JP4756609B2 - 回転切削工具 - Google Patents
回転切削工具 Download PDFInfo
- Publication number
- JP4756609B2 JP4756609B2 JP2008082579A JP2008082579A JP4756609B2 JP 4756609 B2 JP4756609 B2 JP 4756609B2 JP 2008082579 A JP2008082579 A JP 2008082579A JP 2008082579 A JP2008082579 A JP 2008082579A JP 4756609 B2 JP4756609 B2 JP 4756609B2
- Authority
- JP
- Japan
- Prior art keywords
- tip
- chips
- chip
- rake face
- cutting tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Milling Processes (AREA)
- Milling, Broaching, Filing, Reaming, And Others (AREA)
Description
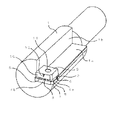
本発明の回転切削工具であるダイヤモンドリーマの性能を確認するために、図1に示す形状のダイヤモンドリーマを製作し、切削加工試験を行った。直径23mmの軸状の本体1の先端側にヌスミ部底面1aとヌスミ部側面1bからなるヌスミ部を形成し、ヌスミ部底面1aの先端側にダイヤモンド焼結体からなるチップ2をロウ付けにより接合した。チップ2は本体1よりも先端側に1mm突出し、外周側に0.5mm突出するように接合した。チップ2のすくい面3上にはブレーカ片9を載置し、取付孔11を介してネジで本体1に固定した。ブレーカ片9については、以下の3種類の形状のものを用意した。1つめは図3に示す形状のもので、ブレーカ片9の幅方向(図3(a)の上下方向)の中央部に凸部12を設けたものである(本発明1)。2つめは、図4に示す形状のもので、ブレーカ片の幅方向(図4(a)の上下方向)を3等分するように2ヶ所に凸部12および凸部13を設けたものであり、凸部以外の形状や寸法は本発明1のブレーカ片9と同じものとした(本発明2)。残りの1つは、比較のために製作した従来形状のもので、凸部の無いブレーカ片である。凸部以外の形状や寸法は、本発明1や本発明2のブレーカ片と同じものとした(比較例1)。
第2の実施例として、凸部12の形状の違いによる差を見るため、凸部12の形状の異なるブレーカ片9を製作して、切削加工試験を行った。本発明1で使用したブレーカ片9を基準にして、V字形を形成する角度αを異ならせたブレーカ片9を4種類製作した。V字形を形成する角度αは、2°(本発明3)、10°(本発明4)、20°(本発明5)、30°(本発明6)の4種類とし、その他の部分の形状や寸法はまったく同じものとした。すなわち、V字形先端部12aからすくい面3までの距離tは1.5mm、起立面10の傾斜角は10°である。これらのブレーカ片9を取り付けたダイヤモンドリーマを製作し、実施例1と同じ条件で切削加工試験を行った。
第3の実施例として、凸部12のV字形先端部12aからすくい面3までの距離tの違いによる差を見るため、距離tの異なるブレーカ片9を製作して、切削加工試験を行った。本発明1で使用したブレーカ片9を基準にして、V字形先端部12aの位置を異ならせたブレーカ片9を4種類製作した。V字形先端部12aの位置(すなわち、すくい面3からの距離t)は、0.5mm(本発明7)、1mm(本発明8)、4mm(本発明9)、5mm(本発明10)の4種類とし、その他の部分の形状や寸法はまったく同じものとした。すなわち、V字形を形成する角度αは20°、起立面10の傾斜角は10°である。これらのブレーカ片9を取り付けたダイヤモンドリーマを製作し、実施例1と同じ条件で切削加工試験を行った。
第4の実施例として、起立面10の傾斜角βの違いによる差を見るため、傾斜角βの異なるブレーカ片9を製作して、切削加工試験を行った。本発明1で使用したブレーカ片9を基準にして、傾斜角βを異ならせたブレーカ片9を4種類製作した。傾斜角βは、0°(本発明11)、15°(本発明12)、45°(本発明13)、50°(本発明14)の4種類とし、その他の部分の形状や寸法はまったく同じものとした。すなわち、V字形を形成する角度αは20°、V字形先端部12aからすくい面3までの距離tは1.5mmである。これらのブレーカ片9を取り付けたダイヤモンドリーマを製作し、実施例1と同じ条件で切削加工試験を行った。
1a ヌスミ部底面
1b ヌスミ部側面
2 チップ
3 すくい面
4a 外周逃げ面
4b 先端逃げ面
5 先端切れ刃
6 外周切れ刃
7 面取り面
8 斜め切れ刃
9 ブレーカ片
10 起立面
11 取付孔
12 凸部
13 凸部
14 外周側に向く面
Claims (5)
- 軸状の基材の先端にチップが設けられ、前記チップの先端側には前記基材の半径方向に先端切れ刃が設けられるとともに前記チップの外周側には外周切れ刃が設けられた回転切削工具であって、
前記チップのすくい面上にはブレーカ片が設けられ、
前記ブレーカ片を構成する面のうち、前記チップの先端側に向きかつ回転軸と交差する方向には起立面が形成されるとともに、前記起立面には前記チップの先端側に突出する凸部が形成され、
前記凸部は、前記軸状の基材の軸方向から見たときの形状が略V字形で、前記略V字形の先端がすくい面側となるようにかつ前記すくい面とは間隔を設けて形成された回転切削工具。 - 前記略V字形の先端の角度は、3〜20°である請求項1に記載の回転切削工具。
- 前記略V字形の先端からすくい面までの距離は、1.0〜4.0mmである請求項1または2に記載の回転切削工具。
- 前記起立面の傾斜角βは、15〜45°(ただし、傾斜角βは、ブレーカ片の底面に垂直な方向と起立面とがなす角とする)である請求項1〜3のいずれかに記載の回転切削工具。
- 前記回転切削工具は、リーマである請求項1〜4のいずれかに記載の回転切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008082579A JP4756609B2 (ja) | 2007-08-09 | 2008-03-27 | 回転切削工具 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007207935 | 2007-08-09 | ||
| JP2007207935 | 2007-08-09 | ||
| JP2008082579A JP4756609B2 (ja) | 2007-08-09 | 2008-03-27 | 回転切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009061578A JP2009061578A (ja) | 2009-03-26 |
| JP4756609B2 true JP4756609B2 (ja) | 2011-08-24 |
Family
ID=40556653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008082579A Expired - Fee Related JP4756609B2 (ja) | 2007-08-09 | 2008-03-27 | 回転切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4756609B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011082979A1 (de) * | 2011-09-19 | 2013-03-21 | Komet Group Gmbh | Reibwerkzeug und Verfahren zu dessen Herstellung |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57186204A (en) * | 1981-05-12 | 1982-11-16 | Dual Gebrueder Steidinger | Turntable for record player |
| JP2001322029A (ja) * | 2000-05-18 | 2001-11-20 | Allied Material Corp | ダイヤモンド回転多刃工具 |
| JP2006007365A (ja) * | 2004-06-25 | 2006-01-12 | Sumitomo Electric Hardmetal Corp | 切削工具 |
-
2008
- 2008-03-27 JP JP2008082579A patent/JP4756609B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009061578A (ja) | 2009-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4919182B2 (ja) | 穴あけ工具 | |
| JP4704495B2 (ja) | タービン翼接続用溝の切削加工方法およびそれに用いるクリスマスカッタ | |
| JPWO2005102572A1 (ja) | ボールエンドミル | |
| JP2010105093A (ja) | ボールエンドミル | |
| KR20160101158A (ko) | 드릴용 인서트 및 날끝 교환식 드릴 | |
| JP2006281411A (ja) | 穴あけ工具 | |
| JP2008264979A (ja) | 穿孔用回転切削工具 | |
| JP2011073129A (ja) | 穴あけ用ドリル | |
| JP2006281407A (ja) | 非鉄金属加工用ドリル | |
| JPS625726B2 (ja) | ||
| JP2010201565A (ja) | エンドミル | |
| JP2009119572A (ja) | インサート及び刃先交換式切削工具 | |
| WO2014156488A1 (ja) | エンドミル | |
| JP3337804B2 (ja) | エンドミル | |
| JP2010125594A (ja) | 小径cbnエンドミル | |
| JP4756609B2 (ja) | 回転切削工具 | |
| JP2005313287A (ja) | 切屑処理機能を有する回転切削工具 | |
| JP2006231430A (ja) | センタリングドリル及びそれを用いた加工方法 | |
| JP5953173B2 (ja) | 切削工具 | |
| JP2011062810A (ja) | 高硬度鋼加工用小径ドリル | |
| JP2010162643A (ja) | ドリルおよび該ドリルの研削加工方法 | |
| JPH11170106A (ja) | ドリル | |
| JP2008044040A (ja) | 回転切削工具 | |
| JP4623674B2 (ja) | 回転切削工具 | |
| JP3036343B2 (ja) | エンドミル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110322 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110324 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110408 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110526 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110526 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140610 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |