JP4644083B2 - フィルタエレメントの製造方法、及びその方法に使用する製造装置 - Google Patents
フィルタエレメントの製造方法、及びその方法に使用する製造装置 Download PDFInfo
- Publication number
- JP4644083B2 JP4644083B2 JP2005276000A JP2005276000A JP4644083B2 JP 4644083 B2 JP4644083 B2 JP 4644083B2 JP 2005276000 A JP2005276000 A JP 2005276000A JP 2005276000 A JP2005276000 A JP 2005276000A JP 4644083 B2 JP4644083 B2 JP 4644083B2
- Authority
- JP
- Japan
- Prior art keywords
- thermoplastic resin
- shape
- filter element
- retaining material
- tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Filtering Materials (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
Description
固状の熱可塑性樹脂を収容し、かつ前記熱可塑性樹脂を溶融して液化する溶融槽と、
前記溶融した熱可塑性樹脂を収容し、かつ溶融した熱可塑性樹脂中に前記濾材の一辺を浸漬するための開口を有する浸漬槽と、
前記溶融槽と浸漬槽とを加熱する加熱装置と、
を備えており、
前記溶融槽は、固状の熱可塑性樹脂を収容する固体収容部と、液化した熱可塑性樹脂を貯留する貯留部とからなり、前記固体収容部と貯留部とが、開口を有する仕切りを介して連通しており、
前記溶融槽の貯留部と浸漬槽とは隣接配置されており、前記溶融槽の貯留部から液化した熱可塑性樹脂が浸漬槽側にすくい上げられると共に、前記浸漬槽からの逸流液が前記溶融槽側に流れ込むようになっていることを特徴とするフィルタエレメントの製造装置。」をその要旨とした。
前記濾材の少なくとも1辺に保形材を接合し、
次いで、請求項1又は2に記載の製造装置を用いて、前記保形材を溶融した熱可塑性樹脂液中に浸漬して、前記保形材表面に熱可塑性樹脂液を付着させ、
次いで、前記保形材に剛性板を前記熱可塑性樹脂を介して積層し、
この後、前記熱可塑性樹脂を冷却することで、前記保形材に剛性板を固着することを特徴とするフィルタエレメントの製造方法」をその要旨とした。
33 ・・・保形材
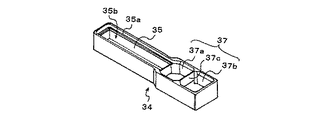
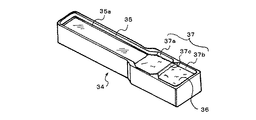
34 ・・・製造装置
35 ・・・浸漬槽
36 ・・・熱可塑性樹脂
37 ・・・溶融槽
38 ・・・剛性板
39 ・・・固定台
40 ・・・加熱装置
41 ・・・取っ手
Claims (5)
- 剛性板を固着したフィルタエレメントの製造装置であって、
固状の熱可塑性樹脂を収容し、かつ前記熱可塑性樹脂を溶融して液化する溶融槽と、
前記溶融した熱可塑性樹脂を収容し、かつ溶融した熱可塑性樹脂中に前記濾材の一辺を浸漬するための開口を有する浸漬槽と、
前記溶融槽と浸漬槽とを加熱する加熱装置と、
を備えており、
前記溶融槽は、固状の熱可塑性樹脂を収容する固体収容部と、液化した熱可塑性樹脂を貯留する貯留部とからなり、前記固体収容部と貯留部とが、開口を有する仕切りを介して連通しており、
前記溶融槽の貯留部と浸漬槽とは隣接配置されており、前記溶融槽の貯留部から液化した熱可塑性樹脂が浸漬槽側にすくい上げられると共に、前記浸漬槽からの逸流液が前記溶融槽側に流れ込むようになっていることを特徴とするフィルタエレメントの製造装置。 - 浸漬槽の両内側面にそれぞれレールが設けられていることを特徴とする請求項1記載のフィルタエレメントの製造装置。
- 剛性板を固着したフィルタエレメントの製造方法であって、
前記濾材の少なくとも1辺に保形材を接合し、
次いで、請求項1又は2に記載の製造装置を用いて、前記保形材を溶融した熱可塑性樹脂液中に浸漬して、前記保形材表面に熱可塑性樹脂液を付着させ、
次いで、前記保形材に剛性板を前記熱可塑性樹脂を介して積層し、
この後、前記熱可塑性樹脂を冷却することで、前記保形材に剛性板を固着することを特徴とするフィルタエレメントの製造方法。 - 剛性板の固着面に保形材の形状に対応する位置決め溝が形成されていることを特徴とする請求項3記載のフィルタエレメントの製造方法。
- 剛性板の非固着面側に取っ手が設けられていることを特徴とする請求項3又は4記載のフィルタエレメントの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005276000A JP4644083B2 (ja) | 2005-09-22 | 2005-09-22 | フィルタエレメントの製造方法、及びその方法に使用する製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005276000A JP4644083B2 (ja) | 2005-09-22 | 2005-09-22 | フィルタエレメントの製造方法、及びその方法に使用する製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007083178A JP2007083178A (ja) | 2007-04-05 |
| JP4644083B2 true JP4644083B2 (ja) | 2011-03-02 |
Family
ID=37970700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005276000A Expired - Fee Related JP4644083B2 (ja) | 2005-09-22 | 2005-09-22 | フィルタエレメントの製造方法、及びその方法に使用する製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4644083B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6354911A (ja) * | 1986-08-27 | 1988-03-09 | Hitachi Ltd | 室内空気清浄器用濾過体 |
| JP2738839B2 (ja) * | 1988-07-22 | 1998-04-08 | ニッタ株式会社 | エアーフィルタの製造方法 |
| JPH03165808A (ja) * | 1989-11-22 | 1991-07-17 | Nitta Ind Corp | エアフィルターとその製造方法 |
| JP2002001039A (ja) * | 2000-06-19 | 2002-01-08 | Nippon Muki Co Ltd | 高性能エアフィルタ |
-
2005
- 2005-09-22 JP JP2005276000A patent/JP4644083B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007083178A (ja) | 2007-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20090044503A1 (en) | Filter Element | |
| JP4825703B2 (ja) | フィルタエレメントの製造方法、及びその製造に使用するフィルタエレメント製造用治具 | |
| US11071939B2 (en) | Cartridge for airflow scrubbing systems and methods of manufacture thereof | |
| US20090126326A1 (en) | Ventilation system air filter and method for manufacturing the same | |
| JP2009154150A (ja) | エアフィルタ | |
| WO2007139869A2 (en) | Nestable filter and frame | |
| JP4376736B2 (ja) | 吸着エレメント | |
| WO2002081055A1 (fr) | Element de filtre, son procede de fabrication, et filtre utilisant ledit element | |
| KR20190092445A (ko) | 필터 여과재, 그것을 구비한 필터 소자 및 필터 여과재의 제조 방법 | |
| US6227383B1 (en) | Filtering material and process for the production thereof, and adsorption filter produced from said filtering material | |
| JP4644083B2 (ja) | フィルタエレメントの製造方法、及びその方法に使用する製造装置 | |
| JP2009220050A (ja) | フィルタエレメント製造用櫛状部材、及びフィルタエレメント製造用櫛状部材を用いたフィルタエレメントの製造方法 | |
| JP4698246B2 (ja) | フィルタエレメントの製造方法、フィルタエレメント製造用治具、及びフィルタエレメントの製造装置 | |
| EP3496839B1 (en) | Method of manufacturing a sorbent cartridge and sealing system | |
| JP5285443B2 (ja) | フィルタエレメントの製造方法及びフィルタエレメントの製造に使用する治具 | |
| JP2002058943A (ja) | フィルター及びその製造方法 | |
| JP5504671B2 (ja) | ガス吸着フィルタおよびガス吸着フィルタの製造方法 | |
| JP2008302263A (ja) | ガス除去フィルタおよびガス除去フィルタユニット | |
| JP2004290913A (ja) | フィルタユニットおよびユニット交換型フィルタ装置 | |
| KR20170003593U (ko) | 자동차용 에어컨 필터 | |
| KR100859806B1 (ko) | 기능성 필터 및 이를 포함하는 공기순환장치 | |
| JP2003342865A (ja) | カバー材、それを用いたガス除去用濾材およびガス除去ユニット | |
| JP2006095379A (ja) | フィルタユニットの製造方法 | |
| KR102840766B1 (ko) | 활성탄 충진 부직포 필터 여재의 제조방법 및 활성탄 충진 부직포 필터 여재 | |
| JP4551253B2 (ja) | ガス除去用フィルタエレメント及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080821 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080821 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100629 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101109 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4644083 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |