以下、図面を参照しつつ、本発明の実施の形態に係る回転電機の固定子の製造方法について説明する。以下の説明では、同一の部品には同一の符号を付してある。それらの名称および機能も同じである。したがってそれらについての詳細な説明は繰返さない。
<第1の実施の形態>
本実施の形態に係る固定子の製造方法を説明するにあたり、まず、この固定子の製造方法により製造された回転電機の固定子の構造について同期モータの固定子を一例として説明する。
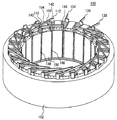
同期モータは、固定子と永久磁石からなる回転子とから構成される。固定子100は、図1に示すように固定子鉄心(以下の説明において、「ステータコア」は、「固定子鉄心」と同じ意味を示す。)102と、コイル112と、バスバー110と、バスバー位置決めブロック104と、渡り部材106とから構成される。
ステータコア102は、複数の電磁鋼板が積層され中空円筒形状を形成している。そして、ステータコア102は、同期モータの回転軸に平行な方向に所定数の溝(以下、スロットという)を有している。所定数のスロットは、極数に対応した個数を有している。極数は、特に限定されるものではないが本実施の形態においては、たとえば、21とする。また、スロット間には、歯部(以下、ティースという。)108を有している。ティースの個数もスロットと同様に極数に対応している。したがって、本実施の形態において、極数が21のステータコア102は、21個のティース間に21個のスロットが形成されている。
そして、ティース108には、端部が巻着可能に開いた複数の予め定められた形状の導体の金属平板(図示せず)が積層された金属導体である積層体コイル(図示せず)が同期モータの回転軸に平行な方向に、ティース108を跨ぐようにして、ティース108の両脇のスロットに挿入されている。そして、ティース108の両脇のスロットにおいては、同期モータの径方向に複数の積層体コイルが挿入されている。挿入される積層体コイルの数は、特に限定されるものではないが、たとえば、本実施の形態においては、ティース108を跨ぐようにして径方向に10個の積層体コイルが挿入されている。
積層体コイルの開放端部は、直線形状の導体であるバスバー110の両端部と接合される。このとき、バスバー110の一方端部は、積層体コイルの開放端部の一方と接合される。そして、バスバー110の他方端部は、積層体コイルに隣接する積層体コイルに有する開放端部の一方に接合される。以下同様に、10個の積層体コイルの開放端部の一方がバスバーを介して隣接する積層体コイルの開放端部の一方とそれぞれ接続されることにより、ティース108にコイルが10回巻着された状態となる。すなわち、10ターンのコイル112が形成される。
ティース108において複数の積層体コイルの開放端部間を接続するための複数のバスバーが位置決めされてバスバー位置決めブロック104に固定される。そのため、バスバー位置決めブロック104が所定の位置に設置され、押圧されることにより、複数の積層体コイルの開放端部にそれぞれ対応したバスバーが組み付けられる。そして、レーザ溶接、あるいは、TIG溶接などの接合処理により、組み付けられたバスバーと開放端部とが接合される。
複数のバスバーが接続されて、ティース108に巻着されたコイル112は、ティース108の両脇のスロットのうち一方のスロットの内周側と他方のスロットの外周側にそれぞれバスバーに接続されないコイル端部を有する。そして、コイル端部の各々は、他のティースに巻着されたコイルと渡り部材106により接続される。また、ステータコア102に含まれる他のティースにおいても同様に、10ターンのコイルが形成されている。そして、各ティースのコイル間の接続は、3ティース毎のコイル端部が渡り部材を用いて接続される。そして、コイル端部140、142、144は、渡り部材により互いに接続される。このようにして、三相の同期モータの固定子100が形成される。そして、コイル端部134、136、138のそれぞれに交流電力の位相を制御して供給することにより、磁界が発生する。同期モータの回転子は、発生した磁界に基づいて回転力を得る。
積層体コイルを構成する金属平板の材質は、少なくとも導体の金属平板であれば、特に限定されるものではないが、本実施の形態において、たとえば、銅圧延素材である。金属平板として銅圧延素材を用いることにより、銅が高い熱伝達率を有するために、よりコイルの放熱性を向上させることができる。また、銅は内部抵抗が低く、導体として伝導率も高い。そのため、電流密度を向上させたときの発熱も低減させることができる。そして、銅圧延素材の金属平板の表面には酸化銅の絶縁被覆の表面処理が施されている。
また、積層体コイルを構成するステータコアに巻着可能に開いた予め定められた形状の金属平板は、開放端部と、平行な上底および下底と、上底および下底を接続する接続端部とを有する形状である。本実施の形態においては、積層体コイルは、たとえば、コの字形状の金属平板を積層して形成される。すなわち、積層体コイルは、プレス工程において、コの字形状にプレス成形された金属平板が積層されて形成される。ただし、プレス成形される金属平板の形状は、コの字形状に特に限定されるものではない。たとえば、金属平板は、U字形状にプレス成形されてもよい。
図2に示すように、本実施の形態における積層体コイル114は、複数のコの字形状の金属平板が積層されて形成される。このとき、積層体コイル114の開放端部と平行な上底および下底とがティース108の両脇のスロット146、148にそれぞれ挿入される。また、上底および下底とを接続する接続端部は、コイルエンド部を形成する。このとき、積層体コイル114において、スロット146、148へ挿入される上底および下底の断面を図3(A)に示す。また、コイルエンド部を形成する接続端部の断面を図3(B)に示す。図3(A)および図3(B)を比較すると、積層体コイル114においてコイルエンド部を形成する接続端部の断面積は、スロット146、148に挿入される上底および下底の断面積よりも大きい。
そのため、コイルエンド部およびスロット146、148における積層体コイル114の断面積を同じとした場合に比べて、コイルエンド部を形成するコイルの体積が増加する。そのため、コイルエンド部における熱容量が向上する。スロット内に発熱した熱は、熱抵抗の殆どない同一ターンのコイルエンド部に伝達される。その結果、スロット内のコイルからコイルエンド部への放熱性が向上する。したがって、スペースの小さなスロット内のコイルにおいて電流密度を向上させることが可能となる。すなわち、電流密度が向上した分のステータコア102の小型化が可能となる。
以下、図2を用いて説明したように積層体コイル114においてコイルエンド部を形成する接続端部の断面積を、スロットへ挿入される上底および下底の断面積よりも大きくすることにより、スロット内の電流密度を向上させることができる原理について説明する。
コイルの短時間の熱定格として以下のように考える。1)コイルの発熱がすべてコイルの温度上昇に使われているとする。2)コイルの温度はどの部分も均一とする。また、同一ターン内の積層体コイル内部の熱抵抗は、外部への放熱抵抗よりも十分小さい。
このとき、積層体コイルの全発熱量Qは、Q=2×(Ra(積層体コイル114の上底および下底の抵抗)+Rb(積層体コイル114の接続端部の抵抗))×I2(電流)×dt(通電時間)と表わすことができる。すなわち、Q=γ(銅比熱)×ρ(銅密度)×2×(Aa(上底および下底の断面積)×La(上底および下底の長さ)+Ab(接続端部の断面積)×Lb(接続端部の長さ))×dT(温度上昇)となる。
一方、コイル抵抗Rは、R=2×(Ra+Rb)=2×α(比抵抗)×(La/Aa+Lb/Ab)と表わすことができる。
すなわち、Q=2×α×(La/Aa+Lb/Ab)×I2×dt=γ×ρ×2×(Aa×La+Ab×Lb)×dTとなる。ここで、Lb=X×Laとし、Ab=Aaとして、上述した式を整理すると、(I/Aa)2=γ×ρ/α×(dT/dt)×(X×Y2+Y)/(X+Y)となる。すなわち、上述した式の右辺のγ×ρ/α×(dT/dt)の項が一般のモータにおいて、スロット側の上底および下底の断面積と、コイルエンド側の接続端部の断面積とが同じである場合の実質的な式となる。すなわち、定格時間における温度上昇dTは、電流密度(I/Aa)の2乗に比例する。また(X×Y2+Y)/(X+Y)の項は、スロット側の上底および下底の長さおよび断面積とコイルエンド側の接続端部の長さおよび断面積とが異なる場合に憂慮すべき項である。たとえば、LbがLaの長さの0.3倍(X=0.3)かつAbがAaの断面積の3倍(Y=3)のとき、(X×Y2+Y)/(X+Y)の項は、1.314となる。すなわち、同一温度条件で約1.3倍のスロット内の電流密度を向上させることができる。これは、約3割の小型化が可能であることを意味する。以上のことから、積層体コイル114において、コイルエンド部を形成する接続端部の断面積をスロットへ挿入される上底および下底の断面積よりも大きくすることにより、スロット内の電流密度を向上させることができる。
また、スロット内のコイルにおいては、ステータコア102と接触している。そのため、銅損により発生した熱をステータコアに放熱することにより、温度を低く維持しやすい。一方、コイルエンド部のコイルにおいては、空気にさらされている。そのため、銅損により発生した熱を外部に放熱することが難しい。そこで、本実施の形態において、コイルエンドを形成する金属平板をステータコアに接触するようにコの字形状を形成する。その結果、コイルエンド部からステータコア102への放熱が可能となる。そのため、コイルエンド部の放熱性を高めることができる。すなわち、たとえば、スロットがステータコアの端面に直交して形成されている場合、コの字形状のコイルを積層方向から見て上底および下底と接続端部との内側の角度を直角にする。そのため、コイルエンドを形成する金属平板をステータコアに接触させることができる。また、たとえば、スロットがスキュー角をつけて形成される場合においても、上底および下底との接続端部との内側の角度をスキュー角に対応した角度にする。そのため、コイルエンドを形成する金属平板をステータコアに接触させることができる。
また、モータの体格の軸方向の長さは、ステータコアとステータコアに巻着されたコイルエンド部の体格で規定される。そのため、金属平板および積層体コイルをコの字形状に形成することにより、コイルエンド部の占積率を高めることができる。その結果、固定子の小型化が図れる。
次に、積層体コイル114を形成する複数のコの字形状の金属平板には、図2の積層体コイル114に示されるように、3ヶ所の突出部が設けられている。そして、積層体コイル114を形成するために、金属平板の突出部の凹部に他の金属平板の突出部の凸部を圧入するいわゆる積層カシメにより互いが固定される。そして、同様に予め定められた枚数の金属平板に対して、積層カシメにより固定することにより、積層体コイル114が形成される。積層体コイル114を形成する金属平板が互いに固定されることにより、積層体毎の運搬が可能となる。その結果、固定子に対して積層体コイル114の組み付け時の作業性が向上する。なお、予め定められた枚数は、特に限定されるものではないが本実施の形態において、3枚または4枚の金属平板の積層により積層体コイル114が形成される。
図4(A)は、コの字形状の金属平板116の突出部を含むように積層方向に切断した断面図である。そして、図4(B)に示すように積層カシメにより、金属平板116の突出部の凸部が金属平板120の突出部の凹部に圧入される。そして、金属平板120の凸部が金属平板122に設けられた穴部に圧入されて互いに固定される。このようにして、図4(C)に示すような積層体コイル114が形成される。
また、隣接する積層体コイルとの固定には、接着剤を用いてもよい。すなわち、金属平板の突出部の凹部を接着剤の受け皿として塗布することにより、図4(D)に示すように積層体コイル114と積層体コイル124との接着を行なってもよい。積層体コイル同士を接着する際に、カシメ部を接着材の受け皿とすることができる。そのため、コイルの組み立て時の作業性を向上させることができる。
以下の説明において、上述した固定子100の構成に基づき、銅圧延素材から固定子100が形成される過程について説明する。
図5は、銅圧延素材の金属平板126の外観を示す図である。銅圧延素材の金属平板126の表面には、酸化銅の絶縁被覆の表面処理がされている。プレス工程において、銅圧延素材の金属平板126は、コの字形状にプレス成形される。そして、コの字形状にプレス成形された金属平板は、図4において説明したように、予め定められた枚数だけ積層される。そして、金属平板を積層カシメにより互いに固定することにより、図6(A)に示すように、積層体コイル114が形成される。そして、積層体コイル114は、図6(B)に示すように、隣接する積層体コイルに対する絶縁処理が行なわれる。隣接する積層体コイルとの絶縁は、特に限定されるものではないが、たとえば、ガラス等の無機材質を介在させてもよいし、積層体毎にエナメル処理を施してもよい。そして、積層体コイル114は、図6(C)に示すように、絶縁体上の所定の位置に接着剤を塗布して、他の積層体コイルと接着することができる。あるいは、図4(D)を用いて説明したように積層体コイルの互いの突出部の凹部を接着剤の受け皿として用いてもよい。
絶縁体を介在させて複数の積層体コイルを接着することにより、図7に示すようにコイル112が形成される。このとき、コイル112を形成する積層体コイルのそれぞれにおいて異なる寸法を有するコの字形状の金属平板を積層する。このようにして、スロットに挿入される積層体コイルの断面形状を自由に設定することができる。すなわち、スロットの形状に合わせて、同期モータの径方向の内周側から外周側にかけて、(図7において、上部から底部にかけて)、コの字形状のスロットに挿入される金属平板の幅を大きくする。そのため、スロット内におけるコイル112の占積率を高くすることができる。
複数の積層体コイルにより形成されたコイル112は、図8に示すように、ステータコア102のティース108を跨ぐようにして挿入される。すなわち、コイル112の上底および下底に対応するそれぞれの開放端部は、同期モータの回転軸方向と平行な方向に、ティース108の両脇のスロット146、148に対してそれぞれ挿入される。
積層体コイルの開放端部とバスバーとが接触する接触部において、予め定められた枚数の金属平板のうちの一部に板厚方向と直交する長さを異なる長さとして所定形状の切り欠きを設けることにより、嵌合部が形成される。嵌合部を形成することにより、バスバーの組付け性が向上する。
図9に、スロット146および148に挿入されたコイル112の開放端部を示す。図9に示すように、コイル112を形成する積層体コイルは、積層体コイルの各々において異なる形状の嵌合部を有する。また、各積層体コイルの各々において、異なる形状の嵌合部を有することにより、バスバーが組み付けられる際に、組み付け間違いを防止することができる。異なる嵌合部の形状は、積層体コイルを形成する金属平板において、所定形状の切り欠きを有する金属平板の枚数を変更することにより実現できる。
なお、図10に示すように、各積層体コイルの接合部に対応した複数のバスバーを個別に組み付ける場合、少なくとも隣接する積層体コイルにおける嵌合部の形状と異なることとする。隣接する積層体コイルの嵌合部の形状が異なることにより、バスバーの組み付け間違いを防止することができる。
特に、図11に示すように、複数のバスバーが固定された位置決めブロック104により一度に組み付け等の作業を行なう場合は、コイル112における各積層体コイルの開放端部の嵌合部において少なくとも1つが異なる形状を有することにより、バスバーの組み付け時の組み付け間違いを防止することができる。さらに、接合場所が特定されるために、位置決めを行なうための治具なしで接合処理を施すことができる。本実施の形態においては、内周側の3つの積層体コイルと、中央の3つの積層体コイルと、外周側の4つの積層体コイルとで嵌合部は、異なる形状を有する。
バスバーが積層体コイルに組み付けられると、図12に示すように、コイル112に組み付けられたバスバーと各積層体コイルの開放端部とのそれぞれの嵌合部は、一点毎にレーザ溶接、あるいは、TIG溶接により多点接合される。
バスバーと各積層体コイルの開放端部とが接合されると、渡り部材を用いてティース毎に巻着されたコイルが接続される。すなわち、本実施の形態の同期モータは、三相の交流同期モータであるため、3ティース毎にコイルの外周側のコイル端部と内周側のコイル端部とが図13に示すように、渡り部材を用いて接続される。そして、図14に示すように、コイル112と渡り部材106とをレーザ溶接あるいはTIG溶接により、接合処理が施される。その結果、図1に示すような固定子100が形成される。そして、コイルエンド部に対して樹脂等を用いてモールド処理が施されて、図15に示すような固定子100が形成される。
本実施の形態に係る同期モータの固定子の製造方法においては、従来、コイルが巻着される前に行なっていた絶縁処理をコイルが巻着された後に行なう。このようにして、コイルおよび固定子鉄心に付着された絶縁材料の傷つきを防止するものである。
本実施の形態に係る同期モータの固定子の製造方法は、図16に示すような手順で行なわれる。
すなわち、S1000にて、固定子鉄心が製造される。すなわち、固定子鉄心は、電磁鋼板を所定の形状にプレス成形した後、予め定められた枚数だけ積層して形成される。S1100にて、コイルは、固定子鉄心のティースの形状に合致する形状に成形される。ここで、「ティースの形状に合致する形状」とは、コイルがティースに巻着されたときに、コイルとティースとの間で隙間が生じるように設計された形状である。本実施の形態に係るコイルは、図2に示したようにコの字形状の金属平板を積層した積層体コイルである。積層体コイルを固定子鉄心のティースを跨ぐようにして組み付けたときに、コの字形状の積層体コイルにおける開放端部を有する二つの部材間の幅の寸法は、対応するティースの幅の寸法よりも大きい寸法になるように設計される。
S1200にて、固定子鉄心に対して成形されたコイルを組み付ける。すなわち、図8〜図12までに示したように、固定子鉄心が有するスロットに対してコイルの開放端部を挿入する。このとき、コイルはスロット間のティースに跨ぐようにして組み付けられる。そして、コイルの開放端部に対してバスバーを用いて接続することにより、固定子鉄心に対してコイルが巻着された状態とする。このとき、コイルと固定子鉄心との間には、積層体コイルの二つの部材間の幅の寸法とティース幅の寸法との差に応じて隙間が生じる。
S1300にて、結線処理が行なわれる。すなわち、各スロットに巻着されたコイルの端部は、それぞれ対応するコイルの端部と、図13および図14に示したように渡り部材により結線処理が行なわれる。S1400にて、後絶縁工程が行なわれる。後絶縁工程とは、本実施の形態に係る回転電機においては、図15に示したように、固定子鉄心に巻着されたコイルに対して絶縁処理を施す処理である。絶縁処理については、本実施の形態において樹脂を加圧してコイルに付着されるいわゆる射出成形による絶縁処理を施すが、特に限定されるものではない。たとえば、エナメル材等の絶縁材料を満たした容器にコイルが巻着された固定子鉄心を含浸させることにより、コイルに対して絶縁処理を施してもよい。あるいは、容器にコイルが巻着された固定子鉄心を入れて密閉し、内部の空気を抜いた真空雰囲気において絶縁材料を充填していく真空含浸により絶縁処理を施してもよい。
このようにして、後絶縁工程における絶縁処理は、固定子鉄心とコイルとの隙間を絶縁材料である樹脂を用いて埋めるようにして絶縁される。そして、絶縁処理は、コイルと隣接するティースに巻着されるコイルとの間の隙間を樹脂を用いて埋めるようにして絶縁する。さらには、絶縁処理は、渡り部材あるいはバスバーとが接続されるコイルの結線処理処理部を樹脂を用いて埋めるようにして絶縁する。すなわち、本実施の形態においては、コイルが固定子鉄心に巻着された後に固定子鉄心とコイルとの間、コイルと隣接するティースに巻着されたコイルとの間、コイルの結線処理部の3ヶ所を同時に絶縁処理を行なう。絶縁処理が固定子鉄心にコイルが巻着された後に行なわれることにより、製造工程における絶縁被覆への傷つきを回避することができる。S1500にて、製造された固定子の不良品の検査等の最終検査を行なう。
以上のようにして、本実施の形態に係る回転電機の固定子の製造方法によると、コイルを形成するステップにて、コイルは、固定子鉄心が有するティースとコイルとの間に隙間を有するように設計された形状に形成される。コイルをティースに巻着させるステップにて、コイルは、ティースに巻着される。処理ステップにて、固定子鉄心に巻着されたコイルに対して絶縁処理を施す。このように、固定子鉄心にコイルが巻着された後に、固定子鉄心のティースとコイルとの間の隙間に対して絶縁処理を行なうことにより、品質の高い絶縁処理を施すことができる。すなわち、コイルの巻着後に絶縁処理を施すため、固定子鉄心へのコイル組み付け時に固定子鉄心あるいは、コイルは、絶縁被覆されていない。そのため、コイルの組み付け時に絶縁被覆が傷つくことを回避することができる。したがって、絶縁処理は、高い絶縁品質を確保することができる。これにより、絶縁品質を向上させた回転電機の固定子の製造方法を提供することができる。
また、固定子鉄心へのコイルの組み付け時においては、絶縁被覆されていないため、部品の精度が高い。そして、コイルの組み付け時に絶縁被覆の傷つきを考慮する必要がない。そのため、固定子鉄心へのコイルの組み付けの工程を自動化することができる。すなわち、固定子鉄心へのコイルの組み付け性が向上する。そして、組み付けたコイルの品質の安定が図れる。さらに、絶縁被覆の傷つきが起こらないため、固定子の中間検査として行なわれる絶縁検査の工程を省略することができる。そのため、固定子の製造時間の短縮が図れる。すなわち、固定子の製造コストの低減が図れる。
そして、上述したように固定子の絶縁被覆に対して製造工程におけるダメージを受けることがなくなるため、製造工程におけるダメージに対する絶縁材料の強度を確保する必要がなくなる。そのため、耐熱性、耐電圧のより高い絶縁材料を使用することができる。すなわち、回転電機の耐熱性、耐電圧を向上させることができる。
さらに、製造工程におけるダメージに対する絶縁品質、信頼性を確保する必要がなくなるために絶縁材料の選択が制限されることもなくなる。したがって、今まで製造工程におけるダメージに対する強度等が確保できないため使用できなかった無機系の材料(たとえば、セラミックス、ガラス繊維等)を絶縁材料として使用することができる。
また、コイルが固定子鉄心に巻着された後にコイルと固定子鉄心との間が絶縁されるように処理される。コイルの巻着後に絶縁処理を施すため、固定子鉄心へのコイルの組み付け時には、固定子鉄心あるいはコイルは絶縁被覆されていない。また、コイルは、固定子鉄心のティースとコイルとの間に隙間を有するように設計された形状に形成される。そのため、コイルの組み付け時に、絶縁被覆が傷つくことを回避することができる。したがって、コイルと固定子鉄心との間の、コイルの寸法とティースの寸法の差に応じて生じる隙間に対して絶縁処理により、高い絶縁品質を確保することができる。
そして、コイルが固定子鉄心に巻着された後にコイルと、コイルが巻着されたティースと隣接するティースに巻着されたコイルとの間が絶縁されるように処理される。コイルの巻着後に絶縁処理を施すため、固定子鉄心へのコイル組み付け時に固定子鉄心あるいは、コイルは、絶縁被覆されていない。そのため、コイルの組み付け時に絶縁被覆が傷つくことを回避することができる。したがって、コイルと、コイルが巻着されたティースと隣接するティースに巻着されたコイルとの間に対しての絶縁処理により、高い絶縁品質を確保することができる。
さらに、コイルが固定子鉄心に巻着された後に結線処理されたコイルが絶縁されるように処理される。コイルの巻着後に絶縁処理を施すため、固定子鉄心へのコイル組み付け時に固定子鉄心あるいは、コイルは、絶縁被覆されていない。そのため、コイルの組み付け時に絶縁被覆が傷つくことを回避することができる。したがって、結線処理されたコイルに対しての絶縁処理により、高い絶縁品質を確保することができる。
そして、コイルが固定子鉄心に巻着された後に絶縁処理を施すため、固定子鉄心とコイルとの間、コイルと、コイルが巻着されたティースと隣接するティースに巻着されたコイルとの間、結線処理されたコイルの結線処理部の3ヶ所の中の少なくとも2ヶ所が同時に絶縁されるように処理することが可能になる。そのため、製造時間の短縮が図れる。したがって、固定子の製造コストの低減が図れる。
なお、本実施の形態において、積層体コイル間の絶縁は、積層体コイル間に絶縁材料を介在させることにより行なわれるがたとえば、積層体コイルを固定子鉄心に挿入する際に積層体コイル間で隙間が生じるように組み付けてもよい。すなわち、後絶縁工程において、固定子鉄心とコイルとの間、積層体コイル間、コイルと、コイルが巻着されたティースと隣接するティースに巻着されたコイルとの間、結線処理されたコイルの結線処理部の4ヶ所の中の少なくとも2ヶ所が同時に絶縁されるように処理することが可能になる。
また、コイルをスロットに挿入する前に絶縁処理を行なった場合においても、コイル挿入後に上述したような箇所に絶縁処理を行なえばよい。
<第2の実施の形態>
以下、第2の実施の形態に係る回転電機の固定子の製造方法について説明する。本実施の形態に係る固定子の製造方法を説明するにあたり、まず、この固定子の製造方法により製造された回転電機の固定子の構造について同期モータの固定子を一例として説明する。
図17に示すように、本実施の形態に係る同期モータの固定子200は、部分固定子鉄心202と、コイル端部204、206と、渡り部材208と、端子210とから構成される。部分固定子鉄心は、複数が組み合わされて、同期モータの固定子鉄心を形成する。
部分固定子鉄心202にコイル(図示せず)が巻着されている。そして、巻着されたコイルのコイル端部206が渡り部材208を介して部分固定子鉄心218のコイル端部と接続される。そして、端子210と他の2つの端子(図示せず)とのそれぞれに交流電力の位相を制御して供給する。これにより、固定子200には、磁界が発生する。
図18(A)に示すように、固定子鉄心の製造工程において、部分固定子鉄心202が製造される。部分固定子鉄心202の製造方法は、特に限定されるものではないが、たとえば、粗形材を加工することにより形成されてもよいし、鉄粉に絶縁樹脂を混合し圧縮成形した、いわゆる圧粉成形により形成されてもよい。
一方、図18(B)に示すようにコイル端部204、206を有するコイル212が巻回される。このコイル212を形成する導電部材は、絶縁処理が施されていない。このコイル212の導電部材の製造方法は、特に限定されるものではないが、たとえば、本実施の形態において、コイル212は、直線形状の金属平板を導電部材として、この金属平板を屈曲させてらせん形状に形成して製造される。このとき、コイル212は、らせん形状に形成される金属平板同士が接触する接触部において、隙間が生じるように設計される形状である。さらに、コイル212は、ティース214の形状に合致する形状になるように形成される。すなわち、コイル212をティース214に挿入したときに、コイル212とティース214との間に隙間が生じる形状になるように設計される。具体的には、コイル212のらせん形状の金属平板における内側の穴の幅、高さの寸法がティース212の幅、高さの寸法よりも大きい寸法になるように設計される。
そして、図18(C)に示すように、コイル212は、部分固定子鉄心202に設けられるティース214に挿入されて巻着された状態となる。このとき、コイル212とティース214との間には、上述したようなそれぞれの寸法の差に応じて隙間が生じる。
そして、コイル212が巻着された部分固定子鉄心202は、図19に示すように、同様に形成される部分固定子鉄心216と接続される。部分固定子鉄心同士の接続は、特に限定されるものではないが、たとえば、部分固定子鉄心202におけるヨーク部の周方向の両端部に凹凸形状の突出部および開口部をそれぞれ設ける。そして、隣接する部分固定子鉄心216が有する凹凸形状の突出部および開口部と嵌合することにより、接続される。
以上のようにして、固定子鉄心が構成される。そして、各部分固定子鉄心に対応するコイル端部がそれぞれ3つごとに渡り部材を介して接続される結線処理が施されることにより、図17に示すような三相交流同期モータの固定子を構成する。
以上のような製造工程を経て構成された固定子200に対して、絶縁材料である樹脂を用いて絶縁処理を施す。すなわち、絶縁処理は、部分固定子鉄心202に巻着されたコイル212を形成するらせん形状の金属平板同士間に形成された隙間を樹脂で埋めるようにして絶縁する。そして、絶縁処理は、コイル212と部分固定子鉄心202との間に生じる隙間を樹脂を用いて埋めるようにして絶縁する。さらに、絶縁処理は、コイル212と、部分固定子鉄心202に隣接する部分固定子鉄心に巻着されるコイルとの隙間を樹脂を用いて埋めるようにして絶縁する。そして、絶縁処理は、コイル端部と渡り部材が接続される結線処理部が樹脂を用いて埋めるようにして絶縁する。
絶縁処理については、本実施の形態において樹脂を加圧してコイルに付着されるいわゆる射出成形による絶縁処理を施すが、特に限定されるものではない。たとえば、エナメル材等の絶縁材料に満たした容器にコイルが巻着された固定子鉄心を含浸させることにより、コイルに対して絶縁処理を施しても良い。あるいは、容器にコイルが巻着された固定子鉄心を入れて密閉し、内部の空気を抜いた真空雰囲気において絶縁材料を充填していく真空含浸により絶縁処理を施しても良い。
本実施の形態においては、コイルが固定子鉄心に巻着された後に、固定子鉄心とコイルとの間、らせん形状に形成された金属平板同士の接触部、コイルと隣接するティースに巻着されたコイルとの間、コイルの結線処理部の4ヶ所を同時に絶縁処理を行なう。絶縁処理が固定子鉄心にコイルが巻着された後に行なわれることにより、製造工程における絶縁被覆への傷つきを回避することができる。
このような構成の回転電機の固定子200の製造方法は、前述した第1の実施の形態において、S2400の後絶縁工程において、コイルを形成する金属平板同士の接触部に対して絶縁処理をさらに含む以外、図16を用いて説明した手順と同様の手順で行なわれる。そのため、詳細な説明は繰り返さない。
以上のようにして、本実施の形態に係る回転電機の固定子の製造方法によると、前述の第1の実施の形態と同様の効果を有する。
さらに、固定子鉄心における各ティースに巻着されたコイルは、らせん形状に形成された金属平板で形成される。また、コイルは、金属平板同士が接触する接触部を有する。なお、「接触部」は、金属平板同士の間に隙間を有している状態を含む。そして、処理ステップにて、コイルが固定子鉄心に巻着された後に接触部が絶縁されるように処理される。コイルの巻着後に接触部の絶縁処理を施すため、固定子鉄心へのコイル組み付け時に固定子鉄心あるいは、コイルは、絶縁被覆されていない。そのため、コイルの組み付け時に絶縁被覆が傷つくことを回避することができる。したがって、接触部に対しての絶縁処理により、高い絶縁品質を確保することができる。
また、コイルが固定子鉄心に巻着された後に絶縁処理を施すため、固定子鉄心とコイルとの間、コイルの金属平板同士の接触部、コイルと、コイルが巻着されたティースと隣接するティースに巻着されたコイルとの間、結線処理されたコイルの結線処理部の4ヶ所の中の少なくとも2ヶ所が同時に絶縁されるように処理することが可能になる。そのため、製造時間の短縮が図れる。したがって、固定子の製造コストの低減が図れる。
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
100,200 固定子、102 ステータコア、104 バスバー位置決めブロック、106,208 渡り部材、108,214 ティース、110 バスバー、112,212 コイル、114,124 積層体コイル、116,120,122,126 金属平板、134,136,138,140,142,144,204,206 コイル端部、146,148 スロット、150,152,218,318 端部、202,216,218 部分固定子鉄心、210 端子。