JP4353610B2 - 工作機械用の磁気軸受装置 - Google Patents
工作機械用の磁気軸受装置 Download PDFInfo
- Publication number
- JP4353610B2 JP4353610B2 JP2000083069A JP2000083069A JP4353610B2 JP 4353610 B2 JP4353610 B2 JP 4353610B2 JP 2000083069 A JP2000083069 A JP 2000083069A JP 2000083069 A JP2000083069 A JP 2000083069A JP 4353610 B2 JP4353610 B2 JP 4353610B2
- Authority
- JP
- Japan
- Prior art keywords
- thrust
- main shaft
- sensor
- temperature
- magnetic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Description
【発明の属する技術分野】
本発明は、工作機械用の磁気軸受装置に関するものである。
【0002】
【従来の技術】
図6〜図8は、従来の工作機械用の磁気軸受装置を示す。
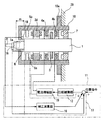
図6は主軸1のラジアル制御系の詳細を示し、図7は加工ツールの取り付け状態を、図8はケーシング10に装着された磁気軸受装置の構成を示す。
【0003】
工作機械用の磁気軸受装置は、主軸1を磁気ラジアル軸受手段Aと磁気スラスト軸受手段Bとで固定側から磁気浮上させるとともに、主軸1をモータ手段7で回転駆動し、主軸1の端部に取り付けられた加工ツール8を、矢印Yで示すようにラジアル方向にワーク9の表面に押し付けて加工を行うよう構成されている。
【0004】
磁気ラジアル軸受手段Aは、主軸1の軸方向に所定間隔で配置されたラジアルマグネットステータ2a,2bと、主軸1のラジアル位置を検出するラジアルセンサ5a,5b,5c,5dと、ラジアル制御手段14とからなる。磁気スラスト軸受手段Bは、主軸1の基端部側に配置されたスラスト板3を中央にしてその両側に配置されたスラストマグネットステータ4a,4bと、主軸1のスラスト位置を検出するスラストセンサ6と、スラスト制御手段11とからなる。
【0005】
磁気ラジアル軸受手段Aと磁気スラスト軸受手段Bによって主軸1が磁気浮上すると、ラジアルセンサ5a,5b,5c,5dによってラジアル方向の位置が検出され、ラジアル制御手段14の制御、例えばPID制御により主軸1が基準信号で決められた中心位置にくるようラジアルマグネットステータ2a,2bの電流が制御される。同様に、スラスト方向についてもスラストセンサ6とスラスト制御手段11によって主軸1の位置制御が行われる。
【0006】
12は位相補償器、19は電流増幅器であり、それぞれスラスト制御手段11を構成している。
主軸1の端部には、図7(a)に示すように、スラスト位置ターゲット面1cからスラスト方向に突出して加工ツール8が取り付けられる加工ツール取付部1aが形成されている。この加工ツール取付部1aにツールホルダー16を介して加工ツール8が装着され、図7(b)に示すように、磁気浮上した主軸1をモータ手段7によって回転駆動して、加工ツール8をワーク9に当接させて矢印Y方向に押圧することでワーク9に所定の加工処理が施される。このとき、磁気軸受装置はケーシング10に装着されており、ケーシング10の取り付けフランジ10aが取付面20に固定されている。
【0007】
【発明が解決しようとする課題】
ワーク9の加工処理時には、上述のように、主軸1は磁気浮上するとともにモータ手段7によって回転駆動されるため、温度上昇により主軸1が熱膨張してスラスト方向への延びが発生する。
【0008】
スラスト制御手段11は、スラストセンサ6で主軸1のスラスト位置ターゲット面1cとのギャップgを検出して、このギャップgが規定値に近づくようにスラストマグネットステータ4a,4bの励磁を制御しているが、主軸1の温度が上昇するとそれにともなってスラスト位置ターゲット面1cから主軸端面1bまでの加工ツール取付部1aにスラスト方向の伸びが発生して加工ツール取付部1aの長さmが長くなり、ツールホルダー16を介して装着された加工ツール8の軸先端の位置がずれて、上記のようなスラスト制御手段11による自動制御だけでは、依然として十分な加工精度が得られない。
【0009】
本発明は前記問題点を解決し、主軸の熱膨張によっても、ワークに精度良く加工処理が施せる工作機械用の磁気軸受装置を提供することを目的とする。
【0010】
【課題を解決するための手段】
本発明の工作機械用の磁気軸受装置は、主軸の温度関数を測定するセンサと、この検出情報より主軸の温度関数を算出してスラスト制御を補正する加工ツール取付部位置補正手段を設けたことを特徴とする。
【0011】
この本発明によると、主軸の熱膨張による加工ツールの先端位置のズレを自動的に精度良く補正でき、ワークに高精度の加工処理を行える。
【0012】
【発明の実施の形態】
本発明の請求項1記載の工作機械用の磁気軸受装置は、主軸を磁気ラジアル軸受手段と磁気スラスト軸受手段とで固定側から磁気浮上させるとともに、前記主軸をモータ手段で回転駆動し、前記主軸に取り付けられた加工ツールによるワークの加工に使用される工作機械用の磁気軸受装置であって、前記主軸を取り囲むケーシングに前記ケーシングの温度を検出する温度センサーを設け、前記磁気スラスト軸受手段には、前記主軸をスラスト方向に駆動するスラスト磁気駆動部と、主軸のスラスト位置ターゲット面を検出するスラストセンサと、スラストセンサの検出ギャップが規定値に近づくように前記スラスト磁気駆動部を励磁するスラスト制御手段を設け、主軸の前記スラスト位置ターゲット面からスラスト方向に突出して前記加工ツールが取り付けられる加工ツール取付部を設け、主軸の前記スラスト位置ターゲット面の近傍位置の主軸の径を検出する参照センサを設け、前記参照センサの検出情報と前記温度センサーの検出情報に基づいて前記主軸の温度情報を計算してこれを前記加工ツール取付部のスラスト方向の温度膨張長さに変換し、この加工ツール取付部の温度膨張長さ分を、前記スラストセンサの検出に基づくスラスト制御手段によるスラスト方向制御距離に加算してスラスト制御補正する加工ツール取付部位置補正手段を設けたことを特徴とする。
【0014】
本発明の請求項2記載の工作機械用の磁気軸受装置は、主軸を磁気ラジアル軸受手段と磁気スラスト軸受手段とで固定側から磁気浮上させるとともに、前記主軸をモータ手段で回転駆動し、前記主軸に取り付けられた加工ツールによるワークの加工に使用される工作機械用の磁気軸受装置であって、前記主軸を取り囲むケーシングに前記ケーシングの温度を検出する温度センサーを設け、前記磁気スラスト軸受手段には、前記主軸をスラスト方向に駆動するスラスト磁気駆動部と、主軸のスラスト位置ターゲット面を検出するスラストセンサと、スラストセンサの検出ギャップが規定値に近づくように前記スラスト磁気駆動部を励磁するスラスト制御手段を設け、主軸の前記スラスト位置ターゲット面からスラスト方向に突出して前記加工ツールが取り付けられる加工ツール取付部を設け、主軸の加工ツール取付部または前記スラスト位置ターゲット面の近傍位置の主軸をターゲットとして表面温度を検出する非接触センサを設け、前記非接触センサの検出情報と前記温度センサーの検出情報に基づいて前記加工ツール取付部のスラスト方向の温度膨張長さに変換し、この加工ツール取付部の温度膨張長さ分を、前記スラストセンサの検出に基づくスラスト制御手段によるスラスト方向制御距離に加算してスラスト制御補正する加工ツール取付部位置補正手段を設けたことを特徴とする。
【0018】
以下、本発明の各実施の形態を図1〜図5を用いて説明する。
なお、従来例を示す図6〜図8と同様をなすものには同一の符号を付けて説明する。
【0019】
(実施の形態1)
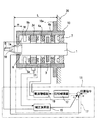
図1と図2は、本発明の(実施の形態1)を示す。
この(実施の形態1)では、主軸1を測定する参照センサと、参照センサの検出情報より主軸1の温度関数に基づいてスラスト制御を補正する加工ツール取付部位置補正手段を設けて、熱膨張による加工ツールの先端位置のズレを精度良く補正できるようにした点で従来例とは異なる。
【0020】
図1に示すように、上記従来例を示す図6〜図8と同様に構成された工作機械用の磁気軸受装置において、参照センサは、回転駆動する主軸1のスラスト位置ターゲット面1cの近傍位置の主軸1の径を検出するものであり、主軸1の周囲に複数配置されたラジアルセンサ5a〜5dのうちからここではスラスト位置ターゲット面1cの近傍に配置されたラジアルセンサ5aを用いた。
【0021】
主軸1が熱膨張するとその径が大きくなるため、このラジアルセンサ5aにより主軸1の径から主軸1の温度を検知して、主軸1の伸びに伴なって膨張して加工ツール8の先端位置のズレとなる加工ツール取付部1aのスラスト方向の伸び分をスラスト制御で補正するように、加工ツール取付部位置補正手段17が構成されている。
【0022】
加工ツール取付部位置補正手段17を詳しく説明する。
上記のように構成された工作機械用の磁気軸受装置では、上記従来例と同様に、加工処理時における主軸1の熱膨張をスラスト制御手段11によってスラストセンサ6とスラスト位置ターゲット面1cとのギャップgを規定値g0に近づけるように制御している。
【0023】
しかし、このスラスト制御手段11による制御だけでは加工ツール取付部1aの熱膨張によるスラスト方向の伸びΔmが補正されない。
そこで、スラスト制御手段11のスラストセンサ6の出力信号と位置指令との加算点に加工ツール取付部1aの熱膨張による伸びΔmに基づく補正量を加算して主軸1の位置補正を行えるよう、加工ツール取付部位置補正手段17には演算部としての補正演算器15が設けられている。
【0024】
補正演算器15の中身は、ラジアルセンサ5aから送られた主軸径dによる関数f(N,d)から加工ツール取付部1aの長さmの伸びΔmを算出するよう構成されている。ここでNは主軸1の回転膨張も考慮したためで、簡易的には関数f(d)で説明できる。
【0025】
具体的には、ラジアルセンサ5aの出力信号から主軸1の温度変化ΔTは、下記▲1▼式にて求められる。
【0026】
【数1】

【0027】
スラスト位置ターゲット面1cから主軸端面1bまでの長さmのスラスト方向への伸びΔmは、下記▲2▼式にて表される。
Δm=α×m×ΔT ▲2▼
このように構成された磁気軸受装置では、正常な状態で作動している場合には、位置指令により入力されたギャップgの規定値g0に近づくようにスラスト制御手段11により前記のスラスト制御が行われる。
【0028】
主軸1の伸びが発生すると、ラジアルセンサ5aからの出力信号が補正演算器15に入力され、主軸径dの膨張から主軸1の温度情報が検出される。また、さらに精度良く補正を行うために、主軸1の回転数Nが補正演算器15に入力され、上記▲1▼,▲2▼式より補正量が算出される。
【0029】
スラスト制御の補正量は下記▲3▼式にて表される。
補正量=−Δm ▲3▼
この補正量が位置指令に加算され、加工ツール取付部1aの熱膨張による伸びΔmが考慮されてスラスト制御が補正され、加工ツールの先端位置のズレを自動的に精度良く補正でき、ワークに高精度の加工処理を行える。
【0030】
なお、上記説明では遠心膨張はラジアル方向単独だけで考えているが、さらに実際には回転によってスラスト方向にも膨張しており、補正演算器15の中ではその分を考えて出力信号は上記▲2▼式に加えて下記▲4▼式が出力されるように構成されている。
【0031】
Δmt=Δm+ΔmN ▲4▼
この場合の補正量は−Δmtで表され、スラスト方向の遠心膨張分ΔmNは、あらかじめ構造解析により回転数Nと主軸径dとから求められる。
【0032】
また、上記説明では主軸1のスラスト位置ターゲット面1cの近傍に配置されたラジアルセンサ5aを参照センサとしたが、参照センサをスラスト位置ターゲット面1cの近傍で加工ツール取付部1aの外周部の径を測るように構成することにより、より精度よくスラスト制御を行える。また、参照センサとしてラジアルセンサ5aとは別のセンサを配置してもよい。
【0033】
(実施の形態2)
図3は、本発明の(実施の形態2)を示す。
この(実施の形態2)では、参照センサの代りに非接触センサ18を用いて直接に主軸1の温度情報を検出できるようにした点で異なるが、それ以外の構成は上記(実施の形態1)と同様である。
【0034】
上記(実施の形態1)と同様に構成された工作機械用の磁気軸受装置において、非接触センサ18は加工ツール取付部1aの近傍位置に配置されており、この非接触センサ18が主軸1の表面温度を検出すると、上記と同様に加工ツール取付部1aのスラスト方向の伸び分をスラスト制御で補正するように加工ツール取付部位置補正手段17が構成されている。
【0035】
この(実施の形態2)では非接触センサ18により直接に主軸1の表面温度が検出されるため、演算部としての補正演算器15の構成はより簡易となる。
具体的には、補正演算器15の中身は、非接触センサ18から送られた主軸1の温度による関数f(ΔT)から加工ツール取付部1aの長さmの伸びΔmを算出するよう構成されている。スラスト位置ターゲット面1cから主軸端面1bまでの長さmのスラスト方向への伸びΔmは、上記▲2▼式にて表される。
【0036】
このように構成された磁気軸受装置では、正常な状態で作動している場合には、位置指令により入力されたギャップgの規定値g0に近づくようにスラスト制御手段11により前記のスラスト制御が行われる。
【0037】
主軸1の伸びが発生すると、非接触センサ18からの出力信号が補正演算器15に入力され、主軸1の温度情報から上記▲2▼式より補正量−Δmが算出される。
この補正量が位置指令に加算され、加工ツール取付部1aの熱膨張による伸びΔmも考慮されてスラスト制御が補正され、加工ツール8の先端位置のズレを自動的に精度良く補正でき、ワーク9に高精度の加工処理を行える。
【0038】
また、上記(実施の形態1)と同様に主軸1のスラスト方向への遠心膨張ΔmNや主軸回転数Nを考慮すれば、さらに精度良くスラスト制御の補正を実行できる。
【0039】
なお、上記説明では、非接触センサ18を加工ツール取付部1aの近傍位置に設けたが、スラスト位置ターゲット面の近傍の加工ツール取付部1aの表面温度を検出するように構成してもよい。
【0040】
(実施の形態3)
図4は、本発明の(実施の形態3)を示す。
この(実施の形態3)では、ケーシング10に温度センサー21を設けてケーシング10の熱膨張も考慮して補正を行うようにした点で異なるが、それ以外の構成は上記(実施の形態1)と同様である。
【0041】
具体的には、主軸1を取り囲むケーシング10にはケーシング10の温度を検出する温度センサー21が配置されている。
主軸1の温度上昇に伴ってケーシング10の温度が上昇して熱膨張すると、ケーシング10に設けられたラジアルセンサ5a〜5dとスラストセンサ6の位置にズレが生じるため、この温度センサー21によりケーシング10の温度を検知してケーシング10の位置補正をしてラジアルセンサ5a〜5dとスラストセンサ6の位置補正を行うとともに、上記(実施の形態1)と同様に加工ツール取付部1aのスラスト方向の伸び分をスラスト制御で補正するように、加工ツール取付部位置補正手段17が構成されている。
【0042】
補正演算器15の中身は、ラジアルセンサ5aから送られた主軸径dの情報と温度センサー21から送られたケーシング10の温度情報ΔTcよる関数f(d,ΔTc,N)から、加工ツール取付部1aの長さmの伸びΔmとケーシング10の長さLの伸びΔLを算出するよう構成されている。ここでNは上記と同様に主軸1の回転膨張も考慮したためで、簡易的には関数f(d,ΔTc)で説明できる。
【0043】
温度センサー21から送られたケーシング10の温度情報ΔTcより、ケーシング10の長さLの伸びΔLは、下記▲5▼式にて求められる。
ΔL=αC×L×ΔTc ▲5▼
ここで、αCはケーシング熱膨張係数、ΔTcはケーシングの温度変化である。
【0044】
このように構成された磁気軸受装置では、正常な状態で作動している場合には、上記と同様のスラスト制御が行われる。
主軸1の伸びが発生すると、補正演算器15の中では、ラジアルセンサ5aからの出力信号よる主軸径dの膨張と主軸1の回転数Nに加えて、温度センサー21からの出力信号によりケーシング10の伸びΔLが考慮され、出力信号は上記▲2▼式に加えて下記▲6▼式が出力されるよう構成されている。
【0045】
Δmt=Δm+ΔL ▲6▼
この場合のスラスト制御の補正量は−Δmtで表され、この補正量が位置指令に加算されて、加工ツール取付部1aの熱膨張による伸びΔmとケーシング10の伸びΔLとが考慮されてスラスト制御が補正され、加工ツール8の先端位置のズレを自動的に精度良く補正でき、ワーク9に高精度の加工処理を行える。
【0046】
なお、上記説明では遠心膨張はラジアル方向単独だけで考えているが、さらに実際には回転によってスラスト方向にも膨張しており、補正演算器15の中ではその分を考えて出力信号は上記▲6▼式に変えて下記▲7▼式が出力されるように構成されている。
【0047】
Δmt=Δm+ΔmN+ΔL ▲7▼
この場合の一般式は関数f(d,ΔTc,N)で表される。
(実施の形態4)
図5は、本発明の(実施の形態4)を示す。
【0048】
この(実施の形態4)では、ケーシング10に温度センサー21を設けてケーシング10の熱膨張も考慮して補正を行うようにした点で異なるが、それ以外の構成は上記(実施の形態2)と同様である。
【0049】
具体的には、主軸1を取り囲むケーシング10にはケーシング10の温度を検出する温度センサー21が配置されている。
主軸1の温度上昇に伴ってケーシング10の温度が上昇して熱膨張すると、ケーシング10に設けられたラジアルセンサ5a〜5dとスラストセンサ6の位置にズレが生じるため、この温度センサー21によりケーシング10の温度を検知してケーシング10の位置補正をしてラジアルセンサ5a〜5dとスラストセンサ6の位置補正を行うとともに、上記(実施の形態2)と同様に加工ツール取付部1aのスラスト方向の伸び分をスラスト制御で補正するように、加工ツール取付部位置補正手段17が構成されている。
【0050】
補正演算器15の中身は、非接触センサ18からの主軸1の温度情報と温度センサー21からのケーシング10の温度情報ΔTcによる関数f(ΔT,ΔTc)から、加工ツール取付部1aの長さmの伸びΔmとケーシング10の長さLの伸びΔLを算出するよう構成されている。なお、ここで主軸1の回転膨張を考慮して主軸1の回転数Nを入力するようにしてもよい。
【0051】
温度センサー21から送られたケーシング10の温度情報ΔTcより、ケーシング10の長さLの伸びΔLは、上記▲5▼式にて求められる。
このように構成された磁気軸受装置では、正常な状態で作動している場合には、上記と同様のスラスト制御が行われる。
【0052】
主軸1の伸びが発生すると、補正演算器15の中では、非接触センサ18からの出力信号による主軸1の温度情報に加えて、温度センサー21からの出力信号によりケーシング10の伸びΔLが考慮され、上記▲6▼式で表される出力信号が出力される。
【0053】
この補正量−Δmtが位置指令に加算されて、加工ツール取付部1aの熱膨張による伸びΔmとケーシング10の伸びΔLとが考慮されてスラスト制御が補正され、加工ツール8の先端位置のズレを自動的に精度良く補正でき、ワーク9に高精度の加工処理を行える。
【0054】
また、この(実施の形態4)においても上記と同様に主軸1のスラスト方向への遠心膨張ΔmNを考慮すれば、さらに精度良く補正を行える。
また、上記説明では、非接触センサ18を加工ツール取付部1aの近傍位置に設けたが、スラスト位置ターゲット面の近傍の加工ツール取付部1aの表面温度を検出するように構成してもよい。
【0055】
【発明の効果】
以上のように本発明の工作機械用の磁気軸受装置によると、主軸のスラスト位置ターゲット面の近傍位置の主軸径を検出する参照センサと、前記参照センサの検出情報に基づく主軸の温度情報から加工ツール取付部の温度膨張長さ分をスラスト方向制御距離に加算してスラスト制御補正する加工ツール取付部位置補正手段とを設けることで、熱膨張による加工ツールの先端位置のズレを精度良く補正して、精度良くワークに加工処理が施せる工作機械用の磁気軸受装置が実現できる。
【0056】
また、参照センサの代りに表面温度を検出する非接触センサを用いても同様の効果が得られる。
【図面の簡単な説明】
【図1】本発明の(実施の形態1)における工作機械用の磁気軸受装置の構成図
【図2】同実施の形態の要部拡大図
【図3】本発明の(実施の形態2)における工作機械用の磁気軸受装置の要部を示す構成図
【図4】本発明の(実施の形態3)における工作機械用の磁気軸受装置の要部を示す構成図
【図5】本発明の(実施の形態4)における工作機械用の磁気軸受装置の要部を示す構成図
【図6】従来の磁気軸受の構成図
【図7】同従来例の磁気軸受装置の先端部を説明する構成図
【図8】従来の磁気軸受装置の構成図
【符号の説明】
1 主軸
1a 加工ツール取付部
1c スラスト位置ターゲット面
5a ラジアルセンサ
8 加工ツール
9 ワーク
10 ケーシング
10a 取付フランジ
15 補正演算器
17 加工ツール取付部位置補正手段
18 非接触センサ
21 温度センサー
Claims (2)
- 主軸を磁気ラジアル軸受手段と磁気スラスト軸受手段とで固定側から磁気浮上させるとともに、前記主軸をモータ手段で回転駆動し、前記主軸に取り付けられた加工ツールによるワークの加工に使用される工作機械用の磁気軸受装置であって、
前記主軸を取り囲むケーシングに前記ケーシングの温度を検出する温度センサーを設け、
前記磁気スラスト軸受手段には、前記主軸をスラスト方向に駆動するスラスト磁気駆動部と、主軸のスラスト位置ターゲット面を検出するスラストセンサと、スラストセンサの検出ギャップが規定値に近づくように前記スラスト磁気駆動部を励磁するスラスト制御手段を設け、
主軸の前記スラスト位置ターゲット面からスラスト方向に突出して前記加工ツールが取り付けられる加工ツール取付部を設け、
主軸の前記スラスト位置ターゲット面の近傍位置の主軸の径を検出する参照センサを設け、
前記参照センサの検出情報と前記温度センサーの検出情報に基づいて前記主軸の温度情報を計算してこれを前記加工ツール取付部のスラスト方向の温度膨張長さに変換し、この加工ツール取付部の温度膨張長さ分を、前記スラストセンサの検出に基づくスラスト制御手段によるスラスト方向制御距離に加算してスラスト制御補正する加工ツール取付部位置補正手段を設けた
工作機械用の磁気軸受装置。 - 主軸を磁気ラジアル軸受手段と磁気スラスト軸受手段とで固定側から磁気浮上させるとともに、前記主軸をモータ手段で回転駆動し、前記主軸に取り付けられた加工ツールによるワークの加工に使用される工作機械用の磁気軸受装置であって、
前記主軸を取り囲むケーシングに前記ケーシングの温度を検出する温度センサーを設け、
前記磁気スラスト軸受手段には、前記主軸をスラスト方向に駆動するスラスト磁気駆動部と、主軸のスラスト位置ターゲット面を検出するスラストセンサと、スラストセンサの検出ギャップが規定値に近づくように前記スラスト磁気駆動部を励磁するスラスト制御手段を設け、
主軸の前記スラスト位置ターゲット面からスラスト方向に突出して前記加工ツールが取り付けられる加工ツール取付部を設け、
主軸の加工ツール取付部または前記スラスト位置ターゲット面の近傍位置の主軸をターゲットとして表面温度を検出する非接触センサを設け、
前記非接触センサの検出情報と前記温度センサーの検出情報に基づいて前記加工ツール取付部のスラスト方向の温度膨張長さに変換し、この加工ツール取付部の温度膨張長さ分を、前記スラストセンサの検出に基づくスラスト制御手段によるスラスト方向制御距離に加算してスラスト制御補正する加工ツール取付部位置補正手段を設けた
工作機械用の磁気軸受装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000083069A JP4353610B2 (ja) | 2000-03-24 | 2000-03-24 | 工作機械用の磁気軸受装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000083069A JP4353610B2 (ja) | 2000-03-24 | 2000-03-24 | 工作機械用の磁気軸受装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001269828A JP2001269828A (ja) | 2001-10-02 |
| JP2001269828A5 JP2001269828A5 (ja) | 2006-07-27 |
| JP4353610B2 true JP4353610B2 (ja) | 2009-10-28 |
Family
ID=18599771
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000083069A Expired - Fee Related JP4353610B2 (ja) | 2000-03-24 | 2000-03-24 | 工作機械用の磁気軸受装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4353610B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4559912B2 (ja) * | 2005-05-16 | 2010-10-13 | パナソニック株式会社 | 磁気軸受装置 |
| DE102007021294B4 (de) * | 2007-05-07 | 2009-10-01 | P & L Gmbh & Co. Kg | Dynamisch optimierte Werkzeugmaschine mit überlagerten Antriebssystemen |
| JP2009014136A (ja) | 2007-07-06 | 2009-01-22 | Jtekt Corp | 磁気軸受装置 |
| JP6444717B2 (ja) * | 2014-12-12 | 2018-12-26 | Towa株式会社 | 切断装置及び切断方法 |
| JP2017034811A (ja) * | 2015-07-30 | 2017-02-09 | ファナック株式会社 | ロータの温度測定可能な電動機制御装置およびそれを備えた電動機 |
| DE102019008025A1 (de) * | 2019-11-18 | 2021-06-02 | Rheinisch-Westfälische Technische Hochschule (Rwth) Aachen | Verfahren zur Erfassung einer axialen Verlängerung einer rotierenden Welle relativ zu einem Gehäuse |
| CN112828679B (zh) * | 2020-12-31 | 2022-02-22 | 西安交通大学 | 一种主轴切削力在线测量系统及方法 |
-
2000
- 2000-03-24 JP JP2000083069A patent/JP4353610B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001269828A (ja) | 2001-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5056796B2 (ja) | 工作機械における主軸の動剛性測定装置及び動剛性測定方法 | |
| US8770901B2 (en) | Spindle control system for a milling machine | |
| US20080226409A1 (en) | Dental machining unit with tool spindle | |
| JP4353610B2 (ja) | 工作機械用の磁気軸受装置 | |
| US6301520B1 (en) | Spindle end positional deviation correction system for machine tools | |
| KR940008813A (ko) | 회전전후 이송장치 | |
| JP2007107584A (ja) | 磁気軸受装置 | |
| EP2012032A2 (en) | Magnetic bearing unit | |
| JP4559912B2 (ja) | 磁気軸受装置 | |
| JP2008118778A (ja) | 永久磁石型同期機の初期位相検出方法、永久磁石型同期機の制御方法、移動装置、電子部品の製造装置、電子部品の検査装置、精密部品の製造装置、精密部品の検査装置 | |
| JP2004169888A (ja) | 磁気軸受装置 | |
| JP2007007752A (ja) | 主軸工具先端の変位補正方法 | |
| JPH0847842A (ja) | 工作機械及び工作方法 | |
| CN115362418A (zh) | 具有高精度加工能力的机床 | |
| JP5127603B2 (ja) | 加工方法及び加工装置 | |
| JP4583593B2 (ja) | 流体軸受スリーブ加工用旋盤装置とその加工方法 | |
| JP2006226809A (ja) | 荷重検出装置および荷重検出方法 | |
| JP4529552B2 (ja) | 磁気軸受式ターボ分子ポンプ | |
| JPH10118925A (ja) | 工作機械の状態検出装置 | |
| JP5267135B2 (ja) | 真空ポンプ | |
| JPH07139546A (ja) | 磁気軸受装置 | |
| JP2013255978A (ja) | 熱変位補正装置 | |
| JP3096821B2 (ja) | 制御型磁気軸受スピンドル | |
| JP2002310153A (ja) | 磁気軸受を有する回転機 | |
| JP4292675B2 (ja) | 工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060609 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080826 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081027 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090630 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090728 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |