JP4492231B2 - 鉛フリーはんだ合金 - Google Patents
鉛フリーはんだ合金 Download PDFInfo
- Publication number
- JP4492231B2 JP4492231B2 JP2004199353A JP2004199353A JP4492231B2 JP 4492231 B2 JP4492231 B2 JP 4492231B2 JP 2004199353 A JP2004199353 A JP 2004199353A JP 2004199353 A JP2004199353 A JP 2004199353A JP 4492231 B2 JP4492231 B2 JP 4492231B2
- Authority
- JP
- Japan
- Prior art keywords
- solder
- lead
- solder alloy
- weight
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Description
Cuは、はんだ合金の凝固組織の結晶を微細化させる作用を奏し、機械的な強度の向上等、機械的特性の改善効果を奏するものである。Cu含有量が0.1重量%未満である場合には、上記結晶組織の微細化作用が不十分である。一方、3重量%を超えて添加しても上記効果にはほとんど影響せず、かつ液相線温度が上昇するため好ましくない。
Cu含有量のより好ましい範囲としては、0.2〜0.8重量%であり、望ましくは0.3〜0.7重量%である。これらの範囲とすることで、液相線温度の上昇を抑えつつ、十分な機械的特性の改善効果を得ることができる。
Ni含有量の好ましい範囲としては、0.01〜0.5重量%であり、望ましくは、0.05〜0.2重量%である。
この実装方法によれば、はんだ付け性が良好で安定した実装構造を容易に形成することができる。
次に、本発明の回路基板は、先に記載の本発明の鉛フリーはんだ合金を用いた実装構造を具備したことを特徴とする。
次に、本発明の電子機器は、先に記載の本発明に係る半導体装置、ないし回路基板を具備したことを特徴とする。
本発明に係る鉛フリーはんだ合金を用いた実装構造を具備するならば、またはんだ付け性が良好で安定した信頼性に優れた実装構造を備えた半導体装置、回路基板、電子機器を実現でき、またこれらは鉛成分に係る環境問題に適合したものとなる。
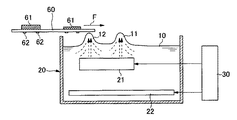
図1は、フローはんだ付け法に用いるはんだ付け装置を示す概略構成図である。このはんだ付け装置は、はんだフロー槽20と、制御装置30とを主体として構成されている。はんだフロー槽20は、図示上方が解放された概略直方体状に形成されており、内部に溶融はんだ10を収容するようになっている。このはんだフロー槽20には、従来から用いられているSn−Pb系はんだ合金のフロー槽として用いられているフロー槽をそのまま適用でき、例えばSUS304,SUS316等のステンレス製、あるいは鉄鋳物等のものを用いることができる。
ただし、式AにおいてC:反応時間t(s)後の液体中の溶質濃度、K:定数、A:固体と液体との界面積、V:液体の体積、Cs:液体中の飽和溶質濃度、である。

Claims (1)
- Cu:0.1〜3質量%、Ni:0.001〜1質量%、Fe:0.001〜0.05質量%、Cr:0.8質量%以下を含有し、残部がSnからなることを特徴とする鉛フリーはんだ合金。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004199353A JP4492231B2 (ja) | 2004-07-06 | 2004-07-06 | 鉛フリーはんだ合金 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004199353A JP4492231B2 (ja) | 2004-07-06 | 2004-07-06 | 鉛フリーはんだ合金 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007176333A Division JP4683015B2 (ja) | 2007-07-04 | 2007-07-04 | 鉛フリーはんだ合金 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006021205A JP2006021205A (ja) | 2006-01-26 |
| JP2006021205A5 JP2006021205A5 (ja) | 2007-08-23 |
| JP4492231B2 true JP4492231B2 (ja) | 2010-06-30 |
Family
ID=35794859
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004199353A Expired - Fee Related JP4492231B2 (ja) | 2004-07-06 | 2004-07-06 | 鉛フリーはんだ合金 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4492231B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102974954B (zh) * | 2012-12-17 | 2015-03-11 | 南京航空航天大学 | 含Fe和Pr的Sn-Cu-Ni无铅钎料 |
| JP6680992B1 (ja) * | 2019-05-27 | 2020-04-15 | 千住金属工業株式会社 | はんだ合金、はんだ粉末、ソルダペースト、はんだボール、ソルダプリフォーム、およびはんだ継手 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000061585A (ja) * | 1998-08-21 | 2000-02-29 | Tanaka Denshi Kogyo Kk | 半田材料の鋳造方法 |
| JP2000197988A (ja) * | 1998-03-26 | 2000-07-18 | Nihon Superior Co Ltd | 無鉛はんだ合金 |
| JP2005153007A (ja) * | 2003-01-22 | 2005-06-16 | Hakko Kk | マニュアルソルダリング用またはフローソルダリング用鉛フリーはんだ及びそれを用いた電子部品 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3754152B2 (ja) * | 1996-11-08 | 2006-03-08 | 田中電子工業株式会社 | 無鉛半田材料及びそれを用いた電子部品 |
-
2004
- 2004-07-06 JP JP2004199353A patent/JP4492231B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000197988A (ja) * | 1998-03-26 | 2000-07-18 | Nihon Superior Co Ltd | 無鉛はんだ合金 |
| JP2000061585A (ja) * | 1998-08-21 | 2000-02-29 | Tanaka Denshi Kogyo Kk | 半田材料の鋳造方法 |
| JP2005153007A (ja) * | 2003-01-22 | 2005-06-16 | Hakko Kk | マニュアルソルダリング用またはフローソルダリング用鉛フリーはんだ及びそれを用いた電子部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006021205A (ja) | 2006-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4493658B2 (ja) | 鉛フリーソルダペースト | |
| TW592872B (en) | Lead-free solder alloy | |
| JP4577888B2 (ja) | Fe喰われ防止用はんだ合金とFe喰われ防止方法 | |
| JP3544904B2 (ja) | はんだ、それを使用したプリント配線基板の表面処理方法及びそれを使用した電子部品の実装方法 | |
| WO1997012719A1 (fr) | Soudure sans plomb | |
| EP1971699A2 (en) | Lead-free solder with low copper dissolution | |
| KR100852403B1 (ko) | 땜납 침지조 내의 구리 함량을 제어하는 방법 | |
| US6474537B1 (en) | Soldering method using a Cu-containing lead-free alloy | |
| JP4392020B2 (ja) | 鉛フリーはんだボール | |
| JP4337326B2 (ja) | 鉛フリーはんだおよびはんだ付け物品 | |
| JP4492231B2 (ja) | 鉛フリーはんだ合金 | |
| WO2003059564A1 (fr) | Technique de brasage et alliage de brasure pour apport supplementaire | |
| JP4683015B2 (ja) | 鉛フリーはんだ合金 | |
| WO2007014530A1 (fr) | Alliage de brasage sans plomb contenant un systeme sn-ag-cu-ni-al | |
| US7537728B2 (en) | Method for increasing the effectiveness of a component of a material | |
| JPH09327791A (ja) | 無鉛はんだ合金 | |
| JP2007111715A (ja) | はんだ合金 | |
| JP2007038228A (ja) | はんだ合金 | |
| JP4151409B2 (ja) | はんだ付け方法 | |
| KR102596167B1 (ko) | 땜납 합금 및 땜납 이음 | |
| JP5825265B2 (ja) | プリント基板のはんだ付け方法 | |
| KR101528446B1 (ko) | 땜납 합금 | |
| JP4673860B2 (ja) | Pb・Sbフリーはんだ合金、プリント配線基板および電子機器製品 | |
| KR100574878B1 (ko) | 무연 납땜 합금 | |
| JP6487362B2 (ja) | はんだ合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070704 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070704 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070705 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091126 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091126 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100329 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140416 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |