JP4642995B2 - 排ガス通路のクリーニング方法及びその装置 - Google Patents
排ガス通路のクリーニング方法及びその装置 Download PDFInfo
- Publication number
- JP4642995B2 JP4642995B2 JP2000389119A JP2000389119A JP4642995B2 JP 4642995 B2 JP4642995 B2 JP 4642995B2 JP 2000389119 A JP2000389119 A JP 2000389119A JP 2000389119 A JP2000389119 A JP 2000389119A JP 4642995 B2 JP4642995 B2 JP 4642995B2
- Authority
- JP
- Japan
- Prior art keywords
- exhaust gas
- gas passage
- cleaning
- deposits
- cleaning device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004140 cleaning Methods 0.000 title claims description 135
- 238000000034 method Methods 0.000 title claims description 74
- 239000000428 dust Substances 0.000 claims description 53
- 239000012530 fluid Substances 0.000 claims description 26
- 238000005507 spraying Methods 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 7
- 239000007789 gas Substances 0.000 description 316
- 239000004065 semiconductor Substances 0.000 description 56
- 238000004519 manufacturing process Methods 0.000 description 28
- 239000011261 inert gas Substances 0.000 description 15
- 238000010586 diagram Methods 0.000 description 12
- 230000000694 effects Effects 0.000 description 11
- 238000010926 purge Methods 0.000 description 10
- 239000000126 substance Substances 0.000 description 8
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 5
- 229910001873 dinitrogen Inorganic materials 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000001784 detoxification Methods 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- MWUXSHHQAYIFBG-UHFFFAOYSA-N Nitric oxide Chemical compound O=[N] MWUXSHHQAYIFBG-UHFFFAOYSA-N 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 238000010408 sweeping Methods 0.000 description 2
- NXHILIPIEUBEPD-UHFFFAOYSA-H tungsten hexafluoride Chemical compound F[W](F)(F)(F)(F)F NXHILIPIEUBEPD-UHFFFAOYSA-H 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- JBRZTFJDHDCESZ-UHFFFAOYSA-N AsGa Chemical compound [As]#[Ga] JBRZTFJDHDCESZ-UHFFFAOYSA-N 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 239000003905 agrochemical Substances 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 1
- 238000010009 beating Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- KYKAJFCTULSVSH-UHFFFAOYSA-N chloro(fluoro)methane Chemical compound F[C]Cl KYKAJFCTULSVSH-UHFFFAOYSA-N 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000010410 dusting Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- HZXMRANICFIONG-UHFFFAOYSA-N gallium phosphide Chemical compound [Ga]#P HZXMRANICFIONG-UHFFFAOYSA-N 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 229910052987 metal hydride Inorganic materials 0.000 description 1
- 150000004681 metal hydrides Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920005615 natural polymer Polymers 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000002000 scavenging effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images







Landscapes
- Cleaning In General (AREA)
- Incineration Of Waste (AREA)
Description
【発明の属する技術分野】
本発明は、粉塵発生源を休止させずに排ガス通路のクリーニングができる排ガス通路のクリーニング方法及び本発明に係る排ガス通路のクリーニング方法を実施するための排ガス通路クリーニング装置に関する。
【0002】
【従来の技術】
粉塵発生源、例えば半導体素子製造工業、自動車工業、プラスチック工業、資源産業、セラミック工業、粉末冶金工業、洗剤工業、触媒工業、フェライト工業、色材工業、農薬工業、飼料加工業、食品工業、廃棄物処理産業、バイオ関連産業、化粧品工業及び医薬品工業などにおいては粉塵が発生する。
これらの粉塵発生源においては、例えば粒径0.01〜50μm程度の非常に微細な粉塵が発生することが知られている。
【0003】
特に、最近、コンピュータ及びこれを応用する電子制御装置は目を見張るように発達してきており、その発展の方向及び範囲は無限に広がるように思われる。
このため、コンピュータに使用される電子部品として主要な地位を占める半導体電子素子の製造技術及びその生産量も著しく急速に成長している。
【0004】
これら半導体素子の原料となる半導体としては、ゲルマニウム(Ge)、シリコン(Si)が多用され、また、特殊な素子にはガリウム砒素(GaAs)、ガリウム燐(GaP)なども実用化されている。
【0005】
半導体素子製造工程で発生する粉塵は、それ自体が公害防止の観点から放散することが禁止される有害物質であったり、これを含有する気体が有害物質であったり、雰囲気中の有害物質を吸着したり、吸着したりしていることが知られている。
【0006】
半導体製造工程において使用され、或いは生成される有害物質としては、シリコン系、砒素系、燐系、ホウ素系、水素化金属、フロン系、ハロゲン、ハロゲン化物、窒素酸化物、その他のものがある。
【0007】
粉塵発生源の排ガスは、人の健康を損ねる有害成分が含まれているので、粉塵発生源から外部より遮断された排ガス通路を経て排ガスの有害成分を無害化する無害化処理装置まで導かれる。
【0008】
この排ガスには、たとえばモノシランガスのように酸化により二酸化珪素という固形物を生成する成分や、六フッ化タングステン(WF6)等のように排ガス温度の低下により結晶化する成分などが含まれているので、排ガス通路の内面には排ガスより生成した固形物や結晶(以下、単に付着物という。)が付着し、次第に堆積して排ガスの流れの障害になり、やがて、排ガス通路を閉塞することになる。
【0009】
従来は、この排ガス通路内面への付着物が排ガスの流れを妨げたり、排ガス通路を閉塞したりすることを防止するために、定期的にあるいは適当な時期に排ガス通路の一部又は全部を取り外し、排ガス通路内にブラシによる清掃や圧縮空気を用いて付着物を除去したり、洗浄等を実施してクリーニングを行っている。
【0010】
このクリーニングを行うためには排ガス通路の一部又は全部を取り外さねばならないが、この排ガス通路の一部又は全部を取り外すときに排ガスに含まれた有害ガスや危険なガスが周囲に放散されないようにする必要がある。
【0011】
このため、排ガス通路のクリーニングに際しては、予め粉塵発生源を停止させ、粉塵発生源及び排ガス通路内の排ガスをパージしてから、排ガス通路の一部又は全部を取り外すという準備作業が必要になる。
【0012】
又、クリーニングの終了後には、粉塵発生源を再始動する前に、ブラシやノズルなどを排ガス通路から取出してから、排ガス通路の一部又は全部を取り付け、粉塵発生源と排ガス通路内の空気をパージする必要がある。
なお、クリーニングにより排ガス通路内面より除去した付着物は適当な容器に回収している。
【0013】
【発明が解決しようとする課題】
この従来技術には、排ガス通路のクリーニングのために排ガス通路の一部又は全部を脱着するということから次のような問題点が発生する。
【0014】
先ず、粉塵発生源を長時間にわたり停止することにより、粉塵発生源の稼動率が低下し、半導体の生産・稼働効率が減少するという問題がある。
【0015】
この問題は、排ガス通路のクリーニングをもともと粉塵発生源を休止させる予定日、たとえば、工場の休日などに実施することにより解消できるが、粉塵発生源を停止させてから再始動するまでに要する時間が長いために、クリーニングを実施できる機会が限られ、クリーニングする回数が少なくなる。
【0016】
クリーニングの回数が減ると、次のクリーニングまでに多量の付着物が排ガス通路の内面に付着し、次のクリーニングの手間と時間が増大することが少なくないので、クリーニングの作業時間を長めに見積もる必要があり、クリーニングを実施できる機会が更に限定されるという悪循環に陥りかねない。
【0017】
また、前記従来技術では、粉塵発生源を停止させた後、粉塵発生源及び排ガス通路内の排ガスをパージすること、排ガス通路の一部又は全部を取り外すこと、排ガス通路の内面を清掃すること、清掃した排ガス通路を取り付けること、及び粉塵発生源と排ガス通路内の空気をパージすることが排ガス通路の内面をクリーニングすること等、の作業が必要であり、作業内容が複雑で、長大な時間がかかるという問題がある。
【0018】
更に、排ガス通路の内面に付着した付着物のなかには、排ガス通路の一部または全部を取り外す時に排ガス通路に流入する大気中の酸素や水分と爆発的に反応したり、燃焼したり、有害ガスを生成するものなどが含まれていることがあり、作業者の安全を確保するために、作業者に対する安全教育、防護衣料の購入などのため多大な費用が必要になる。
【0019】
加えて、排ガス通路から除去した付着物の処理が面倒であり、周囲に付着物が飛散し易いという問題もある。
【0020】
本発明に係る排ガス通路のクリーニング方法(以下、本発明方法という。)は、このような従来技術の課題を解消し、排ガス通路を脱着せずに排ガス通路のクリーニングができる排ガス通路のクリーニング方法を提供することを目的とする。
【0022】
本発明に係る排ガス通路クリーニング装置(以下、本発明装置という。)は、本発明方法の実施に用いられる排ガス通路クリーニング装置、即ち、排ガス通路の直線部分の内面をはたくことによりクリーニングする本発明方法の実施に用いられる排ガス通路クリーニング装置を提供することを目的とする。
【0025】
【課題を解決するための手段】
本発明方法は、前記目的を達成するため、粉塵発生源からの排ガスを流通させる排ガス通路の直線部分に、チューブの中に圧縮流体を通して先端から噴射させて鞭のように動かしてはたきだすことにより当該排ガス通路の内面に付着する付着物を除去する排ガス通路クリーニング装置を予め付設して、前記内面への付着物の付着量が所定量以上に成長する前の任意の段階で前記排ガス通路クリーニング装置を作動させて付着物を前記内面より排ガス通路内に舞い上がらせ、この排ガス通路内を流れる気流に乗せて下流に排出することを特徴とする、という技術的手段を採用する。
【0026】
本発明方法によれば、排ガス通路を着脱する必要がないので、粉塵発生源を停止させずに排ガス通路のクリーニングができる。又、排ガス通路の内面より除去した付着物を排ガス通路の下流に設けた集塵装置などに回収することにより、周囲に飛散させることなく回収処理できるようになる。
【0027】
以下、本発明方法を更に詳細に説明する。
【0028】
ところで、例えば半導体製造に用いられる原料ガスには高度に不純物が除去されたガスが用いられているので、原料ガスに混じって付着物が粉塵発生源に導入され、排ガス通路に排出されるおそれはない。従って、排ガス通路の内面への付着物は、排ガスより生成したものであり、排ガス通路の内面に付着して間がないうちは非常にたやすく除去することができるが、付着量が成長するに連れて前記内面に固着して除去することが次第に困難になる。
【0029】
本発明方法によれば、排ガス通路の前記内面への付着物の付着量が所定量以上に成長する前の任意の段階で前記排ガス通路クリーニング装置を作動させることができるので、非常に簡単に付着物を排ガス通路の内面より排ガス通路内に舞い上がらせることができるのであり、又、排ガス通路内に舞い上がった付着物は大きく成長していないので、容易に排ガス通路内を流れる気流に乗せて下流に排出することができるのである。もちろん、本発明方法において、排ガス通路クリーニング装置は一般に、間欠運転されるが、これに代えて、連続運転することを妨げない。
【0030】
本発明方法において、排ガス通路の内面から付着物を舞い上がらせる方法として、排ガス通路クリーニング装置を作動させて、はたき出す方法(はたき出し)を採用するが、例えば前記排ガス通路クリーニング装置を作動させて、前記内面の付着物を掃き出す方法(掃き出し)、前記排ガス通路クリーニング装置を作動させて、排ガス通路の内面を振動させる方法(加振)、前記排ガス通路クリーニング装置を作動させて、流体を排ガス通路の内面に吹き付け、付着物を吹き飛ばす方法(吹き飛ばし)などの方法を併用してもよい。
【0031】
排ガス通路の内面から付着物を掃き取る方法は、清掃具を前記内面に摺接させる方法であり、粉塵発生源から排出される排ガスを流通させる排ガス通路の要所の内面を掃く清掃具と、この清掃具を操作する操作手段とを備える。
【0032】
ここで、清掃具とは、前記内面に摺接して付着物を該内面より剥離させるものであり、ブラシ、モップなどをその例として挙げることができる。
【0033】
このブラシの毛やモップの房の材質としてはステンレス鋼などの金属、テフロン系樹脂、塩ビ系樹脂、ポリイミド、ポリアミド(ナイロン)、芳香族系ポリアミド(アラミド樹脂)、ポリエステル、その他各種のエンジニアリングプラスチックを用いることができる。
【0034】
なお、ブラシやモップの他に、金属、ゴムを含めた天然または合成の高分子材料、高分子材料や木などで作られたへら(ブレード)も清掃具に含まれる。
【0035】
又、清掃具の操作手段には、手動操作手段と、自動操作手段とが含まれ、自動操作手段には、清掃具を駆動する駆動手段と、この駆動手段を制御する制御手段とが設けられる。
【0036】
この駆動手段としては、清掃具を回転させる回転駆動手段と、清掃具を直線的に往復させる直線往復駆動手段とがその典型例として挙げられ、回転駆動手段としては清掃具を一方向に回転させるものと、清掃具を所定の角度範囲内で往復回転させるものとがあり、前者としては、電動モーター、油圧モーター、エアモーターなどがその例として挙げられる。この他に、内燃機関を用いることも可能であるが、騒音、制御の容易性などに問題がある。
【0037】
後者、すなわち、清掃具を所定の範囲内で往復回転させる駆動手段としては、油圧オシレーター、エアオシレータなどの出力軸が所定の範囲内で往復回転するオシレーターがその例として挙げられるが、上述の電動モーターなどの回転機を所定の角度範囲で往復回転させたり、上述の回転機とカム機構、リンクなどとを組み合わせて、清掃具を所定の範囲内で往復回転させたりするように構成することも可能である。
【0038】
清掃具を排ガス通路の軸方向に所定の範囲内で往復駆動する直線往復駆動手段としては、ソレノイド、油圧シリンダ、エアシリンダ、電動シリンダ、リニアモーターなどがその例として挙げられるが、この他にも前記回転機とスライダ−クランク機構、カム機構などの回転運動を往復運動に変換する運動変換機構とを組み合わせて用いることも可能である。
【0039】
もちろん、駆動手段としては、清掃具を排ガス通路の軸方向に所定の範囲で往復させるとともにその軸まわりに回転させるように構成したものを用いることも可能である。
【0040】
本発明方法、すなわち、前記排ガス通路クリーニング装置を作動させて、排ガス通路の内面より付着物をはたき出す本発明方法は、はたきを排ガス通路の直線部分の内面に繰り返しはたき付ける方法であり、この本発明方法を実施するために、本発明装置に係る排ガス通路クリーニング装置は、粉塵発生源の排ガスを流通させる排ガス通路の直線部分の内面をはたくはたきと、このはたきを操作する操作手段とを備えることを特徴とする、という技術的手段を採用する。
【0041】
このはたきとして用いられるチューブは、その中に圧縮流体(圧縮窒素ガス、圧縮炭酸ガス、圧縮空気、加圧液体等)を通して先端から噴射させて鞭のように動かされる。
【0042】
この駆動手段としては、排ガス通路内の所定の位置に一端が固定されるチューブからなるはたきの一端に圧縮空気を供給する圧縮空気供給手段を備えるものを挙げることができる。
【0043】
排ガス通路の内面に振動を加える方法においては、粉塵発生源から排出される排ガスを流通させる排ガス通路の要所の内面を振動させる加振装置を備える。
【0044】
この加振装置としては、排ガス通路の内面又は外面を叩くハンマーを備えるものや、機械的振動を発生するバイブレータなどが挙げられる。
【0045】
次に、排ガス通路の内面に流体を吹付けて付着物を前記内面から吹き飛ばす方法において使用される流体には、圧縮液体、圧縮気体、あるいは、これらのうちの2以上が混合された混合物が含まれるが、後処理を簡単にするという観点からは、そのまま排ガスとともに大気中に放散できる気体を用いるのが好ましく、防災ということを考慮すれば、乾燥不活性ガスを用いることが更に好ましい。
【0046】
排ガス通路の内面に流体を吹付ける方法としては、当該内面に直角に流体を吹付ける方法と、この内面に斜めに流体を吹付ける方法とに大別され、後者には、排ガスの流れに逆らう方向に吹付ける方法、排ガスの流れに排ガス通路の軸心周りに回転する回転成分を与える方向に吹付ける方法、排ガスの流れを加速する方向に吹付ける方法、排ガスの流れに排ガス通路の軸心周りに回転する回転成分を与えるとともに排ガスの流れに逆らう方向に吹付ける方法、排ガスの流れに排ガス通路の軸心周りに回転する回転成分を与えるとともに排ガスの流れを加速する方向に吹付ける方法等が挙げられる。
【0047】
これらの方法の中では、排ガスの排出を妨げることがない方法を採用することが好ましく、更に排ガスの排出を助長することができる方法を採用することが一層好ましい。つまり、排ガスの流れに排ガス通路の軸心周りに回転する回転成分を与えるとともに排ガスの流れを加速する方向に吹付ける方法がもっとも好ましいのである。
【0048】
ところで、排ガス通路の内面に流体を吹付けて付着物を前記内面から吹き飛ばす方法を実施するために、本発明装置は、粉塵発生源から排出される排ガスを流通させる排ガス通路の要所の内面に流体を吹付ける流体噴射装置を備える。
【0049】
この流体噴射装置は、排ガス通路の内面に吹付ける流体を方向付けるためのノズルと、このノズルに流体を供給する流体供給装置とを備え、ノズルは排ガス通路内に固定設置される場合と、移動可能に設置される場合とがあるが、排ガス通路の内面に均等に流体を吹付けるという観点からは、排ガス通路内に移動可能に設けることが好ましい。
【0050】
つまり、前記ノズルは、排ガス通路内で排ガス通路の軸心周りに回転するように設けたり、排ガス通路内で排ガス通路の軸心に沿って移動可能に設けたり、排ガス通路内で、排ガス通路の軸心周りに回転可能に、かつ、排ガス通路の軸心に沿って移動可能に設けたりすることが好ましいのである。
【0051】
又、排ガス通路の屈曲部においては、前記ノズルを屈曲面上で屈曲面の中心軸心の回りに回転可能に設けることができる。
【0052】
このノズルは手動操作により回転させてもよく、又、たとえばモーターなどの駆動手段を用いて回転させてもよいが、部品点数の削減、消費エネルギーの節約などを図るために、流体の反動を利用することが好ましい。
【0053】
すなわち、排ガスの流れに排ガス通路の軸心周りに回転する回転成分を与える方向に吹付ける方法、又は排ガスの流れに排ガス通路の軸心周りに回転する回転成分を与えるとともに排ガスの流れに逆らう方向に吹付ける方法、若しくは排ガスの流れに排ガス通路の軸心周りに回転する回転成分を与えるとともに排ガスの流れを加速する方向に吹付ける方法を採用して、ノズルから噴出する流体の反動でノズルを排ガス通路の軸心周りに回転させることが好ましいのである。
【0054】
ノズルを排ガス通路の軸心方向に移動させる方法としては、手動操作する方法と自動操作する方法とがあり、自動操作する方法としては、ソレノイド、油圧シリンダ、エアシリンダ、電動シリンダ、リニアモーターなどの直線往復駆動手段を用いる方法と、電動モーターなどの回転駆動手段とスライダ―クランク機構、カム機構などの回転運動を往復運動に変換する運動変換機構とを用いる方法とがある。
【0055】
【作用】
以上に説明したように、本発明方法は、粉塵発生源からの排ガスを流通させる排ガス通路の直線部分に、チューブの中に圧縮流体を通して先端から噴射させて鞭のように動かしてはたきだすことにより当該排ガス通路の内面に付着する付着物を除去する排ガス通路クリーニング装置を予め付設して、前記内面への付着物の付着量が所定量以上に成長する前の任意の段階で前記排ガス通路クリーニング装置を作動させて付着物を前記内面より排ガス通路内に舞い上がらせ、この排ガス通路内を流れる気流に乗せて下流に排出することを特徴とするので、本発明方法によれば、排ガス通路のクリーニングを実施するために排ガス通路を取り外す必要はなくなる、という作用が得られる。
【0056】
又、本発明方法によれば、排ガス通路のクリーニングを実施するために排ガス通路を取り外す必要はなくなるので、クリーニングに先立ち粉塵発生源を停止し、粉塵発生源及び排ガス通路の排ガスをパージする必要がなくなる、という作用が得られる。
【0057】
更に、本発明方法によれば、排ガス通路のクリーニングを実施するために排ガス通路を取り外す必要はなくなるので、クリーニング後に排ガス通路を組み付け、粉塵発生源及び排ガス通路内の空気をパージする必要もなくなり、粉塵発生源の稼動中であってもクリーニングができる、という作用が得られる。
【0058】
又更に、本発明方法によれば、排ガス通路のクリーニングを実施するために排ガス通路を取り外す必要はなくなるので、クリーニングに際して排ガス通路内の有害ガスや付着物が大気と接触するおそれがなくなり、安全性が高められる、という作用も得られる。
【0059】
加えて、本発明方法によれば、排ガス通路内面より舞い上がらせた付着物を排ガス通路内を流れる気流にのせて下流側に排出するので、排ガス通路の下流に接続した集塵装置に付着物を回収させることができるのであり、これにより、付着物を周囲に飛散させることなく安全に回収できる、という作用も得られる。
【0060】
【発明の実施の態様】
以下、本発明を説明するにあたり、本実施例では粉塵発生源が半導体製造装置であり、従って、半導体排ガス通路のクリーニング方法とこれを実施するための半導体クリーニング装置とを図面に基づいて具体的に説明する。
【0061】
図1の構成図に示すように、この半導体排ガス通路のクリーニング方法では、たとえば半導体製造装置1の排ガスを流通させる排ガス通路2の屈曲部3に当該排ガス通路3の内面に付着する付着物を除去する半導体排ガス通路クリーニング装置4が予め付設されている。
【0062】
この半導体排ガス通路クリーニング装置4は、前記屈曲部3の内面に接して回転する回転ブラシからなる清掃具5と、この清掃具5を回転させる自動操作手段とを備え、この自動操作手段は、前記清掃具5を駆動する電動機からなる駆動手段6と、この駆動手段6を制御する制御手段7とを備えている。
【0063】
この制御手段7は、タイマーを内蔵し、たとえば148時間(1週間)ごとに10〜20分間にわたって駆動手段6を運転させる。
【0064】
この148時間内に半導体製造装置1から排出される排ガスよりたとえば二酸化珪素などの付着物が生成し、前記屈曲部3の内面に付着するが、その付着量は最大でも所定量よりも少なく、前記清掃具5を回転させると簡単に排ガス通路の内面から剥離し、排ガス通路2内に舞い上がる。
【0065】
そして、排ガス通路2内に舞い上がった付着物は粉塵となって、排ガス通路2内を流れる排ガスの流れに乗って下流に排出される。
【0066】
なお、排ガス中には有害ガスが含まれていることがあるのであり、又、排ガスに乗せて排出する粉塵の中には有害物質や、大気中の酸素や水分と反応して燃焼する物質や、大気中の酸素や水分と反応して有害ガスを発生する物質が含まれていることがあるので、排ガス通路2の終端には有害ガスを無害化する無害化処理装置8と粉塵除去装置9とが接続され、無害化処理装置8で有害ガスを無害化し、更に、粉塵除去装置9で排ガス中の粉塵を除去してから排ガスを大気中に放出している。
【0067】
上述したように、この半導体排ガス通路クリーニング装置4を排ガス通路2の屈曲部3に予め設置して、屈曲部3内面の付着物の付着量が所定量に成長する前に、定期的にこの半導体排ガス通路クリーニング装置4を作動させれば、排ガス通路2を取り外さずにその要所(ここでは屈曲部3)の内面をクリーニングできる。
【0068】
従って、クリーニングを実施するために、半導体製造装置1を停止させて、排ガス通路2内の排ガスをパージする必要もなくなり、半導体製造装置1を稼動させながら、前記屈曲部3の内面をクリーニングすることができる結果、クリーニングのために半導体製造装置1の稼動率を低下させずに済むのである。
【0069】
又、このクリーニング方法によれば、屈曲部3内面の付着物の付着量が所定量に成長する前に、定期的にこの半導体排ガス通路クリーニング装置4を作動させてクリーニングするので、排ガス通路2の前記屈曲部3の内面に所定量以上の付着物が付着するおそれがなくなり、付着物によって排ガスの流れが妨げられたり、排ガス通路2が閉塞されたりするおそれを確実になくすことができるのである。
【0070】
更に、排ガス通路2のクリーニングのために半導体製造装置1を停止させたり、排ガス通路2内の排ガスをパージしたり、排ガス通路を着脱したりしないので、半導体製造装置1の稼動率を低下させることなくクリーニングを実施するために特別の日、たとえば工場休業日などを選定する必要がなくなり、日程的にクリーニングの回数が制限されることはないから、屈曲部3内面の付着物の付着量が所定量に成長する前に、確実にクリーニングをして、排ガス通路2の前記屈曲部3の内面に所定量以上の付着物が付着するおそれを一層確実になくすることができる。
【0071】
しかも、このクリーニング方法によれば、クリーニングのために排ガス通路2を取り外す必要がないので、排ガス通路2内の付着物が大気中の酸素や水分に触れて爆発的に反応したり、燃焼して有害ガスを発生したりするおそれがなくなり、作業の安全性が一層高められるのである。
【0072】
なお、この実施例では、清掃具5を回転させて屈曲部3内面のクリーニングを行っているが、清掃具5が回転せずに屈曲部3の上流側と下流側とにわたって往復移動して屈曲部3内面を掃くようにしたり、清掃具5が回転しながら屈曲部3の上流側と下流側とにわたって往復移動して屈曲部3内面を掃くようにしたりしてもよい。
【0073】
加えて、このクリーニング方法によれば、排ガス通路2より舞い上がらせた付着物が排ガス通路2内を流れる気流によって無害化処理装置8に運ばれて無害化され、更に粉塵除去装置9で集塵されるので、排ガス通路2より除去した付着物が周囲に飛散されることなく安全に粉塵除去装置9で回収されることになる。
【0074】
図2の構成図に示す排ガス通路クリーニング装置10は、排ガス通路2の直線部分11内に配置される長さ1〜数mのはたき12と、このはたき12を操作する操作手段13とを備える。
【0075】
この操作手段13は、電動モーターからなる駆動手段14と、これを制御する制御手段15とを備え、前記駆動手段14の出力軸に接続具16を介して当該はたき12の上端部が連結される。
【0076】
前記制御手段15にはタイマーが内蔵され、前例と同様に、たとえば148時間(1週間)ごとに10〜20分間にわたって駆動手段14を運転させ、
【0077】
前記はたき12を回転させて、直線部分11の内面をこのはたき12ではたくようにしている。これにより、直線部分11の内面に付着していた付着物ははたき出されて排気通路2内に舞い上がり、更に、排ガスの流れに乗って下流に排出される。
【0078】
この半導体排ガス通路クリーニング装置10を用いる本発明第2方法の一実施例では、予めこの半導体排ガス通路クリーニング装置10が排ガス通路2の合流する直線部分11に付設され、この直線部分11の内面の付着物が所定量以上に成長する前の所定の周期、段階で前記半導体排ガス通路クリーニング装置10を作動させ、直線部分11の内面をはたいて前記付着物を直線部分11内に舞い立たせ、排ガスに乗せて下流側に排出するので、前例と同様の結果を得ることができる。
【0079】
図3の構成図に示す本発明の半導体排ガス通路クリーニング装置17は、チューブからなるはたき18と、このはたき18を操作する操作手段19とを備え、この操作手段19として、はたき18の内部にたとえば窒素ガスなどの不活性ガスを供給する不活性ガス供給手段20と、この不活性ガス供給手段20のガス供給路21に介在させた電磁弁22と、この電磁弁22を開閉させる制御手段23とが設けられている。
【0080】
この制御手段23でたとえば148時間ごとに10〜20分間にわたって電磁弁22を開弁させると、不活性ガス供給手段20から加圧された不活性ガスがはたき(チューブ)18の上端に吹き込まれ、この不活性ガスがはたき18の下端から噴出する反動ではたき18が排ガス通路の合流する直線部分11内で踊り、直線部分11の内面を激しくはたくように構成されている。
【0081】
その他の構成は図2に示す前例と同様であり、はたき18の操作方法を除いては前例と同じクリーニング方法が実施される。
【0082】
図4の構成図に示す半導体排ガス通路クリーニング装置24は、排ガス通路2の折曲部分である直線部分11の周壁に固定したバイブレータからなる加振装置25と、この加振装置25を操作する操作手段26とを備え、この操作手段26により加振装置25をたとえば148時間ごとに10〜20分間にわたり作動させて、前記直線部分11の周壁を振動させることにより、直線部分11の内面の付着物を舞い立たせ、直線部分11を流れる排ガスの流れに乗せて下流に排出するようにしている。
【0083】
この半導体排ガス通路のクリーニング方法は、排ガス通路2の直線部分11に予めこの半導体排ガス通路クリーニング装置24を付設し、直線部分11の内面に所定量以上の付着物が付着する前にこの半導体排ガス通路クリーニング装置24を作動させて、前記直線部分11の周壁を振動させることにより、直線部分11の内面の付着物を舞い上がらせ、前記直線部分11を流れる排ガスの流れに乗せて下流に排出する。
【0084】
従って、このクリーニング方法によれば、排ガス通路2を取り外さずに直線部分11のクリーニングが実施できるので、上述の各例と同様の結果を得ることができる。
【0085】
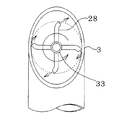
図5の構成図に示す半導体排ガス通路クリーニング装置26は、排ガス通路2の屈曲部3の内面にたとえば窒素ガスなどの不活性ガスを吹付ける流体噴射装置27を備える。
【0086】
この流体噴射装置27は、屈曲部3の内面に吹付ける不活性ガスを方向付けるノズル28と、このノズル28に窒素ガスなどの不活性ガスを供給する不活性ガス供給装置29とを備える。
【0087】
この不活性ガス供給装置29の配管30には電磁弁31を介在させてあり、操作手段32により、たとえば148時間ごとに10〜20分間にわたり電磁弁31を開弁させ、加圧された窒素ガスをノズル28から屈曲部3の内面に吹付け、この屈曲部3の内面から付着物を吹き飛ばして屈曲部3内に舞い上がらせ、排ガスの流れに乗せて下流側に排出する。
【0088】
図6の断面図に示すように、前記ノズル28は、旋回継手33を介して屈曲部3の軸心回りに回転可能に配置され、このノズル28より屈曲部3の内面に対して傾斜する方向に噴射する不活性ガスの反動で回転して、屈曲部3の内面の全周にわたって均等に不活性ガスを吹付けるように構成している。
【0089】
この半導体排ガス通路のクリーニング方法は、排ガス通路2の屈曲部3にこの半導体排ガス通路クリーニング装置26を予め設けておき、この屈曲部3の内面の付着物が所定量以上に成長する前の148時間ごとに10〜20分間にわたりこの半導体排ガスクリーニング装置26を作動させて、屈曲部3の内面より付着物を舞い上がらせ、排ガスの流れに乗せて下流側に排出するので、このクリーニング方法によれば、排ガス通路2を取り外すことなく屈曲部3のクリーニングができる作用を得ることができるので、上述の各例と同様の結果を得ることができる。
【0090】
なお、この半導体排ガス通路クリーニング装置26において、図7の構成図及び図8の断面図に示すように、ノズル28にブラシからなる清掃具34を支持させ、ノズル28の回転に伴ってこの清掃具34で屈折部3内面から付着物を掃き取ると同時に、不活性ガスで屈曲部3内面から付着物を吹き飛ばすようにしてもよい。
【0091】
この場合、ノズル28を二段式或いは三段式等の複数段の出没自在に構成し(例えば、いわゆる振り出し竿のような構造)、ノズル28が、停止しているときは中ノズル(図示せず)が基幹ノズル内にバネ付勢によって収納されて短く、従って、排ガスの流通には障害とならず、一方、回転しているときは遠心力で中ノズルが突出して排ガス通路の内面に接触するように構成しても良いのである。
【0092】
【発明の効果】
以上に説明したように、本発明装置は、粉塵発生源、例えば半導体製造装置から排出される排ガスを流通させる排ガス通路の要所の内面を清掃する清掃具と、この清掃具を操作する操作手段とを備えるので、予めこの本発明装置を前記排ガス通路に設置しておき、排ガス通路内面の付着物が所定量以上に成長する前にこの本発明装置を作動させることにより、付着物を排ガス通路内面より剥離、除去して排ガス通路内に舞い上がらせ、これを排ガス通路内の気流に乗せて下流側に排出することができる効果を奏するのである。
【0093】
そして、本発明装置において、粉塵発生源、例えば半導体製造装置から排出される排ガスを流通させる排ガス通路の要所の内面を掃き出す清掃具と、この清掃具を操作する操作手段とを備えた場合、予めこの装置を前記排ガス通路に設置しておき、排ガス通路内面の付着物が所定量以上に成長する前にこの装置を作動させることにより、付着物を排ガス通路内面より剥離、除去して排ガス通路内に舞い上がらせ、これを排ガス通路内の気流に乗せて下流側に排出することができる効果を奏するのである。
【0094】
又、本発明装置は、粉塵発生源、例えば半導体製造装置の排ガスを流通させる排ガス通路の直線部分の内面をはたくはたきと、このはたきを操作する操作手段とを備えるので、予めこの本発明装置を前記排ガス通路に設置しておいて、排ガス通路内面の付着物が所定量以上に成長する前にこの本発明装置を作動させることにより、付着物を排ガス通路内面よりはたき出して排ガス通路内に舞い上がらせ、これを排ガス通路内の気流に乗せて下流側に排出することができる効果を奏するのである。
【0095】
更に、本発明装置において、粉塵発生源、例えば半導体製造装置から排出される排ガスを流通させる排ガス通路の要所の内面を振動させる加振装置を備えた場合、予めこの装置を前記排ガス通路に設置しておき、排ガス通路内面の付着物が所定量以上に成長する前にこの装置を作動させることにより、付着物を排ガス通路内面より振い出して排ガス通路内に舞い上がらせ、これを排ガス通路内の気流に乗せて下流側に排出することができる効果を奏するのである。
【0096】
又、本発明装置において、粉塵発生源、例えば半導体製造装置から排出される排ガスを流通させる排ガス通路の要所の内面に流体を吹付ける流体噴射装置を備えた場合、予めこの装置を前記排ガス通路に設置しておき、排ガス通路内面の付着物が所定量以上に成長する前にこの本発明第4装置を作動させることにより、付着物を排ガス通路内面より吹き飛ばして排ガス通路内に舞い上がらせ、これを排ガス通路内の気流に乗せて下流側に排出することができる効果を奏するのである。
【0097】
このように、本発明装置を予め排ガス通路に設置しておき、排ガス通路内面の付着物が所定量以上に成長する前にこの本発明装置を作動させることにより、付着物を排ガス通路内面より剥離、除去して排ガス通路内に舞い上がらせ、これを排ガス通路内の気流に乗せて下流側に排出する本発明方法を実施することができる。
【0098】
そして、本発明方法は、粉塵発生源、例えば半導体製造装置の排ガスを流通させる排ガス通路の要所に該排ガス通路の内面に付着する付着物を除去する排ガス通路クリーニング装置、例えば半導体排ガス通路クリーニング装置を予め付設しておき、その排ガス通路の要所内面の付着物が所定量に成長する前に、この半導体排ガス通路クリーニング装置を作動させて付着物を排ガス通路内に舞い上がらせ、これを排ガス通路内を流れる気流に乗せて下流側に排出するので、本発明方法によれば、排ガス通路を取り外すことなく排ガス通路の要所のクリーニングを実施できる、という効果を得ることができる。
【0099】
従って、本発明方法によれば、排ガス通路のクリーニングのために粉塵発生源、例えば半導体製造装置を停止させ、排ガス通路の排ガスをパージする必要はなくなり、粉塵発生源、例えば半導体製造装置の稼動中でも排ガス通路のクリーニングを実施することができる、という効果も得ることができる。
【0100】
その結果、本発明方法によれば、排ガス通路のクリーニングのために粉塵発生源、例えば半導体製造装置の稼動率が低下するおそれがなくなり、又、粉塵発生源、例えば半導体製造装置の稼動率を下げずにクリーニングを行う上での日程的な制限がなくなり、必要な頻度でクリーニングを実施して、付着物が排ガスの流れを妨げたり、排ガス通路を閉塞したりすることを確実に防止することができるなどの効果も得ることができる。
【0101】
更に、本発明方法によれば、クリーニングのために排ガス通路を脱着しないので、例えば半導体製造装置の停止、排ガス通路内の排ガスのパージ、排ガス通路の取り外し、クリーニング装置の挿入などのクリーニングを実施する前の準備作業や、クリーニング装置の取り出し、排ガス通路の取り付け、排ガス通路内のエアパージなどのクリーニング終了後の事後処理作業が不要になり、人手と時間を節約できる、という効果も得ることができる。
【0102】
又更に、本発明方法によれば、クリーニングのために排ガス通路を脱着しないので、付着物が大気と接触して爆発的に反応したり、燃焼して有害ないし危険なガスを発生したりするおそれがなくなり、安全性が高められる、という効果も得ることができる。
【0103】
加えて、本発明方法によれば、排ガス通路より舞い上がらせた付着物が排ガス通路内の気流に乗って下流側に排出されるので、排ガス通路の下流に集塵装置を接続して、排ガス通路から除去された付着物を周囲に飛散させることなく安全に回収することができる、という効果も得ることができる。
【図面の簡単な説明】
【図1】図1は本発明第1装置の構成図である。
【図2】図2は本発明第2装置の構成図である。
【図3】図3は本発明第2装置の他例を示す構成図である。
【図4】図4は本発明第3装置の構成図である。
【図5】図5は本発明第4装置の構成図である。
【図6】図6は図5のA−A線断面図である。
【図7】図7は本発明第4装置の他例を示す構成図である。
【図8】図8は図7のB−B線断面図である。
【符号の説明】
1 半導体製造装置
2 排ガス通路
4 半導体排ガス通路クリーニング装置
5 清掃具
6 駆動手段
7 制御手段
10 半導体排ガス通路クリーニング装置
12 はたき
15 操作手段
17 半導体排ガス通路クリーニング装置
18 はたき(チューブ)
23 操作手段
24 半導体排ガス通路クリーニング装置
25 加振装置
26 操作手段
27 半導体排ガス通路クリーニング装置
28 流体噴射装置
Claims (2)
- 粉塵発生源からの排ガスを流通させる排ガス通路の直線部分に、チューブの中に圧縮流体を通して先端から噴射させて鞭のように動かしてはたきだすことにより当該排ガス通路の内面に付着する付着物を除去する排ガス通路クリーニング装置を予め付設して、前記内面への付着物の付着量が所定量以上に成長する前の任意の段階で前記排ガス通路クリーニング装置を作動させて付着物を前記内面より排ガス通路内に舞い上がらせ、この排ガス通路内を流れる気流に乗せて下流に排出することを特徴とする排ガス通路のクリーニング方法。
- 粉塵発生源の排ガスを流通させる排ガス通路の直線部分の内面をチューブの中に圧縮流体を通して先端から噴射させて鞭のように動かしてはたくはたきと、このはたきを操作する操作手段とを備えることを特徴とする排ガス通路クリーニング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000389119A JP4642995B2 (ja) | 2000-12-21 | 2000-12-21 | 排ガス通路のクリーニング方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000389119A JP4642995B2 (ja) | 2000-12-21 | 2000-12-21 | 排ガス通路のクリーニング方法及びその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002186925A JP2002186925A (ja) | 2002-07-02 |
| JP4642995B2 true JP4642995B2 (ja) | 2011-03-02 |
Family
ID=18855736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000389119A Expired - Fee Related JP4642995B2 (ja) | 2000-12-21 | 2000-12-21 | 排ガス通路のクリーニング方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4642995B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100838727B1 (ko) * | 2002-08-02 | 2008-06-16 | 주식회사 포스코 | 덕트 곡관부의 이물질 제거장치 |
| CN103091090B (zh) * | 2013-01-09 | 2015-03-25 | 昆山鸿志犀自动化机电设备有限公司 | 带清扫机构的键帽拉拔力测试装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62227482A (ja) * | 1986-03-31 | 1987-10-06 | 日本農薬株式会社 | ダクトクリ−ニング装置 |
| JPH02102772A (ja) * | 1988-10-12 | 1990-04-16 | Shinzo Katayama | 配管清掃ノズル |
| JPH0356395U (ja) * | 1989-10-05 | 1991-05-30 | ||
| JPH05263248A (ja) * | 1992-03-16 | 1993-10-12 | Hitachi Electron Eng Co Ltd | 配管クリーニング機構 |
| JPH0642804A (ja) * | 1992-07-24 | 1994-02-18 | Ryoden Semiconductor Syst Eng Kk | セルフクリーニング機構付ダクト |
| JPH0699154A (ja) * | 1992-09-22 | 1994-04-12 | Tokyo Koken Kk | 空調用ダクト清掃装置 |
| JPH0751648A (ja) * | 1993-08-12 | 1995-02-28 | Toyo Hightech Kk | フレキシブルコンテナクリーニング装置 |
| JPH11192462A (ja) * | 1997-12-29 | 1999-07-21 | Amano Corp | ダクト管用粉塵清掃装置 |
| JP2000015202A (ja) * | 1998-06-30 | 2000-01-18 | Lion Corp | 高粘性流体移送配管内の洗浄滅菌システムおよび高粘性流体移送配管内の洗浄滅菌方法 |
-
2000
- 2000-12-21 JP JP2000389119A patent/JP4642995B2/ja not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62227482A (ja) * | 1986-03-31 | 1987-10-06 | 日本農薬株式会社 | ダクトクリ−ニング装置 |
| JPH02102772A (ja) * | 1988-10-12 | 1990-04-16 | Shinzo Katayama | 配管清掃ノズル |
| JPH0356395U (ja) * | 1989-10-05 | 1991-05-30 | ||
| JPH05263248A (ja) * | 1992-03-16 | 1993-10-12 | Hitachi Electron Eng Co Ltd | 配管クリーニング機構 |
| JPH0642804A (ja) * | 1992-07-24 | 1994-02-18 | Ryoden Semiconductor Syst Eng Kk | セルフクリーニング機構付ダクト |
| JPH0699154A (ja) * | 1992-09-22 | 1994-04-12 | Tokyo Koken Kk | 空調用ダクト清掃装置 |
| JPH0751648A (ja) * | 1993-08-12 | 1995-02-28 | Toyo Hightech Kk | フレキシブルコンテナクリーニング装置 |
| JPH11192462A (ja) * | 1997-12-29 | 1999-07-21 | Amano Corp | ダクト管用粉塵清掃装置 |
| JP2000015202A (ja) * | 1998-06-30 | 2000-01-18 | Lion Corp | 高粘性流体移送配管内の洗浄滅菌システムおよび高粘性流体移送配管内の洗浄滅菌方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002186925A (ja) | 2002-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5921563B2 (ja) | アトマイザー用の洗浄機器および洗浄ブラシ、および対応する洗浄方法 | |
| US5676164A (en) | Tobacco curing process and apparatus for implementing the process | |
| JP2019503845A (ja) | スプレーしぶき除去システムを持つ塗装ブースおよびスプレーしぶきを除去するための方法ならびに設備 | |
| JP2015128745A (ja) | ジェットエンジンの洗浄方法及び洗浄装置 | |
| JP4642995B2 (ja) | 排ガス通路のクリーニング方法及びその装置 | |
| CN116617802B (zh) | 一种大气污染物处理装置及其处理方法 | |
| KR20130009560A (ko) | 드라이아이스를 이용한 세정 방법 및 이 방법에 사용하는 장치 | |
| TWM621662U (zh) | 廢氣淨化系統 | |
| TW202224757A (zh) | 廢氣淨化系統 | |
| JP4849199B2 (ja) | 円弧状に移動するノズルを備えた洗浄装置 | |
| JP3468995B2 (ja) | 樹脂製容器の清掃方法および装置 | |
| JP3654642B2 (ja) | ガス浄化装置 | |
| US6604257B1 (en) | Apparatus and method for cleaning a conduit | |
| JP4256795B2 (ja) | 電気集じん器の清掃方法 | |
| CN220861005U (zh) | 一种用于氧化钙生产废气除尘设备 | |
| JP2008062171A (ja) | フィルターの清掃機器 | |
| CN219023786U (zh) | 一种废气除尘洗涤塔 | |
| CN211925802U (zh) | 一种喷射系统以及垃圾焚烧系统 | |
| JP4165353B2 (ja) | 空気輸送装置の洗浄方法 | |
| JP2002068040A (ja) | 自動車用バンパーの皮膜除去方法 | |
| CN217473036U (zh) | 一种干混砂浆除尘装置 | |
| JP2004114022A (ja) | 高圧水噴射ガンの噴射水回収装置 | |
| CN211514967U (zh) | 一种便携式光触媒喷涂装置 | |
| JP7216999B2 (ja) | 回転式噴射器具と回転式噴射器具集合体と流体噴射装置と噴射式清浄処理方法 | |
| KR101009780B1 (ko) | 모터용 청소 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100630 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101130 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4642995 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |