JP4576144B2 - キャリアテープ原紙及びキャリアテープ - Google Patents
キャリアテープ原紙及びキャリアテープ Download PDFInfo
- Publication number
- JP4576144B2 JP4576144B2 JP2004102009A JP2004102009A JP4576144B2 JP 4576144 B2 JP4576144 B2 JP 4576144B2 JP 2004102009 A JP2004102009 A JP 2004102009A JP 2004102009 A JP2004102009 A JP 2004102009A JP 4576144 B2 JP4576144 B2 JP 4576144B2
- Authority
- JP
- Japan
- Prior art keywords
- carrier tape
- test
- base paper
- tape base
- hand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Paper (AREA)
- Packages (AREA)
- Packaging Frangible Articles (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
すなわち、まず、カセットリールや紙管等に巻き取って保管してあるキャリアテープを引き出し、この引き出したキャリアテープの裏面に、熱で溶融するラミネート面を有する薄葉紙等からなるボトムテープをヒートシールする。これにより、キャビティ部底面が封じられる。次に、このキャビティ部底面の封じられたキャリアテープを、部品収納装置(いわゆるテーピングマシン)に送り、キャビティ部内に電子部品等を収納するとともに、キャリアテープの表面に、トップテープをヒートシールする。これにより、キャビティ部天面が封じられ、電子部品等がキャリアテープ内に封入された状態となる。この電子部品等が封入されたキャリアテープは、カセットリールや紙管等に巻き取り、搬送する。搬送先において、キャリアテープは、カセットリールや紙管等から引き出された後、トップテープが剥がされ、直ちに電子部品等が、吸引ノズルで吸引されて、キャビティ部内から取り出されて、そのまま基板の所定場所に表面実装される。
〔請求項1記載の発明〕
パルプ繊維が原料として使用され、かつ貫通孔状のキャビティ部が形成されるキャリアテープ原紙であって、
表層、中層及び裏層を有する多層で、
発塵性抑制効果のある薬品が、前記表層及び前記裏層には内添され、かつ前記中層には前記表層及び前記裏層よりも低配合で内添され又は無添加とされ、
前記発塵性抑制効果のある薬品の内添は、内添量がパルプ繊維100質量部に対して1質量部以上5質量部未満となり、かつJIS P 8133に基づく冷水抽出がpH4.5〜7.5となるように行われ、
下記(a)式で定義される発塵係数K1が、0.15以下とされている、ことを特徴とするキャリアテープ原紙。
(a)K1=0.70(Rn/Ra)+0.10(Cn/Ca)+0.10(Mn/Ma)
ここに、Rnは、SEMI規格G67−0996の「手揉み試験」に基づく直径50μm以上の粒子数(個/m3)と、SEMI規格G67−0996の「摩擦試験」に基づく直径50μm以上の粒子数(個/m3)とを合計した値である。一方、Raは、試験片の総表面積(mm2)である。本試験において、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとする。
また、Cnは、SEMI規格G67−0996の「引裂き及び手揉み試験」を修正した試験に基づく直径50μm以上の粒子数(個/m3)である。修正点は、引き裂きにかえてはさみによる断裁とする点、及び、手揉みを行わないものとする点である。一方、Caは、試験片断裁面の総面積(mm2)である。本試験において、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとする。
さらに、Mnは、SEMI規格G67−0996の「引裂き及び手揉み試験」を修正した試験に基づく直径50μm以上の粒子数(個/m3)である。修正点は、引き裂きにかえてはさみによる断裁とする点、この断裁を5枚までではなく6枚までとする点、及び、手揉みにかえて、断裁した試験片を断裁面が同一面となるように3枚ずつ重ね合わせ、一方の重ね合わせた試験片の断裁面を、他方の重ね合わせた試験片の断裁面と当接させ、前記「摩擦試験」と同様の方法で擦り合わせる点である。一方、Maは、試験片当接面の総面積(mm2)である。本試験において、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとする。また、この試験片3本を、各々の中央部をはさみにて断裁して6枚とした。
パルプ繊維が原料として使用され、かつエンボス状のキャビティ部が形成されるキャリアテープ原紙であって、
表層、中層及び裏層を有する多層で、
発塵性抑制効果のある薬品が、前記表層及び前記裏層には内添され、かつ前記中層には前記表層及び前記裏層よりも低配合で内添され又は無添加とされ、
前記発塵性抑制効果のある薬品の内添は、内添量がパルプ繊維100質量部に対して1質量部以上5質量部未満となり、かつJIS P 8133に基づく冷水抽出がpH4.5〜7.5となるように行われ、
下記(b)式で定義される発塵係数K2が、0.15以下とされている、ことを特徴とするキャリアテープ原紙。
(b)K2=0.72(Rn/Ra)+0.01(Cn/Ca)+0.10(Mn/Ma)
ここに、Rn、Ra、Cn、Ca、Mn及びMaは、請求項1と同様である。
前記発塵性抑制効果のある薬品が、ポリアクリルアミド系樹脂、澱粉系樹脂及び繊維状PVA系樹脂のうちの少なくとも一種類とされている、請求項1又は請求項2記載のキャリアテープ原紙。
請求項1〜3のいずれかに記載のキャリアテープ原紙を原材料とする、ことを特徴とするキャリアテープ。
〔キャリアテープ原紙〕
本実施の形態のキャリアテープ原紙は、パルプ繊維が原料として使用され、かつ貫通孔状のキャビティ部が形成されるものであって、下記(a)式で定義される発塵係数K1が、0.15以下であり、又は、パルプ繊維が原料として使用され、かつエンボス状のキャビティ部が形成されるものであって、下記(b)式で定義される発塵係数K2が、0.15以下である、ことを特徴とする。
(a)K1=0.70(Rn/Ra)+0.10(Cn/Ca)+0.10(Mn/Ma)
(b)K2=0.72(Rn/Ra)+0.01(Cn/Ca)+0.10(Mn/Ma)
ここに、Rnは、SEMI規格G67−0996の「手揉み試験」に基づく直径50μm以上の粒子数(個/m3)と、SEMI規格G67−0996の「摩擦試験」に基づく直径50μm以上の粒子数(個/m3)とを合計した値である。一方、Raは、試験片の総表面積(mm2)である。本試験において、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとする。
また、Cnは、SEMI規格G67−0996の「引裂き及び手揉み試験」を修正した試験に基づく直径50μm以上の粒子数(個/m3)である。修正点は、引き裂きにかえてはさみによる断裁とする点、及び、手揉みを行わないものとする点である。一方、Caは、試験片断裁面の総面積(mm2)である。本試験においても、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとする。
さらに、Mnは、SEMI規格G67−0996の「引裂き及び手揉み試験」を修正した試験に基づく直径50μm以上の粒子数(個/m3)である。修正点は、引き裂きにかえてはさみによる断裁とする点、この断裁を5枚までではなく6枚までとする点、及び、手揉みにかえて、断裁した試験片を断裁面が同一面となるように3枚ずつ重ね合わせ、一方の重ね合わせた試験片の断裁面を、他方の重ね合わせた試験片の断裁面と当接させ、前記「摩擦試験」と同様の方法で擦り合わせる点である。一方、Maは、試験片当接面の総面積(mm2)である。本試験においても、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとした。また、この試験片3本を、各々の中央部をはさみにて断裁して6枚とした。
本実施の形態のキャリアテープは、以上で説明したキャリアテープ原紙に対して、幅8mmの帯状にスリットし、長手方向に所定の間隔をおいて複数の貫通孔状のキャビディ部及び貫通孔状のマージナル部を、又はエンボス状のキャビディ部及び貫通孔状のマージナル部を形成したものである。キャビティ部及びマージナル部の形状、間隔、形成方法などは、特に限定されず、公知の方法と同様とすることができる。
表面層及び裏面層については、針葉樹晒クラフトパルプ(NBKP)50%、広葉樹晒クラフトパルプ(LBKP)50%からなるスラリーを、それぞれカナディアンスタンダードフリーネス(CSF)450mlに調節したものに、PAM(ハリマ化成株式会社製、ハーマイドB−15)を内添したものを原料として使用した。一方、中間層としては、NBKP25%、LBKP25%、上物古紙パルプ50%からなるパルプスラリーを、それぞれCSF450ml、350ml、350mlに調節したものに、PAM(ハリマ化成株式会社製、ハーマイドB−15)を内添したものを原料として使用した。これらを円網多層抄紙機にて5層構造で抄き合わせ、PVA(日本合成化学株式会社製、ゴーセノールN300)を塗工量0.5g/m2で塗工してキャリアテープ原紙を得た。
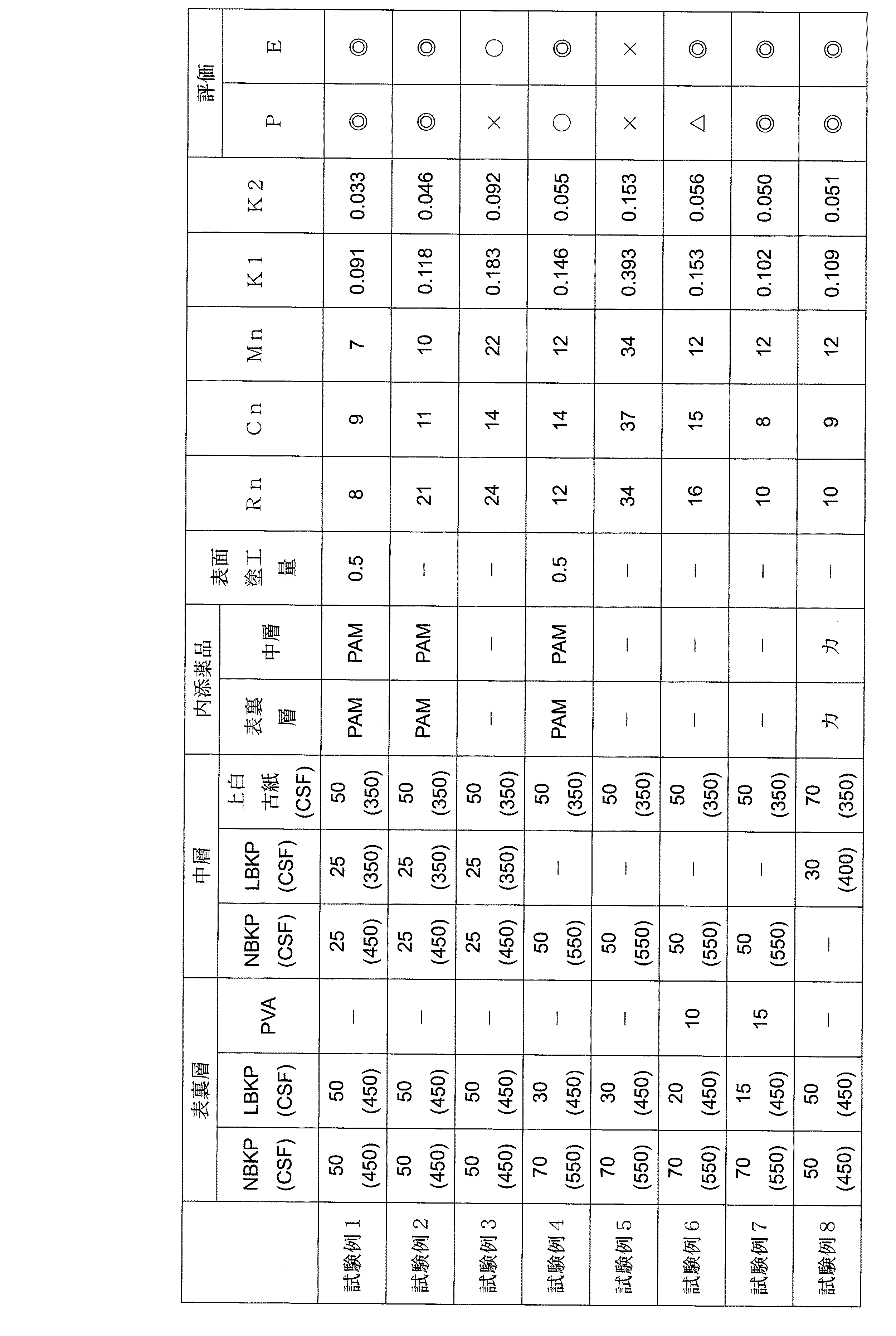
原料パルプ、内添薬品の有無・種類・量、表面塗工の有無を変化させて、試験例1と同様の試験を行った。なお、表中の「カ」は、カチオン澱粉(日本食品化工株式会社製、ネオタック40T)を示している。
Claims (4)
- パルプ繊維が原料として使用され、かつ貫通孔状のキャビティ部が形成されるキャリアテープ原紙であって、
表層、中層及び裏層を有する多層で、
発塵性抑制効果のある薬品が、前記表層及び前記裏層には内添され、かつ前記中層には前記表層及び前記裏層よりも低配合で内添され又は無添加とされ、
前記発塵性抑制効果のある薬品の内添は、内添量がパルプ繊維100質量部に対して1質量部以上5質量部未満となり、かつJIS P 8133に基づく冷水抽出がpH4.5〜7.5となるように行われ、
下記(a)式で定義される発塵係数K1が、0.15以下とされている、ことを特徴とするキャリアテープ原紙。
(a)K1=0.70(Rn/Ra)+0.10(Cn/Ca)+0.10(Mn/Ma)
ここに、Rnは、SEMI規格G67−0996の「手揉み試験」に基づく直径50μm以上の粒子数(個/m3)と、SEMI規格G67−0996の「摩擦試験」に基づく直径50μm以上の粒子数(個/m3)とを合計した値である。一方、Raは、試験片の総表面積(mm2)である。本試験において、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとする。
また、Cnは、SEMI規格G67−0996の「引裂き及び手揉み試験」を修正した試験に基づく直径50μm以上の粒子数(個/m3)である。修正点は、引き裂きにかえてはさみによる断裁とする点、及び、手揉みを行わないものとする点である。一方、Caは、試験片断裁面の総面積(mm2)である。本試験において、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとする。
さらに、Mnは、SEMI規格G67−0996の「引裂き及び手揉み試験」を修正した試験に基づく直径50μm以上の粒子数(個/m3)である。修正点は、引き裂きにかえてはさみによる断裁とする点、この断裁を5枚までではなく6枚までとする点、及び、手揉みにかえて、断裁した試験片を断裁面が同一面となるように3枚ずつ重ね合わせ、一方の重ね合わせた試験片の断裁面を、他方の重ね合わせた試験片の断裁面と当接させ、前記「摩擦試験」と同様の方法で擦り合わせる点である。一方、Maは、試験片当接面の総面積(mm2)である。本試験において、試験片は、キャリアテープ原紙から8mm×210mmに断裁(スリット)したものとする。また、この試験片3本を、各々の中央部をはさみにて断裁して6枚とした。 - パルプ繊維が原料として使用され、かつエンボス状のキャビティ部が形成されるキャリアテープ原紙であって、
表層、中層及び裏層を有する多層で、
発塵性抑制効果のある薬品が、前記表層及び前記裏層には内添され、かつ前記中層には前記表層及び前記裏層よりも低配合で内添され又は無添加とされ、
前記発塵性抑制効果のある薬品の内添は、内添量がパルプ繊維100質量部に対して1質量部以上5質量部未満となり、かつJIS P 8133に基づく冷水抽出がpH4.5〜7.5となるように行われ、
下記(b)式で定義される発塵係数K2が、0.15以下とされている、ことを特徴とするキャリアテープ原紙。
(b)K2=0.72(Rn/Ra)+0.01(Cn/Ca)+0.10(Mn/Ma)
ここに、Rn、Ra、Cn、Ca、Mn及びMaは、請求項1と同様である。 - 前記発塵性抑制効果のある薬品が、ポリアクリルアミド系樹脂、澱粉系樹脂及び繊維状PVA系樹脂のうちの少なくとも一種類とされている、請求項1又は請求項2記載のキャリアテープ原紙。
- 請求項1〜3のいずれかに記載のキャリアテープ原紙を原材料とする、ことを特徴とするキャリアテープ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004102009A JP4576144B2 (ja) | 2004-03-31 | 2004-03-31 | キャリアテープ原紙及びキャリアテープ |
| TW93111400A TW200531895A (en) | 2004-03-31 | 2004-04-23 | Original paper of article-carrying belt and article-carrying belt |
| CN 200410045893 CN1676749B (zh) | 2004-03-31 | 2004-05-25 | 载物带原纸和载物带 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004102009A JP4576144B2 (ja) | 2004-03-31 | 2004-03-31 | キャリアテープ原紙及びキャリアテープ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005281937A JP2005281937A (ja) | 2005-10-13 |
| JP4576144B2 true JP4576144B2 (ja) | 2010-11-04 |
Family
ID=35049470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004102009A Expired - Fee Related JP4576144B2 (ja) | 2004-03-31 | 2004-03-31 | キャリアテープ原紙及びキャリアテープ |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4576144B2 (ja) |
| CN (1) | CN1676749B (ja) |
| TW (1) | TW200531895A (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101531458B1 (ko) * | 2012-03-12 | 2015-06-24 | 저장 지에메이 일렉트로닉 & 테크놀로지 컴퍼니 리미티드 | 캐리어테이프 원지의 제조방법 |
| JP5837676B1 (ja) * | 2014-12-26 | 2015-12-24 | 大王製紙株式会社 | プレスポケット型キャリアテープ用原紙 |
| JP5957586B2 (ja) * | 2015-09-14 | 2016-07-27 | 大王製紙株式会社 | プレスポケット型キャリアテープ用原紙 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09170198A (ja) * | 1995-12-18 | 1997-06-30 | Lintec Corp | ガラス用合紙 |
| JP2000043975A (ja) * | 1998-07-24 | 2000-02-15 | Oji Paper Co Ltd | チップ状電子部品のキャリアテープ |
| JP3803206B2 (ja) * | 1999-03-31 | 2006-08-02 | 日本製紙株式会社 | 低発塵紙 |
| JP3289244B2 (ja) * | 2001-04-13 | 2002-06-04 | 北越製紙株式会社 | チップ状電子部品用キャリアテープ台紙 |
| JP3268522B2 (ja) * | 2001-04-24 | 2002-03-25 | 北越製紙株式会社 | 電子部品用キャリアテープ紙 |
| JP3782953B2 (ja) * | 2001-08-07 | 2006-06-07 | 大王製紙株式会社 | キャリアテープ素材およびキャリアテープ |
| TW557282B (en) * | 2001-08-08 | 2003-10-11 | Oji Paper Co | Base board for electronical chip-container board and container board using same |
| JP2003095320A (ja) * | 2001-09-25 | 2003-04-03 | Oji Paper Co Ltd | チップ状電子部品用キャリアテープ原紙 |
| JP3782978B2 (ja) * | 2002-03-28 | 2006-06-07 | 大王製紙株式会社 | キャリアテープ素材及びキャリアテープ |
| JP2004067222A (ja) * | 2002-08-09 | 2004-03-04 | Oji Paper Co Ltd | チップ型電子部品収納台紙 |
-
2004
- 2004-03-31 JP JP2004102009A patent/JP4576144B2/ja not_active Expired - Fee Related
- 2004-04-23 TW TW93111400A patent/TW200531895A/zh not_active IP Right Cessation
- 2004-05-25 CN CN 200410045893 patent/CN1676749B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1676749A (zh) | 2005-10-05 |
| TWI324120B (ja) | 2010-05-01 |
| TW200531895A (en) | 2005-10-01 |
| JP2005281937A (ja) | 2005-10-13 |
| CN1676749B (zh) | 2010-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6757569B2 (ja) | プレスポケット型キャリアテープ用原紙 | |
| JP5957586B2 (ja) | プレスポケット型キャリアテープ用原紙 | |
| JP5685051B2 (ja) | キャリアテープ用紙 | |
| JP5837676B1 (ja) | プレスポケット型キャリアテープ用原紙 | |
| JP4576144B2 (ja) | キャリアテープ原紙及びキャリアテープ | |
| JP2000203521A (ja) | 電子デバイス用キャリアテ―プ紙 | |
| JP2016053223A (ja) | スリップシート用原紙 | |
| JP3848651B2 (ja) | キャリアテープ原紙及びキャリアテープ | |
| JP3928127B2 (ja) | チップ状電子部品のキャリアテープ紙 | |
| KR20080071906A (ko) | 칩형 전자부품 수납대지 | |
| JP2014141279A (ja) | チップ型電子部品収納台紙およびその製造方法 | |
| JP4034809B1 (ja) | ボトムカバーテープ用紙及びその製造方法 | |
| JP5778417B2 (ja) | キャリアテープ用紙 | |
| JP3289245B2 (ja) | チップ状電子部品用キャリアテープ紙 | |
| JP4687587B2 (ja) | チップ型電子部品収納台紙、チップ型電子部品収納台紙用紙基材の製造方法、及びチップ型電子部品収納台紙用紙基材 | |
| JP4288291B2 (ja) | キャリアテープ用紙及びキャリアテープ | |
| JP4650877B2 (ja) | チップ型電子部品収納台紙 | |
| JP3782953B2 (ja) | キャリアテープ素材およびキャリアテープ | |
| JP4619993B2 (ja) | チップ状電子部品用キャリアテープ紙 | |
| JP4412135B2 (ja) | チップ型電子部品収納台紙 | |
| JP2006273372A (ja) | プレス型のチップ型電子部品収納台紙 | |
| JP4387828B2 (ja) | キャリアテープ台紙基材及びキャリアテープ | |
| JP4117325B2 (ja) | キャリアテープ用紙およびキャリアテープ | |
| JP2002059970A (ja) | チップ状電子部品用キャリアテープ台紙 | |
| JP2007091260A (ja) | チップ型電子部品収納台紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070328 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090618 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090626 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090817 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100730 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100823 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4576144 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130827 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130827 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130827 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |