JP4562514B2 - 電動機固定子 - Google Patents
電動機固定子 Download PDFInfo
- Publication number
- JP4562514B2 JP4562514B2 JP2004368336A JP2004368336A JP4562514B2 JP 4562514 B2 JP4562514 B2 JP 4562514B2 JP 2004368336 A JP2004368336 A JP 2004368336A JP 2004368336 A JP2004368336 A JP 2004368336A JP 4562514 B2 JP4562514 B2 JP 4562514B2
- Authority
- JP
- Japan
- Prior art keywords
- winding
- terminal
- terminal receiving
- motor stator
- electric motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Motor Or Generator Frames (AREA)
Description
Claims (1)
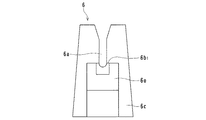
- 固定子鉄心に巻回された巻線の端部と口出線または巻線の中性点同士を、固定子鉄心の端面に設けられた端子受部に収容される圧接端子で接続するようにした電動機固定子において、前記端子受部は圧接端子を収容する端子収容部と、前記端子受部の高さ方向中間部においてその外側面から突出し巻線を支持する支持部と、この支持部の支持面より下方の外側面に逃げ用凹部が設けられ、かつ前記端子収容部を貫通し前記支持部に支持された前記巻線は、その端部と前記支持部が前記巻線側から切断工具により同時に切断されたことを特徴とする電動機固定子。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004368336A JP4562514B2 (ja) | 2004-12-20 | 2004-12-20 | 電動機固定子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004368336A JP4562514B2 (ja) | 2004-12-20 | 2004-12-20 | 電動機固定子 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006180575A JP2006180575A (ja) | 2006-07-06 |
| JP4562514B2 true JP4562514B2 (ja) | 2010-10-13 |
Family
ID=36734150
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004368336A Active JP4562514B2 (ja) | 2004-12-20 | 2004-12-20 | 電動機固定子 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4562514B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN211830382U (zh) * | 2017-09-29 | 2020-10-30 | 日本电产株式会社 | 定子、马达以及压缩机 |
| JP7225407B2 (ja) * | 2019-07-31 | 2023-02-20 | 東芝キヤリア株式会社 | 電動機、圧縮機、冷凍サイクル装置および電動機の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003111363A (ja) * | 2001-09-27 | 2003-04-11 | Toshiba Kyaria Kk | 電動機の固定子における接続方法と電動機の固定子 |
| JP2004063769A (ja) * | 2002-07-29 | 2004-02-26 | Minebea Co Ltd | 巻線型コモンモードチョークコイルおよびその製造方法 |
| JP2004222412A (ja) * | 2003-01-15 | 2004-08-05 | Honda Motor Co Ltd | 発電・電動機用ステータの製造方法及びその組立治具 |
-
2004
- 2004-12-20 JP JP2004368336A patent/JP4562514B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003111363A (ja) * | 2001-09-27 | 2003-04-11 | Toshiba Kyaria Kk | 電動機の固定子における接続方法と電動機の固定子 |
| JP2004063769A (ja) * | 2002-07-29 | 2004-02-26 | Minebea Co Ltd | 巻線型コモンモードチョークコイルおよびその製造方法 |
| JP2004222412A (ja) * | 2003-01-15 | 2004-08-05 | Honda Motor Co Ltd | 発電・電動機用ステータの製造方法及びその組立治具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006180575A (ja) | 2006-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6649733B2 (ja) | ステータ、モータおよびポンプ装置 | |
| JP2007228706A (ja) | スピンドルモータ | |
| JP2017135861A (ja) | ステータおよびステータの製造方法 | |
| US10833569B2 (en) | Rotor core, rotor, motor, manufacturing method of rotor core, and manufacturing method of rotor | |
| JP4178558B2 (ja) | 回転電機 | |
| US8513844B2 (en) | Motor | |
| JP2005261183A (ja) | 無整流子直流電動機の固定子製造方法及びその方法により製造された無整流子直流電動機の固定子 | |
| JP5158426B2 (ja) | ステータアッセンブリ | |
| CN109643926A (zh) | 绕组固定结构体和电动机 | |
| JP4562514B2 (ja) | 電動機固定子 | |
| EP1168575B1 (en) | Star connected rotor | |
| JP4806656B2 (ja) | 電機子及び直流モータ | |
| CN107846086B (zh) | 马达定子及其制造方法 | |
| JPH09252557A (ja) | 電動機 | |
| JP2003230236A (ja) | 回転電機 | |
| JP6739529B2 (ja) | 回転電機の固定子、回転電機及び圧縮機 | |
| JP2010041754A (ja) | 電動機及びこの電動機が備える巻線押え部材の装着方法 | |
| JP4692386B2 (ja) | 端末モジュールを有する回転機 | |
| JP2010259174A (ja) | モータステータの製造方法 | |
| JP2010110169A (ja) | 回転電機の回転子 | |
| JP5042748B2 (ja) | 導電ターミナル装置、回転電機、及び導電ターミナル装置の製造方法 | |
| JP2002153005A (ja) | 回転機 | |
| JP2005229726A (ja) | 電動機 | |
| US11515766B2 (en) | Manufacturing method of electric pump | |
| CN219802050U (zh) | 一种轴承固定盖和电机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070914 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20080521 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100721 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100727 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100727 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130806 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4562514 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |