴射ノズル510から噴射される高圧水511は圧延素材100の表面で互いに一直線をなすようになり、その直線方向は第1ヘッダー部410の長さ方向と同じ方向であって、各高圧水511がなす直線軸と第1ヘッダー部410の直線軸は平行をなす。
ここで、第1リード角L1とは、第1噴射ノズル510から圧延素材100の表面に下ろした垂線に対する高圧水511の噴射角度であり、より詳細には、圧延素材100が高圧水噴射ヘッダー400側に移送されてくる方向に噴射される角度を意味する。すなわち、リード角自体の定義は一実施例を通じて説明したのと同一であり、本願発明で「リード角」はそれぞれの噴射ノズルにおいて同じ意味をもつ。第1リード角L1により、第1噴射ノズル510は高圧水噴射ヘッダー400側に移送されてくる圧延素材100の表面に向けて斜めに高圧水511を噴射することができる。
このような第1リード角L1は5°<L1≦30°に設定される。
一方、第2ヘッダー部420には第2噴射ノズル520が設置される。
第2噴射ノズル520は第1噴射ノズル510と同じ構造を有する。しかしながら、第1噴射ノズル510は第1噴射ノズル510から噴射される高圧水511が圧延素材100の表面で第1ヘッダー部410の長さ方向と同じ方向に直線をなして噴射されるように配置される。これに反し、第2噴射ノズル520は第2噴射ノズル520から噴射される高圧水521が圧延素材200の表面で第2ヘッダー部420の長さ方向と同じ方向に直線をなして噴射されるように配置される。
第2噴射ノズル520も第1噴射ノズル510と同じように高圧水521が第2リード角L2を有して噴射されるように第2ヘッダー部420に設置され、その角度は上述した第1リード角L1と同じ範囲内に設定される。
このような本発明の他の実施例において、第1ヘッダー部410と第2ヘッダー部420の間の角度Eは100°〜180°である。
第1ヘッダー部410と第2ヘッダー部420が180°角度で配置されると、第1および第2ヘッダー部410、420が一直線をなすようになり、本発明の一実施例と同じ構造になる。第1ヘッダー部410と第2ヘッダー部420の角度が100°より小さく設定されると、圧延素材100の幅方向WDに一直線上にある圧延素材100の表面領域で、高圧水が衝突した後、表面上に残存する溜まり水が抜け出る時間に差が発生することによって、かえって幅方向冷却ばらつきが発生する可能性がある。
換言すれば、第1ヘッダー部410および第2ヘッダー部420は、それぞれ圧延素材100の幅方向WDを基準として0°〜40°の角度G1、G2を有するように配置される。この時、幅方向WDに対する第1および第2ヘッダー部410、420の角度G1、G2は、前述の通り、幅方向WDを基準として幅方向WDで圧延素材100が移送される方向への角度を意味する。
第3噴射ノズル530は圧延素材100の表面領域のうち、前記の通りに設定される第1噴射ノズル510の高圧水511間の間隔に含まれる領域のスケールを除去するために設けられる。同様に第4噴射ノズル540は第2噴射ノズル520の高圧水521の間の離隔領域のスケールを制御するために設けられる。
このように本発明の他の実施例によれば、基本的に第1および第2噴射ノズル510、520から噴射される高圧水511、521が互いにオーバーラップされないようにそれぞれ一直線をなすため、高圧水511、521の間の跳ね返り現象が防止されて衝突圧が均一となる。
圧延素材100の中でも圧延素材100の外側に位置する縁部は、内側に位置する中心部に比べて冷却が早くなるので、中心部と縁部との間に幅方向冷却ばらつきが発生する可能性がある。しかしながら、本発明の他の実施例によれば、「V」の形態で噴射される高圧水511、521により、圧延素材100の縁部の高圧水の排出が素早くなされるので幅方向冷却ばらつきが改善される効果を得ることができる。
20、200、400:高圧水噴射ヘッダー
30、300、310、320、500 :噴射ノズル
31、311,321、511、521、531、541:高圧水
410、420:ヘッダー部
Claims (19)
- 移送される圧延素材の表面に付着したスケールを除去するデスケーラであって、
前記圧延素材の上部および下部にそれぞれ設置される高圧水噴射ヘッダーおよび
前記各高圧水噴射ヘッダーに設置されて前記圧延素材の表面に高圧水を噴射する複数の噴射ノズルを含み、
前記噴射ノズルは所定間隔で配置されて第1高圧水を線状に噴射する複数の第1噴射ノズルを含み、
各々の前記第1噴射ノズルから噴射される前記第1高圧水は前記圧延素材の表面で第1間隔で離隔され、
前記第1噴射ノズルから噴射される線状の前記第1高圧水は前記圧延素材の表面上ですべて同一線上に位置することを特徴とするデスケーラ。 - 前記第1噴射ノズルは、噴射される前記第1高圧水が第1リード角を有するように配置され、前記第1リード角は前記第1噴射ノズルから前記圧延素材の表面に下ろした垂線に対する前記第1高圧水の噴射角度であることを特徴とする請求項1に記載のデスケーラ。
- 前記噴射ノズルは各々の前記第1噴射ノズルの間に配置されて第2高圧水を噴射する少なくとも一つの第2噴射ノズルを含むことを特徴とする請求項2に記載のデスケーラ。
- 前記第2噴射ノズルは、前記第2高圧水が前記第1リード角より大きい第2リード角を有するように配置され、前記第2リード角は前記第2噴射ノズルから前記圧延素材の表面に下ろした垂線に対する前記第2高圧水の噴射角度であることを特徴とする請求項3に記載のデスケーラ。
- 複数の前記第1噴射ノズルから噴射される前記第1高圧水の線状方向は前記圧延素材の幅方向と一致することを特徴とする請求項1に記載のデスケーラ。
- 前記高圧水噴射ヘッダーは長さ方向の軸が前記圧延素材の幅方向と一致するように配置されることを特徴とする請求項1に記載のデスケーラ。
- 前記第1リード角L1は下記数1のように設定されることを特徴とする請求項2に記載のデスケーラ。
[数1]
5°<L1≦30° - 前記第2噴射ノズルは線状ノズルまたは、円形ノズルであることを特徴とする請求項3に記載のデスケーラ。
- 移送される圧延素材の表面に付着したスケールを除去するデスケーラであって、
前記圧延素材の上部および下部にそれぞれ設置される高圧水噴射ヘッダー、および、
前記各高圧水噴射ヘッダーに設置されて前記圧延素材の表面に高圧水を噴射する複数の噴射ノズルを含み、
前記高圧水噴射ヘッダーは、直線状態の第1および第2ヘッダー部が所定角度をなすように一体結合されたことを特徴とするデスケーラ。 - 前記噴射ノズルは前記第1ヘッダー部に所定間隔で配置されて第1高圧水を線状に噴射する複数の第1噴射ノズル、および前記第2ヘッダー部に所定間隔で配置されて第2高圧水を線状に噴射する複数の第2噴射ノズルを含み、
前記第1噴射ノズルから噴射される線状の前記第1高圧水は前記圧延素材の表面上にてすべて同一線上に位置し、
前記第2噴射ノズルから噴射される線状の前記第2高圧水は前記圧延素材の表面上にてすべて同一線上に位置し、
各々の前記第1高圧水と各々の前記第2高圧水は前記圧延素材の表面上にて所定角度をなすことを特徴とする請求項9に記載のデスケーラ。 - 前記第1噴射ノズルは噴射される前記第1高圧水が第1リード角を有するように配置され、前記第1リード角は前記第1噴射ノズルから前記圧延素材の表面に下ろした垂線に対する前記第1高圧水の噴射角度であることを特徴とする請求項10に記載のデスケーラ。
- 前記噴射ノズルは各々の前記第1噴射ノズルの間に配置されて第3高圧水を噴射する少なくとも一つの第3噴射ノズルを含むことを特徴とする請求項11に記載のデスケーラ。
- 前記第3噴射ノズルは前記第3高圧水が前記第1リード角より大きい第3リード角を有するように配置され、前記第3リード角は前記第3噴射ノズルから前記圧延素材の表面に下ろした垂線に対する前記第3高圧水の噴射角度であることを特徴とする請求項12に記載のデスケーラ。
- 前記第2噴射ノズルは、噴射される前記第2高圧水が第2リード角を有するように配置され、前記第2リード角は前記第2噴射ノズルから前記圧延素材の表面に下ろした垂線に対する前記第2高圧水の噴射角度であることを特徴とする請求項10に記載のデスケーラ。
- 前記噴射ノズルは、各々の前記第2噴射ノズルの間に配置されて第4高圧水を噴射する少なくとも一つの第4噴射ノズルを含むことを特徴とする請求項14に記載のデスケーラ。
- 前記第4噴射ノズルは、前記第4高圧水が前記第2リード角より大きい第4リード角を有するように配置され、前記第4リード角は前記第4噴射ノズルから前記圧延素材の表面に下ろした垂線に対する前記第4高圧水の噴射角度であることを特徴とする請求項15に記載のデスケーラ。
- 前記第1および第2噴射ノズルから噴射される前記各第1および第2高圧水は前記圧延素材の表面で所定間隔だけ離隔されることを特徴とする請求項10に記載のデスケーラ。
- 前記第1および第2ヘッダー部は、前記圧延素材の中心軸を基準として互いに対称となる角度を有することを特徴とする請求項9に記載のデスケーラ。
- 前記第1および第2ヘッダー部は、前記圧延素材の幅方向を基準として、前記圧延素材の移送方向に0°〜40°の角度を有するように配置されることを特徴とする請求項9に記載のデスケーラ。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2014-0188605 | 2014-12-24 | ||
| KR20140188605 | 2014-12-24 | ||
| KR10-2015-0092976 | 2015-06-30 | ||
| KR1020150092976A KR101820748B1 (ko) | 2014-12-24 | 2015-06-30 | 압연소재의 디스케일러 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016120523A true JP2016120523A (ja) | 2016-07-07 |
| JP6310443B2 JP6310443B2 (ja) | 2018-04-11 |
Family
ID=56296254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015226250A Active JP6310443B2 (ja) | 2014-12-24 | 2015-11-19 | 圧延素材のデスケーラ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6310443B2 (ja) |
| CN (1) | CN105728480B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113042444A (zh) * | 2021-04-07 | 2021-06-29 | 重庆大学 | 一种锻件高压水除鳞装置的喷淋组件 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018048246A1 (ko) * | 2016-09-09 | 2018-03-15 | 주식회사 포스코 | 스케일 제거장치 |
| CN107900119A (zh) * | 2017-12-07 | 2018-04-13 | 河北新金轧材有限公司 | 一种喷射面加宽除磷机 |
| CN111793800A (zh) * | 2020-07-16 | 2020-10-20 | 杭州金固环保设备科技有限公司 | 基材表面氧化物处理装置 |
| CN114453443A (zh) * | 2021-12-20 | 2022-05-10 | 芜湖三联锻造股份有限公司 | 一种滚轮式双泵除磷机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4617815A (en) * | 1984-12-24 | 1986-10-21 | Wean United, Inc. | Apparatus for descaling hot strip in a rolling mill |
| JPH0584406U (ja) * | 1992-04-10 | 1993-11-16 | 住友金属工業株式会社 | デスケーリング装置 |
| JPH09174137A (ja) * | 1995-12-27 | 1997-07-08 | Nkk Corp | デスケール装置およびデスケール方法 |
| JPH09239432A (ja) * | 1996-03-04 | 1997-09-16 | Mitsubishi Heavy Ind Ltd | スケール剥離装置 |
| JPH11267740A (ja) * | 1998-03-23 | 1999-10-05 | Kawasaki Steel Corp | デスケーリング装置 |
| JP2012176439A (ja) * | 2011-02-25 | 2012-09-13 | China Steel Corp | 熱間圧延用高圧流体式脱スケール方法および脱スケール装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100686510B1 (ko) * | 2002-04-16 | 2007-02-23 | 제이에프이 스틸 가부시키가이샤 | 금속판의 표면처리설비, 금속판의 제조방법 및 금속판의제조장치 |
| ES2289488T3 (es) * | 2004-02-27 | 2008-02-01 | Hermetik Hydraulik Ab | Dispositivo hidraulico para descascarillar material laminado caliente. |
| CN202398637U (zh) * | 2011-11-24 | 2012-08-29 | 重庆水泵厂有限责任公司 | 高压水除鳞机 |
| DE102012214298A1 (de) * | 2012-08-10 | 2014-02-13 | Sms Siemag Ag | Verfahren zur Reinigung und/oder Entzunderung einer Bramme oder eines Vorbandes mittels eines Zunderwäschers und Zunderwäscher |
-
2015
- 2015-11-19 JP JP2015226250A patent/JP6310443B2/ja active Active
- 2015-12-23 CN CN201510977609.9A patent/CN105728480B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4617815A (en) * | 1984-12-24 | 1986-10-21 | Wean United, Inc. | Apparatus for descaling hot strip in a rolling mill |
| JPH0584406U (ja) * | 1992-04-10 | 1993-11-16 | 住友金属工業株式会社 | デスケーリング装置 |
| JPH09174137A (ja) * | 1995-12-27 | 1997-07-08 | Nkk Corp | デスケール装置およびデスケール方法 |
| JPH09239432A (ja) * | 1996-03-04 | 1997-09-16 | Mitsubishi Heavy Ind Ltd | スケール剥離装置 |
| JPH11267740A (ja) * | 1998-03-23 | 1999-10-05 | Kawasaki Steel Corp | デスケーリング装置 |
| JP2012176439A (ja) * | 2011-02-25 | 2012-09-13 | China Steel Corp | 熱間圧延用高圧流体式脱スケール方法および脱スケール装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113042444A (zh) * | 2021-04-07 | 2021-06-29 | 重庆大学 | 一种锻件高压水除鳞装置的喷淋组件 |
| CN113042444B (zh) * | 2021-04-07 | 2023-03-17 | 重庆大学 | 一种锻件高压水除鳞装置的喷淋组件 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105728480B (zh) | 2019-03-05 |
| JP6310443B2 (ja) | 2018-04-11 |
| CN105728480A (zh) | 2016-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6310443B2 (ja) | 圧延素材のデスケーラ | |
| JP4238260B2 (ja) | 鋼板の冷却方法 | |
| CN101253009B (zh) | 钢板的冷却设备和冷却方法 | |
| JP5672664B2 (ja) | 鋼板のデスケーリング方法およびその装置 | |
| TWI569898B (zh) | Manufacture method and manufacturing equipment of thick steel plate | |
| JP4765344B2 (ja) | 熱間圧延材のデスケーリング方法およびその装置 | |
| JP5681130B2 (ja) | 熱間圧延用高圧流体式脱スケール方法および脱スケール装置 | |
| JP4905180B2 (ja) | 鋼材の冷却装置および冷却方法 | |
| EP3195946B1 (en) | Thick steel plate manufacturing method | |
| JP5663846B2 (ja) | 鋼板のデスケーリング装置およびデスケーリング方法 | |
| KR101820748B1 (ko) | 압연소재의 디스케일러 | |
| JP6603159B2 (ja) | デスケーリング装置およびデスケーリング方法 | |
| JP5613997B2 (ja) | 熱延鋼板の冷却装置、熱延鋼板の製造装置及び製造方法 | |
| JP2011245509A (ja) | 鋼板のデスケーリング装置およびデスケーリング方法 | |
| KR20100046997A (ko) | 잔류수 제거 장치 | |
| JP2004306064A (ja) | 高温鋼板の冷却装置 | |
| JP6350456B2 (ja) | 熱間圧延鋼材のデスケーリング方法およびデスケーリング装置、熱間圧延鋼材の製造方法および製造装置 | |
| EP3187275B1 (en) | Thick steel plate manufacturing method | |
| JP4061286B2 (ja) | 金属板の冷却装置および冷却方法 | |
| JP2014083578A (ja) | 熱間圧延鋼材のデスケ―リング用ノズル | |
| KR101486976B1 (ko) | 압연소재의 디스케일 장치 | |
| KR20150045499A (ko) | 제트 세정 노즐의 배치방법 | |
| JPH0824934A (ja) | 熱間圧延における鋼板の均一冷却方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170222 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171201 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20171211 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180316 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6310443 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |