JP4374192B2 - ゴム配合物の同時押出装置 - Google Patents
ゴム配合物の同時押出装置 Download PDFInfo
- Publication number
- JP4374192B2 JP4374192B2 JP2002589239A JP2002589239A JP4374192B2 JP 4374192 B2 JP4374192 B2 JP 4374192B2 JP 2002589239 A JP2002589239 A JP 2002589239A JP 2002589239 A JP2002589239 A JP 2002589239A JP 4374192 B2 JP4374192 B2 JP 4374192B2
- Authority
- JP
- Japan
- Prior art keywords
- rubber compound
- extrusion
- wall
- extrusion orifice
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000001125 extrusion Methods 0.000 title claims abstract description 75
- 229920001971 elastomer Polymers 0.000 title claims abstract description 69
- 239000005060 rubber Substances 0.000 title claims abstract description 69
- 150000001875 compounds Chemical class 0.000 title claims description 70
- 239000000203 mixture Substances 0.000 claims abstract description 28
- 238000000034 method Methods 0.000 claims abstract description 15
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 6
- 238000004519 manufacturing process Methods 0.000 claims description 13
- 238000003780 insertion Methods 0.000 claims description 3
- 230000037431 insertion Effects 0.000 claims description 3
- 238000009472 formulation Methods 0.000 description 20
- 230000002787 reinforcement Effects 0.000 description 12
- 239000000243 solution Substances 0.000 description 9
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 8
- LVTJOONKWUXEFR-FZRMHRINSA-N protoneodioscin Natural products O(C[C@@H](CC[C@]1(O)[C@H](C)[C@@H]2[C@]3(C)[C@H]([C@H]4[C@@H]([C@]5(C)C(=CC4)C[C@@H](O[C@@H]4[C@H](O[C@H]6[C@@H](O)[C@@H](O)[C@@H](O)[C@H](C)O6)[C@@H](O)[C@H](O[C@H]6[C@@H](O)[C@@H](O)[C@@H](O)[C@H](C)O6)[C@H](CO)O4)CC5)CC3)C[C@@H]2O1)C)[C@H]1[C@H](O)[C@H](O)[C@H](O)[C@@H](CO)O1 LVTJOONKWUXEFR-FZRMHRINSA-N 0.000 description 7
- 239000006229 carbon black Substances 0.000 description 6
- 239000012763 reinforcing filler Substances 0.000 description 6
- 230000003068 static effect Effects 0.000 description 5
- 230000005611 electricity Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 3
- 229940126062 Compound A Drugs 0.000 description 2
- NLDMNSXOCDLTTB-UHFFFAOYSA-N Heterophylliin A Natural products O1C2COC(=O)C3=CC(O)=C(O)C(O)=C3C3=C(O)C(O)=C(O)C=C3C(=O)OC2C(OC(=O)C=2C=C(O)C(O)=C(O)C=2)C(O)C1OC(=O)C1=CC(O)=C(O)C(O)=C1 NLDMNSXOCDLTTB-UHFFFAOYSA-N 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000011231 conductive filler Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000010058 rubber compounding Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C19/00—Tyre parts or constructions not otherwise provided for
- B60C19/08—Electric-charge-dissipating arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/19—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/307—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets specially adapted for bringing together components, e.g. melts within the die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/35—Extrusion nozzles or dies with rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/397—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using a single screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/49—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using two or more extruders to feed one die or nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C11/00—Tyre tread bands; Tread patterns; Anti-skid inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D2030/526—Unvulcanised treads, e.g. on used tyres; Retreading the tread comprising means for discharging the electrostatic charge, e.g. conductive elements or portions having conductivity higher than the tread rubber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S152/00—Resilient tires and wheels
- Y10S152/02—Static discharge
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Tires In General (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Tyre Moulding (AREA)
Description
タイヤ内での静電気の蓄積およびこれに関連する殆どの欠点の問題は、長い間に亘って良く知られており、使用される補強充填剤がカーボンブラックであるときには既に発生していた。
しかしながら、この方法は、2つの異なるゴム配合物からなる2つの層の場合のみならず、異なるゴム配合物からなる3つの層、4つの層またはこれ以上の層では非常に複雑になってしまう。
それぞれのゴム配合物のための少なくとも2つのフローチャネルを有する押出ヘッドを備えた主押出機を使用して、前記それぞれのゴム配合物の少なくとも2つの層を同時押出する工程を含み、前記フローチャネルは、押出オリフィスに開口しており、前記それぞれのゴム配合物は前記押出オリフィスを通して押し出され、前記押出オリフィスは、第一壁および第二壁により形成されており、前記それぞれのゴム配合物は、第一壁および第二壁により形成された前記押出オリフィスにおいて互いに接合され、
前記それぞれのゴム配合物のための少なくとも2つの層が互いに接触する前に、前記押出オリフィスの上流側で、前記それぞれのゴム配合物のための少なくとも2つのフローチャネルの各々内に前記それぞれのゴム配合物の少なくとも2つの層を通して、前記それぞれのゴム配合物のための少なくとも2つのフローチャネルを貫通して延びるマイクロ押出機のノズルにより、ゴム配合物の少なくとも1つのインサートを同時押出して挿入する工程をさらに含むことを特徴とする方法が提供される。
以下の説明において、図1および図3の実施の形態による装置の同じ構成要素には同一の参照番号が使用されている。
かくして図1には、2種類の非加硫ゴム配合物A、Bの同時押出を可能にする第一主押出機1の押出ヘッド10が示されており、該押出ヘッド10は、この例ではトレッドの上方部分および下方部分の製造を意図している。
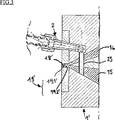
ローラダイ押出機では、押出ブレード19の第一壁111が固定されており、第二壁は押出機に関連するローラ16の外周面161からなりかつ移動可能である。しかしながら、本発明は、この形式の押出機を使用することに限定されるものではなく、図3に示すように第一壁および第二壁が押出ブレード19′の2つの固定壁191′、192′からなる「フラットダイ押出機」として知られている押出機1′の使用を考えることもできる。本発明のこの変更実施形態では、単一の押出オリフィス18′が設けられている。
マイクロ押出機2に使用される押出ノズル23は、支持体12を横切って延びかつヴォールト13の上壁131に接触する可動出口通路を有しており、これにより、配合物Cがノズルに沿ってその全部を通り得るようにしている。
従って、本発明によれば、上記装置は、特に、図2に示すようなタイヤについて、導電性配合物Cのインサートが交差した2つの非導電性配合物A、Bを有するトレッドを製造できる。
2 マイクロ押出機
16 ローラ
17 第一押出オリフィス
18 第二押出オリフィス
22 押出ヘッド
23 ノズル
35 ゴムインサート(ストリップ)
Claims (9)
- タイヤ製造のためのゴム配合物に基いた要素を製造する方法において、
それぞれのゴム配合物(A、B)のための少なくとも2つのフローチャネル(14、15)を有する押出ヘッド(10)を備えた主押出機(1)を使用して、前記それぞれのゴム配合物(A、B)の少なくとも2つの層を同時押出する工程を含み、前記フローチャネル(14、15)は、押出オリフィス(18)に開口しており、前記それぞれのゴム配合物(A、B)は前記押出オリフィス(18)を通して押し出され、前記押出オリフィス(18)は、第一壁(111)および第二壁(161)により形成されており、前記それぞれのゴム配合物(A、B)は、第一壁(111)および第二壁(161)により形成された前記押出オリフィス(18)において互いに接合され、
前記それぞれのゴム配合物(A、B)の少なくとも2つの層が互いに接触する前に、前記押出オリフィス(18)の上流側で、前記それぞれのゴム配合物(A、B)のための少なくとも2つのフローチャネル(14、15)の各々内に前記それぞれのゴム配合物(A、B)の少なくとも2つの層を通して、前記それぞれのゴム配合物(A、B)のための少なくとも2つのフローチャネル(14、15)を貫通して延びるマイクロ押出機(2)のノズル(23)により、ゴム配合物(C)の少なくとも1つのインサート(35)を同時押出して挿入する工程をさらに含むことを特徴とする方法。 - 前記それぞれのゴム配合物の層はトレッド(34)の部分(341、342)を構成することを特徴とする請求項1記載の方法。
- 前記トレッドの部分(341、342)を構成するそれぞれのゴム配合物(A、B)は非導電性であり、マイクロ押出機(2)により押出されるゴム配合物(C)は導電性を有することを特徴とする請求項2記載の方法。
- それぞれのゴム配合物(A、B)のための少なくとも2つのフローチャネル(14、15)を有する押出ヘッド(10)を備えた主押出機(1)を有し、前記フローチャネル(14、15)は押出オリフィス(18)に開口しており、該押出オリフィスを通して前記ゴム配合物(A、B)が押出され、押出オリフィス(18)は第一壁(111)および第二壁(161)により形成され、第三ゴム配合物(C)のためのマイクロ押出機(2)を更に有し、該マイクロ押出機の押出ヘッドの端部にはノズル(23)が設けられ、該ノズルは、第三ゴム配合物(C)が押出オリフィス(18)の上流側で、かつゴム配合物(A、B)が互いに接触して押出オリフィス(18)を通して押出される前に、各それぞれのゴム配合物(A、B)内に挿入されるように、前記それぞれのゴム配合物(A、B)のための少なくとも2つのフローチャネル(14、15)を貫通して延びていることを特徴とするゴム配合物の同時押出装置。
- 押出オリフィス(18)の第一壁および第二壁が、押出ブレード(19)の2つの固定壁からなることを特徴とする請求項4記載の同時押出装置。
- 前記押出オリフィス(18)を形成する第一壁(111)は固定されており、前記押出オリフィス(18)を形成する第二壁は主押出機(1)に取付けられたローラ(16)の外周面(161)からなることを特徴とする請求項4記載の同時押出装置。
- 前記押出ノズル(23)は、可動出口通路と、その高さの一部に沿って各フローチャンネル(14、15)に一致する2つのスリットとを有し、かつ主押出機(1)内に形成されたボア内に挿入されることを特徴とする請求項4または5記載の同時押出装置。
- 前記ノズル(23)のベースは、マイクロ押出機(2)により押出される配合物(C)の圧力により一方のフローチャネル(15)の壁(131)と接触した状態に維持されることを特徴とする請求項7記載の同時押出装置。
- 前記ノズル(23)のベースは一方のチャネル(15)の壁(131)に固定されることを特徴とする請求項7記載の同時押出装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0106489 | 2001-05-16 | ||
| PCT/EP2002/005333 WO2002092322A1 (fr) | 2001-05-16 | 2002-05-15 | Appareillage de coextrusion de melanges caoutchouteux |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004525012A JP2004525012A (ja) | 2004-08-19 |
| JP2004525012A5 JP2004525012A5 (ja) | 2006-01-05 |
| JP4374192B2 true JP4374192B2 (ja) | 2009-12-02 |
Family
ID=8863374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002589239A Expired - Fee Related JP4374192B2 (ja) | 2001-05-16 | 2002-05-15 | ゴム配合物の同時押出装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US6994817B2 (ja) |
| EP (1) | EP1448355B1 (ja) |
| JP (1) | JP4374192B2 (ja) |
| KR (1) | KR20030020371A (ja) |
| CN (1) | CN1238176C (ja) |
| AT (1) | ATE414601T1 (ja) |
| BR (1) | BR0205350B1 (ja) |
| CA (1) | CA2420772A1 (ja) |
| DE (1) | DE60229974D1 (ja) |
| PL (1) | PL363908A1 (ja) |
| RU (1) | RU2286255C2 (ja) |
| WO (1) | WO2002092322A1 (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1241026B1 (en) * | 2001-03-12 | 2007-03-07 | Bridgestone Corporation | Tire |
| KR100513240B1 (ko) * | 2003-11-04 | 2005-09-07 | 금호타이어 주식회사 | 트레드에 방전로를 갖는 타이어 압출성형장치의 다이세트 |
| JP4673365B2 (ja) * | 2005-03-16 | 2011-04-20 | 株式会社ブリヂストン | 空気入りタイヤ |
| RU2454326C2 (ru) * | 2007-06-27 | 2012-06-27 | Секисуй Кемикал Ко., Лтд. | Устройство и способ изготовления сложного промежуточного слоя для безосколочного стекла |
| US8062017B2 (en) * | 2008-10-13 | 2011-11-22 | The Goodyear Tire & Rubber Co | Splice bar for tire tread extrusion apparatus |
| US8016580B2 (en) * | 2009-01-28 | 2011-09-13 | The Goodyear Tire & Rubber Company | Assembly and a method for extruding a tire component |
| KR101744001B1 (ko) * | 2009-09-07 | 2017-06-07 | 주식회사 쿠라레 | Led용 반사판 및 그것을 구비하는 발광 장치 |
| US9375980B2 (en) * | 2010-07-16 | 2016-06-28 | Exxonmobil Chemical Patents Inc. | Adhesive extrusion for dynamically vulcanized thermoplastic elastomer laminates |
| NL2006420C2 (en) * | 2011-03-18 | 2012-09-19 | Apollo Vredestein Bv | Method of manufacturing an antistatic vehicle tire and vehicle tire obtainable by the method. |
| NL2006728C2 (en) * | 2011-05-06 | 2012-11-08 | Apollo Vredestein Bv | Method and device for manufacturing an antistatic vehicle tire. |
| NL2006729C2 (en) * | 2011-05-06 | 2012-11-08 | Apollo Vredestein Bv | Method and device for manufacturing an antistatic vehicle tire. |
| US9085104B2 (en) | 2011-07-20 | 2015-07-21 | Nordson Corporation | Sculpted extrusion die |
| DE102012104691A1 (de) * | 2012-05-31 | 2013-12-05 | Continental Reifen Deutschland Gmbh | Verfahren zur Herstellung einer Mischungsbahn und Verfahren zur Herstellung einer Materialbahn aus zwei Mischungsbahnen |
| FR3006620B1 (fr) * | 2013-06-10 | 2015-12-11 | Batscap Sa | Filiere pour la fabrication d'un film par extrusion |
| DE102015202171A1 (de) * | 2015-02-06 | 2016-08-11 | Continental Reifen Deutschland Gmbh | Verfahren und Vorrichtung zur Herstellung eines mehrschichtig zusammengesetzten Rohlaufstreifens |
| FR3046104B1 (fr) * | 2015-12-23 | 2017-12-22 | Michelin & Cie | Procede de coextrusion d’un profile caoutchouteux complexe destine a la fabrication d’un pneumatique |
| FR3046105B1 (fr) | 2015-12-23 | 2017-12-22 | Michelin & Cie | Tete de coextrusion d’un profile caoutchouteux complexe destine a la fabrication d’un pneumatique |
| FR3060436A1 (fr) | 2016-12-20 | 2018-06-22 | Compagnie Generale Des Etablissements Michelin | Procede de coextrusion d’un profile caoutchouteux complexe destine a la fabrication d’un pneumatique |
| FR3060435A1 (fr) | 2016-12-20 | 2018-06-22 | Compagnie Generale Des Etablissements Michelin | Tete de coextrusion d'un profile caoutchouteux complexe destine a la fabrication d'un pneumatique |
| US11440235B2 (en) * | 2017-06-30 | 2022-09-13 | Compagnie Generale Des Etablissements Michelin | Extrusion head with channels for producing inserts in a profiled band for manufacturing a pneumatic tire and corresponding extrusion method |
| FR3071760B1 (fr) | 2017-10-04 | 2021-01-22 | Michelin & Cie | Tete d'extrusion d'un profile complexe comprenant un insert dans un melange fortement elastique |
| FR3072896A1 (fr) | 2017-10-27 | 2019-05-03 | Compagnie Generale Des Etablissements Michelin | Tete d’extrusion d’un profile complexe forme de profiles juxtaposes |
| CN108215118A (zh) * | 2018-01-25 | 2018-06-29 | 正新橡胶(中国)有限公司 | 一种生产导电轮胎的挤出口型 |
| US20230173733A1 (en) * | 2020-07-22 | 2023-06-08 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Metal member, and method for processing rubber material using device comprising said metal member |
| FR3117398B1 (fr) * | 2020-12-16 | 2023-10-06 | Continental Reifen Deutschland Gmbh | Installation d’extrusion améliorée pour la fabrication de bande de profilé |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2342576A (en) | 1941-08-01 | 1944-02-22 | Wingfoot Corp | Tire construction |
| DE3325017C2 (de) | 1983-07-11 | 1985-11-28 | Continental Gummi-Werke Ag, 3000 Hannover | Preßkopf zum Herstellen von flachen zusammenhängenden Profilsträngen aus plastischen Kautschuk- oder Kunststoffmischungen verschiedener Zusammensetzung |
| US4539169A (en) | 1983-07-29 | 1985-09-03 | The Goodyear Tire & Rubber Company | Apparatus and method for forming a co-extrusion from extruded strips |
| US5017118A (en) * | 1989-06-16 | 1991-05-21 | The Goodyear Tire & Rubber Company | Apparatus for forming a coextrusion from extruded strips |
| FR2673187B1 (fr) | 1991-02-25 | 1994-07-01 | Michelin & Cie | Composition de caoutchouc et enveloppes de pneumatiques a base de ladite composition. |
| FR2700291A1 (fr) | 1993-01-08 | 1994-07-13 | Michelin & Cie | Appareil d'extrusion et procédé d'extrusion pour mélanges de caoutchouc cru. |
| IT1264990B1 (it) | 1993-12-14 | 1996-10-17 | Pirelli | Pneumatico antistatico con mescole a basso tenore di nero di carbonio |
| CA2140999A1 (en) | 1994-11-07 | 1996-05-08 | Jennifer Leigh Gabor | Triplex tread |
| EP0753391B1 (en) * | 1995-07-13 | 2001-09-19 | Sumitomo Rubber Industries Ltd. | Elastomer extruding apparatus |
| FR2759946B1 (fr) | 1997-02-24 | 1999-04-09 | Michelin & Cie | Pneumatique a plusieurs melanges non conducteurs |
| IT1290520B1 (it) * | 1997-04-03 | 1998-12-04 | Pirelli | Metodo ed apparato di estrusione per realizzare fasce battistrada per pneumatici di veicoli |
| EP0895878B1 (en) | 1997-08-07 | 2006-03-08 | Bridgestone Corporation | Pneumatic tire and method of manufacturing the same |
| US6294119B1 (en) * | 1997-12-26 | 2001-09-25 | Bridgestone Corporation | Production of unvulcanized tread rubber for pneumatic tires |
| DE69940193D1 (de) * | 1998-02-26 | 2009-02-12 | Michelin & Cie | Elektrisch leitender reifen und vorrichtungen zum extrudieren von leitenden profilen |
| JP3863298B2 (ja) | 1998-08-05 | 2006-12-27 | 株式会社ブリヂストン | 未加硫ゴム押出方法 |
| DE60018248T2 (de) * | 1999-11-23 | 2006-01-12 | Société de Technologie Michelin | Vorrichtung zum Coextrudieren von Kautschukmischungen |
| EP1241026B1 (en) * | 2001-03-12 | 2007-03-07 | Bridgestone Corporation | Tire |
| US6746227B2 (en) * | 2001-06-19 | 2004-06-08 | The Goodyear Tire & Rubber Company | Tire tread die |
-
2002
- 2002-05-15 BR BRPI0205350-0A patent/BR0205350B1/pt not_active IP Right Cessation
- 2002-05-15 RU RU2003105224/12A patent/RU2286255C2/ru not_active IP Right Cessation
- 2002-05-15 KR KR10-2003-7000602A patent/KR20030020371A/ko not_active Application Discontinuation
- 2002-05-15 CN CNB028016939A patent/CN1238176C/zh not_active Expired - Fee Related
- 2002-05-15 CA CA002420772A patent/CA2420772A1/fr not_active Abandoned
- 2002-05-15 AT AT02750930T patent/ATE414601T1/de not_active IP Right Cessation
- 2002-05-15 EP EP02750930A patent/EP1448355B1/fr not_active Expired - Lifetime
- 2002-05-15 PL PL02363908A patent/PL363908A1/xx unknown
- 2002-05-15 JP JP2002589239A patent/JP4374192B2/ja not_active Expired - Fee Related
- 2002-05-15 DE DE60229974T patent/DE60229974D1/de not_active Expired - Lifetime
- 2002-05-15 WO PCT/EP2002/005333 patent/WO2002092322A1/fr active Application Filing
-
2003
- 2003-02-13 US US10/366,529 patent/US6994817B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004525012A (ja) | 2004-08-19 |
| CN1463220A (zh) | 2003-12-24 |
| RU2286255C2 (ru) | 2006-10-27 |
| CN1238176C (zh) | 2006-01-25 |
| EP1448355B1 (fr) | 2008-11-19 |
| WO2002092322A1 (fr) | 2002-11-21 |
| EP1448355A1 (fr) | 2004-08-25 |
| BR0205350B1 (pt) | 2010-10-19 |
| DE60229974D1 (de) | 2009-01-02 |
| ATE414601T1 (de) | 2008-12-15 |
| PL363908A1 (en) | 2004-11-29 |
| BR0205350A (pt) | 2003-04-22 |
| CA2420772A1 (fr) | 2002-11-21 |
| KR20030020371A (ko) | 2003-03-08 |
| US6994817B2 (en) | 2006-02-07 |
| US20030136498A1 (en) | 2003-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4374192B2 (ja) | ゴム配合物の同時押出装置 | |
| RU2254239C2 (ru) | Способ получения элемента пневматической шины на основе каучуковых смесей и устройство для его осуществления | |
| JP4538149B2 (ja) | 導電性タイヤ、および導電性インサートを備えたセクションの押出し成形装置 | |
| EP1175992B1 (en) | Method of producing a tread for a pneumatic tire using an electrically conductive rubber material | |
| US6951233B1 (en) | Electrically conductive tire and apparatus and process for extruding elements which have been made conductive | |
| US8403013B2 (en) | Pneumatic tire | |
| JP4486749B2 (ja) | 導電性タイヤ、および導電性を有するセクションの押出し成形装置 | |
| JPH11320706A (ja) | 自動車空気タイヤの製造方法 | |
| JP2011068119A (ja) | タイヤトレッド押出用押出金型の多重プリフォーマダイ | |
| JP2006502909A (ja) | 非導電性タイヤトレッドのための導電路 | |
| EP2520421B1 (en) | Method and device for manufacturing an antistatic vehicle tire | |
| RU2000124412A (ru) | Электропроводная пневматическая шина и устройство для экструзии профилированных элементов, выполненных электропроводными | |
| JPH11240081A (ja) | タイヤ用未加硫トレッドゴム製造方法及び空気入りタイヤ | |
| CN1712205A (zh) | 用于可防止轮胎静电的胎面的挤出模 | |
| JP2000318016A (ja) | ゴム押出し装置 | |
| JP3863298B2 (ja) | 未加硫ゴム押出方法 | |
| US6875004B2 (en) | Apparatus for extruding unvulcanized rubber | |
| JP2006346972A (ja) | リッジ付き押出部材の製造方法、及びリッジ付き押出部材 | |
| EP1207033B1 (en) | Method and device for producing a two-part tire layer | |
| JP2018103895A (ja) | 空気入りタイヤ | |
| JPH0253605A (ja) | ラジアルタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050513 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090406 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090703 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090806 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090907 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130911 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |