JP4692407B2 - 直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 - Google Patents
直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 Download PDFInfo
- Publication number
- JP4692407B2 JP4692407B2 JP2006171278A JP2006171278A JP4692407B2 JP 4692407 B2 JP4692407 B2 JP 4692407B2 JP 2006171278 A JP2006171278 A JP 2006171278A JP 2006171278 A JP2006171278 A JP 2006171278A JP 4692407 B2 JP4692407 B2 JP 4692407B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling element
- belt
- mold
- rolling
- contact surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Bearings For Parts Moving Linearly (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
また、特許文献3では、同じく転動体を中子とした射出成形であるが、成型時の収縮によって、転動体を収容する部分と転動体とが密着してしまうことを改善するために、成形後に吸油または吸水処理を行う技術が開示されている。
また、特許文献5では、射出成形に用いる金型を斜めに移動させることによって、成形した転動体収容ベルトを金型から外す技術が開示されている。ここで、特許文献4ないし5に記載の例では、金型の、上型と下型との分割線の位置が、間座部の周縁部に位置している(例えば特許文献4での図2、および特許文献5での図9参照)。
また、例えば特許文献3に記載の技術では、成形時の収縮による転動体の運動が阻害されることを回避するために、成形後に吸油または吸水処理を行っているものの、このような処理の条件を厳密に管理する必要があり、このことはコストアップの要因となる。
さらに、上記特許文献4ないし5に記載の技術では、金型の、上型と下型との分割線の位置が、間座部の周縁部に位置しているので、間座部の周縁部にバリが生じ、これにより、直動案内装置の円滑な作動が妨げられるおそれがある。つまり、上型と下型との合わせ目には、成形時に樹脂が流れ込んで、バリが発生し易い。そして、このようなバリが間座部の周縁部にあると、転動体収容ベルトが直動案内装置の無限循環路内を循環する際に、無限循環路の内周壁に擦れたり、引っ掛かったりし易い。そのため、直動案内装置の円滑な作動が妨げられるおそれがあるのである。
そこで、本発明は、このような問題点に着目してなされたものであって、バリが生じた場合であっても、転動体収容ベルトを円滑に循環させ得る直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型を提供することを目的としている。
また、第一の発明に係る転動体収容ベルトにおいて、前記間座部と連結腕部とによって前記転動体を個別に収容する転動体収容部が画成されており、当該転動体収容部は、そこに収容される転動体の移動を、前記無限循環路の内外周方向での少なくとも一方の側に向けては許容するように形成されていることは好ましい。このような構成であれば、金型内で転動体収容ベルトを成形後に、転動体の移動を許容する側から押出しピンで突くことによって、アンダーカットを有しない側から離型することができる。そのため、転動体収容ベルトに無理な力をかけることなく離型することができる。
また、本発明のうち第三の発明は、第一の発明に係る直動案内装置用転動体収容ベルトを、合成樹脂材料から射出成形で製造するために用いられ、上型および下型を備えて構成され、前記上型および下型の間に前記転動体収容ベルトを成形するための成形品形状部を有する金型であって、前記上型および下型は、前記間座部の非当接面、または前記非当接面および当接面相互の境目となる位置で分割されていることを特徴としている。第三の発明によれば、第一の発明に係る直動案内装置用転動体収容ベルトを製造する上で好適な転動体収容ベルト製造用金型を提供することができる。
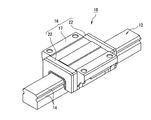
図1は、本発明に係る転動体収容ベルトを備えた直動案内装置の第一の実施形態のリニアガイドを示す斜視図である。また、図2は、図1のリニアガイドのエンドキャップを取り外した正面図、図3は、図2のリニアガイドでのX−X線部分における断面図である。
案内レール12は、ほぼ角形の断面形状を有し、その両側面にそれぞれ2条ずつ計4条の転動体案内面14が、その長手方向に沿って直線状に形成されている。
スライダ16は、図1に示すように、スライダ本体17と、スライダ本体17の軸方向両端にそれぞれ装着されたエンドキャップ22とを備えて構成されている。スライダ本体17およびエンドキャップ22の軸方向に連続した形状は、ともに略コ字形の断面形状である。
この転動体収容ベルト50は、図3に示すように、有端状に形成されており、無限循環路28内で隣り合うボール46同士の間に介装される間座部51と、その間座部51同士を連結する連結腕部52とを備えている。これら間座部51および連結腕部52は、可撓性をもつ伸縮可能な弾性材料である合成樹脂材料から射出成形によって一体に成形されている。このような合成樹脂材料としては、ポリエステル系エラストマーやウレタン等が例示できる。
そして、図4に示すように、間座部51は、連結腕部52に対し、ボール46の並び方向で各ボール収容穴58の両側にそれぞれ配置されている。この間座部51は、ボール46の外径より僅かに小さい外径を有する短円柱状の部材であり、その短円柱状の軸線は、転動体収容ベルト50の長手方向と一致している。また、間座部51は、各ボール収容穴58の両側に所定の距離を隔てて配置され、連結腕部52によって、無限循環路28の幅方向の両側で連結されている。その短円柱状の両端は、無限循環路28内での、隣合うボール46の側に向く面54として形成されている。
詳しくは、非当接面55は、無限循環路28内の並び方向とは直交する方向に沿った平面で形成されている。これに対し、当接面56は、ボール46の転動面である球面に当接する部分をもつ面として形成されており、本実施形態の例では、各当接面56は、対向方向に同じ幅で外周側に延びる凹の円筒面からなる側面部56bと、内周側の端部に向けて幅が広くなる部分がつくる凹の円錐面である斜面部56aとの二つの面によって構成されている。
すなわち、図4(c)に示すように、隣り合う間座部51同士の当接面56は一対をなし、この一対をなす当接面56の対向する側面部56b同士の対向方向での距離TWは、上記ボール収容穴58の内径(直径)に等しくなっており、各ボール収容穴58に収容されるボール46の移動を、無限循環路28の外周側に向けては許容するように形成されている。他方、一対をなす当接面56の斜面部56a同士は、前記並び方向に対し所定の傾斜角でそれぞれ当接する凹の円錐面になっており、各ボール収容穴58に収容されるボール46の移動を、無限循環路28の内周側に向けては拘束するように形成されている。
以下、上記転動体収容ベルト50を製造するための金型およびこれを用いた射出成形によるその製造工程について、図5ないし図7を適宜参照しつつ説明する。なお、射出成形自体は通常の方法によっているので概要のみ簡単に述べる。
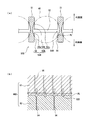
この転動体収容ベルト50の成型用型枠である金型には鋼材が使われており、図5に示すように、この金型90は、可動側金型である上型91と固定側金型である下型92とを備えて構成されている。これら上型91と下型92とは、図6(a)に示すように、互いに対向して配置される。そして、図6(b)に示すように、これら上型91と下型92との間に画成される空隙部が、成形品形状部(キャビティ)93になっている。
すなわち、図5に示すように、この金型90には、転動体収容部59の形状と相対的に形成された雌雄反転した形状として、上型91には略円錐台状に張り出す凸の円錐台部91aが長手方向に複数形成され、他方、下型92には、上型91の凸の円錐台部91aに対して対向して配置されるとともに、この凸の円錐台部91aに整合して、これに嵌り合い可能な略円錐台状の凹の円錐台部92aが複数形成されている。また、上型91には、その凸の円錐台部91aの基端側の周囲に、連結腕部52を成形するための平面部91mが形成され、下型92には、その凹の円錐台部92aの開口する側の周囲に、平面部91mとともに連結腕部52を成形する平面部92mが形成されている。さらに、この金型90の長手方向において、上型91には、凸の円錐台部91aの両側に、間座部51を成形するための凹部91cが形成され、他方、下型92には、凹の円錐台部92aの両側に、間座部51を成形するための凹部92cが形成されており、これらについても上記間座部51の形状と相対的に形成された雌雄反転した形状になっている。
上述の構成からなるリニアガイド10は、スライダ16を案内レール12の軸方向に相対移動させると、無限循環路28内をボール46が回転しつつ移動し、ボール46とともに転動体収容ベルト50も無限循環路28内を移動する。このとき、無限循環路28内で転動体収容ベルト50の間座部51は、自分の移動方向の前方にあるボール46を押し、さらに、ボール46は自分の移動方向の前方にある間座部51を押す。これにより、転動体列62全体が無限循環路28内を循環移動する。そして、転動体列62は、転動体軌道路26においてスライダ16とは反対方向に移動し、転動体軌道路26の一方の端部から連続する一方の方向転換路24に入って移動方向を変え、方向転換路24から転動体戻し通路20に入ってスライダ16と同じ方向に移動し、他方の方向転換路24に入って再び移動方向を変えて転動体軌道路26へ戻るという循環を繰り返すことができる。
さらに、このリニアガイド10によれば、間座部51と連結腕部52とによってボール46を個別に収容する転動体収容部59が画成されており、この転動体収容部59は、そこに収容されるボール46の移動を、無限循環路28の内外周方向での外周側に向けては許容するように形成されているので、金型90内で転動体収容ベルト50を成形後に、ボール46の移動を許容する側から押出しピン95で突くことによって、アンダーカットを有しない側から離型することができる。したがって、転動体収容ベルト50に無理な力をかけることなく離型可能である。また、アンダーカットを有しない構成なので、金型90の製造が容易である。
図8に示すように、この第二の実施形態の転動体収容ベルト50Bでは、間座部51の当接面56Bが、無限循環路28の表裏の方向ともにボール46を拘束する形状をもって形成されている点が、上記説明した第一の実施形態に対して異なっている。
詳しくは、同図(a)に示すように、この間座部51の隣合うボール46の側に向く面54Bは、その当接面56Bが、無限循環路28の内外周側ともに、上記凹の円錐面からなる斜面部56aをそれぞれ有しており、内外周側の両斜面部56aの間には、上下の斜面部56aを繋ぐ短い平面部56cを有して形成されている。
以上説明したように、この転動体収容ベルト50、50Bおよびこれを備えたリニアガイド10によれば、バリが生じた場合であっても、転動体収容ベルト50、50Bを円滑に循環させることができる。
例えば、上記各実施形態では、本発明に係る転動体収容ベルトを備えた直動案内装置の一実施形態として、ボールを備えたリニアガイドを例に説明したが、これに限定されず、例えば本発明を、ローラを備えたローラガイドに適用することができる。
12 案内レール
14 転動体案内面
16 スライダ
17 スライダ本体
18 負荷転動体案内面
20 転動体戻し通路
22 エンドキャップ
24 方向転換路
26 転動体軌道路
28 無限循環路
46 ボール(転動体)
50、50B 転動体収容ベルト
51 間座部
52 連結腕部
54 (隣合う転動体の側に向く)面
55 非当接面
56 当接面
58 ボール収容穴
59 転動体収容部
60 案内溝
62 転動体列
90 金型
91 上型
92 下型
93 成形品形状部(キャビティ)
94 ゲート
95 押出しピン
Claims (3)
- 複数の転動体が転動しつつ循環する無限循環路を有する直動案内装置に用いられ、隣合う転動体同士の間に介装される間座部と、前記間座部を相互に連結する連結腕部とを備え、前記転動体を前記無限循環路内の並び方向で整列させる転動体収容ベルトを合成樹脂材料から射出成形で製造するための成形品形状部を有する金型であって、
前記間座部が、隣合う転動体の側に向く面が当該隣合う転動体には当接しない非当接面と、その非当接面よりも窪んで形成されて当該隣合う転動体に当接する部分をもつ当接面と、を有して形成されるとともに、前記非当接面が、前記無限循環路内の並び方向とは直交する方向に沿った平面で形成されるようになっており、
且つ、前記間座部と連結腕部とによって前記転動体を個別に収容する転動体収容部が画成されるようになっており、当該転動体収容部が、そこに収容される転動体の移動を、前記無限循環路の内外周方向でのアンダーカットを有しない側に向けては許容するように形成されるようになっており、
且つ、上型および下型の間に前記転動体収容ベルトを成形するための成形品形状部を有しており、前記上型および下型相互の分割線が、少なくとも前記非当接面および当接面相互の境目に形成されていることを特徴とする転動体収容ベルト製造用金型。 - 請求項1に記載の直動案内装置用転動体収容ベルト製造用金型によって合成樹脂材料から射出成形で製造されたことを特徴とする直動案内装置用転動体収容ベルト。
- 請求項2に記載の直動案内装置用転動体収容ベルトを備えていることを特徴とする直動案内装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006171278A JP4692407B2 (ja) | 2006-06-21 | 2006-06-21 | 直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 |
| EP07012066A EP1873408A2 (en) | 2006-06-21 | 2007-06-20 | Rolling element accommodating belt for linear guide apparatus, linear guide apparatus and metallic mold for manufacturing rolling element accommodating belt |
| TW096122344A TWI330697B (en) | 2006-06-21 | 2007-06-21 | Rolling element accommodating belt for linear guide apparatus, linear guide apparatus and metallic mold for manufacturing rolling element accommodating belt |
| US11/766,394 US7985024B2 (en) | 2006-06-21 | 2007-06-21 | Rolling element accommodating belt for linear guide apparatus, linear guide apparatus and metallic mold for manufacturing rolling element accommodating belt |
| CNA2007101124143A CN101121297A (zh) | 2006-06-21 | 2007-06-21 | 滚动元件容纳带、线性导向设备和制造容纳带的金属模具 |
| US13/163,813 US8267586B2 (en) | 2006-06-21 | 2011-06-20 | Rolling element accommodating belt for linear guide apparatus, linear guide apparatus and metallic mold for manufacturing rolling element accommodating belt |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006171278A JP4692407B2 (ja) | 2006-06-21 | 2006-06-21 | 直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008002529A JP2008002529A (ja) | 2008-01-10 |
| JP2008002529A5 JP2008002529A5 (ja) | 2009-04-02 |
| JP4692407B2 true JP4692407B2 (ja) | 2011-06-01 |
Family
ID=39007081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006171278A Active JP4692407B2 (ja) | 2006-06-21 | 2006-06-21 | 直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4692407B2 (ja) |
| CN (1) | CN101121297A (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4797827B2 (ja) * | 2006-06-23 | 2011-10-19 | 日本精工株式会社 | 直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 |
| TWI371536B (en) * | 2009-12-25 | 2012-09-01 | Chieftech Prec Co Ltd | Ball retainer chain, its manufacturing method used by being integrated to the linear motion mechanism |
| CN102235423B (zh) * | 2010-04-23 | 2014-03-19 | 上银科技股份有限公司 | 带链条的线性传动组件 |
| ES2397752B1 (es) * | 2011-08-05 | 2014-01-17 | Bolexp Normalizados, S.L.U. | Sistema centrador de molde. |
| CN103075422B (zh) * | 2013-02-05 | 2016-05-18 | 宁波三泰轴承有限公司 | 直线运动轴承 |
| CN106115341B (zh) * | 2016-06-21 | 2017-08-25 | 雄县鑫盛达塑料包装有限公司 | 一种吹膜机上薄膜褶皱抚平装置 |
| CN114055699B (zh) * | 2021-09-26 | 2022-09-16 | 山东博源精密机械有限公司 | 一种分体式轴承保持器成型设备以及成型方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03105042A (ja) * | 1989-09-18 | 1991-05-01 | Mazda Motor Corp | ディーゼルエンジンの燃料噴射制御装置 |
| JP2001105461A (ja) * | 1999-10-07 | 2001-04-17 | Sanshu Fine Tool:Kk | 転動体連結体用連結ベルトの成形方法およびその方法に使用する成形用金型 |
| JP2002130272A (ja) * | 2000-10-18 | 2002-05-09 | Nippon Thompson Co Ltd | セパレータ用連結体を持つ直動案内ユニット |
| JP2004019723A (ja) * | 2002-06-13 | 2004-01-22 | Nsk Ltd | 円筒ころ軸受の製造方法および円筒ころ軸受 |
-
2006
- 2006-06-21 JP JP2006171278A patent/JP4692407B2/ja active Active
-
2007
- 2007-06-21 CN CNA2007101124143A patent/CN101121297A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03105042A (ja) * | 1989-09-18 | 1991-05-01 | Mazda Motor Corp | ディーゼルエンジンの燃料噴射制御装置 |
| JP2001105461A (ja) * | 1999-10-07 | 2001-04-17 | Sanshu Fine Tool:Kk | 転動体連結体用連結ベルトの成形方法およびその方法に使用する成形用金型 |
| JP2002130272A (ja) * | 2000-10-18 | 2002-05-09 | Nippon Thompson Co Ltd | セパレータ用連結体を持つ直動案内ユニット |
| JP2004019723A (ja) * | 2002-06-13 | 2004-01-22 | Nsk Ltd | 円筒ころ軸受の製造方法および円筒ころ軸受 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101121297A (zh) | 2008-02-13 |
| JP2008002529A (ja) | 2008-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7985024B2 (en) | Rolling element accommodating belt for linear guide apparatus, linear guide apparatus and metallic mold for manufacturing rolling element accommodating belt | |
| JP4692407B2 (ja) | 直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 | |
| EP2096326B1 (en) | Ball spline device | |
| JP3263005B2 (ja) | 転がり案内装置 | |
| JP5672895B2 (ja) | 直動案内装置の仮軸用アタッチメント | |
| JP6236226B2 (ja) | 保持板を備えた直動案内ユニット | |
| JP4008066B2 (ja) | 転動体連結体 | |
| JP5373462B2 (ja) | 運動案内装置 | |
| JP4797827B2 (ja) | 直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 | |
| JP4600355B2 (ja) | 直動案内装置用転動体収容ベルト、直動案内装置、および転動体収容ベルト製造用金型並びにこれを用いた転動体収容ベルト製造方法 | |
| JP6146009B2 (ja) | 直動案内装置 | |
| JP4233164B2 (ja) | 転動体連結体 | |
| JP5034892B2 (ja) | 取付穴用キャップ及びそれを備えた直動案内装置 | |
| JP4760341B2 (ja) | 直動案内装置用転動体収容ベルトおよび直動案内装置、並びに転動体収容ベルト製造用金型 | |
| JP2008249043A (ja) | 転動体収容ベルトおよび直動案内装置 | |
| JP2021059082A (ja) | 両円環型樹脂保持器の製造方法 | |
| JP4408357B2 (ja) | ローラ連結体の成形方法、この成形方法に使用される金型及び成形装置 | |
| JP2015117734A (ja) | 直動案内装置 | |
| JP4556830B2 (ja) | 直動案内装置用転動体収容ベルトおよび直動案内装置 | |
| JP2008185045A (ja) | 直動案内装置 | |
| JP2006153164A (ja) | 転動体収容ベルト製造用金型、直動案内装置用転動体収容ベルトおよび直動案内装置 | |
| JP5461608B2 (ja) | 運動装置 | |
| JPH0659627U (ja) | 合成樹脂製冠型保持器 | |
| JP2008298194A (ja) | 保持ピース及びそれを備えた直動案内装置 | |
| JP2023154243A (ja) | 樹脂保持器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090216 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110125 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4692407 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |