JP4489335B2 - 油圧力学的回路の制御を改善した油圧プレス装置 - Google Patents
油圧力学的回路の制御を改善した油圧プレス装置 Download PDFInfo
- Publication number
- JP4489335B2 JP4489335B2 JP2001501434A JP2001501434A JP4489335B2 JP 4489335 B2 JP4489335 B2 JP 4489335B2 JP 2001501434 A JP2001501434 A JP 2001501434A JP 2001501434 A JP2001501434 A JP 2001501434A JP 4489335 B2 JP4489335 B2 JP 4489335B2
- Authority
- JP
- Japan
- Prior art keywords
- piston
- hole
- plunger
- cylindrical cavity
- hydraulic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000010720 hydraulic oil Substances 0.000 claims description 13
- 238000004891 communication Methods 0.000 claims description 4
- 239000012530 fluid Substances 0.000 abstract description 5
- 238000007667 floating Methods 0.000 description 17
- 238000000034 method Methods 0.000 description 6
- 230000009471 action Effects 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000002386 leaching Methods 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000010137 moulding (plastic) Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/67—Mould opening, closing or clamping devices hydraulic
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B15/00—Fluid-actuated devices for displacing a member from one position to another; Gearing associated therewith
- F15B15/08—Characterised by the construction of the motor unit
- F15B15/14—Characterised by the construction of the motor unit of the straight-cylinder type
- F15B15/1423—Component parts; Constructional details
- F15B15/1457—Piston rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B15/00—Fluid-actuated devices for displacing a member from one position to another; Gearing associated therewith
- F15B15/08—Characterised by the construction of the motor unit
- F15B15/14—Characterised by the construction of the motor unit of the straight-cylinder type
- F15B15/149—Fluid interconnections, e.g. fluid connectors, passages
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B15/00—Fluid-actuated devices for displacing a member from one position to another; Gearing associated therewith
- F15B15/20—Other details, e.g. assembly with regulating devices
- F15B15/204—Control means for piston speed or actuating force without external control, e.g. control valve inside the piston
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Press Drives And Press Lines (AREA)
- Control Of Presses (AREA)
- Actuator (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
<説明>
本発明は、金属製材料を形成するのに用いるプロセスや、特に、熱可塑性材料を射出成形し形成するためのプロセスの両方において、相補的な半型同士を最も効率的且つ効果的に締止するのに適した垂直型の油圧プレス装置に関する。
【0002】
非常に広範な種類およびタイプの油圧プレス装置が、現在入手可能で実用されているものとして、数多く知られている。とにかく、このようなプレス機を設計する際に技術者が従う傾向にある要件のうち最も一般的なものが、このような機械の全体構成を簡素化すること、およびその動作の制御を可能な限り簡単且つ効果的にすることであるということは、容易に理解できるだろう。
【0003】
熱可塑性材料を形成する射出成形プロセスにおいて半型を締止するのに用いる油圧プレス装置の基本的な概略レイアウトは、一般に、油圧シリンダ内で摺動するのに適したピストンに結合された案内コラムを含む。上半分の半型が、固定された下半分の半型に対して垂直に移動されると、ピストン自体の移動により、ピストンの一方におかれる油圧油の一部は、外部の回路および少なくとも制御弁を通ってピストンの他方へ移動する。
【0004】
しかし、このような外部の回路の存在は、数多くの機械的な構成部品の導入を伴い、さらに、多くの精密機械的な操作の実行を要求する。このような要求は、前記弁および関連する制御回路を設ける要求と相俟って、上記プレス装置の構成を特に複雑で高価且つ要求の多いものとするばかりか、その動作にかなりの注意を要するものとする。
【0005】
米国特許第5,204,047号および米国特許第5,302,108号は、プレス機に要求される全体的なスペースを最小とすべく、前記ピストンについて支持コラムを用いる、特定のタイプの油圧プレス装置を作成するための方法を教示するものとして知られている。このプレス装置の特色は、固定された差動ピストンに関連付けた複数のピストンを設けることにある。
【0006】
前記特許の主たる目的は、上記のような解決手段によって実際に達成される。しかし、上記のごとく得られたプレス装置は、特に、同期パターンにしたがって開閉されなければならない油圧コンジットの数が非常に多いため、その構成は複雑且つ高価に過ぎ、また、その動作には注意を要する。
【0007】
したがって、本発明の主たる目的は、コンパクトで動作に信頼性があり、安価な材料・構造要件・構成要素を用い、且つ、容易に利用可能な技術の使用に基づく簡素で信頼性のある構造を有する、特にプラスチック成形プロセスに関連して用いるのに適した垂直型の油圧プレス装置を提供することにある。
【0008】
この種のプレス装置は、添付の請求の範囲を特に参照して十分に説明した特徴をもって得られ実施される。
【0009】
とにかく、本発明の特徴や利点は、添付の図面を参照して、限定を意図することなく例示する以下の説明から、より容易に理解できるだろう。
【0010】
図面を参照すると、本発明によるプレス装置は、
− 適当な型(図示せず)がその上に取り付けられる下方プレート1及び上方プレート2と、
− 前記二つのプレートに連結され、シリンダ3と、ピストン4と、前記ピストンによって区切られ互いに分離された、前記シリンダの二つの容積内へ油圧油を選択的に注入するのに適した二つのコンジット5及び6とを備える作動装置と、
− 前記下方プレートの下に設けられ、その軸線が垂直方向に延在するように配置された中空シリンダ7であって、前記下方プレート1の下方面9に対して確着するように配置された上方縁8を有する前記シリンダと、
− 適切な連結手段11によって前記上方プレートに連結され、案内コラム全体が垂直動するように駆動可能とすべく、その下方端部12が、前記中空シリンダ7内を摺動するのに適したピストンのロッド13を形成する案内コラム10と、
− 前記下方プレートを通って延在し、垂直方向に摺動する前記案内コラムを収容するのに適した穴14と、
− 前記中空シリンダ7の側面に設けられ、前記ピストン13がその下方位置にあるときに、前記ピストンの上方に設けられた内部容積16を、この内部容積16内に液圧を付与するのに適した適切な手段17と連通可能とするのに適したアパーチャ15と
を備える。
【0011】
とにかく、上述した事柄は、技術水準に属するものであり、より良い理解のために、ここで注意的に記載したまでである。
【0012】
本発明によれば、前記案内コラムは、その軸線がコラムの移動方向と平行に延在し同コラムの下方端部19にて開放する内部円筒形空洞18を備える。
【0013】
前記円筒形空洞18の内部には、プランジャ型の摺動ピストンが配置される。プランジャ型ピストンは、上方円筒形部20と下方部21とから形成される。
【0014】
前記上方円筒形部は、前記内部円筒形空洞18を塞ぐことができるとともに、とにかく、前記ピストンの摺動を許容するように寸法決めされる。更に、ピストンの下方部21は、上方部に対して、以降より詳細に説明する一定の程度、下方に延出するとともに、前記下方部が前記内部円筒形空洞18の内壁と干渉ないし接触することができないように、上方部自体の幅よりも小さな幅を有するように寸法決めされる。
【0015】
前記案内コラムの壁は、ピストン13の上方の位置で、前記内部容積16が円筒形空洞18と連通できるようにする貫通孔22を備える。このような状況が、前記プランジャ型ピストンが前記貫通孔から遠ざけられるように移動されたときに生じることは、当然理解されるだろう。また、前記プランジャ型ピストンの上方部の高さは、前記プランジャ型ピストンがその一定の位置において前記貫通孔を閉止し、よって前記内部容積16および前記円筒形空洞18間の連通を遮断することができるように、前記貫通孔22の高さと少なくとも等しいものとする。
【0016】
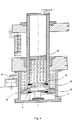
上述した種々の部材の寸法は、図5および6に示すように、ピストン13、また結果として案内コラムがその下方位置に移動されたときに、プランジャ型ピストンの上方部が前記貫通孔を塞ぎ、また、図1、2および3に示すように、ピストン13が十分高い位置に上昇したときに、浮動ピストンが重力の作用によって低い位置に維持され、したがって、前記貫通孔22を開放状態のままとするようなものである。
【0017】
当業者であればこの時点で気づくであろうが、本動作モードは、以下の通りである。
【0018】
− 第1段階(図1)において、案内コラム、したがってこれに連結されたピストン13は、完全に持ち上げられている。適当な圧力をもった油圧油は、シリンダ3のコンジット5から流入し、これにより二つのプレート1および2は互いに接近する。浮動ピストンは貫通孔22に対して下降した位置にある。結果として、貫通孔は完全に開放されたままとされる。これにより、上方プレートが下へ移動することによって徐々にその容量が減少する内部円筒形空洞18から、シリンダ7の内部容積16への油の流出が可能となる。
【0019】
浮動ピストンは、中空シリンダ7の底部まで後退することはなく、むしろ、好ましくは円錐台形の内部下方冠状リング23のはたらきによって前記内部円筒形空洞18内に保持される。このリングは、前記貫通孔22の下方に配置され、上方円筒形部20との干渉によって前記浮動ピストンをその特定の下降位置で停止させるのに適している。
【0020】
有利な態様において、前記冠状リング23の円錐台形状に対して完全に嵌合することができるように、前記上方部20の下方縁40も、円錐台の形態に成形される。ここで、前記冠状リングの位置と浮動ピストンの前記上方部の高さとの組合せは、浮動ピストンが前記冠状リング上に静止したときに、前記貫通孔が完全に開放されたままとなるようなものである。
【0021】
− 次の、すなわち第2段階(図2)は、油を移動させる中間段階であると考えることができる。油圧油はコンジット5からシリンダ3へと流入し続ける。これにより、案内コラムおよび関連するプランジャ型ピストンは更に下方へ移動するとともに、上述したように、油圧油は流出し続ける。
【0022】
− 第3段階(図3)において、案内コラムは、プランジャ型ピストンの下方部21の下方面が中空シリンダ7の底壁24と接触し始めるまで下降し続ける。
【0023】
− 第4段階(図4)において、案内コラムは下降し続ける。それにつれて、貫通孔22も、前記底壁24によってそれ以上の下降が妨げられているプランジャ型ピストンの高さに近づく。したがって、前記貫通孔は塞がれ始める。
【0024】
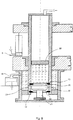
− 第5段階(図5)において、案内コラムはその下死点まで下降し続ける。
型(図示せず)が完全に締止されたこの位置において、貫通孔22は、プランジャ型ピストンの上方円筒形部20の真正面に移動し、したがって、ピストンによって塞がれる。その結果、内部容積16への油圧油のいかなる通過も停止する。
【0025】
次の圧縮段階において油圧油がわずかな量でも前記貫通孔を通って円筒形空洞18へ浸出しうることを防止するために、環状で好ましくは円錐台形の第二冠部25が前記貫通孔22の上方に配置されるように設けられる。この冠部は、関連する上方円筒形部20との干渉によって前記浮動ピストンをその一定の下降位置に止めるのに適している。
【0026】
有利な態様において、前記上方冠状リング25の円錐台形状に対して完全に嵌合することができるように、前記上方部20の上方縁30も、円錐台の形態に成形される。ここで、前記上方冠状リングの位置と浮動ピストンの前記上方部の位置および寸法との組合せは、浮動ピストンがその上死点まで移動したときに、互いに嵌合状態とされる上方冠状リング25および浮動ピストンの上方部の結合する円錐台形状が、実際に、油圧油が貫通孔22を通って浸出することを一切防止するようなものである。
【0027】
更に、前記結合する円錐台形状間の急な衝撃や過度の圧力を防止するために、弾性部材27を中空シリンダ7の底壁24上に設ける。この部材は、プランジャ型ピストンの下方部が接触し、生じ得る僅かな干渉および/または過度の連結圧力を吸収、すなわち取り除くことができるものである。
【0028】
− 動作の第6段階(図6)は、型を事実上開放して分離させる傾向にある成形中の部品の膨張圧に抗して型をしっかりと締止し続ける観点から、油圧油の最大限の圧縮が実現される段階である。この圧縮は、それ自体知られた手段17によってもたらされる。この手段は、シリンダ7の壁にある前記アパーチャ15を介して油圧油に作用することにより、前記内部容積16を最も素早く高圧下に設定するのに適している。
この段階において、浮動ピストンおよび案内コラムは動かない、すなわち静止した状態にある。
【0029】
− 次の第7段階(図7)は、上記第6段階の逆のシーケンスに対応する。つまり、前記手段17によって生成された圧力は解放される。ここで、案内コラムおよび浮動ピストンはまだ動かない。
【0030】
− 次の第8段階(図8)において、油圧油はシリンダ3のコンジット6内にポンプされ始める。これにより、上方プレート2と、したがって案内コラムもが再び上方へ動かされ、また、案内コラムと共に持ち上げられる前記第二の上方環状冠部25の作用に起因して、浮動ピストンによって弾性手段27上への圧力が解放される。
【0031】
− 第9段階(図9)において、案内コラムは上昇し続ける。ここで、下方冠状リング23は、浮動ピストンをまだ上昇させることなく、浮動ピストンの上方円筒形部の下方縁と接触し始めるまで持ち上げられる。貫通孔22は、案内コラムがこのように持ち上げられることによって開放され、内部容積16内の油圧油は押されて前記内部円筒形空洞18内へ流出し始める。
【0032】
− 第10段階(図10)において、案内コラムは上昇し続ける。これにより、浮動ピストンが内部下方冠状リング23と係合したことに起因して、浮動ピストンも、上方への引き上げにより持ち上げられる。油圧油は、内部円筒形空洞18内へ流出し続ける。
【0033】
− 最後の、すなわち第11段階(図11)において、プレス機は、図1に示したのと同様の配置に戻る。案内コラムおよび上方プレートは、この時点までに最大限の油圧油が流出したことを受け、上死点に達する。したがって、これ以降、上述した第1段階から新しいサイクルを始めることができる。
【0034】
更に、図1〜11の全てにおいて、円筒形空洞18中の油圧油の油面を覆う栓の形態で配置された円筒形の部材33の存在を見て取ることができる。この円筒形部材33は、特に貫通孔22が開閉される段階において、過剰な表面渦度を全く防止する働きがある。このような機能を促進する観点から、前記円筒形部材の上方のガスの容積34は、好ましくは適当なコンジット35を介して、僅かな空気圧の下に維持される。
【0035】
本発明の利点は既にかなり明確であるが、以下のようにまとめることができる。
− プレス装置が占めるスペースがより小さくなる。案内コラムの内部容積を用いて効率を最大限とすることによる。
− 構造および機能が最大限簡素化される。これは外部の油圧回路を全て除去することによって成される。
− 顕著な経済的利点のもと、制御弁が除去される。これも、関連する制御および作動回路の除去によって成される。
【0036】
さらに、本発明によるプレス装置は、当技術分野において容易に利用可能で完全に知られた材料や技術を用いて実施することができる。したがって、また、これら材料や技術は、その利用に際して、危険性や困難性を呈するものではない。
【0037】
添付の図面を参照した上記記載や説明は、本発明の例を示すのみであり、したがって、本発明の範囲から逸脱することなく、多くの変形や変更を加えることができることが理解されよう。
【図面の簡単な説明】
【図1〜11】 図1〜11は、連続する多くの動作段階を示した、本発明によるプレス装置の概略的な縦断面図である。
Claims (7)
- 油圧プレス装置であって、
− 下方プレート(1)と、適切な動作・位置制御手段(3、4、5、6)によって前記下方プレートに対して垂直動をもって駆動されるのに適した上方プレート(2)と、
− 前記下方プレートの下方に設けられ、その軸線が垂直方向に延在するように配置された中空シリンダ(7)であって、その上方縁(8)が、前記下方プレート(1)の下方面(9)に対して確着するような態様にて適合された前記シリンダと、
− その上部において前記上方プレートに連結されるとともに、前記中空シリンダ内で摺動するのに適したピストン(13)のロッドを形成する下方端部を有する案内コラム(10)と、
− 前記下方プレート(1)を通って延在し、垂直方向に摺動する前記案内コラムを収容するのに適した穴(14)と、
− 前記中空シリンダ(7)の側面に設けられ、前記ピストンがその下方位置にあるときに、前記ピストンの上方に位置付けられた内部容積(16)を、前記内部容積内に液圧を付与するのに適した液圧手段(17)と連通可能とするのに適したアパーチャ(15)と
を備え、
− 前記案内コラムは、垂直な軸線を有するとともに油圧油が充填された内部円筒形空洞(18)であって、前記ピストン(13)内に延在しピストンの下方端部から現れる前記円筒形空洞を備え、
− 前記内部円筒形空洞内を摺動するのに適したプランジャ型ピストンであって、前記内部空洞を塞ぐことができる直径を有する上方円筒形部(20)と、前記内部円筒形空洞(18)の壁部との接触を防止すべくより小径を有する下方部(21)とを備えた前記ピストンが設けられ、
− 貫通孔(22)であって、前記プランジャ型ピストンの前記上方円筒形部(20)が前記貫通孔よりも下方の高さに配置されたときに、前記内部円筒形空洞(18)を前記内部容積(16)と連通可能とするのに適した前記貫通孔が設けられていることを特徴とする油圧プレス装置。 - 前記プランジャ型ピストンの前記二つの部分(20、21)の長さは、上記ピストン(13)がその下方位置にあるときに、前記プランジャ型ピストンの前記上方円筒形部が前記貫通孔(22)を塞ぐのに適していて、前記ピストン(13)が、前記下方および上方プレートが互いに最大限離れた位置に対応する位置にあるときに、前記プランジャ型ピストンの前記上方円筒形部が少なくとも部分的に前記貫通孔を開ける、すなわち開放するように位置付けられるようなものであることを特徴とする請求項1記載の油圧プレス装置。
- 上記ピストン(13)がその下方位置にあるときに、前記下方部(21)が、その下方縁をもって、前記中空シリンダ(7)の底壁(24)に対して当接することを特徴する請求項2記載の油圧プレス装置。
- − 前記プランジャ型ピストンの前記上方部(20)は、円錐台形状の連結部(40)によって前記下方部(21)に連結され、
− 前記内部円筒形空洞(18)には、前記貫通孔(22)の下方の位置に配置されるとともに、前記プランジャ型ピストンが更に下方へ移動するのを防止するために前記円錐台形状の連結部と係合するのに適した円錐台形冠状リング(23)がその内部に設けられ、
− 前記プランジャ型ピストンの前記上方部(20)の高さは、前記プランジャ型ピストンが前記冠状リング(23)上に接触して配置されたときに前記貫通孔を塞ぐことができるように、前記貫通孔(22)の上方縁および前記冠状リング(23)間の高さの差よりも小さくないことを特徴とする請求項2または3記載の油圧プレス装置。 - − 前記プランジャ型ピストンの前記上方部の上方縁(30)は、円錐台形の形状を有し、
− 前記内部円筒形空洞(18)には、前記貫通孔の上方の位置に配置されるとともに、前記案内コラムがその下方位置にあるときに前記上方部の前記上方縁(30)と係合するのに適した、第二の、好ましくは円錐台形の冠状リング(25)がその内部に設けられていることを特徴とする請求項2〜4のいずれかに記載の油圧プレス装置。 - 上記中空シリンダ(7)の底壁(24)上には、前記下方部(21)と前記底壁(24)との間に適合することができる位置に、弾性部材(27)が設けられていることを特徴とする請求項3〜5のいずれかに記載の油圧プレス装置。
- 前記円筒形空洞(18)内の油圧油の油面上には、円筒形の部材(33)が設けられ、前記円筒形の部材の上方にあるガスの容積(34)は、好ましくは外部コンジット(35)を介して圧力下におかれることを特徴とする、先行する請求項のいずれかに記載の油圧プレス装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT99A000047 | 1999-06-04 | ||
| IT1999PN000047A IT1311228B1 (it) | 1999-06-04 | 1999-06-04 | Pressa idraulica con comando perfezionato del circuitooleo-dinamico |
| PCT/EP2000/003723 WO2000074921A1 (en) | 1999-06-04 | 2000-04-26 | Hydraulic press apparatus with improved control of the oleo-dynamic circuit thereof |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003501293A JP2003501293A (ja) | 2003-01-14 |
| JP2003501293A5 JP2003501293A5 (ja) | 2007-01-25 |
| JP4489335B2 true JP4489335B2 (ja) | 2010-06-23 |
Family
ID=11395534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001501434A Expired - Fee Related JP4489335B2 (ja) | 1999-06-04 | 2000-04-26 | 油圧力学的回路の制御を改善した油圧プレス装置 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6709260B1 (ja) |
| EP (1) | EP1183142B1 (ja) |
| JP (1) | JP4489335B2 (ja) |
| AT (1) | ATE231060T1 (ja) |
| BR (1) | BR0011262B1 (ja) |
| DE (1) | DE60001236T2 (ja) |
| ES (1) | ES2190411T3 (ja) |
| IT (1) | IT1311228B1 (ja) |
| WO (1) | WO2000074921A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2725602Y (zh) * | 2004-09-14 | 2005-09-14 | 桂林橡胶机械厂 | 脂压机 |
| CN100343043C (zh) * | 2005-07-29 | 2007-10-17 | 桂林橡胶机械厂 | 脂压机 |
| CN101021223B (zh) * | 2006-02-16 | 2012-07-04 | 彭道琪 | 闭式脂压系统 |
| USD1003725S1 (en) | 2021-09-03 | 2023-11-07 | Graham Packaging Company, L.P. | Container |
| USD1010454S1 (en) | 2021-09-03 | 2024-01-09 | Graham Packaging Company, L.P. | Container |
| CN113833713A (zh) * | 2021-10-18 | 2021-12-24 | 浙江昊达气动科技有限公司 | 一种薄型气缸 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB843328A (en) * | 1957-08-26 | 1960-08-04 | Nat Automatic Tool Company Inc | Improvements in and relating to control devices for hydraulic rams |
| JPS61268423A (ja) * | 1985-05-22 | 1986-11-27 | Matsuda Seisakusho:Kk | 主にプラスチツク成形機における型締装置 |
| JP2704572B2 (ja) * | 1991-12-26 | 1998-01-26 | 日精樹脂工業株式会社 | 成形機の型締装置 |
| US5325908A (en) * | 1992-01-17 | 1994-07-05 | Toyota Jidosha Kabushiki Kaisha | Hydraulically operated casting machine for producing a formed product, having mold closing and clamping cylinders |
| DE4209392C2 (de) * | 1992-03-23 | 1995-10-12 | Krauss Maffei Ag | Formschließvorrichtung für eine Spritzgießmaschine |
| WO1994022654A2 (de) | 1993-04-07 | 1994-10-13 | Bruno Svoboda | Formschliesseinheit |
| DE4340693C2 (de) * | 1993-11-30 | 1996-07-11 | Karl Hehl | Formschließeinheit für eine Kunststoff-Spritzgießmaschine |
| US6120724A (en) * | 1998-08-20 | 2000-09-19 | Husky Injection Molding Systems, Ltd. | Apparatus and method for clamping a mold |
-
1999
- 1999-06-04 IT IT1999PN000047A patent/IT1311228B1/it active
-
2000
- 2000-04-26 JP JP2001501434A patent/JP4489335B2/ja not_active Expired - Fee Related
- 2000-04-26 AT AT00927052T patent/ATE231060T1/de active
- 2000-04-26 ES ES00927052T patent/ES2190411T3/es not_active Expired - Lifetime
- 2000-04-26 US US09/980,591 patent/US6709260B1/en not_active Expired - Lifetime
- 2000-04-26 WO PCT/EP2000/003723 patent/WO2000074921A1/en active IP Right Grant
- 2000-04-26 EP EP00927052A patent/EP1183142B1/en not_active Expired - Lifetime
- 2000-04-26 DE DE60001236T patent/DE60001236T2/de not_active Expired - Lifetime
- 2000-04-26 BR BRPI0011262-3A patent/BR0011262B1/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| BR0011262B1 (pt) | 2010-02-09 |
| DE60001236D1 (de) | 2003-02-20 |
| US6709260B1 (en) | 2004-03-23 |
| ITPN990047A0 (it) | 1999-06-04 |
| EP1183142A1 (en) | 2002-03-06 |
| IT1311228B1 (it) | 2002-03-04 |
| DE60001236T2 (de) | 2003-09-04 |
| ATE231060T1 (de) | 2003-02-15 |
| WO2000074921A1 (en) | 2000-12-14 |
| EP1183142B1 (en) | 2003-01-15 |
| JP2003501293A (ja) | 2003-01-14 |
| ITPN990047A1 (it) | 2000-12-04 |
| ES2190411T3 (es) | 2003-08-01 |
| BR0011262A (pt) | 2002-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW555600B (en) | Die molding machine and pattern carrier | |
| KR100721633B1 (ko) | 사형을 제조하는 조형기 및 사형을 제조하는 방법 | |
| JP4489335B2 (ja) | 油圧力学的回路の制御を改善した油圧プレス装置 | |
| KR100917070B1 (ko) | 부스터가 구비된 증압장치 | |
| CN207222670U (zh) | 一种变径异形管类零件胀形模具 | |
| JP2002067066A (ja) | プレス方法、プレス機構、及び樹脂成形装置 | |
| CN107756614B (zh) | 漏缝板脱模装置 | |
| CN210587044U (zh) | 一种多触头伸缩调节机构 | |
| JP5027879B2 (ja) | マッチプレート造型機 | |
| CN210791687U (zh) | 一种快速定模的夹模器 | |
| CN203665892U (zh) | 模内功能组件的时序控制装置 | |
| CN220429170U (zh) | 一种带缸体清理的注塑机推模油缸 | |
| JPH0414419A (ja) | トランスファモールド装置 | |
| CN113733434A (zh) | 一种密封圈生产系统 | |
| CN221808936U (zh) | 一种粉末冶金压制模具 | |
| JP4472486B2 (ja) | 成型装置 | |
| CN102463658B (zh) | 射出成型机的模具开合机构 | |
| CN209365445U (zh) | 一种开模装置 | |
| JP3006492U (ja) | 油圧成型機の型締め付け用動力オイルシリンダ− | |
| CN220895334U (zh) | 一种磁芯成型模具 | |
| CN215279832U (zh) | 一种泵阀铸造用快速脱模装置 | |
| CN217912743U (zh) | 新能源机壳端盖制造装置 | |
| CN2780449Y (zh) | 中空成型机的合模装置 | |
| US20040224052A1 (en) | Mold clamping apparatus | |
| KR100594718B1 (ko) | 진공성형기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20040922 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091110 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100210 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100309 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100331 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130409 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140409 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |