JP4701037B2 - 電子部品の画像取得方法及び装置 - Google Patents
電子部品の画像取得方法及び装置 Download PDFInfo
- Publication number
- JP4701037B2 JP4701037B2 JP2005231484A JP2005231484A JP4701037B2 JP 4701037 B2 JP4701037 B2 JP 4701037B2 JP 2005231484 A JP2005231484 A JP 2005231484A JP 2005231484 A JP2005231484 A JP 2005231484A JP 4701037 B2 JP4701037 B2 JP 4701037B2
- Authority
- JP
- Japan
- Prior art keywords
- suction nozzle
- laser light
- electronic component
- component
- suction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Supply And Installment Of Electrical Components (AREA)
Description
吸着ヘッドの吸着ノズルにより吸着された電子部品を撮像装置で撮像して電子部品の画像を取得する画像取得方法であって、
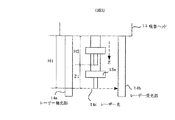
前記吸着ヘッドは、前記吸着ノズルの軸方向と垂直な方向において該吸着ノズルを挟んで対向配置されたレーザー発光部とレーザー受光部を備えており、
前記吸着ノズルは前記吸着ヘッドに対して該吸着ノズルの軸方向に移動可能であるとともに、前記レーザー発光部から前記レーザー受光部に向かって照射されるレーザー光は、前記吸着ノズルの軸方向と垂直な一つの面内のレーザー光であり、
照射される前記レーザー光が前記吸着ノズルの先端の該吸着ノズルの軸方向の位置と一致して、該レーザー光が該吸着ノズルの先端により遮光される時の該吸着ノズルの初期位置からの下降量Aと、照射される前記レーザー光が前記吸着ノズルに吸着された前記電子部品の下面の該吸着ノズルの軸方向の位置と一致して、該レーザー光が該電子部品の下面により遮光される時の該吸着ノズルの初期位置からの下降量Bとを検知する工程と、
検知された前記下降量Aおよび前記下降量Bから前記電子部品の厚さを算出する工程と、
前記算出された電子部品の厚さに応じて、前記電子部品の被撮像面が撮像装置の合焦面にくるように前記吸着ヘッドの位置または撮像装置の位置を制御する工程と、
を有することを特徴とする。
吸着ヘッドの吸着ノズルにより吸着された電子部品を撮像装置で撮像して電子部品の画像を取得する画像取得装置であって、
前記吸着ヘッドは、前記吸着ノズルの軸方向と垂直な方向において該吸着ノズルを挟んで対向配置されたレーザー発光部とレーザー受光部を備えており、
前記吸着ノズルは前記吸着ヘッドに対して該吸着ノズルの軸方向に移動可能であるとともに、前記レーザー発光部から前記レーザー受光部に向かって照射されるレーザー光は、前記吸着ノズルの軸方向と垂直な一つの面内のレーザー光であり、
照射される前記レーザー光が前記吸着ノズルの先端の該吸着ノズルの軸方向の位置と一致して、該レーザー光が該吸着ノズルの先端により遮光される時の該吸着ノズルの初期位置からの下降量Aと、照射される前記レーザー光が前記吸着ノズルに吸着された前記電子部品の下面の該吸着ノズルの軸方向の位置と一致して、該レーザー光が該電子部品の下面により遮光される時の該吸着ノズルの初期位置からの下降量Bとを検知する検知手段と、
検知された前記下降量Aおよび前記下降量Bから前記電子部品の厚さを算出する算出手段と、
前記算出された電子部品の厚さに応じて、前記電子部品の被撮像面が撮像装置の合焦面にくるように前記吸着ヘッドの位置または撮像装置の位置を制御する制御手段と、
を有することを特徴とする。
2 X軸移動機構
3 Y軸移動機構
10 回路基板
11 電子部品
12 部品供給部
13 吸着ヘッド
13a 吸着ノズル
14 レーザーユニット
16 部品撮像装置
20 照明装置
21 画像処理装置
22 メイン制御装置
221 CPU
23 X軸モータ
24 Y軸モータ
25 Z軸モータ
26 θ軸モータ
Claims (2)
- 吸着ヘッドの吸着ノズルにより吸着された電子部品を撮像装置で撮像して電子部品の画像を取得する画像取得方法であって、
前記吸着ヘッドは、前記吸着ノズルの軸方向と垂直な方向において該吸着ノズルを挟んで対向配置されたレーザー発光部とレーザー受光部を備えており、
前記吸着ノズルは前記吸着ヘッドに対して該吸着ノズルの軸方向に移動可能であるとともに、前記レーザー発光部から前記レーザー受光部に向かって照射されるレーザー光は、前記吸着ノズルの軸方向と垂直な一つの面内のレーザー光であり、
照射される前記レーザー光が前記吸着ノズルの先端の該吸着ノズルの軸方向の位置と一致して、該レーザー光が該吸着ノズルの先端により遮光される時の該吸着ノズルの初期位置からの下降量Aと、照射される前記レーザー光が前記吸着ノズルに吸着された前記電子部品の下面の該吸着ノズルの軸方向の位置と一致して、該レーザー光が該電子部品の下面により遮光される時の該吸着ノズルの初期位置からの下降量Bとを検知する工程と、
検知された前記下降量Aおよび前記下降量Bから前記電子部品の厚さを算出する工程と、
前記算出された電子部品の厚さに応じて、前記電子部品の被撮像面が撮像装置の合焦面にくるように前記吸着ヘッドの位置または撮像装置の位置を制御する工程と、
を有することを特徴とする電子部品の画像取得方法。 - 吸着ヘッドの吸着ノズルにより吸着された電子部品を撮像装置で撮像して電子部品の画像を取得する画像取得装置であって、
前記吸着ヘッドは、前記吸着ノズルの軸方向と垂直な方向において該吸着ノズルを挟んで対向配置されたレーザー発光部とレーザー受光部を備えており、
前記吸着ノズルは前記吸着ヘッドに対して該吸着ノズルの軸方向に移動可能であるとともに、前記レーザー発光部から前記レーザー受光部に向かって照射されるレーザー光は、前記吸着ノズルの軸方向と垂直な一つの面内のレーザー光であり、
照射される前記レーザー光が前記吸着ノズルの先端の該吸着ノズルの軸方向の位置と一致して、該レーザー光が該吸着ノズルの先端により遮光される時の該吸着ノズルの初期位置からの下降量Aと、照射される前記レーザー光が前記吸着ノズルに吸着された前記電子部品の下面の該吸着ノズルの軸方向の位置と一致して、該レーザー光が該電子部品の下面により遮光される時の該吸着ノズルの初期位置からの下降量Bとを検知する検知手段と、
検知された前記下降量Aおよび前記下降量Bから前記電子部品の厚さを算出する算出手段と、
前記算出された電子部品の厚さに応じて、前記電子部品の被撮像面が撮像装置の合焦面にくるように前記吸着ヘッドの位置または撮像装置の位置を制御する制御手段と、
を有することを特徴とする電子部品の画像取得装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005231484A JP4701037B2 (ja) | 2005-08-10 | 2005-08-10 | 電子部品の画像取得方法及び装置 |
| CN2006101154642A CN1913769B (zh) | 2005-08-10 | 2006-08-10 | 电子部件的图像获取方法以及装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005231484A JP4701037B2 (ja) | 2005-08-10 | 2005-08-10 | 電子部品の画像取得方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007048921A JP2007048921A (ja) | 2007-02-22 |
| JP4701037B2 true JP4701037B2 (ja) | 2011-06-15 |
Family
ID=37722487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005231484A Active JP4701037B2 (ja) | 2005-08-10 | 2005-08-10 | 電子部品の画像取得方法及び装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4701037B2 (ja) |
| CN (1) | CN1913769B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100845419B1 (ko) * | 2007-10-17 | 2008-07-10 | (주)에이디에스 테크놀로지 | 센서를 이용한 광학부품 조립용 자유도 조정장치 |
| CN102026536A (zh) * | 2009-09-09 | 2011-04-20 | Juki株式会社 | 部件检查装置及部件安装装置 |
| JP6486617B2 (ja) * | 2014-06-19 | 2019-03-20 | Juki株式会社 | 電子部品実装装置、及び電子部品実装方法 |
| WO2016147332A1 (ja) * | 2015-03-18 | 2016-09-22 | 富士機械製造株式会社 | 認識装置 |
| EP3512323B1 (en) * | 2016-09-07 | 2021-06-16 | Fuji Corporation | Recognition device |
| CN114361089B (zh) * | 2021-12-31 | 2023-06-06 | 颀中科技(苏州)有限公司 | 一种用于芯片散热贴的取标机构 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04179200A (ja) * | 1990-11-08 | 1992-06-25 | Sanyo Electric Co Ltd | 部品装着装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2801331B2 (ja) * | 1990-01-08 | 1998-09-21 | 松下電器産業株式会社 | 電子部品装着方法 |
| US6088911A (en) * | 1995-12-28 | 2000-07-18 | Fuji Machine Mfg. Co., Ltd. | Electronic component transferring apparatus |
| JP2701831B2 (ja) * | 1996-05-31 | 1998-01-21 | 松下電器産業株式会社 | 電子部品の実装方法 |
| US6101707A (en) * | 1998-03-03 | 2000-08-15 | Sanyo Electric Co., Ltd. | Mounting head for electronic component-mounting apparatus |
| KR100290733B1 (ko) * | 1999-05-10 | 2001-05-15 | 정문술 | 표면실장기의 인쇄회로기판 평면도 보정장치 |
-
2005
- 2005-08-10 JP JP2005231484A patent/JP4701037B2/ja active Active
-
2006
- 2006-08-10 CN CN2006101154642A patent/CN1913769B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04179200A (ja) * | 1990-11-08 | 1992-06-25 | Sanyo Electric Co Ltd | 部品装着装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007048921A (ja) | 2007-02-22 |
| CN1913769A (zh) | 2007-02-14 |
| CN1913769B (zh) | 2010-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2937785B2 (ja) | 実装機の部品状態検出装置 | |
| JP5561260B2 (ja) | ロボットシステム及び撮像方法 | |
| JP4912246B2 (ja) | 電子部品装着方法及び電子部品装着装置 | |
| JP4701037B2 (ja) | 電子部品の画像取得方法及び装置 | |
| WO2014174598A1 (ja) | 部品実装装置、実装ヘッド、および制御装置 | |
| JP6849815B2 (ja) | 部品実装装置、撮影方法、実装順序の決定方法 | |
| JP2008130771A (ja) | 部品認識方法 | |
| JP6486617B2 (ja) | 電子部品実装装置、及び電子部品実装方法 | |
| JP4494922B2 (ja) | 電子部品実装装置の搭載誤差検出方法及び装置 | |
| JP2005228842A (ja) | 電子部品実装装置の搭載誤差検出方法及び装置 | |
| JP4331054B2 (ja) | 吸着状態検査装置、表面実装機、及び、部品試験装置 | |
| JP2005072046A (ja) | 電子部品実装装置 | |
| JP4921346B2 (ja) | 部品実装装置における吸着位置補正方法 | |
| JP2009117488A (ja) | 部品実装装置ならびに部品吸着方法および部品搭載方法 | |
| JP2009212251A (ja) | 部品移載装置 | |
| JP2009147206A (ja) | 部品実装方法及び装置 | |
| JP4909255B2 (ja) | 部品実装装置におけるヘッド移動位置補正方法及び同装置 | |
| JP4664015B2 (ja) | 電子部品実装方法および電子部品実装装置 | |
| JP3265143B2 (ja) | 部品搭載方法および装置 | |
| JP4901451B2 (ja) | 部品実装装置 | |
| JP5100484B2 (ja) | 自動焦点調整方法 | |
| JP2008151687A (ja) | 電子部品の端子高さ計測方法 | |
| JP2006024957A (ja) | 部品の実装位置補正方法および表面実装機 | |
| JP2006073959A (ja) | 部品認識装置及び表面実装機並びに部品試験装置 | |
| JP2000068696A (ja) | 部品認識装着装置及び部品認識方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070202 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080731 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100831 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110307 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4701037 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |