JP4597403B2 - ストレッチラベル - Google Patents
ストレッチラベル Download PDFInfo
- Publication number
- JP4597403B2 JP4597403B2 JP2001064149A JP2001064149A JP4597403B2 JP 4597403 B2 JP4597403 B2 JP 4597403B2 JP 2001064149 A JP2001064149 A JP 2001064149A JP 2001064149 A JP2001064149 A JP 2001064149A JP 4597403 B2 JP4597403 B2 JP 4597403B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- ethylene
- stretch label
- film
- label
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明は、ストレッチラベルに関し、更に詳しくは、ストレッチラベルを構成する原反フィルムが、カット性に優れてラベル製造時の作業性を著しく向上させることができ、更に、ストレッチ性、耐熱性、強靱性、耐損傷性、印刷適性等に優れ、フィルムの自己伸縮性を利用してボトル胴部の外周表面に強固に密接着して装着し得る極めて美麗なストレッチラベルに関する。
【0002】
【従来の技術】
従来、プラスチック、ガラス、あるいは、金属等からなる各種の包装用容器の外周表面に装着されるラベルとてしは、種々の形態のものが開発され、提案されているが、それらの一つに、フィルムの自己伸縮性を利用して、包装用容器の外周表面に装着されるストレッチラベルが知られている。
このものは、自己伸縮性を有するものであることから、包装用容器の寸法変化等に対し追従することができ、包装用容器の外周表面に密着状態を保持することができる、他方、使用後においては、包装用容器とラベルとの分離が容易であり、分別回収が可能であり、環境対応に適する、安価にラベルを製造することができる等の種々の利点を有するものである。
そして、現在、ストレッチラベルを構成するフィルムとしては、例えば、酢酸ビニル含有量が3〜8wt%位であって、自己伸縮性を有するエチレン−酢酸ビニル共重合体フィルムからなる原反フィルムが最も一般的に使用されているものである。
更には、自己伸縮性を有する低密度ポリエチレンフィルム等からなる原反フィルム等も使用されている。
【0003】
【発明が解決しようとする課題】
しかしながら、上記のようなストレッチラベルにおいて、そのストレッチラベルを構成する自己伸縮性を有するエチレン−酢酸ビニル共重合体フィルム、あるいは、低密度ポリエチレンフィルム等の原反フィルムは、スリッター(カッター)等を用いてフィルムを縦方向あるいは横方向等に切断するカット性に劣ることから、ラベル製造時の作業適性に著しく欠け、その生産性に劣るという問題点があり、更に、そのカット性に劣ることから、ラベルを構成する端部のカット面を美麗に仕上げることが困難であるという問題点がある。
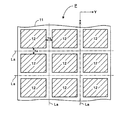
通常、ストレッチラベルは、まず、図2に示すように、長尺状の原反フィルム11の上に、ストレッチラベルを複数個取りするために、縦方向(印刷方向)X、横方向Yに、それぞれ所定の間隔Xa、Yaをおいて、例えば、グラビア印刷方式、オフセット印刷方式、凸版印刷方式、その他等の印刷方式により、文字、図形、記号、絵柄、その他等からなる所望の印刷模様部12、12、12、12……を多列に繰り返して形成して、長尺状のラベル原反フィルムPを製造する。
次に、図3に示すように、上記で製造した長尺状のラベル原反フィルムPについて、スリッター等を使用し、所定の間隔Xa、Yaの中心線La、La(図2参照)でカットして、ストレッチラベルを構成する原反フィルム11aの上に、ストレッチラベルを構成する印刷模様部12aを形成すると共にストレッチラベルを構成する原反フィルム11aの上下および左右の端部に、ストレッチラベルを構成する原反フィルム11aの生地面からなり、かつ、上記の所定の間隔Xa、Yaの1/2の間隔を有する領域13a、13bを形成して、ストレッチラベルを構成するラベルフィルムQを製造する。
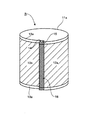
次いで、図4、図5に示すように、上記で製造したラベルフィルムQについて、その原反フィルム11aの印刷模様部12aの面を内面側にして、その印刷模様部12aを有する内面側の端部に接着剤層14を形成し、他方、原反フィルム11aの表面側の端部にコロナ放電処理を施してコロナ放電処理面15を形成し、その後、その両端部を、上記の接着剤層14とコロナ放電処理面の面とを対向させて重ね合わせ、その後、その重合部の両端部を、上記の接着剤層等を介して接合して接合部16を形成することにより、ボトル胴部の外周表面に密接着させて装着することができる筒状のストレッチラベルRを製造するものである。
【0004】
なお、上記において、図示しないが、上記で製造した長尺状のラベル原反フィルムPについて、スリッター等を使用し、まず、所定の間隔Yaの中心線La(図2参照)で縦方向にカットして、ストレッチラベルを構成する長尺条の原反フィルム11aを製造し、次いで、これを、その長尺条の原反フィルム11aの印刷模様部12aの面を内面側にして、その印刷模様部12aを有する内面側の端部に接着剤層14を形成し、他方、原反フィルム11aの表面側の端部にコロナ放電処理を施してコロナ放電処理面15を形成し、その後、その両端部を、上記の接着剤層14とコロナ放電処理面15の面とを対向させて重ね合わせ、その後、その重合部の両端部を、上記の接着剤層等を介して接合して接合部16を形成して筒貼りすると共に所定の間隔Xaの中心線Laで横方向にスリッター等を使用してカットして、ボトル胴部の外周表面に密接着させて装着することができる筒状のストレッチラベルRを製造することもできるものである(図2〜5参照)。
そして、上記のようなストレッチラベルの製造法において、原反フィルムを横方向、あるいは、縦方向に、スリッター等を使用してカットする場合、その原反フィルムが、スリッター等を用いて縦方向あるいは横方向等に切断するカット性に劣ると、ラベル製造時の作業適性に欠け、その作業能率を著しく低下させ、その生産性に劣ることになり、更に、そのカット性に劣ることから、ラベルを構成する端部のカット面を美麗に仕上げることが極めて困難になるものであり、ひいては、大量のラベル不良品等を発生させることになり兼ねないものであり、終極的には、その生産性を阻害するということになるものである。
そこで本発明は、ストレッチラベルを構成する原反フィルムが、カット性に優れてラベル製造時の作業性を著しく向上させることができ、更に、ストレッチ性、耐熱性、強靱性、耐損傷性、印刷適性等に優れ、フィルムの自己伸縮性を利用してボトル胴部の外周表面に強固に密接着して装着し得る極めて美麗なストレッチラベルを提供することを目的とする。
【0005】
【課題を解決するための手段】
本発明者は、ストレッチラベルに関する上記のような問題点を解決すべく種々検討の結果、原反フィルムの両端部を重ね合わせ、その重合部を接合して接合部を形成し、かつ、ボトル胴部の外周表面に装着する筒状のストレッチラベルにおいて、上記の原反フィルムとして、表面層から、シングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体からなる第1層、高圧法低密度ポリエチレン30〜100wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体0〜70wt%とからなる第2層、および、高圧法低密度ポリエチレン30〜70wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体70〜30wt%とからなる第3層の多層共押し出し樹脂フィルムを製造し、そして、その樹脂フィルムをストレッチラベルを構成する原反フィルムとして使用し、前述のようにその樹脂フィルムの上に、印刷模様部等を形成して長尺状のラベル原反フィルムを製造し、次いで、その長尺状のラベル原反フィルムを、その横方向、あるいは、縦方向等にスリッター等を用いてカットしてストレッチラベルを構成するラベルフィルムを製造し、その後、そのラベルフィルムを、その両端部を重ね合わせて、その重合部を接着剤等を介して接合して接合部を形成して筒状のストレッチラベルを製造した。その結果、ストレッチラベルを構成する原反フィルムを横方向、あるいは、縦方向に、スリッター等を使用してカットする場合に、その原反フィルムが、スリッター等を用いて縦方向あるいは横方向等に切断するカット性に優れ、ラベル製造時の作業適性に何らの支障もなく、その作業能率を著しく向上させ、その生産性を高めることができ、更に、そのカット性に優れていることから、ラベルを構成する端部のカット面を美麗に仕上げることができ、大量のラベル不良品等の発生を阻止し、終極的には、その生産性を阻害することなく、更に、ストレッチ性、耐熱性、強靱性、耐損傷性、印刷適性等に優れ、フィルムの自己伸縮性を利用してボトル胴部の外周表面に強固に密接着して装着し得る極めて美麗なストレッチラベルを見出して本発明を完成したものである。
【0006】
すなわち、本発明は、原反フィルムの両端部を重ね合わせ、その重合部を接合して接合部を形成し、かっ、ボトル胴部の外周表面に装着する筒状のストレッチラベルにおいて、上記の原反フィルムが、表面層から、シングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体からなる第1層、高圧法低密度ポリエチレン30〜100wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体0〜70wt%とからなる第2層、および、高圧法低密度ポリエチレン30〜70wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体70〜30wt%とからなる第3層の多層共押し出し樹脂フィルムからなることを特徴とするストレッチラベルに関するものである。
【0007】
【発明の実施の形態】
上記の本発明について図面等を用いて以下に更に詳しく説明する。
まず、図1は、本発明によるストレッチラベルを構成する原反フィルムについてその層構成の概略を示す概略的断面図であり、図2〜図5は、従来のストレッチラベルの製造法について、その概略の構成を示す概略的構成図である。
【0008】
本発明によるストレッチラベルは、図1に示すように、ストレッチラベルを構成する原反フィルムAとして、表面層から、シングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体からなる第1層1、高圧法低密度ポリエチレン30〜100wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体0〜70wt%とからなる第2層2、および、高圧法低密度ポリエチレン30〜70wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体70〜30wt%とからなる第3層3の多層共押し出し樹脂フィルム4を使用することを基本とするものである。
【0009】
そして、本発明においては、図示しないが、上記の長尺状の多層共押し出し樹脂フィルムをストレッチラベルを構成する原反フィルムとして使用し、前述のように、ストレッチラベルを複数個取りするために、縦方向(印刷方向)、横方向に、それぞれ所定の間隔をおいて、例えば、グラビア印刷方式、オフセット印刷方式、凸版印刷方式、その他等の印刷方式により、文字、図形、記号、絵柄、その他等からなる所望の印刷模様部を多列に繰り返して形成して、長尺状のラベル原反フィルムを製造する。
次に、上記で製造した長尺状のラベル原反フィルムについて、スリッター等を使用し、所定の間隔の中心線でカットして、ストレッチラベルを構成する原反フィルムの上に、ストレッチラベルを構成する印刷模様部を形成すると共にストレッチラベルを構成する原反フィルムの上下および左右の端部に、ストレッチラベルを構成する原反フィルムの生地面からなり、かつ、上記の所定の間隔の1/2の間隔を有する領域を形成して、ストレッチラベルを構成するラベルフィルムを製造する。
次いで、上記で製造したラベルフィルムについて、その原反フィルムの印刷模様部の面を内面側にして、その印刷模様部を有する内面側の端部に接着剤層を形成し、他方、原反フィルムの表面側の端部にコロナ放電処理を施してコロナ放電処理面を形成し、その後、その両端部を、上記の接着剤層とコロナ放電処理面の面とを対向させて重ね合わせ、その後、その重合部の両端部を、上記の接着剤層等を介して接合して接合部を形成することにより、ボトル胴部の外周表面に密接着させて装着することができる筒状のストレッチラベルを製造するものである。
【0010】
また、本発明においては、図示しないが、上記で製造した長尺状のラベル原反フィルムについて、スリッター等を使用し、まず、縦方向の所定の間隔の中心線で縦方向にカットして、ストレッチラベルを構成する長尺条の原反フィルムを製造し、次いで、これを、その長尺条の原反フィルムの印刷模様部の面を内面側にして、その印刷模様部を有する内面側の端部に接着剤層を形成し、他方、原反フィルムの表面側の端部にコロナ放電処理を施してコロナ放電処理面を形成し、その後、その両端部を、上記の接着剤層とコロナ放電処理面の面とを対向させて重ね合わせ、その後、その重合部の両端部を、上記の接着剤層等を介して接合して接合部を形成して筒貼りすると共に横方向の所定の間隔の中心線で横方向にスリッター等を使用してカットして、ボトル胴部の外周表面に密接着させて装着することができる筒状のストレッチラベルを製造することができるものである。
【0011】
そして、本発明においては、図示しないが、上記で製造した筒状のストレッチラベルを使用し、これを、例えば、引き伸ばし機等を使用し、10〜25%位に引き伸ばした状態でボトル胴部の外周表面に装着させて、ストレッチラベルを構成する印刷模様部は勿論のこと、多層共押し出し樹脂フィルムの生地面からなる領域が、ボトル胴部の外周表面に、強固に緊張して、密接着してなるストレッチラベル付きボトルを製造することができるものである。
【0012】
次に、上記の本発明によるストレッチラベルについて、そのストレッチラベル等を構成する材料、製造法等について説明すると、まず、ストレッチラベルを構成する多層共押し出し樹脂フィルムを形成する第1層、第2層、あるいは、第3層におけるシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフイン共重合体としては、例えば、二塩化ジルコノセンとメチルアルモキサンの組み合わせによる触媒等のメタロセン錯体とアルモキサンとの組み合わせによる触媒、すなわち、メタロセン系触媒を使用して重合してなるエチレン−α−オレフィン共重合体を使用することができる。
上記のメタロセン系触媒は、現行の触媒が、活性点が不均一でマルチサイト系触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト系触媒とも呼ばれているものである(以下、メタロセン系触媒と、シングルサイト系触媒とは、同等の意味である。)。
【0013】
上記のシングルサイト系触媒(メタロセン系触媒)を用いて重合したエチレン−α−オレフィン共重合体について更に詳述すると、具体的には、例えば、メタロセン系遷移金属化合物と有機アルミニウム化合物との組み合わせによる触媒、すなわち、メタロセン系触媒(いわゆるカミンスキー触媒を含む)を使用して重合してなるエチレン−α−オレフィン共重合体を使用することができる。
なお、上記のメタロセン系触媒(メタロセン系触媒)は、無機物に担持されて使用されることもあるものである。
上記において、メタロセン系遷移金属化合物としては、例えば、IVB族から選ばれる遷移金属、具体的には、チタニウム(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)に、シクロペンタジェニル基、置換シクロペンタジェニル基、インデニル基、置換インデニル基、テトラヒドロインデニル基、置換テトラヒドロインデニル基、フルオニル基またと置換フルオニル基が1ないし2個結合しているか、あるいは、これらのうちの二つの基が共有結合で架橋したものが結合しており、他に水素原子、酸素原子、ハロゲン原子、アルキル基、アルコキシ基、アリール基、アセチルアセトナート基、カルボニル基、窒素分子、酸素分子、ルイス塩基、ケイ素原子を含む置換基、不飽和炭化水素等の配位子を有するものを使用することができる。
【0014】
また、上記において、有機アルミニウム化合物としては、アルキルアルミニウム、または鎖状あるいは環状アルミノキサン等を使用することができる。
ここで、アルキルアルミニウムとしては、例えば、トリエチルアルミニウム、トリイソブチルアルミニウム、ジメチルアルミニウムクロリド、ジェチルアルミニウムクロリド、メチルアルミニウムジクロリド、エチルアルミニウムジクロリド、ジメチルアルミニウムフルオリド、ジイソブチルアルミニウムハイドライド、ジェチルアルミニウムハイドライド、エチルアルミニウムセスキクロリド等を使用することができる。
また、鎖状あるいは環状アルミノキサンとしては、例えば、アルキルアルミニウムと水を接触させて生成することができる。
例えば、重合時に、アルキルアルミニウムを加えておき、後に水を添加するか、あるいは、錯塩の結晶水または有機・無機化合物の吸着水とアルキルアルミニウムとを反応させることで生成することができる。
次にまた、上記において、メタロセン系触媒を担持させる無機物としては、例えば、シリカゲル、ゼオライト、珪素土等を使用することができる。
【0015】
次に、上記において、重合方法としては、例えば、塊状重合、溶液重合、懸濁重合、気相重合等の各種の重合方法で行なうことができる。
また、上記の重合は、バッチ式あるいは連続式等のいずれの方法でもよい。上記において、重合条件としては、重合温度、−100〜250℃、重合時間、5分〜10時間、反応圧力、常圧〜300Kg/cm2位である。
更に、本発明において、エチレンと共重合されるコモノマーであるα−オレフィンとしては、例えば、プロピレン、1−ブテン、3−メチル−1−ブテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、デセン等を使用することができる。
上記のα−オレフィンは、単独で使用してもよく、また、2以上を組み合わせて使用することもできる。
また、上記のα−オレフィンの混合比率は、例えば、1〜50wt%、望ましくは、10〜30wt%とすることが好ましい。
そして、本発明において、上記のシングルサイト系触媒(メタロセン系触媒)を用いて重合したエチレン−α−オレフィン共重合体の物性は、例えば、分子量、5×103〜5×106、密度、0.890〜0.940g/cm3、メルトフローレート〔MFR〕、0.1、好ましくは、1.0〜6.0g/10分位である。
なお、本発明においては、上記のシングルサイト系触媒(メタロセン系触媒)を用いて重合したエチレン−α−オレフィン共重合体には、例えば、酸化防止剤、紫外線吸収剤、帯電防止剤、アンチブロッキング剤、滑剤(脂肪酸アミド等)、難燃化剤、無機ないし有機充填剤、染料、顔料等を任意に添加して使用することができる。
【0016】
本発明において、上記のシングルサイト系触媒(メタロセン系触媒)を用いて重合したエチレン−α−オレフィン共重合体としては、具体的には、三菱化学株式会社製の商品名「カーネル」、三井石油化学工業株式会社製の商品名「エボリュー」、米国、エクソン・ケミカル(EXXONCHEMICAL)社製の商品名「エクザクト(EXACT)」、米国、ダウ・ケミカル(DOWCHEMICAL)社製の商品名「アフィニティー(AFFINITY)、商品名「エンゲージ(ENGAGE)」等のエチレン−α−オレフィン共重合体を使用することができる。
【0017】
次に、上記の本発明によるストレッチラベルを構成する多層共押し出し樹脂フィルムを形成する第2層、あるいは、第3層における高圧法低密度ポリエチレンとしては、例えば、連続反応装置等を用いて、圧力、1200〜3000atm、温度、130〜350℃等の高圧高温下で、開始剤としては、酸素あるいは有機過酸化物等を使用し、まず、段階的圧縮、ラジカル開始剤の導入、エチレンの部分的重合、ポリエチレンからエチレンの分離、溶融ポリエチレンの押し出し、最後にエチレンの冷却等の工程を経て、重合時間を短くして製造される高圧法低密度ポリエチレンを使用することができる。
なお、本発明において、上記のような高圧法低密度ポリエチレンとしては、エチレンの単独重合体、あるいは、エチレンと、例えば、プロピレン、1−ブテン、3−メチル−1−ブテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、デセン等のα−オレフィンとの共重合体等を使用することができる。
そして、本発明において、上記の高圧法低密度ポリエチレンの物性としては、例えば、密度、0.90〜0.935g/cm3、メルトフローレート〔MFR〕、0.1〜3.0g/10分位の特性を有するものを使用することが好ましいものである。
【0018】
なお、本発明によるストレッチラベルを構成する多層共押し出し樹脂フィルムを形成するには、第1層、第2層、あるいは、第3層を構成する樹脂中に、必要ならば、例えば、直鎖状(線状)低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレンと酢酸ビニル、アクリル酸、メタクリル酸、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、若しくは、メタクリル酸メチル等との共重合体、アイオノマー樹脂、ポリプロピレン、プロピレンとエチレン、ブテン、若しくは、ヘキセン等との共重合体、その他等のポリオレフィン系樹脂を添加し、ブレンドして使用することができる。
上記の添加し、ブレンドする量としては、0.1〜10wt%程度の少量であることが望ましいものである。
【0019】
次に、本発明において、上記のような材料を使用し、本発明によるストレッチラベルを構成する多層共押し出し樹脂フィルムを成形する方法について説明すると、かかる方法としては、例えば、前述の第1層を構成するシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体、第2層を構成する高圧法低密度ポリエチレン30〜100wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体0〜70wt%とからなる混合物、および、第3層を構成する高圧法低密度ポリエチレン30〜70wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体70〜30wt%とからなる混合物を使用し、これらを、Tダイ共押出機、インフレーション共押出機、その他等を使用して共押し出し成形して、自己弾性伸縮性を有する多層共押し出し樹脂フィルムを製造することができるものである。
上記において、第2層を構成する高圧法低密度ポリエチレンとシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体とを、前者30〜100wt%に対し後者0〜70wt%の配合割合とする理由は、ストレッチラベルとしての適性、主に、弾性回復力をシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体を加えることで最低限保持し、かつ、高圧法低密度ポリエチレンから優れたカット適性(スリッター適性、カッター適性)を発現させるためであり、特に、高圧法低密度ポリエチレンが、30wt%未満では、カット適性を示さないことによるものである。
また、上記の第3層を構成する高圧法低密度ポリエチレンとシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体とを、前者30〜70wt%に対し後者70〜30wt%の配合割合とする理由は、上記の第2層と同様であり、かつ、MFR(メルトフローレート)の低い高圧法低密度ポリエチレンの流れむら、押し出しむら等を考慮して、印刷適性を向上させるため、すなわち、原反フィルムの印刷表面にむら等ができないようにするためである。
【0020】
次に、本発明において、上記の多層共押し出し樹脂フィルムの膜厚としては、20〜200μm位、好ましくは、30〜100μm位が望ましいものである。
そして、上記の多層共押し出し樹脂フィルムにおいて、その多層共押し出し樹脂フィルムを構成する第1層と第2層と第3層との膜厚としては、第1層:第2層:第3層=2:5:2位の範囲内の割合からなることが好ましいものである。
更に、上記の多層共押し出し樹脂フィルムの膜厚としては、第1層が、膜厚4〜40μm、第2層が、膜厚10〜100μm、第3層が、膜厚4〜40μm位の範囲からなることが好ましいものである。
本発明において、上記のような材料を使用し、かつ、上記のような膜厚とする理由は、まず、第1層は、表層であり、防傷、滑り性等に優れている必要性があり、かつ、高密度化が要求されることによるものであり、また、第2層は、ストレッチラベル自体の物性を大きく左右するものであり、そのため、伸びに強く、カット性に適さないシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体を少なくし、かつ、低いメルトフロレート(MFR、高分子量)の高圧法低密度ポリエチレンを用いることで、カット性とストレッチラベル適性とを両立させているものであり、更に、第3層は、第2層におけるストレッチラベル適性とカット性を更に補い、かつ、印刷適性等を重視するためである。
【0021】
更に具体的には、本発明においては、上記の多層共押し出し樹脂フィルムを構成する第1層は、ストレッチラベルの最表面となることから、強度、表面硬度等を有し、強靱性、耐熱性、耐損傷性等に優れ、更に、その光沢性に優れ、かつ、ストレッチ性に優れているものであり、次に、多層共押し出し樹脂フィルムを構成する第2層は、スリッター等を使用し、横方向、あるいは、縦方向等にカットするカット性に優れ、更に、ストレッチ性に優れているものであり、更に、多層共押し出し樹脂フィルムを構成する第3層は、ボトル胴部の外周表面に対する密接着性に優れ、ストレッチラベルのボトル胴部の外周表面からの脱落を防止し、更に、所望の印刷模様部等を形成する印刷適性等に優れ、かつ、ストレッチ性に優れているものである。
【0022】
また、本発明においては、上記のストレッチラベルを構成する多層共押し出し樹脂フィルム中には、例えば、共押し出しして製膜化する際に、フィルムの加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、種々のプラスチック配合剤や添加剤等を添加することができ、その添加量としては、極く微量から数十%まで、その目的に応じて、任意に添加することができる。
上記において、配合剤ないし添加剤としては、例えば、滑剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、充填剤、補強剤帯電防止剤、難燃剤、耐炎剤、発泡剤、防カビ剤、顔料、分散剤、界面活性剤、ブロッキング防止剤、その他等を使用することができ、更には、改質用樹脂等も使用することができる。
また、本発明においては、上記のストレッチラベルを構成する多層共押し出し樹脂フィルムとしては、成膜後、一軸あるいは二軸方向に延伸加工し、次いで、熱固定されているフィルム等を使用することができ、好ましくは、一軸方向に5〜15%位延伸加工し、次いで、熱固定されている多層共押し出し樹脂フィルムを使用することが好ましいものである。
【0023】
上記において、配合剤や添加剤等としては、具体的には、それ自身が滑性を有し、かつ、樹脂中における移行が少ない滑剤を使用することができ、例えば、流動パラフィン、白色ワセリン、石油系ワックス、マイクロクリスタリンワックス、モンタンワックス、ポリエチレンワックス等のワックス類、炭素数が8〜22の高級脂肪酸、または、高級脂肪酸アルミニウム、高級脂肪酸カルシウム、高級脂肪酸マグネシウム高級脂肪酸亜鉛、高級脂肪酸リチウム等の高級脂肪酸またはその金属塩、炭素数が8〜18の直鎖脂肪族1価アルコール、グリセリン、ソルビトール、プロピレングリコール、ペンタエリスリトール、トリエチレングリコール等の脂肪族アルコール類、炭素数が4〜22の高級脂肪酸と炭素数が8〜18の直鎖脂肪族1価アルコールとのエステル類、アセチルクエン酸ドリブチル、アジピン酸ジ−2エチル−ヘキシル、アゼライン酸−n−ヘキシル、エタンジオールモンタン酸エステル、ポリ(1,3−ブタンジオールアジピン酸)エステル、アセチルリシノール酸メチル、ポリ(1,3−ブチレングリコール、1,4−ブチレングリコール、アジピン酸オクチルアルコール)エステル、糖ろう糖のアルコールと脂肪酸とのエステル類、水添食用油脂、ひまし油、スパームアセチワックス、アセチル化モノグリセライド糖のグリセライド類、炭素数が16〜18の例えばエチレンビスオレイルアミドに代表されるエチレンビス脂肪酸アミド、炭素数が8〜22の高級脂肪酸アミド、ステアリルエルカアミド、エルカ酸アミド、オレイルパルミトアミド等の高級脂肪酸アミド類、その他、メチルヒドロジエンポリシロキサン、ジメチルポリシロキサン、メチルフェニルポリシロキサン、ポリオキシアルキレン・ジメチルポリシロキサン等のシリコーン油ヤロジンやマレイン酸変性ロジンのグリセリンエステル等の1種ないし2種以上を使用することができる。
なお、本発明においては、上記のような滑剤の中でも、特に、エルカ酸アミドやエチレンビスオレイルアミド、ステアリン酸アミド、オレイン酸アミド、メチレンビスステアリン酸アミド等は、それ自身が滑性をもち、極めて有効な材料である。
上記の滑剤の添加量としては、樹脂100wt%に対し0.08〜10.0wt%位の割合で添加することが好ましい。
【0024】
また、本発明においては、その他、例えば、酸化アルミニウム、酸化マグネシウム、シリカ、酸化カルシウム、酸化チタン、酸化亜鉛等の酸化物、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム等の水酸化物、炭酸マグネシウム、炭酸カルシウム等の炭酸塩、硫酸カルシウム、硫酸バリウム等の硫酸塩、ケイ酸マグネシウム、ケイ酸アルミニウム、ケイ酸カルシウム、アルミノケイ酸等のケイ酸塩、その他、カオリン、タルク、珪藻土等の無機化合物系のブロッキング防止剤、あるいは、高密度ポリエチレン、分子量300000以上の超高分子ポリエチレン、ポリプロピレン、ポリカーボネート、ポリアミド、ポリエステル、メラミン樹脂、ジアリルフタレート樹脂、アクリル系樹脂、その他等の微粉末等からなる有機化合物系のブロッキング防止剤の1種ないし2種以上を添加することができる。
その添加量としては、樹脂100wt%に対し0.01〜3wt%位が好ましい。
【0025】
次にまた、上記の本発明によるストレッチラベルにおいては、多層共押し出し樹脂フィルムには、文字、図形、記号、絵柄、その他等からなる印刷模様部が形成されているものである。
そして、本発明において、上記の印刷模様部は、例えば、通常のグラビア印刷インキ、オフセット印刷インキ、凸版印刷インキ、その他等を用いて、例えば、グラビア、オフセット、凸版、その他等の通常の印刷方式により、文字、図形、記号、絵柄、その他等からなる所望の印刷模様を印刷して形成することができるものである。
なお、本発明において、ストレッチラベルを構成する多層共押し出し樹脂フィルムの内面の上側部および/または下側部の面には、多層共押し出し樹脂フィルムの生地面からなる領域が、巾1〜10mm位で、横幅全域にわたって形成されていると、本発明によるストレッチラベルをボトル胴部の外周表面に装着した際に、その生地面とボトル胴部の外周表面とが密接着することができ、ラベルの脱落防止等の作用効果を奏することから好ましいものである。
【0026】
次にまた、上記の本発明によるストレッチラベルにおいては、多層共押し出し樹脂フィルムを、その印刷模様部を内面側にして、その両端部を重ね合わせて、その後、その重合部の両端部を、例えば、接着剤等を使用して接合して接合部を形成して、ストレッチラベルを製造する際に、例えば、多層共押し出し樹脂フィルムの相互の接合面には、例えば、コロナ放電処理、オゾン処理、プラズマ放電処理、フレーム処理、サンドブラスト処理、化学薬品処理、プレヒート処理、紫外線照射処理、高周波加熱処理、電磁誘導加熱処理、マイクロウエーブ処理、アンカーコート剤コート処理、その他等の前処理を任意に行うことができるものである。
また、本発明において、多層共押し出し樹脂フィルムの両端部を接合する際に使用する接着剤としては、例えば、ポリウレタン系樹脂、ポリアミド系樹脂、ポリアクリル系樹脂、ポリ酢酸ビニル系樹脂、セルロース系樹脂、エポキシ系樹脂、その他等の樹脂をビヒクルの主成分とする樹脂系接着剤等を使用することができる。
【0027】
次に、本発明において、ストレッチラベルを構成する筒状の外径としては、ボトル胴部の外径よりやや小さい外径を構成して、筒状のストレッチラベルを形成することが好ましいものである。
本発明において、上記の筒状のストレッチラベルをボトル胴部の外周表面に装着するに際しては、筒状のストレッチラベルの外径を、引き伸ば機等を使用して緊張し、拡開した状態で装着するものである。
そして、ストレッチラベルが、ボトル胴部の外周表面に装着されると、そのストレッチラベルは、ストレッチラベルを構成する多層共押し出し樹脂フィルムの自己弾性伸縮力により、ボトル胴部の外周表面に緊密に密接着した状態で装着されるものである。
【0028】
なお、本発明において、上記のようにボトル胴部の外周表面にストレッチラベルを装着した後、ボトル内に炭酸飲料、果汁、その他等の内容物を充填包装し、次いで、キャッピングして密閉し、その後、例えば、約70℃位の熱水シャワー等を十数分間放散して殺菌処理(低温殺菌)を施しても、ボトル胴部の外表面に対するストレッチラベルの密接着性は劣ることなる、その両者は強固に密接着し、ストレッチラベルが、ボトル胴部の外表面から滑り易くなって脱落するということはなく、これにより、強靱性、耐表面損傷性、その他等の特性に優れたストレッチラベルを極めて良好にボトル胴部の外表面に装着し得ることができるものである。
なお、本発明においては、上記において、内容物を充填し、殺菌処理後、ストレッチラベルを装着し得ることは勿論である。
そして、本発明においては、ボトルを使用後において、ボトルとストレッチラベルとを極めて容易に、かつ、簡単に分離して、分別回収することができるというものである。
【0029】
なお、本発明において、本発明によるストレッチラベルは、例えば、プラスチック製、ガラス製、金属製、その他等の種々の形態からなるボトル容器に適用することができ、特に、本発明においては、ポリエチレンテレフタレート樹脂、ポリプロピレン樹脂、あるいは、ポリエチレン系樹脂等からなる延伸ブロー成形容器等に適用することが好ましいものである。
また、本発明において、ボトル内に充填包装する内容物としては、炭酸飲料、果汁、調味料、その他等の種々の飲食物、化学品ないし医薬品、その他等を挙げることができる。
【0030】
【実施例】
次に、具体例を挙げて、本発明を更に詳しく説明する。
実施例1
まず、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
次に、上記で調製した樹脂組成物を使用し、これらを、マルチマニフォールドタイプのTダイ共押出機を用いて、(イ)の樹脂組成物による層を20μm、(口)の樹脂組成物による層を50μm、(ハ)の樹脂組成物による層を20μmにそれぞれ共押出して3層からなる未延伸の樹脂フィルムを製造し、その後、その未延伸の樹脂フィルムを加熱ロール間を通しながら10%程度一軸方向に延伸し、次いで、熱固定して、長尺状の多層共押し出し樹脂フィルムを製造した。
次に、上記で製造した長尺状の多層共押し出し樹脂フィルムの片面に、グラビア印刷インキを使用し、グラビア印刷方式にて,文字、記号、図形、絵柄等からなる所定の印刷模様を3列に、かつ、列毎に、ラベルを構成する模様単位毎に、繰り返して印刷して、長尺状のラベル原反フィルムを製造した。
次に、上記で製造した長尺状のラベル原反フィルムを、スリッターを使用して、縦方向と横方向に、各列を隔てる間隔の中心線で、上下左右の端部に各々8mmの多層共押し出し樹脂フィルムの生地面が露出するようにカットして、1つのストレッチラベルを構成するラベルフィルムを製造した。
更に、上記で製造したラベルフィルムについて、その印刷模様部の面を内面側にして、その印刷模様部を有する内面側の端部に2液硬化型のポリウレタン系樹脂からなる接着剤を施して接着剤層を形成し、他方、そのフィルムの表面側の端部にコロナ放電処理を施してコロナ放電処理面を形成し、その後、その両端部を、上記の接着剤層とコロナ放電処理面の面とを対向させて重ね合わせ、その後、その重合部の両端部を、上記の接着剤層等を介して接合して接合部を形成することにより、ボトル胴部の外周表面に密接着させて装着することができる筒状のストレッチラベルを製造した。
次に、上記で製造した筒状のストレッチラベルを使用し、これを、引き伸ばし機を用いて、約15%程度拡開し、ポリエチレンテレフタレート製の延伸ブロー成形容器の胴部の外周表面に装着した。
更に、上記でストレッチラベルを装着したポリエチレンテレフタレート製の延伸ブロー成形容器内に、炭酸飲料を充填包装し、キャッピング後、約70℃の熱水を10分間放散して殺菌処理したところ、ラベルは、ボトル胴部の外周表面に強固に密接着して、その脱落は認められなかった。
ボトル使用後、ストレッチラベルを持って引き剥がしたところ、ストレッチラベルは、その部分から引き剥がされて、簡単に、ボトルとストレッチラベルとに分別することができた。
なお、上記において、長尺状のラベル原反フィルムを、スリッターを使用して、横方向と縦方向にカットする場合、支障なく、かつ、カット面を美麗にカットすることができた。
【0031】
なお、上記において、上記で印刷模様を施して製造した長尺状のラベル原反フィルムを、スリッターを使用して、縦方向に、各列を隔てる間隔の中心線で、左右の端部に各々8mmの多層共押し出し樹脂フィルムの生地面が露出するようにカットして、長尺状のラベルフィルムを製造し、次いで、その印刷模様部の面を内面側にして、その印刷模様部を有する内面側の端部に2液硬化型のポリウレタン系樹脂からなる接着剤を施して接着剤層を形成し、他方、そのフィルムの表面側の端部にコロナ放電処理を施してコロナ放電処理面を形成し、その後、その両端部を、上記の接着剤層とコロナ放電処理面の面とを対向させて重ね合わせ、その後、その重合部の両端部を、上記の接着剤層等を介して接合して接合部を形成して筒状体を製造しながらラベル装着機内のカッターを使用して横方向にカットして、ボトル胴部の外周表面に密接着させて装着することができる筒状のストレッチラベルを連続式に製造した。
次に、上記で製造した筒状のストレッチラベルを使用し、これを、引き伸ばし機を用いて、約15%程度拡開し、ポリエチレンテレフタレート製の延伸ブロー成形容器の胴部の外周表面に装着した。
更に、上記でストレッチラベルを装着したポリエチレンテレフタレート製の延伸ブロー成形容器内に、炭酸飲料を充填包装し、キャッピング後、約70℃の熱水を10分間放散して殺菌処理したところ、ラベルは、ボトル胴部の外周表面に強固に密接着して、その脱落は認められなかった。
ボトル使用後、ストレッチラベルを持って引き剥がしたところ、ストレッチラベルは、その部分から引き剥がされて、簡単に、ボトルとスチレッチラベルとに分別することができた。
なお、上記において、スリッターを使用して、横方向と縦方向にカットする場合、支障なく、かつ、カット面を美麗にカットすることができた。
【0032】
実施例2
上記の実施例1と同様に、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
この実施例2は、実施例1と、(イ)の樹脂組成物による層を構成する成分の一部が、(ハ)の樹脂組成物による層を構成する成分の一部と入れ替わっている点で異なる。
以下、実施例1と同様にして、これらを用いてストレッチラベルを製造しボトルに適用したが、その結果は、実施例1と同様に良好であった。
この実施例2では、(ハ)の樹脂組成物による層のエルカ酸アミドとエチレンビスオレイルアミドは、滑剤であり、ラベル表面の滑りを向上させ、ラベル装着機の機械適性や、表面の擦れ傷回避を目的とした表面摩擦の低減のために使用した。(ハ)の樹脂組成物による層を構成する成分である2種の滑剤のうち、分子量の低いエルカ酸アミドが、早く表面に出て作用する速効性の滑剤として機能し、分子量の高いエチレンビスオレイルアミドが、遅効性の滑剤として機能している。
(イ)及び(ハ)の樹脂組成物による層を構成する成分である合成シリカは、アンチブロッキング剤として使用していて、ラベルが巻き取りで納品されるとき、またはボトルに装着された後、ラベル同士がくっつくことを抑止する機能を果たしている。
【0033】
実施例3
まず、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)70.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)30.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)70.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)30.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
次に、上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、上記の実施例1と同様な結果を得た。
【0034】
実施例4
上記の実施例3と同様に、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)70.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)30.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
この実施例4は、実施例1と実施例2との関係と同様に、(イ)の樹脂組成物による層を構成する成分の一部が、(ハ)の樹脂組成物による層を構成する成分の一部と入れ替わっている点で異なる。
上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、上記の実施例1と同様な結果を得た。
【0035】
実施例5
まず、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)20.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)80.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)80.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)20.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
次に、上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、上記の実施例1と同様な結果を得た。
【0036】
実施例6
上記の実施例5と同様に、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)80.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)20.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
この実施例6は、実施例1と実施例2との関係と同様に、(イ)の樹脂組成物による層を構成する成分の一部が、(ハ)の樹脂組成物による層を構成する成分の一部と入れ替わっている点で異なる。
上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、上記の実施例1と同様な結果を得た。
【0037】
実施例7
まず、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)10.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)90.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)90.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)10.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
次に、上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、上記の実施例1と同様な結果を得た。
【0038】
実施例8
上記の実施例7と同様に、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)90.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)10.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
この実施例8は、実施例1と実施例2との関係と同様に、(イ)の樹脂組成物による層を構成する成分の一部が、(ハ)の樹脂組成物による層を構成する成分の一部と入れ替わっている点で異なる。
上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、上記の実施例1と同様な結果を得た。
【0039】
実施例9
まず、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)100.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
次に、上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、上記の実施例1と同様な結果を得た。
【0040】
実施例10
上記の実施例9と同様に、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)100.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).高圧法低密度ポリエチレン(HPLDPE、密度、0.924g/m3)30.0wt%と、シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)70.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、エチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
この実施例10は、実施例1と実施例2との関係と同様に、(イ)の樹脂組成物による層を構成する成分の一部が、(ハ)の樹脂組成物による層を構成する成分の一部と入れ替わっている点で異なる。
上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、上記の実施例1と同様な結果を得た。
【0041】
比較例1
シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
次に、上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、筒状のストレッチラベルを製造した。
次に、上記で製造した筒状のストレッチラベルを使用し、これを、引き伸ばし機を用いて、約15%程度拡開し、ポリエチレンテレフタレート製の延伸ブロー成形容器の胴部の外周表面に装着した。
更に、上記でストレッチラベルを装着したポリエチレンテレフタレート製の延伸ブロー成形容器内に、炭酸飲料を充填包装し、キャッピング後、約70℃の熱水を10分間放散して殺菌処理したところ、ラベルは、ボトル胴部の外周表面に対する密接着性に欠け、その脱落が認められた。
なお、上記において、長尺状のラベル原反フィルムを、スリッターを使用して、横方向と縦方向にカットする際に、そのカット性に支障をきたし、そのカット面は、不揃いであった。
【0042】
比較例2
まず、下記の(イ)〜(ハ)の樹脂組成物を調製した。
(イ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.925g/m3)100.0wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
(口).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)100.0wt%と、エルカ酸アミド(滑剤)0.05wt%とを十分に混練して樹脂組成物を調製した。
(ハ).シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)100.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
次に、上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、筒状のストレッチラベルを製造した。
次に、上記で製造した筒状のストレッチラベルを使用し、これを、引き伸ばし機を用いて、約15%程度拡開し、ポリエチレンテレフタレート製の延伸ブロー成形容器の胴部の外周表面に装着した。
更に、上記でストレッチラベルを装着したポリエチレンテレフタレート製の延伸ブロー成形容器内に、炭酸飲料を充填包装し、キャッピング後、約70℃の熱水を10分間放散して殺菌処理したところ、ラベルは、ボトル胴部の外周表面に対する密接着性に欠け、その脱落が認められた。
なお、上記において、長尺状のラベル原反フィルムを、スリッターを使用して、横方向と縦方向にカットする際に、そのカット性に支障をきたし、そのカット面は、不揃いであった。
【0043】
比較例3
シングルサイト系触媒を使用して重合したエチレン−α・オレフィン共重合体(密度、0.917g/m3)100.0wt%と、エルカ酸アミド(滑剤)0.05wt%とエチレンビスオレイルアミド(滑剤)0.05wt%と、合成シリカ(アンチブロッキング剤)0.5wt%とを十分に混練して樹脂組成物を調製した。
次に、上記で調製した樹脂組成物を使用し、以下、上記の実施例1と全く同様にして、筒状のストレッチラベルを製造した。
次に、上記で製造した筒状のストレッチラベルを使用し、これを、引き伸ばし機を用いて、約15%程度拡開し、ポリエチレンテレフタレート製の延伸ブロー成形容器の胴部の外周表面に装着した。
更に、上記でストレッチラベルを装着したポリエチレンテレフタレート製の延伸ブロー成形容器内に、炭酸飲料を充填包装し、キャッピング後、約70℃の熱水を10分間放散して殺菌処理したところ、ラベルは、ボトル胴部の外周表面に対する密接着性に欠け、その脱落が認められた。
なお、上記において、長尺状のラベル原反フィルムを、スリッターを使用して、横方向と縦方向にカットする際に、そのカット性に支障をきたし、そのカット面は、不揃いであった。
【0044】
実験例
上記の実施例1〜10と、比較例1〜3とで製造したストレッチラベルについて、ストレッチラベルを製造する際のカット性について、JIS−K−7128エルメンドルフ引き裂き試験機を用いて測定した。
測定機は、テスター産業株式会社製、エルメンドルフ引裂試験機を使用した。
また、試験方向は、縦方向のカットと横方向のカットの両者を測定した。
上記の結果の一部を下記の表1に示す。
【0045】
【表1】

【0046】
上記に示す結果より明らかなように、実施例1〜10によるものは、フィルム引裂性に優れており、カッターによるカット時にスムーズに支障なく、また、カット面をカットすることができるものであった。
これに対し、比較例1〜3のものは、フィルム引裂性が極端に悪く、そのカット性に支障をきたし、そのカット面は不揃いであった。
【0047】
【発明の効果】
以上の説明で明らかなように、本発明は、原反フィルムの両端部を重ね合わせ、その重合部を接合して接合部を形成し、かつ、ボトル胴部の外周表面に装着する筒状のストレッチラベルにおいて、上記の原反フィルムとして、表面層から、シングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体からなる第1層、高圧法低密度ポリエチレン30〜100wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体0〜70wt%とからなる第2層、および、高圧法低密度ポリエチレン30〜70wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体70〜30wt%とからなる第3層の多層共押し出し樹脂フィルムを製造し、そして、その樹脂フィルムをストレッチラベルを構成する原反フィルムとして使用し、その樹脂フィルムの上に、印刷模様部等を形成して長尺状のラベル原反フィルムを製造し、次いで、その長尺状のラベル原反フィルムを、その横方向、あるいは、縦方向等にスリッター等を用いてカットしてストレッチラベルを構成するラベルフィルムを製造し、その後、そのラベルフィルムを、その両端部を重ね合わせて、その重合部を接着剤等を介して接合して接合部を形成して筒状のストレッチラベルを製造して、ストレッチラベルを構成する原反フィルムを横方向、あるいは、縦方向に、スリッター等を使用してカットする場合に、その原反フィルムが、スリッター等を用いて縦方向あるいは横方向等に切断するカット性に優れ、ラベル製造時の作業適性に何らの支障もなく、その作業能率を著しく向上させ、その生産性を高めることができ、更に、そのカット性に優れていることから、ラベルを構成する端部のカット面を美麗に仕上げることができ、大量のラベル不良品等の発生を阻止し、終極的には、その生産性を阻害することなく、更に、ストレッチ性、耐熱性、強靱性、耐損傷性、印刷適性等に優れ、フィルムの自己伸縮性を利用してボトル胴部の外周表面に強固に密接着して装着し得る極めて美麗なストレッチラベルを製造し得る。
【図面の簡単な説明】
【図1】本発明によるストレッチラベルを構成する原反フィルムの層構成を示す概略的断面図
【図2】従来のストレッチラベルの製造法を示す概略的構成図
【図3】従来のストレッチラベルの製造法の構成を示す概略的構成図
【図4】従来のストレッチラベルの製造法の構成を示す概略的構成図
【図5】従来のストレッチラベルの製造法の構成を示す概略的構成図
【符号の説明】
1 第1層
2 第2層
3 第3層
4 多層共押し出し樹脂フィルム
A ストレッチラベルを構成する原反フィルム
Claims (9)
- 原反フィルムの両端部を重ね合わせ、その重合部を接合して接合部を形成し、かつ、ボトル胴部の外周表面に装着する筒状のストレッチラベルにおいて、上記の原反フィルムが、表面層から、シングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体からなる第1層、高圧法低密度ポリエチレン30〜100wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体0〜70wt%とからなる第2層、および、高圧法低密度ポリエチレン30〜70wt%とシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体70〜30wt%とからなる第3層の多層共押し出し樹脂フィルムからなることを特徴とするストレッチラベル。
- 第1層と第2層と第3層との膜厚が、第1層:第2層:第3層=2:5:2の割合からなる請求項1に記載するストレッチラベル。
- 第1層が、膜厚4〜40μmからなる請求項1または2に記載するストレッチラベル。
- 第2層が、膜厚10〜100μmからなる請求項1または2に記載するストレッチラベル。
- 第3層が、膜厚4〜40μmからなる請求項1または2に記載するストレッチラベル。
- 第1層を構成するシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体が、密度0.915〜0.940g/cm3、メルトフローレート(MFR)1.0〜6.0g/10分からなる請求項1から3のいずれかに記載するストレッチラベル。
- 第2層を構成する高圧法低密度ポリエチレンが、密度0.905〜0.935g/cm3、メルトフローレート(MFR)0.1〜3.0g/10分からなる請求項1、2、4のいずれかに記載するストレッチラベル。
- 第2層および第3層を構成するシングルサイト系触媒(メタロセン系触媒)を使用して重合したエチレン−α・オレフィン共重合体が、密度0.900〜0.930g/cm3、メルトフローレート(MFR)1.0〜6.0g/10分からなる請求項1、2、4、5のいずれかに記載するストレッチラベル。
- 第3層を構成する高圧法低密度ポリエチレンが、密度0.905〜0.935g/cm3、メルトフローレート(MFR)0.1〜3.0g/10分からなる請求項1、2、5のいずれかに記載するストレッチラベル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001064149A JP4597403B2 (ja) | 2000-03-08 | 2001-03-07 | ストレッチラベル |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000063561 | 2000-03-08 | ||
| JP2000-63561 | 2000-03-08 | ||
| JP2001064149A JP4597403B2 (ja) | 2000-03-08 | 2001-03-07 | ストレッチラベル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001324932A JP2001324932A (ja) | 2001-11-22 |
| JP4597403B2 true JP4597403B2 (ja) | 2010-12-15 |
Family
ID=26587024
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001064149A Expired - Fee Related JP4597403B2 (ja) | 2000-03-08 | 2001-03-07 | ストレッチラベル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4597403B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10343367B2 (en) | 2013-04-15 | 2019-07-09 | Dow Global Technologies Llc | Stretch-sleeve film |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003208099A (ja) * | 2002-01-15 | 2003-07-25 | Dainippon Printing Co Ltd | ストレッチラベル |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000056690A (ja) * | 1998-08-07 | 2000-02-25 | Dainippon Printing Co Ltd | ストレッチラベル用フィルム |
| JP2000071399A (ja) * | 1998-08-31 | 2000-03-07 | Fuji Seal Inc | ストレッチラベル |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3043801B2 (ja) * | 1990-11-29 | 2000-05-22 | 昭和電工株式会社 | 食品包装用ストレッチフィルム |
| JP3238245B2 (ja) * | 1993-06-17 | 2001-12-10 | 大倉工業株式会社 | 食品包装用ストレッチフィルム |
| JPH10207373A (ja) * | 1997-01-20 | 1998-08-07 | Dainippon Printing Co Ltd | ストレッチラベル用フィルム |
| JPH11126022A (ja) * | 1997-10-23 | 1999-05-11 | Fuji Seal Inc | ストレッチラベル |
-
2001
- 2001-03-07 JP JP2001064149A patent/JP4597403B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000056690A (ja) * | 1998-08-07 | 2000-02-25 | Dainippon Printing Co Ltd | ストレッチラベル用フィルム |
| JP2000071399A (ja) * | 1998-08-31 | 2000-03-07 | Fuji Seal Inc | ストレッチラベル |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10343367B2 (en) | 2013-04-15 | 2019-07-09 | Dow Global Technologies Llc | Stretch-sleeve film |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001324932A (ja) | 2001-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1529633B1 (en) | Collation shrink film | |
| JP5459535B2 (ja) | 共押出多層フィルム及び該フィルムからなる包装材 | |
| MXPA04009294A (es) | Encogimiento de colacion. | |
| JP4923590B2 (ja) | イ−ジ−ピ−ルシ−ラント | |
| JP4597403B2 (ja) | ストレッチラベル | |
| JP3935721B2 (ja) | ラベル材料 | |
| JP4170626B2 (ja) | ストレッチラベル装着ボトル | |
| JP4892784B2 (ja) | レトルト包装用多層フィルム | |
| JP3898501B2 (ja) | ボトル用ラベル | |
| JP4249278B2 (ja) | 紙容器 | |
| JP2001322648A (ja) | ストレッチラベル | |
| JP4612244B2 (ja) | ストレッチラベル | |
| JP4028264B2 (ja) | ストレッチラベル | |
| JP4612245B2 (ja) | ストレッチラベル | |
| JP4108988B2 (ja) | ストレッチラベル | |
| JP4334807B2 (ja) | ストレッチラベル | |
| JP4237964B2 (ja) | コインスクラッチラベル | |
| JP2003285843A (ja) | ボトル用易回収ラベル | |
| JP2003182760A (ja) | ストレッチラベル | |
| JP5908712B2 (ja) | 薬剤分包用の薬包紙および薬剤分包袋並びに薬剤分包方法 | |
| JP2000109570A (ja) | レトルト容器、レトルト包装用フィルムおよびレトルト用包材 | |
| JP3720904B2 (ja) | 多層フィルム | |
| JP2003285842A (ja) | ボトル用易回収ラベル | |
| JP2004251970A (ja) | ストレッチラベル | |
| JP2003288017A (ja) | ストレッチラベル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100708 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100921 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100922 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131001 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |