JP4745929B2 - 連続鋳造における凝固遅れ抑制方法 - Google Patents
連続鋳造における凝固遅れ抑制方法 Download PDFInfo
- Publication number
- JP4745929B2 JP4745929B2 JP2006247608A JP2006247608A JP4745929B2 JP 4745929 B2 JP4745929 B2 JP 4745929B2 JP 2006247608 A JP2006247608 A JP 2006247608A JP 2006247608 A JP2006247608 A JP 2006247608A JP 4745929 B2 JP4745929 B2 JP 4745929B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- corner
- pair
- molten steel
- height
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Landscapes
- Continuous Casting (AREA)
Description
本明細書において「凝固遅れ」とは、「注湯された溶鋼が冷却されることで形成する凝固シェルの厚み方向の成長の滞り」を指し、更に詳しくは、「凝固シェルの隅部におけるそれ」を指すものとする。
本明細書において「凝固遅れ」は、以下のようにして定量化した。即ち、図1に示す如く、第1に、鋳造された鋳片を鋳造方向に垂直に切断する。そして第2に、この垂直断面を、例えばSプリントなどの鋳造組織写真を介して観察し、該垂直断面に現れている負偏析線(白線湯模様・ホワイトバンド・ホワイトライン)と鋳片広面側の表面との距離を測定する。具体的には、鋳片狭面から鋳片広面に沿って5cm離れた箇所と、該負偏析線が該鋳片広面に最も接近して現れている箇所と、の2箇所において前記の距離を測定する。本図において、前者箇所において測定された前記距離が符号Aに相当し、後者箇所において測定された前記距離が符号Bに相当する。そして第3に、距離Aから距離Bを引いて求められる距離を距離Aで除することにより、「凝固遅れ度」として凝固遅れを定量化した。
凝固遅れの発生メカニズムは図2に示す如くである。即ち、(1)鋳型内壁面のうち狭面に付されたテーパ(角度付け)が適切でないと、(2)凝固シェルが凝固変態収縮した際(本図上)に凝固シェルの狭面と鋳型との間に空隙が形成され、その結果として溶鋼静圧による鋳型幅方向へのバルジングが許容される(本図下)。(3)一方、凝固シェルの隅部は、鋳型内壁面の広面及び狭面の両方に接触するので冷却されて硬くなり易く(本図上)、このため、(4)該隅部は、上記バルジングの変形の際に、その直角な形状を極力維持したまま回転する(本図下)。(5)そして、この隅部の回転により、広面側においては、該隅部と鋳型内壁面との間に顕著な空隙が形成される。(6)この空隙は凝固シェルに対する鋳型内壁面の抜熱特性を著しく低下させ、(7)その結果として、凝固遅れが発生するのである。加えて、(8)浸漬ノズルから吐出される溶鋼吐出流が鋳型厚み方向に偏流すると、該隅部に高温の溶鋼が供給され、過剰に熱が供給されることとなるから、凝固遅れは更に悪化する。
一般に、凝固遅れ部と健全部とでは凝固に伴う収縮量が異なるため、凝固遅れ部には鋳片幅方向の引張応力が集中し、所謂縦割の原因となる。また、凝固シェル隅部の上記回転の際には該隅部に変形による力が作用するので、これも縦割を助長する(図2参照)。更に、凝固界面から凝固シェルの外表面に至る程度の大きな縦割が生じると、凝固シェル内の溶鋼が凝固シェルの外部へ流出する所謂ブレークアウトが特に鋳型直下において発生してしまう。
ここで、凝固遅れの凝固遅れ度とブレークアウトとの因果関係について調査した試験を紹介する。試験結果を示す図3を参照されたい。本試験は、(1)下記試験条件で連続鋳造を実施し、(2)前述したブレークアウトの発生が確認できたらその都度、(3)そのブレークアウトの発生箇所に対応する鋳片の部位の約1mボトム側において凝固遅れ度を測定し、(4)測定した凝固遅れ度を横軸にとるグラフ上に集計したものである。なお、本試験においては、ブレークアウトの発生しなかったチャージの定常鋳造速度からも鋳片を採取し比較のために凝固遅れ度を測定し、同一グラフ上に集計した。本試験における凝固遅れ度の測定回数(即ち、サンプル数)は、ブレークアウト発生箇所近傍は約16回であり、ブレークアウト非発生箇所近傍は約31回である。
・鋳型幅[mm]:1230〜1800
・鋳型厚[mm]:240
・鋳造速度Vc[m/min]:1.4〜1.9
・鋳型内電磁攪拌強度M-EMS[gauss]:0〜1200
・Arガス流入量QAr[Nl/min]:2〜20(浸漬ノズルの上方に設けられ、溶鋼流量を調節するための、スライディングノズルを構成する上ノズルの内壁面から溶鋼に対して供給されるArガスの流量)
・溶鋼過熱度ΔT[℃]:15〜45(定義や測定方法は本明細書末尾の資料1参照)
本願発明者らは、鋭意研究を重ねた結果、上述した凝固遅れの現出は下記三の特徴を有することを見出した。鋳造方向と垂直な鋳型内断面中の偏流を太線矢印で図示する図4を参照されたい。即ち、(1)凝固シェルの鋳型幅方向一側の一対の隅部のうち何れか一方に顕著な凝固遅れ(図中、星印で示す。)が発生した場合、(1a)第一に、他方(図中、(a)の×印で示す。)にも凝固遅れが発生するのは極めて稀であること(図中、(a)参照)、(1b)第二に、凝固シェルの鋳型幅方向他側の一対の隅部のうち何れか一方に同様の顕著な凝固遅れが常に発生していたこと(図中、(a)〜(c)参照)、(1c)第三に、鋳型内電磁攪拌を適用している場合(図中、(c)の細線矢印で示す。)は、凝固遅れが発生した該隅部と対角の隅部において必ず凝固遅れが発生していたこと(図中、(c)参照)、の(1a)及び(1b)、(1c)である。そして、偏流を太線矢印で図示する図4を踏まえるかたちで、以下の通り、これら(1a)及び(1b)、(1c)を合理的に説明できた。
(1b)また、この偏流は、本図(a)〜(c)に示す如く鋳型幅方向一側又は他側のうち何れか一のみでは発生し難いからである。
(1c)更に、鋳型内電磁攪拌を適用している場合は、本図(c)に示す如く浸漬ノズルを中心とする略環状の溶鋼流が形成されているからである。
凝固遅れの要因としては、上記(A3)で説明した「鋳型内壁面のうち狭面に(不適切に)付されたテーパ」や上記(B1)で説明した偏流以外にも様々なものが挙げられる。即ち、例えば、(i)モールドパウダの成分や(ii)溶鋼過熱度、(iii)鋳型内電磁攪拌が適用されている場合は、その鋳型内電磁攪拌強度M-EMS[gauss](定義や測定方法は本明細書末尾の資料2参照)、(iv)鋳型内壁面を構成する銅板の材質、(v)鋳型を冷却するために該鋳型を貫流する冷却水の流速、(vi)鋳造速度、などである。
・鋳型幅[mm]:1230
・鋳型厚[mm]:240
・鋳造速度Vc[m/min]:1.6〜1.8
・鋳型内電磁攪拌強度M-EMS[gauss]:0〜1200
・Arガス流入量QAr[Nl/min]:2〜20
・溶鋼過熱度ΔT[℃]:15〜45
鋳造速度Vcが2.0m/min以下である場合に、前記第一隅部対のうち一方の隅部における湯面の高さから他方の隅部における湯面の高さを引いた差Δh1[mm]が下記式を少なくとも10[sec]以上継続して満足するとき鋳造速度Vc[m/min]を1〜2割低下させる。
|Δh1|≧6
ただし、|x|はxの絶対値を意味する。
鋳造速度Vcが2.0m/min以下である場合に、前記差Δh1[mm]又は前記第二隅部対のうち一方の隅部における湯面の高さから他方の隅部における湯面の高さを引いた差Δh2[mm]、のうち少なくとも何れか一方が下記式を少なくとも10[sec]以上継続して満足するとき鋳造速度Vc[m/min]を1〜2割低下させる。
|Δh1|≧6、|Δh2|≧6
ただし、|x|はxの絶対値を意味する。
|Δh1|≧6
ただし、|x|はxの絶対値を意味する。
1.スラブ鋼の連続鋳造を開始する前に予め図略のダミーバーを前記の連続鋳造機100内に適宜に挿入しておく。
2.前述した図略のタンディッシュから鋳型1へ所定の流量で溶鋼を注湯する。
3.鋳型1内に所定量の溶鋼が注湯されたら、前記のダミーバーを鋳造経路の下流側へ向かって所定の速度で引き抜く。
4.所定のメニスカス距離において上記ダミーバーを適宜の手段により回収し、もって、スラブ鋼は連続的に鋳造され始める。
5.4.と同時に又は前後して、連続鋳造機制御装置100Aによる前記第一隅部対6a・6bの溶鋼の湯面の高さの測定(監視)が開始される(図9参照)。そして、前記の条件判定部20が前記の継続があったとの判定をすると、例えば鋳造速度制御部30は鋳造速度Vc[m/min]を低下させ、或いは、例えば警報部40は連続鋳造機100のオペレータに警告を発する。警報部40を介して前記の継続があったことを知り得たオペレータは、適宜の手段を介して鋳造速度Vc[m/min]を低下させる操作を行う。
前記第一隅部対6a・6bのうち一方の隅部6a(or 6b)における湯面の高さから他方の隅部6b(or 6a)における湯面の高さを引いた差Δh1[mm]が下記式を少なくとも10[sec]以上継続して満足するとき鋳造速度Vc[m/min]を低下させる。
|Δh1|≧6
ただし、|x|はxの絶対値を意味する。
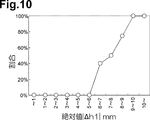
図10を参照されたい。先ず、鋳造速度を低下させることとする条件として、少なくとも10[sec]以上継続する絶対値|Δh1|[mm]の下限値を6することによる技術的効果を確認した試験について説明する。本試験では、上記条件判定部20により求められる前記の差Δh1[mm]の絶対値|Δh1|[mm]を監視した(図9を併せて参照)。本図において、横軸は絶対値|Δh1|[mm]を示し、縦軸は少なくともその絶対値|Δh1|[mm]が少なくとも10[sec]以上継続したとき、該継続に対応する鋳片の部位における凝固遅れ度が40[%]以上となった割合を示す。なお、例えば絶対値|Δh1|[mm]が少なくとも9以上である状態が少なくとも10[sec]以上継続したときは、絶対値|Δh1|[mm]が少なくとも1以上である状態も少なくとも10[sec]以上継続したことを当然に含むが、この場合、最も大きな絶対値|Δh1|[mm](即ち、9)のみを集計の対象とした。
・鋼種成分(C:0.07[%]〜0.15[%]、Si:0.15[%]〜0.35[%]、Mn:1.0[%]〜1.8[%]、厚板向け中炭素鋼)
・鋳型幅[mm]:1230〜1800
・鋳型厚[mm]:240
・鋳造速度Vc[m/min]:1.4〜1.9
・鋳型内電磁攪拌強度M-EMS[gauss]:0〜1200
・Arガス流入量QAr[Nl/min]:2〜20
・溶鋼過熱度ΔT[℃]:15〜45
・距離L(w)[mm]:30(図7A1部拡大図など参照)
・距離L(d)[mm]:30(図7A1部拡大図など参照)
鋳造速度Vc[m/min]を低下させると、凝固遅れ度が低くなることについては図5で説明した通りである。ここでは、鋳造速度Vc[m/min]を低下させると前記の絶対値|Δh1|[mm]を小さくできるか確認した試験について説明する。即ち、絶対値|Δh1|[mm]が所定の条件を満足した際に鋳造速度Vc[m/min]を低下させようとするのであるから、鋳造速度Vc[m/min]と絶対値|Δh1|[mm]との相互の関係を確認しようとするものである。
・鋼種成分(C:0.08[%]〜0.15[%]、Si:0.15[%]〜0.35[%]、Mn:1.0[%]〜1.8[%]、厚板向け中炭素鋼)
・鋳型幅[mm]:1230
・鋳型厚[mm]:240
・鋳造速度Vc[m/min]:1.4〜2.0
・鋳型内電磁攪拌強度M-EMS[gauss]:0〜1200
・Arガス流入量QAr[Nl/min]:2〜20
・溶鋼過熱度ΔT[℃]:15〜45
・距離L(w)[mm]:30
・距離L(d)[mm]:30

・鋼種成分(C:0.08[%]〜0.15[%]、Si:0.15[%]〜0.35[%]、Mn:1.0[%]〜1.8[%]、厚板向け中炭素鋼)
・鋳型幅[mm]:1230〜1800
・鋳型厚[mm]:240
・鋳造速度Vc[m/min]:1.6〜1.8
・鋳型内電磁攪拌強度M-EMS[gauss]:0〜1200
・Arガス流入量QAr[Nl/min]:2〜15
・溶鋼過熱度ΔT[℃]:15〜45
・鋼種成分(C:0.09[%]〜0.14[%]、Si:0.15[%]〜0.35[%]、Mn:1.0[%]〜1.6[%]、厚板向け中炭素鋼)
・鋳型幅[mm]:1230
・鋳型厚[mm]:240
・鋳造速度Vc[m/min]:1.6〜1.9
・鋳型内電磁攪拌強度M-EMS[gauss]:0~1200
・Arガス流入量QAr[Nl/min]:2〜20
・溶鋼過熱度ΔT[℃]:15〜45
・距離L(w)[mm]:25
・距離L(d)[mm]:25
|Δh2|≧6
ただし、|x|はxの絶対値を意味する。
前記差Δh1[mm]又は前記第二隅部対6c・6dのうち一方の隅部における湯面の高さから他方の隅部における湯面の高さを引いた差Δh2[mm]、のうち少なくとも何れか一方が下記式を少なくとも10[sec]以上継続して満足するとき鋳造速度Vc[m/min]を低下させる。
|Δh1|≧6、|Δh2|≧6
ただし、|x|はxの絶対値を意味する。
さて、上述した溶鋼過熱度ΔT[℃]の測定基準を詳説する。
(例)この温度測定器とは例えばその先端部に温度感知部を備える熱電対型のものが挙げられ、この場合、この温度感知部をタンディッシュ内に保持されている溶鋼の中へ深さ100mm以上浸漬させて該溶鋼の温度を測定することとする。なお、熱電対は測定対象の温度に応じてその出力電圧を昇降させる特性を有するのは周知の通りであるから、溶鋼の温度を測定することは、熱電対が出力する電圧を適宜の手段により読み取ることと換言できる。
上述した鋳型内溶鋼攪拌強度M-EMS[gauss]の測定基準を説明する。即ち、この鋳型内電磁攪拌強度M-EMS[gauss]は、鋳型1の幅方向中央であって、鋳型1の上端を基準とし下端へ向かって250mmだけ離れ、且つ、鋳型の広面側内壁面から15mmだけ離れた地点において適宜のガウスメータにより測定される値(単位は[gauss]とする。)とするものとする。
10,11 高低差算出部
20,21 条件判定部
30 鋳造速度制御部
40 警報部
100 連続鋳造機
100A 連続鋳造機制御装置
Claims (2)
- 連続鋳造において、浸漬ノズルから鋳型に溶鋼が注湯され、
前記浸漬ノズルは、
有底円筒形状であるとともに前記鋳型の略中央に配され、
前記浸漬ノズルにおいて、その底部から所定の距離だけ鉛直方向上方に離れた周壁には、前記浸漬ノズル内の溶鋼を前記鋳型内へ吐出するための一対の吐出孔が穿孔されており、
前記一対の吐出孔の穿孔方向は、何れも、前記鋳型の内壁面のうち狭面に対して垂直に、且つ斜め下向きに向いており、
前記浸漬ノズルから前記鋳型に注湯された溶鋼の湯面の高さを、鋳型の幅方向一側の、鋳型の広面及び狭面から夫々50mm以内の、一対の隅部としての第一隅部対において測定し、
鋳造速度Vcが2.0m/min以下である場合に、
前記第一隅部対のうち一方の隅部における湯面の高さから他方の隅部における湯面の高さを引いた差Δh1[mm]が下記式を少なくとも10[sec]以上継続して満足するとき鋳造速度Vc[m/min]を1〜2割低下させる、ことを特徴とする、連続鋳造における凝固遅れ抑制方法。
|Δh1|≧6
ただし、|x|はxの絶対値を意味する。 - 請求項1に記載の連続鋳造における凝固遅れ抑制方法において、
前記第一隅部対に加えて、前記浸漬ノズルから前記鋳型に注湯された溶鋼の湯面の高さを、鋳型の幅方向他側の、鋳型の広面及び狭面から夫々50mm以内の、一対の隅部としての第二隅部対においても測定し、
鋳造速度Vcが2.0m/min以下である場合に、
前記差Δh1[mm]又は前記第二隅部対のうち一方の隅部における湯面の高さから他方の隅部における湯面の高さを引いた差Δh2[mm]、のうち少なくとも何れか一方が下記式を少なくとも10[sec]以上継続して満足するとき鋳造速度Vc[m/min]を1〜2割低下させる、ことを特徴とする連続鋳造における凝固遅れ抑制方法。
|Δh1|≧6、|Δh2|≧6
ただし、|x|はxの絶対値を意味する。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006247608A JP4745929B2 (ja) | 2006-09-13 | 2006-09-13 | 連続鋳造における凝固遅れ抑制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006247608A JP4745929B2 (ja) | 2006-09-13 | 2006-09-13 | 連続鋳造における凝固遅れ抑制方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008068277A JP2008068277A (ja) | 2008-03-27 |
| JP4745929B2 true JP4745929B2 (ja) | 2011-08-10 |
Family
ID=39290337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006247608A Expired - Fee Related JP4745929B2 (ja) | 2006-09-13 | 2006-09-13 | 連続鋳造における凝固遅れ抑制方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4745929B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5418786B2 (ja) * | 2010-07-02 | 2014-02-19 | 新日鐵住金株式会社 | 鋼の連続鋳造方法 |
| CN110640102A (zh) * | 2019-09-10 | 2020-01-03 | 四川博鑫铜业有限公司 | 一种落差地平面熔炼炉及连铸连轧生产线安装方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10216914A (ja) * | 1997-02-05 | 1998-08-18 | Sumitomo Metal Ind Ltd | 連続鋳造における湯面レベル制御方法 |
-
2006
- 2006-09-13 JP JP2006247608A patent/JP4745929B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10216914A (ja) * | 1997-02-05 | 1998-08-18 | Sumitomo Metal Ind Ltd | 連続鋳造における湯面レベル制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008068277A (ja) | 2008-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3386051B2 (ja) | 連続鋳造における溶鋼の流動パターン推定方法、鋳型銅板の温度計測装置、連続鋳造鋳片の表面欠陥判定方法、溶鋼流動検知方法、鋳型内抜熱の不均一度評価方法、溶鋼流動制御方法、鋼の連続鋳造における品質管理方法、鋼の連続鋳造方法、溶鋼流速の推定方法 | |
| US7669638B2 (en) | Control system, computer program product, device and method | |
| JP5092631B2 (ja) | 連続鋳造におけるブレークアウト検出方法及び装置、該装置を用いた鋼の連続鋳造方法、ブレークアウト防止装置 | |
| KR101477117B1 (ko) | 연속주조시 브레이크아웃 방지 방법 | |
| JP4745929B2 (ja) | 連続鋳造における凝固遅れ抑制方法 | |
| KR101257254B1 (ko) | 몰드내 응고쉘의 크랙 진단장치 및 그 방법 | |
| KR20180014367A (ko) | 연속주조 이상 예측 장치 | |
| JP2019098394A (ja) | 鋼の品質判定方法及び鋼の品質判定装置 | |
| JP6435988B2 (ja) | 連続鋳造におけるブレークアウト予知方法、ブレークアウト防止方法、凝固シェル厚の測定方法、ブレークアウト予知装置およびブレークアウト防止装置 | |
| KR101159602B1 (ko) | 턴디쉬의 온도 측정 장치 | |
| KR101267347B1 (ko) | 몰드 내 마찰력을 이용한 크랙 감시장치 및 그 방법 | |
| JPH01210160A (ja) | 連続鋳造における縦割れ予知方法 | |
| KR101204955B1 (ko) | 몰드 내 마찰력 감시 장치 및 그 방법 | |
| KR101277701B1 (ko) | 몰드 내의 탕면 레벨 제어장치 및 방법 | |
| JP5226548B2 (ja) | 鋳造速度と湯面レベルの変更を伴った中炭素鋼の連続鋳造方法 | |
| JP2914817B2 (ja) | 連続鋳造における欠落鋳造方法 | |
| JP5412872B2 (ja) | 連続鋳造におけるブレークアウト検出方法及び装置、該装置を用いた鋼の連続鋳造方法、ブレークアウト防止装置 | |
| JP2004276050A (ja) | 連続鋳造のスタート方法 | |
| JP5387070B2 (ja) | 連続鋳造におけるブレークアウト検出方法及び装置、該装置を用いた鋼の連続鋳造方法、ブレークアウト防止装置 | |
| JP3062723B2 (ja) | 鋳型内の凝固収縮による鋳片表面凹み形状の測定方法 | |
| JP2010172930A5 (ja) | ||
| KR20090078125A (ko) | 침지노즐의 크랙발생 감지장치 | |
| JP3398608B2 (ja) | 連続鋳造方法および連続鋳造用鋳型 | |
| KR20110109108A (ko) | 슈라우드 노즐의 용강 응고 판별 장치 및 그의 용강 유동 제어 방법 | |
| JP2004136368A (ja) | 鋳型振動検出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101005 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101124 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110208 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110304 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110318 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110510 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110512 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140520 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |