JP4525097B2 - エッチング方法およびこれを利用した圧電デバイスと圧電振動片の製造方法、ならびに電喰抑制パターンの構造 - Google Patents
エッチング方法およびこれを利用した圧電デバイスと圧電振動片の製造方法、ならびに電喰抑制パターンの構造 Download PDFInfo
- Publication number
- JP4525097B2 JP4525097B2 JP2004031001A JP2004031001A JP4525097B2 JP 4525097 B2 JP4525097 B2 JP 4525097B2 JP 2004031001 A JP2004031001 A JP 2004031001A JP 2004031001 A JP2004031001 A JP 2004031001A JP 4525097 B2 JP4525097 B2 JP 4525097B2
- Authority
- JP
- Japan
- Prior art keywords
- pattern
- metal
- corrosion
- etching
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Description
このような圧電デバイスには、例えば、図13に示すような圧電振動片1が収容されており、この圧電振動片1は基部2と、基部2から平行に延びる一対の振動腕3,4を備えた所謂音叉型の圧電振動片を示している。
このような圧電振動片1は、水晶などの圧電材料の薄板であるウエハを、平面視において音叉のような形状となるように、エッチングにより形成される。
図14(a)において、水晶ウエハでなる基板5の上にマスクとなる耐蝕膜9を形成する。耐蝕膜は、基板5の上に形成される下地としてのクロム層6と、その上に金層7とをスパッタリングまたは金属蒸着により被覆して形成されている。さらにこの二層でなる耐蝕膜9の上には、図13の振動腕3,4の位置にレジスト8a,8bを塗布して、これら振動腕3,4になる水晶材料が除去されないようにする。
最後に図14(d)に示すように、基板5の露出した領域5aをエッチングにより除去することで、振動腕3,4が形成される。
この場合、クロム層の厚みは500オングストローム(0.05μm)程度であるが、その厚みの方向を全て除去する間に、サイドエッチングはその20倍も進み、後の工程で基板5をエッチングすると、振動腕3,4の腕幅が変化してしまい、完成した圧電振動片1の腕幅に大きなバラツキが生じる。そして、振動腕3,4の腕幅が1μm変化すると、周波数は10000ppm程度ずれてしまう。また、さらに後の工程で、圧電振動片1に図示しない電極を形成する場合においても、電極膜が剥がれてショートしたり、剥がれて分離した電極膜の再付着により、この場合も短絡を生じて、大きく性能を損なう。
しかし、この技術は、レジストをはがしながら、クロムをエッチングして、角部にテーパを付ける内容であり、図14の工程における後述するような原理に基づく課題を解決しようとするものではない。
すなわち、図14(a)において、基板5に形成した耐蝕膜9を構成する金属膜のうち、基板5の形成されたクロム層6は、金層7よりもイオン化傾向の大きい金属(以下、「卑な金属」という)であり、これに対して金層7はクロム層6よりもイオン化傾向の小さい金属(以下、「貴な金属」という)である。
このため、図14(c)以降では、卑な金属であるクロム層と貴な金属である金層との間においては、電流が金層7からクロム層6へ流れ、エッチング液中では電流は卑な金属であるクロム層6からエッチング液を通り、貴な金属である金層7へ流れる。このため、卑な金属であるクロム層からは、電子が貴な金属である金層7へ移動し、かつエッチング液との接触面から金属イオンとして液体中へ溶け出すことで、サイドエッチングが進行するものである。
そして、後の工程では、サイドエッチングが進行したクロム層6をマスクとして、基板5をエッチングするために、図14(d)に示すように、圧電振動片1が設計よりも細い寸法となってしまい、特に小型の圧電振動片1では、その性能に大きな悪影響を及ぼすことになる。
したがって、図14(c)で説明したサイドエッチングを防止するためには、上述のガルバニ電池を形成する電流の流れを遮断する必要がある。
この場合、卑な金属と貴な金属との間の電位差が大きいほど腐食は増大し、また、これらの各金属の電界液中への露出面積に関して、次の関係がある。すなわち、P;貴な金属に接触後の卑な金属の腐食速度、P0;卑な金属単独での腐食速度、A;卑な金属の表面積、B;貴な金属の表面積とすると、
腐食速度P=P0(1+B/A)・・・・・式1
となる。
したがって、異種金属接触腐食を抑制するには、卑な金属と貴な金属との間の電位差を小さくするか、あるいは式1に従って、電界溶液中に露出される卑な金属の面積Aを大きくし、もしくは、貴な金属の面積Bを小さくすることが有効である。
そこで、第1の発明の構成においては、前記耐蝕膜のエッチングによる除去終了時に前記電喰抑制パターンの第3のパターンの一部を残すようにし、この第3のパターンでなる卑な金属が電界液中に露出される面積を確実に増大させて、前記耐蝕膜の下層である卑な金属に対するサイドエッチングを抑制することができる。
かくして、第1の発明によれば、圧電材料である基板に形成した耐蝕膜をウエットエッチングする際に、ガルバニ電池が形成されることを防止し、精度良くエッチングすることができるエッチング方法を提供することができる。
第3の発明の構成によれば、圧電材料として水晶を使用する場合に、耐蝕金属としての例えば金を直接成膜することは困難なため、下地として例えばクロムを使用する。つまり、クロム層の上に金層を重ねた耐蝕膜を形成する。ここで、クロムは必ずしも「卑金属」、すなわち絶対的にイオン化傾向が高い金属ではないが、その上に成膜される金属との関係でイオン化傾向が高ければ、ここでいう「卑な金属」に相当し、前記エッチング液を使用することにより、クロム層のサイドエッチングが有効に防止されることになる。
第4の発明の構成によれば、前記エッチング液の成分中、硝酸第2セリウムアンモニウム(Ce(NH4)2(NO3)6)は、クロムをエッチングする作用を発揮するための主成分である。また、硝酸(NHO3)は金属間電位差をより小さくするとともに、濃度に応じて絶縁膜を形成することができる。
第5の発明の構成によれば、前記エッチング液の成分中、硝酸第2セリウムアンモニウム(Ce(NH4)2(NO3)6)は、クロムをエッチングする作用を発揮するための主成分である。また、酢酸(CH3COOH)はエッチング液として金属間電位差をより小さくするとともに、濃度に応じて絶縁膜を形成することができる。
かくして、第6の発明によれば、圧電材料である基板を利用して形成した圧電振動片の電極膜をウエットエッチングする際に、ガルバニ電池が形成されることを防止し、精度良くエッチングすることができるエッチング方法を提供することができる。
第10の発明の構成によれば、ウエハ状の前記圧電材料の基板を利用してエッチング加工する場合に、所定の形状を作る目的がなく、しかも加工上、基板を支持等するために必要な強度を得るために必ず形成される前記幅広の枠部に電喰抑制パターンを形成すれば、必要とされる卑な金属の表面積を容易に確保でき、しかも耐蝕膜などの成膜と同時にこの電喰抑制パターンを形成できる利点がある。
図において、圧電デバイス30は、圧電振動子を構成した例を示しており、圧電デバイス30は、パッケージ37内に圧電振動片32を収容している。パッケージ37は、例えば、後述するように、絶縁材料として、酸化アルミニウム質のセラミックグリーンシートを成形して形成される複数の基板を積層した後、焼結して形成されている。
ここで、本実施形態では、箱状のパッケージ37を形成して、圧電振動片32を収容するようにしているが、例えば、絶縁基体として、1枚の基板を用意し、この1枚の基板に、第1の基板55の電極部と同様の電極部を形成して圧電振動片32を接合し、厚みの薄い箱状のリッドないしは蓋体をかぶせて封止して、全体として圧電振動片32を収容するためのパッケージを構成するようにしてもよい。
あるいは、金属製の筒状のケース内に圧電振動片を収容し、圧電振動片と接続されたリードを外部に導出するプラグで気密に封止するようにしてもよい。
この電極部31,31は、図2に示す実装端子41,42と接続されており、外部から印加される駆動電圧を、圧電振動片32に供給するものである。具体的には、この実装端子41,42と電極部31,31は、パッケージ37外部をメタライズにより引き回したり、あるいは第1の基板55および第2の基板56の焼成前にタングステンメタライズ等を利用して形成した導電スルーホール48等で接続することで形成できる。
この各電極部31,31の上には、導電性接着剤43が塗布されて、圧電振動片32の基部51が接合されている。この導電性接着剤43としては、接合力を発揮する接着剤成分(バインダー成分)としての合成樹脂剤に、導電性のフィラー(銀製の細粒等の導電粒子を含む)および、所定の溶剤を含有させたものが使用できる。
すなわち、圧電振動片32は、パッケージ37側と固定される基部51と、この基部51を基端として、図において右方に向けて、二股に別れて平行に延びる一対の振動腕35,36を備えており、全体が音叉のような形状とされた、所謂、音叉型圧電振動片が利用されている。
蓋体40として適するガラス材料としては、例えば、ダウンドロー法により製造される薄板ガラスとして、例えば、硼珪酸ガラスが使用される。
蓋体40が、ガラスにより形成される場合には、例えば、低融点ガラス等を利用した封止材38を利用して、パッケージ37に固定される。蓋体40が、コバール等の金属材料で形成される場合には、蓋体40はシーム溶接等の手法により、パッケージ37に対して固定される。
次に、圧電デバイス30の製造方法の実施形態を図4のフローチャートを参照しながら説明する。
先ず、図1ないし図3で説明した蓋体40と、パッケージ37は、別々に形成しておく。
(蓋体およびパッケージの製造工程)
蓋体40の構造は上述の通りであり、透明なガラスで形成したり、金属材料として、例えばコバールなどを用いて、従来と同様の方法で作成することができる。
パッケージ37は、例えば、所定の溶液中にセラミックパウダを分散させ、バインダを添加して生成される混練物をシート状の長いテープ形状に成形し、これを所定の長さにカットして得た、所謂グリーンシートを用意する。
このグリーンシートは、上述した第1の基板55と、第2の基板56とを形成するために共通して使用することができる。すなわち、グリーンシートを利用して、上述した第1の基板55と第2の基板56とをそれぞれ成形し、電極部や導電パターンに対応する箇所には、導電ペースト、例えば、タングステンメタライズを塗布する。そして、各基板を積層して焼成後に、タングステンメタライズを下地として、ニッケル、および金を順次メッキして、これら電極部や導電パターンを形成する。
(外形形成エッチング工程)
図5ないし図12は圧電振動片32の製造工程を示すもので、以下の工程図は図3のC−C線の位置に対応する図5のD−D線切断端面に対応した箇所を示している。また、以下の説明では基板の表裏両面に同じ作業が進行するので、煩雑さを避けるため片側のみ説明する。
図5に示すように、水晶ウエハ等の圧電材料でなる基板11を用意し、その全面に、耐蝕膜14をフォトリソグラフィ、もしくはスパッタリングあるいは蒸着などの手法により形成する。(ST11)。
水晶ウエハ11は、エッチングにより縦横に並ぶ多数の水晶個片32−1を同時に外形加工されるようになっており、これらを縦方向に分離する列を形成する内枠部11−2と、内枠部11−2と一体でなり、水晶ウエハ11の外周を囲む広い幅で残された外枠部11−1を有している。外枠部11−1と内枠部11−2は、加工中に水晶ウエハ11を支持するために、材料自体は完全にエッチングされずに残される支持部であり、そして、特に外枠部11−1は、加工中の支持に必要とされる強度を得るために所定の幅で形成されている。この実施形態では、この幅の広い外枠部11−1に後述する構造でなる電喰抑制パターン70が形成される。なお、電喰抑制パターン70は、外枠部11−1に限らず、外枠部11−1および/または内枠部11−2に形成してもよい。この水晶ウエハ11を対象として、図6以下の加工が進行する。
すなわち、耐蝕膜14は、図6(b)に示すように、水晶材料11の表面に下地となる卑な金属12を形成し、その上に接触させて図6(c)に示すように、卑な金属12に接触させて形成される貴な金属13でなる層構造を有している。
基板11となる圧電材料として水晶を使用する場合に、金等を直接成膜することは困難なため、下地としてクロムを使用する。つまり、この実施形態では、耐蝕膜14としてクロム層の上に金層を重ねた金属膜を使用する。ここで、クロムは必ずしも「卑金属」、すなわち絶対的にイオン化傾向が高い金属ではないが、その上に成膜される金属との関係でイオン化傾向が高ければ、ここでいう「卑な金属」に相当する。したがって、卑な金属としては例えば、クロム(Cr)やチタン(Ti)等が使用でき、貴な金属としては金(Au)や銀(Ag)等が使用できる。ここでは卑な金属としてクロム層12を、貴な金属として金層13を用いている。例えば、クロム層12の厚みは500オングストローム、金層13の厚みも500オングストローム程度とする。
次に、図5で説明した電喰抑制パターン70を形成する(ST12)。
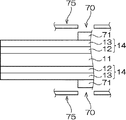
先ず、図6(d)に示すように、耐蝕膜14の上に、卑な金属層71を形成する。この卑な金属層71は、電喰抑制パターンの第3のパターンとなる。すなわち、電喰抑制パターン70(図5参照)は、第3のパターンとしての卑な金属層71の下層に、耐蝕膜14の下地層としてのクロム層12を第1のパターンとして、さらにその上に積層された金層13を第2のパターンとして共有しており、さらにその上に積層された卑な金属層71が第3のパターンとされる。したがって、卑な金属層71は、共有するクロム層12および金層13を介して、耐蝕膜14と電気的に接続されている。
次に、フォトリソグラフィの工程を利用して、電喰抑制パターンを分離する。
すなわち、図7(e)に示すように、フォトレジスト(以下、「レジスト」という)15―1を全面にスピンコートなどの手法で均一に塗布する(ST13)。レジスト15―1としては例えば、ノボラック樹脂によるポジレジストを使用できる。
(外形形成)
続いて、図8(h)に示すように、レジスト15−1を除去し、図8(i)に示すように、外形を形成するためのレジスト15を全面に塗布する(ST13)。そして、それぞれ振動腕35,36(図3参照)に対応する幅のマスク73,73を配置して外形アライメントを行い(ST14)、露光・現像して(ST15)、感光したレジスト15を図8(j)に示すように除去する。
(耐蝕膜の除去工程)
次に、図9(k)および図9(l)に示すように、露出した耐蝕膜を金層13,クロム層12の順で、それぞれウエットエッチングにより除去する(ST16)。すなわち、例えば、ヨウ素とヨウ化カリウムの水溶液等を用いて、金層13bをエッチングし、次いで、クロム層12bをエッチングする。尚、ST16は狭義の外形エッチングであり、狭義の外形エッチングは耐蝕膜の除去工程と同義である。
つまり、耐蝕膜14のエッチングによる除去終了時に電喰抑制パターン70の第3のパターン71(卑な金属層)は、図6(d)で説明したように、耐蝕膜14のクロム層12より厚く形成されている関係から、このクロム層12のエッチングが終了した時点で、図9(l)に示されているように、僅かな厚みで残っている。
このように、電喰抑制パターン70の第3のパターン71の一部を残すようにし、このクロムでなる卑な金属が電界液中に露出される面積を確実に増大させて、耐蝕膜14の下層であるクロム層12a,12bに対するサイドエッチングを抑制することができる。
腐食速度P=P0(1+B/A)・・・・・式1
となることから、このような異種金属接触腐食を抑制するには、クロム層と金層との間の電位差を小さくするか、あるいは式1に従って、電界溶液中に露出されるクロム層の面積Aを大きくし、もしくは、金層の面積Bを小さくすることが有効である。
この実施形態では、エッチング液について、上述のものを使用することにより、クロム層と金層との間の電位差を小さくし、電喰抑制パターン70を用いることにより、電界溶液中に露出されるクロム層の面積Aを大きくし、もしくは、金層の面積Bを小さくすることとして、クロム層のサイドエッチングを確実に抑制することができる。
尚、エッチングを従来のもの、例えば、過塩素酸と硝酸第2セリウムアンモニウムと水によるものを使用して、電喰抑制パターン70を形成した場合においても、クロム層のサイドエッチングを大きく抑制することができるものである。
かくして、この製造方法では、耐蝕膜14のクロム層12のサイドエッチングを防止もしくはごく僅かなエッチング量に止めることができる。
なお、ここまでの構成において、図3の各振動腕35,36に、その表裏面に長さ方向に沿った長溝(図示せず)を形成する場合には、以上の外形エッチング工程に、さらに溝部のパターニングを行い、同様の手法でハーフエッチングすることにより、形成することができる。
続いて、部分11a,11bを純水で洗浄し(ST18)、図10(n)に示すように、部分11a,11bの全面に駆動電極としての励振電極や引出し電極を形成するための金属膜24を蒸着またはスパッタリング等の手法により形成する。この金属膜24は、2層構造とすることができ、耐蝕膜14と同様に、卑な金属と貴な金属を積層して形成することができる。ここでは、下地となるクロム層22と、金層23とで構成する(ST19)。以下の電極形成工程は、部分11a、11bについて、それぞれ同じであるから、部分11bについてだけ符号を付して説明する。
そして、この場合、駆動電極を構成する金属膜が、耐蝕膜14の場合と同様に、卑な金属と貴な金属を積層した構成であることから、図5の水晶ウエハ11の内枠部11−2および/または外枠部11−1に、すでに説明したのと同様な電喰抑制パターン70を形成するようにしてもよい。この場合、各ブランクは、その基部51(図3参照)の中央付近で、内枠部11−2と僅かに接続されているから、各振動腕35,36に形成される駆動電極を構成するための金属膜と電喰抑制パターン70とを電気的に接続することができるものである。
さらに、上述したように、電喰抑制パターン70を形成しておくことにより、外形エッチング工程における耐蝕膜除去工程で説明したのと同様の理由により、より確実にクロム層22a,22b,22cのサイドエッチングを防止することができる。
さらに、図11(t)に示すように、各振動腕35,36の先端部に、金、もしくは金および銀により金属膜45,46を蒸着により形成することで先端部の質量を調整して、周波数を合わせる(ST25)。
さらに、圧電振動片32の表面に拡散、露出したクロムをエッチングで除去し(ST26)、レーザ光LBを金属膜45,46に照射して、図11(u)の符号45a,46aに示されているように、金属膜の一部を蒸散させ、質量削減方式による周波数調整を行う(ST27)。
以上により圧電振動片32が完成する。
続いて、図2で既に説明したように、蓋体40の外部から圧電振動片32の各振動腕35,36の先端部の金属膜(図11(u)参照)にレーザ光LBを照射して、金属膜の一部を蒸散させ、質量削減方式による周波数調整を行う(ST30)。最後に圧電デバイス30の駆動特性などの検査を行い(ST31)、圧電デバイス30を完成する。
図示されているように、電喰抑制パターン70を形成すべき領域を露出したマスク75を用意し、卑な金属、例えばクロムをスパッタリングもしくは蒸着により成膜する。これにより、図8(i)の工程に移行することができ、より製造工程を簡略にすることができる利点がある。
また、この発明は、ケースもしくはパッケージや箱状の蓋体に被われるようにして、内部に圧電振動片を収容するものであれば、圧電振動子、圧電発振器等の名称にかかわらず、全ての圧電デバイスに適用することができる。
Claims (10)
- 圧電材料の表面に、卑な金属と前記卑な金属と比較してイオン化傾向が低い貴な金属とを順次積層して耐蝕膜を形成し、この耐蝕膜を部分的に剥離して、露出した前記圧電材料をウエットエッチングすることにより、圧電材料の形状加工を行うエッチング方法であって、
前記耐蝕膜が剥離されて圧電材料がエッチングされる領域を除く領域の少なくとも一部に、前記耐蝕膜と共通する卑な金属でなる第1のパターンと、貴な金属でなる第2のパターンとを順次形成し、第2のパターンの上に、前記第1のパターンよりも厚みの厚い前記卑な金属と同じ金属による第3のパターンを形成することにより電喰抑制パターンを設け、
前記圧電材料がエッチングされる領域について、前記耐蝕膜をウエットエッチングにより除去する際に前記電喰抑制パターンの第3のパターンも同時にエッチングし、
前記耐蝕膜のエッチングによる除去終了時に前記電喰抑制パターンの第3のパターンの一部を残すようにした
ことを特徴とするエッチング方法。 - 基部と、この基部から平行に延びる複数の振動腕とを備える圧電振動片を形成し、この圧電振動片をパッケージまたはケース内に収容するようにした圧電デバイスの製造方法であって、
前記圧電振動片の製造工程が、
圧電材料でなる基板をウエットエッチングすることにより外形を形成するための外形エッチング工程を有しており、
前記外形エッチング工程が、
前記基板に卑な金属と前記卑な金属と比較してイオン化傾向が低い貴な金属とを順次積層して耐蝕膜を形成する工程と、
形成すべき前記圧電振動片の外形に対応して、前記耐蝕膜を除去する耐蝕膜の除去工程と
を含んでいて、
前記耐蝕膜の形成工程と同時に進行するように、前記耐蝕膜が剥離されて圧電材料がエッチングされる領域を除く領域の少なくとも一部に、前記耐蝕膜と共通する卑な金属でなる第1のパターンと、貴な金属でなる第2のパターンとを順次形成し、その後、前記第2のパターンの上に、前記第1のパターンよりも厚みの厚い前記卑な金属と同じ金属による第3のパターンを形成することにより電喰抑制パターンを設け、
前記耐蝕膜の除去工程において、
前記圧電材料がエッチングされる領域について、前記耐蝕膜をウエットエッチングにより除去する際に前記電喰抑制パターンの第3のパターンも同時にエッチングし、
前記耐蝕膜のエッチングによる除去終了時に前記電喰抑制パターンの第3のパターンの一部を残すようにした
ことを特徴とする、圧電デバイスの製造方法。 - 前記圧電材料として、水晶を使用し、前記耐蝕膜および電喰抑制パターンを形成するための卑な金属としてクロムを、貴な金属として金を使用することを特徴とする請求項2に記載の圧電デバイスの製造方法。
- 前記ウエットエッチングにおけるエッチング液として、硝酸第2セリウムアンモニウムと、硝酸と、水を混合した液体を使用することを特徴とする請求項3に記載の圧電デバイスの製造方法。
- 前記エッチング液として、硝酸第2セリウムアンモニウムと、酢酸と、水を混合した液体を使用することを特徴とする請求項3に記載の圧電デバイスの製造方法。
- 基部と、この基部から平行に延びる複数の振動腕とを備える圧電振動片を形成し、この圧電振動片をパッケージまたはケース内に収容するようにした圧電デバイスの製造方法であって、
前記圧電振動片の製造工程が、
圧電材料でなる基板をウエットエッチングすることにより外形を形成するための外形エッチング工程と、
前記外形エッチング工程により、音叉型の圧電振動片の外形を完成した後で、前記基板に卑な金属と前記卑な金属と比較してイオン化傾向が低い貴な金属とを順次積層して電極となる金属膜を形成する工程と、
形成すべき駆動用の電極の形状に対応して、前記電極となる金属膜を部分的に除去する電極エッチング工程と
を含んでいて、
前記金属膜の形成工程では、
前記電極となる金属膜の形成工程と同時に進行するように、前記電極膜が除去される領域を除く領域の少なくとも一部に、前記電極となる金属膜と共通する卑な金属でなる第1のパターンと、貴な金属でなる第2のパターンとを順次形成し、その後、前記第2のパターンの上に、前記第1のパターンよりも厚みの厚い前記卑な金属と同じ金属による第3のパターンを形成することにより電喰抑制パターンを設け、
前記電極エッチング工程において、
前記金属膜が除去される領域について、前記金属膜をウエットエッチングにより除去する際に前記電喰抑制パターンの第3のパターンも同時にエッチングし、
前記金属膜のエッチングによる除去終了時に前記電喰抑制パターンの第3のパターンの一部を残すようにした
ことを特徴とする、圧電デバイスの製造方法。 - 基部と、この基部から平行に延びる複数の振動腕とを備える圧電振動片の製造方法であって、
圧電材料でなる基板をウエットエッチングすることにより圧電振動片の外形を形成するための外形エッチング工程を有しており、
前記外形エッチング工程が、
前記基板に卑な金属と前記卑な金属と比較してイオン化傾向が低い貴な金属とを順次積層して耐蝕膜を形成する工程と、
形成すべき前記圧電振動片の外形に対応して、前記耐蝕膜を除去する耐蝕膜の除去工程と
を含んでいて、
前記耐蝕膜の形成工程と同時に進行するように、前記耐蝕膜が剥離されて圧電材料がエッチングされる領域を除く領域の少なくとも一部に、前記耐蝕膜と共通する卑な金属でなる第1のパターンと、貴な金属でなる第2のパターンとを順次形成し、その後、前記第2のパターンの上に、前記第1のパターンよりも厚みの厚い前記卑な金属と同じ金属による第3のパターンを形成することにより電喰抑制パターンを設け、
前記耐蝕膜の除去工程において、
前記圧電材料がエッチングされる領域について、前記耐蝕膜をウエットエッチングにより除去する際に前記電喰抑制パターンの第3のパターンも同時にエッチングし、
前記耐蝕膜のエッチングによる除去終了時に前記電喰抑制パターンの第3のパターンの一部を残すようにした
ことを特徴とする、圧電振動片の製造方法。 - 基部と、この基部から平行に延びる複数の振動腕とを備える圧電振動片の製造方法であって、
圧電材料でなる基板をウエットエッチングすることにより外形を形成するための外形エッチング工程と、
前記外形エッチング工程により、音叉型の圧電振動片の外形を完成した後で、前記基板に卑な金属と前記卑な金属と比較してイオン化傾向が低い貴な金属とを順次積層して電極となる金属膜を形成する工程と、
形成すべき駆動用の電極の形状に対応して、前記電極となる金属膜を部分的に除去する電極エッチング工程と
を含んでいて、
前記金属膜の形成工程では、
前記電極となる金属膜の形成工程と同時に進行するように、前記電極膜が除去される領域を除く領域の少なくとも一部に、前記電極となる金属膜と共通する卑な金属でなる第1のパターンと、貴な金属でなる第2のパターンとを順次形成し、その後、前記第2のパターンの上に、前記第1のパターンよりも厚みの厚い前記卑な金属と同じ金属による第3のパターンを形成することにより電喰抑制パターンを設け、
前記電極エッチング工程において、
前記金属膜が除去される領域について、前記金属膜をウエットエッチングにより除去する際に前記電喰抑制パターンの第3のパターンも同時にエッチングし、
前記金属膜のエッチングによる除去終了時に前記電喰抑制パターンの第3のパターンの一部を残すようにした
ことを特徴とする、圧電振動片の製造方法。 - 圧電材料の表面に、卑な金属と前記卑な金属と比較してイオン化傾向が低い貴な金属とを順次積層して耐蝕膜または電極となる金属膜を形成し、この耐蝕膜または金属膜を部分的に剥離するにあたり、エッチングすべき圧電材料を露出するために使用される電喰抑制パターンの構造であって、
前記耐蝕膜または金属膜が剥離されて圧電材料がエッチングされる領域を除く領域の少なくとも一部に、前記耐蝕膜または金属膜と共通する卑な金属で形成された第1のパターンと、
前記第1のパターンに積層された貴な金属でなる第2のパターンと、
前記第2のパターンに積層された前記第1のパターンよりも厚みの厚い前記卑な金属と同じ金属による第3のパターンと
を備えることを特徴とする、電喰抑制パターンの構造。 - ウエハ状の前記圧電材料の基板に対して、周囲に幅広の枠部を残して、その内側が前記エッチングされる領域とされており、前記幅広の枠部に前記電喰抑制パターンが形成されていることを特徴とする請求項9に記載の電喰抑制パターンの構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004031001A JP4525097B2 (ja) | 2004-02-06 | 2004-02-06 | エッチング方法およびこれを利用した圧電デバイスと圧電振動片の製造方法、ならびに電喰抑制パターンの構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004031001A JP4525097B2 (ja) | 2004-02-06 | 2004-02-06 | エッチング方法およびこれを利用した圧電デバイスと圧電振動片の製造方法、ならびに電喰抑制パターンの構造 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005223719A JP2005223719A (ja) | 2005-08-18 |
| JP2005223719A5 JP2005223719A5 (ja) | 2007-03-29 |
| JP4525097B2 true JP4525097B2 (ja) | 2010-08-18 |
Family
ID=34999007
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004031001A Expired - Fee Related JP4525097B2 (ja) | 2004-02-06 | 2004-02-06 | エッチング方法およびこれを利用した圧電デバイスと圧電振動片の製造方法、ならびに電喰抑制パターンの構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4525097B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5165855B2 (ja) * | 2006-04-26 | 2013-03-21 | 京セラクリスタルデバイス株式会社 | 圧電素子形成方法 |
| JP5133730B2 (ja) * | 2008-02-19 | 2013-01-30 | セイコーインスツル株式会社 | 圧電振動片の製造方法 |
| JP5162387B2 (ja) * | 2008-09-16 | 2013-03-13 | シチズンファインテックミヨタ株式会社 | 圧電振動片の製造方法 |
| JP4809447B2 (ja) * | 2009-01-30 | 2011-11-09 | 日本電波工業株式会社 | 水晶振動子の製造方法 |
| JP5600011B2 (ja) * | 2010-02-08 | 2014-10-01 | 川崎重工業株式会社 | 水素ガス製造方法 |
| JP2011178609A (ja) * | 2010-03-02 | 2011-09-15 | Kawasaki Heavy Ind Ltd | 水素ガス製造方法 |
| JP6163404B2 (ja) * | 2013-10-09 | 2017-07-12 | 京セラ株式会社 | 圧電素子の製造方法 |
| JP6617928B2 (ja) * | 2016-11-18 | 2019-12-11 | 株式会社村田製作所 | 圧電振動素子の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003204234A (ja) * | 2002-01-08 | 2003-07-18 | Seiko Epson Corp | 圧電振動片の製造方法及び圧電振動片を利用した圧電デバイスと、この圧電デバイスを利用した携帯電話装置及び圧電デバイスを利用した電子機器 |
| JP2003347885A (ja) * | 2002-05-29 | 2003-12-05 | Seiko Epson Corp | 圧電振動片、圧電振動片の製造方法および圧電デバイス |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5132289A (ja) * | 1974-09-13 | 1976-03-18 | Citizen Watch Co Ltd | Usuitachokogatasuishoshindohen no seizoho |
| JPS5728415A (en) * | 1980-07-29 | 1982-02-16 | Citizen Watch Co Ltd | Electrode film construction of quartz oscillator |
| JPS5961210A (ja) * | 1982-09-29 | 1984-04-07 | Kinseki Kk | 水晶振動子の金属膜構造 |
| JPH02257635A (ja) * | 1989-03-30 | 1990-10-18 | Toshiba Corp | パターン形成方法 |
| JP3157634B2 (ja) * | 1993-01-12 | 2001-04-16 | 鹿児島日本電気株式会社 | ウェットエッチング方法 |
-
2004
- 2004-02-06 JP JP2004031001A patent/JP4525097B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003204234A (ja) * | 2002-01-08 | 2003-07-18 | Seiko Epson Corp | 圧電振動片の製造方法及び圧電振動片を利用した圧電デバイスと、この圧電デバイスを利用した携帯電話装置及び圧電デバイスを利用した電子機器 |
| JP2003347885A (ja) * | 2002-05-29 | 2003-12-05 | Seiko Epson Corp | 圧電振動片、圧電振動片の製造方法および圧電デバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005223719A (ja) | 2005-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4329492B2 (ja) | 圧電振動片と圧電デバイスおよびこれらの製造方法、ならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| JP2008060952A (ja) | 音叉型水晶振動板とその製造方法 | |
| US9231184B2 (en) | Piezoelectric resonator element and piezoelectric resonator | |
| JP4714770B2 (ja) | 音叉型圧電振動片及び音叉型圧電振動片の製造方法 | |
| JP5216288B2 (ja) | 圧電振動片の製造方法、圧電デバイスの製造方法 | |
| JP4292825B2 (ja) | 水晶振動片の製造方法 | |
| JP4763769B2 (ja) | 圧電デバイスの製造方法 | |
| JP4525097B2 (ja) | エッチング方法およびこれを利用した圧電デバイスと圧電振動片の製造方法、ならびに電喰抑制パターンの構造 | |
| JP2005151423A (ja) | 圧電振動片と圧電デバイスおよびこれらの製造方法、ならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| US7728491B2 (en) | Piezoelectric devices and methods for manufacturing same | |
| JP2003347885A (ja) | 圧電振動片、圧電振動片の製造方法および圧電デバイス | |
| JP4241022B2 (ja) | 水晶振動片とその製造方法及び水晶振動片を利用した水晶デバイス、ならびに水晶デバイスを利用した携帯電話装置および水晶デバイスを利用した電子機器 | |
| JP4636170B2 (ja) | 水晶振動片とその製造方法及び水晶振動片を利用した水晶デバイス、ならびに水晶デバイスを利用した携帯電話装置および水晶デバイスを利用した電子機器 | |
| JP4513304B2 (ja) | エッチング方法およびこれを利用した圧電デバイスと圧電振動片の製造方法。 | |
| US7518296B2 (en) | Piezoelectric resonator with short-circuits preventing means | |
| JP2008131486A (ja) | 音叉型水晶振動片の製造方法および水晶振動デバイスの製造方法、並びに音叉型水晶振動片および水晶振動デバイス | |
| JP2009152989A (ja) | 圧電振動片及び圧電デバイス | |
| JP3731540B2 (ja) | 圧電振動片の製造方法 | |
| JP4019990B2 (ja) | 圧電振動片と圧電デバイスの製造方法 | |
| JP2006214779A (ja) | 振動体の製造方法 | |
| JP4692619B2 (ja) | 水晶振動片とその製造方法及び水晶振動片を利用した水晶デバイス、ならびに水晶デバイスを利用した携帯電話装置および水晶デバイスを利用した電子機器 | |
| JP2005210185A (ja) | 圧電振動片および圧電デバイスの製造方法 | |
| JP4548077B2 (ja) | 水晶振動片および水晶振動子の製造方法 | |
| US20220278668A1 (en) | Electronic component and method of manufacturing electronic component | |
| JP2010088054A (ja) | 音叉型圧電振動片および圧電デバイス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070209 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20070507 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20070509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070514 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100511 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100524 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130611 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130611 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |