JP4591749B2 - Moターゲット材の製造方法 - Google Patents
Moターゲット材の製造方法 Download PDFInfo
- Publication number
- JP4591749B2 JP4591749B2 JP2004121954A JP2004121954A JP4591749B2 JP 4591749 B2 JP4591749 B2 JP 4591749B2 JP 2004121954 A JP2004121954 A JP 2004121954A JP 2004121954 A JP2004121954 A JP 2004121954A JP 4591749 B2 JP4591749 B2 JP 4591749B2
- Authority
- JP
- Japan
- Prior art keywords
- target material
- powder
- sintered
- relative density
- raw material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000013077 target material Substances 0.000 title claims description 65
- 238000004519 manufacturing process Methods 0.000 title claims description 15
- 239000000843 powder Substances 0.000 claims description 59
- 239000002994 raw material Substances 0.000 claims description 29
- 238000000034 method Methods 0.000 claims description 22
- 239000002245 particle Substances 0.000 claims description 19
- 238000007088 Archimedes method Methods 0.000 claims description 9
- 238000005245 sintering Methods 0.000 claims description 9
- 238000002156 mixing Methods 0.000 claims description 4
- 230000006835 compression Effects 0.000 claims 1
- 238000007906 compression Methods 0.000 claims 1
- 238000004544 sputter deposition Methods 0.000 description 14
- 238000011049 filling Methods 0.000 description 13
- 238000001513 hot isostatic pressing Methods 0.000 description 9
- 238000012856 packing Methods 0.000 description 7
- 230000002159 abnormal effect Effects 0.000 description 6
- 238000005096 rolling process Methods 0.000 description 6
- 239000010409 thin film Substances 0.000 description 6
- 238000001739 density measurement Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 230000005484 gravity Effects 0.000 description 4
- 238000006467 substitution reaction Methods 0.000 description 4
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 3
- 238000000748 compression moulding Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000005477 sputtering target Methods 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000003870 refractory metal Substances 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 238000009849 vacuum degassing Methods 0.000 description 1
Images




Landscapes
- Physical Vapour Deposition (AREA)
Description
本発明の目的は、上記課題に鑑み、異常放電の発生を抑制できる大型焼結品のMoターゲット材の製造方法を提供することである。
また、好ましくは、スパッタ面の面積が1m2以上であるターゲット材を得るMoターゲット材の製造方法である。
以下に、本発明を詳細に説明する。
本発明のMoターゲット材の特徴は、焼結ターゲット材全域に亘って相対密度を98%以上として相対密度のバラツキを低減した点にある。本発明者等は、検討の結果、焼結ターゲット材にあっては、相対密度のバラツキはMo原料粉末の粒度分布に起因することを確認した。
平均粒径d50=8μmなる純度99.9%以上のMo原料粉末を準備した。Mo原料粉末の粒度分布の測定はシスメックス製Mastersizer2000を用い乾式測定法にて行った。測定の結果、粒度5μm以下のサイズのMo原料粉末が全体の12%、粒度10μm以上のサイズのMo原料粉末が全体の13%であった。このMo原料粉末をV型混合機で10分間混合した。次いで、得られたMo原料粉末を冷間静水圧プレス(CIP)で圧縮成形した圧密体を作製した。この圧密体をジョークラッシャーおよびディスクミルを使用して粉砕し造粒粉末を作製した。造粒粉末の粒径はディスクミルの歯間隔および分級機で制御して1mm以下とした。その造粒粉末を再度V型混合機で10分間混合した後、内径寸法で厚さ100mm×幅1250mm×高さ1450mmなる軟鋼製加圧容器に充填した。充填方法はこの加圧容器を厚さ100mm×幅1250mmが供給口になるよう振動装置上に設置し造粒粉末を直接充填した。充填密度はMo比重10.22に対する相対密度で58%であった。
Claims (2)
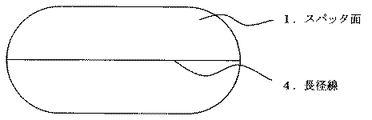
- 純度99.9%以上のMoからなる全長が1m以上の焼結ターゲット材の製造方法であって、Mo原料粉末を混合後、圧縮成形処理して圧密体を作製し、次いで該圧密体を再度粉砕した造粒粉末とし、該造粒粉末を最大粒径5mm以下に分級し加圧容器に充填して加圧焼結法により焼結し、スパッタ面に引くことができる最長の直線を全長として、該全長を50mm間隔で、アルキメデス法によって測定した相対密度が全域で98%以上となるターゲット材を得ることを特徴とするMoターゲット材の製造方法。
- スパッタ面の面積が1m2以上であるターゲット材を得ることを特徴とする請求項1に記載のMoターゲット材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121954A JP4591749B2 (ja) | 2004-04-16 | 2004-04-16 | Moターゲット材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121954A JP4591749B2 (ja) | 2004-04-16 | 2004-04-16 | Moターゲット材の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005307225A JP2005307225A (ja) | 2005-11-04 |
| JP2005307225A5 JP2005307225A5 (ja) | 2007-04-26 |
| JP4591749B2 true JP4591749B2 (ja) | 2010-12-01 |
Family
ID=35436327
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004121954A Expired - Lifetime JP4591749B2 (ja) | 2004-04-16 | 2004-04-16 | Moターゲット材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4591749B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5550328B2 (ja) * | 2009-12-22 | 2014-07-16 | 株式会社東芝 | Moスパッタリングターゲットおよびその製造方法 |
| TWI599668B (zh) * | 2011-09-13 | 2017-09-21 | 愛發科股份有限公司 | Mo-W靶材及其製造方法 |
| US9334565B2 (en) * | 2012-05-09 | 2016-05-10 | H.C. Starck Inc. | Multi-block sputtering target with interface portions and associated methods and articles |
| WO2019188713A1 (ja) * | 2018-03-29 | 2019-10-03 | 株式会社アライドマテリアル | モリブデン素材およびその製造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003129232A (ja) * | 2001-10-23 | 2003-05-08 | Hitachi Metals Ltd | Mo系スパッタリング用ターゲットおよびその製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61141674A (ja) * | 1984-12-13 | 1986-06-28 | 東京タングステン株式会社 | タングステンシリサイド合金焼結体及びその製造方法 |
| JP3244167B2 (ja) * | 1998-01-19 | 2002-01-07 | 日立金属株式会社 | タングステンまたはモリブデンターゲット |
-
2004
- 2004-04-16 JP JP2004121954A patent/JP4591749B2/ja not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003129232A (ja) * | 2001-10-23 | 2003-05-08 | Hitachi Metals Ltd | Mo系スパッタリング用ターゲットおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005307225A (ja) | 2005-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4110533B2 (ja) | Mo系ターゲット材の製造方法 | |
| KR100665243B1 (ko) | 스퍼터링 표적재 및 그의 제조 방법 | |
| JP4894008B2 (ja) | MoNb系焼結スパッタリングターゲット材の製造方法 | |
| US10381141B2 (en) | Rare earth magnet and a method for manufacturing compactable powder for the rare earth magnet without jet milling | |
| US20150302960A1 (en) | Manufacturing method of a powder for compacting rare earth magnet and the rare earth magnet omitting jet milling process | |
| JP2013083000A (ja) | 焼結Mo合金スパッタリングターゲット材の製造方法 | |
| CN102482764A (zh) | 无机物粒子分散型溅射靶 | |
| KR20150105364A (ko) | 원통형 Cu-Ga 합금 스퍼터링 타겟 및 그 제조 방법 | |
| JP2009074127A (ja) | 焼結スパッタリングターゲット材およびその製造方法 | |
| JP2012237056A (ja) | MoCrターゲット材の製造方法およびMoCrターゲット材 | |
| KR101546594B1 (ko) | 몰리브덴 타겟의 제조 방법 | |
| CN107208259A (zh) | 铬‑钛合金溅射靶材及其制造方法 | |
| JP4356071B2 (ja) | スパッタリングターゲット材およびその製造方法 | |
| JP4721090B2 (ja) | Mo系ターゲット材の製造方法 | |
| JP4591749B2 (ja) | Moターゲット材の製造方法 | |
| CN106029943B (zh) | 溅射靶 | |
| JP6005767B2 (ja) | 磁性記録媒体用スパッタリングターゲット | |
| JP3984849B2 (ja) | スパッタリング用Ge−Bi合金ターゲット及びその製造方法 | |
| JP3997527B2 (ja) | Ru−Al金属間化合物ターゲットの製造方法、Ru−Al金属間化合物ターゲットおよび磁気記録媒体 | |
| JP4706980B2 (ja) | Moターゲット材の製造方法 | |
| JP4953168B2 (ja) | パーティクル発生の少ない光記録媒体膜形成用Te系スパッタリングターゲット | |
| JP2002212607A (ja) | 高融点合金の製造方法 | |
| JP3551355B2 (ja) | Ruターゲットおよびその製造方法 | |
| JP2015174046A (ja) | 粉末冶金用クロムの製造方法 | |
| JP2019023347A (ja) | 粉末冶金用クロムの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070313 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070313 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100819 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100901 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130924 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4591749 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |