JP4635206B2 - 管内部の表面改質または洗浄方法及び該方法に使用される管内部の表面改質または洗浄装置 - Google Patents
管内部の表面改質または洗浄方法及び該方法に使用される管内部の表面改質または洗浄装置 Download PDFInfo
- Publication number
- JP4635206B2 JP4635206B2 JP2006055970A JP2006055970A JP4635206B2 JP 4635206 B2 JP4635206 B2 JP 4635206B2 JP 2006055970 A JP2006055970 A JP 2006055970A JP 2006055970 A JP2006055970 A JP 2006055970A JP 4635206 B2 JP4635206 B2 JP 4635206B2
- Authority
- JP
- Japan
- Prior art keywords
- tube
- pressure
- pipe
- cavitation
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Cleaning By Liquid Or Steam (AREA)
- Cleaning In General (AREA)
Description
この方法は、ショットと呼ばれる微細な球を高圧空気によって加速し、ノズルと呼ばれる噴き出し口から処理対象部品に高速で吹き付けることにより、対象部品表面に残留圧縮応力を付加するものである。
しかしながら、この方法では、管内部を有効に処理するには構造が複雑になるという問題があった。
この方法は、液中にてノズルから噴射するキャビテーションを伴う高速水噴流を金属材料表面に直接衝突させてキャビテーション気泡を崩壊させ、その衝撃圧で金属材料表面部の残留応力を解放するものである。
しかしながら,管の内径が異なると,どの領域がピーニングできるか全く不明であるという課題がある。

キャビテーションは,沸騰と同様に液体が気体になる現象である。ただし,キャビテーションの場合は,流速が増大して,圧力が飽和蒸気圧まで低下して気体になる。速度が低下して圧力が回復するときに,短時間に気泡が収縮してマイクロジェットや衝撃波(収縮後の再膨張による)を生じて衝撃力が発生する。キャビテーションの場合にも,沸騰と同様に,小さな気泡(通常,水中に8ppm程度空気が溶けている)からキャビテーションになるので,大きな気泡からキャビテーションになると,大きなキャビテーション気泡になる。しかし,収縮時に小さくなれないので,衝撃力が気泡の再膨張により緩慢になり,衝撃力が極端に弱まる。この気体により衝撃力が弱まることをクッション効果と呼ぶ。
したがって、上記の本発明の方法によれば、クッション効果によるキャビテーション衝撃力が弱まることはない。
これによれば、本発明の方法を安価に実施することができる。
これによれば、適切に所定の管内部のキャビテーション気泡の崩壊領域にキャビテーション気泡の崩壊衝撃力が作用した管が得られる。
この特徴によれば、簡単に所定の管内部のキャビテーション気泡の崩壊領域にキャビテーション気泡の崩壊衝撃力作用させることができる。
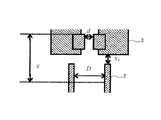
これにより、管2の内部の所定のスタンドオフ距離xにおいて、キャビテーション気泡の崩壊衝撃力を作用させることができ、効率が良い処理が可能となる。
請求項1に係る発明によれば、所定の管内部のキャビテーション気泡の崩壊領域にキャビテーション気泡の崩壊衝撃力を作用させることができるので、効率が良い処理が可能となる。そして、管内径Dとキャビテーション気泡の崩壊領域xに応じて,ノズル口径d,噴射圧力p1,管内部の圧力p2を選定して処理を行うことができる。
2 管
3 ノズル
4 管路
5 流量制御弁(第1圧力制御手段)
6 管路
7 圧力制御弁(第2圧力制御手段)
8 入力手段
9 制御手段
10 キャビテーション
100 ポンプ
101 アルミニウム管(供試管)
102 ノズル
103 高圧プランジャポンプ
104、107 弁
105、106 圧力ゲージ
Claims (5)
- ノズルから高圧液体を管の内部に噴射して、高圧液体の噴流まわりにキャビテーションを発生させ、キャビテーション気泡の崩壊衝撃力により管内部の表面を改質または洗浄する方法であって、
前記管内径と前記ノズル口径に応じて、前記高圧液体の噴射圧力と前記管内部の圧力を制御することにより前記管内部のキャビテーション気泡の崩壊領域を制御する管内部の表面改質または洗浄方法において、
前記管内径D,前記ノズル口径d,前記高圧液体の噴射圧力p1,前記管内部圧力p2,前記崩壊領域xとした場合、以下の関係式が成立することを特徴とする管内部の表面改質または洗浄方法。
- 前記ノズルを前記管外部に配置して、前記管内部を液体で充満するとともに、前記高圧液体を液体中に噴射することを特徴とする請求項1に記載の管内部の表面改質または洗浄方法。
- 前記液体が水であることを特徴とする請求項1または2に記載の管内部の表面改質または洗浄方法。
- 請求項1ないし3のいずれかに記載の方法で製造されたことを特徴とする管。
- 請求項1ないし3のいずれかに記載の方法に使用される管内の表面改質または洗浄装置において、
管と、
該管内部に高圧液体を噴射するノズルと、
前記高圧液体の噴射圧力p1を制御する第1圧力制御手段と、
前記管内部の圧力p2を制御する第2圧力制御手段と、
前記管内径Dと前記ノズル口径dに応じて、前記高圧液体の噴射圧力p1と前記管内部の圧力p2を制御することにより前記管内部のキャビテーション気泡の崩壊領域xを制御する制御手段と、
を備えたことを特徴とする管内部の表面改質または洗浄装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006055970A JP4635206B2 (ja) | 2006-03-02 | 2006-03-02 | 管内部の表面改質または洗浄方法及び該方法に使用される管内部の表面改質または洗浄装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006055970A JP4635206B2 (ja) | 2006-03-02 | 2006-03-02 | 管内部の表面改質または洗浄方法及び該方法に使用される管内部の表面改質または洗浄装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007229650A JP2007229650A (ja) | 2007-09-13 |
| JP4635206B2 true JP4635206B2 (ja) | 2011-02-23 |
Family
ID=38550774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006055970A Active JP4635206B2 (ja) | 2006-03-02 | 2006-03-02 | 管内部の表面改質または洗浄方法及び該方法に使用される管内部の表面改質または洗浄装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635206B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5463985B2 (ja) * | 2010-03-17 | 2014-04-09 | 株式会社リコー | 画像形成装置 |
| CN109773406B (zh) * | 2019-02-21 | 2020-12-08 | 江苏大学 | 一种表面空化无丸强化处理装置 |
| CN110157879B (zh) * | 2019-04-28 | 2020-11-03 | 江苏大学 | 增材制造成形内孔表面抛光及强化一体化加工系统及方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4176197B2 (ja) * | 1998-08-12 | 2008-11-05 | 関西電力株式会社 | 小口径管の内面残留応力状態を改善する方法 |
-
2006
- 2006-03-02 JP JP2006055970A patent/JP4635206B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007229650A (ja) | 2007-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3162104B2 (ja) | 金属材料の残留応力改善方法 | |
| EP1170387B1 (en) | Surface refining and cleaning method for metal parts or the like and device therefor | |
| JP7157994B2 (ja) | 超高温高圧キャビテーションを発生させる方法、物質の表面に圧縮残留応力を付与するとともに、表面の幾何学的形状、機械的特性および耐食性を変化させる方法、及び、超高温高圧キャビテーションの発生装置 | |
| Soyama et al. | Fatigue strength improvement of gears using cavitation shotless peening | |
| JP5578318B2 (ja) | キャビテーション発生装置 | |
| EP3366416B1 (en) | Water jet peening method | |
| CN101293230A (zh) | 通气式喷嘴和可调式空化水喷丸方法 | |
| Lu et al. | Experimental investigation on the performance of improving jet pump cavitation with air suction | |
| JP4635206B2 (ja) | 管内部の表面改質または洗浄方法及び該方法に使用される管内部の表面改質または洗浄装置 | |
| JP5352600B2 (ja) | 管内面に対するウォータージェットピーニングによる残留応力改善方法及びその装置 | |
| JP5996348B2 (ja) | キャビテーションノズル | |
| JPH07328857A (ja) | ウォータージェットピーニング装置およびウォータージェットピーニング法 | |
| JP2991545B2 (ja) | 残留応力改善方法並びに残留応力改善装置及びウォータジェットピーニング用ノズル | |
| CN104673972B (zh) | 一种射流喷丸装置 | |
| JP4176197B2 (ja) | 小口径管の内面残留応力状態を改善する方法 | |
| JP2002200528A (ja) | 小口径管内面の残留応力低減方法 | |
| JP4729282B2 (ja) | 管内面に対するウォータージェットピーニングによる残留応力改善方法及びその装置 | |
| JP5627761B2 (ja) | ウォータージェットピーニング施工方法 | |
| JP2010214477A (ja) | 表面処理方法及び表面処理装置 | |
| Soyama et al. | Improvement of the fatigue strength of stainless steel SUS316L by a cavitating jet with an associated water jet in water | |
| Soyama et al. | Optimum injection pressure of a cavitating jet for introducing compressive residual stress into stainless steel | |
| JP3315153B2 (ja) | キヤビテーシヨンジエツトノズル | |
| Soyama et al. | Improvement of fatigue strength on stainless steel by cavitating jet in air | |
| Sekine et al. | Surface modification of alloy tool steel for forging dies by cavitation peening | |
| Macodiyo et al. | Effect of cavitation number on the improvement of fatigue strength of carburized steel using cavitation shotless peening |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101001 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |