JP4347656B2 - ブラシ用毛材 - Google Patents
ブラシ用毛材 Download PDFInfo
- Publication number
- JP4347656B2 JP4347656B2 JP2003355677A JP2003355677A JP4347656B2 JP 4347656 B2 JP4347656 B2 JP 4347656B2 JP 2003355677 A JP2003355677 A JP 2003355677A JP 2003355677 A JP2003355677 A JP 2003355677A JP 4347656 B2 JP4347656 B2 JP 4347656B2
- Authority
- JP
- Japan
- Prior art keywords
- bristle material
- cleaned
- brush
- brushes
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 claims description 146
- 229920005989 resin Polymers 0.000 claims description 56
- 239000011347 resin Substances 0.000 claims description 56
- 239000006260 foam Substances 0.000 claims description 40
- 238000004140 cleaning Methods 0.000 claims description 39
- 229920003002 synthetic resin Polymers 0.000 claims description 27
- 239000000057 synthetic resin Substances 0.000 claims description 27
- 238000001125 extrusion Methods 0.000 description 27
- 238000004519 manufacturing process Methods 0.000 description 23
- 229920001684 low density polyethylene Polymers 0.000 description 21
- 239000004702 low-density polyethylene Substances 0.000 description 21
- 238000010097 foam moulding Methods 0.000 description 15
- 238000005187 foaming Methods 0.000 description 14
- 238000011086 high cleaning Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 10
- 229920002725 thermoplastic elastomer Polymers 0.000 description 10
- 238000002156 mixing Methods 0.000 description 9
- 239000004088 foaming agent Substances 0.000 description 8
- 238000000465 moulding Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 229920005992 thermoplastic resin Polymers 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 4
- 238000009751 slip forming Methods 0.000 description 4
- 239000000835 fiber Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000007790 solid phase Substances 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
Images








Description
ブラシ用毛材の発泡部及び樹脂部に使用する材質については、請求項1に記載の材質を使用することができる。なお、製造方法は特に限定しないが、溶融発泡成形の一種の押出発泡成形及び溶融成形の一種の押出成形の同時成形技術、あるいは異形押出技術の一種の共押出の製造方法を使用するとよい。
請求項1のブラシ用毛材は、合成樹脂発泡体からなり、中空部を有する筒状体としたので、ブラシ用毛材が被洗浄面に接触した時には、ブラシ用毛材に形成されてある中空部が、被洗浄面からブラシ用毛材に加えられた衝撃力を吸収する事ができる。その為、被洗浄面に傷を付ける事が無く、洗浄時の音を極力小さくする事ができる。また、中空部が、被洗浄面からブラシ用毛材に加えられた衝撃力により変形することにより、ブラシ用毛材の被洗浄面にたいする接触面積が、衝撃力に応じて適時徐変する。その為、高い洗浄性を実現させることができると共に、極めて洗い残しを少なくすることができる。
図1は、本発明のブラシ用毛材を前面側から見た斜視図である。図1において、1はブラシ用毛材、2は筒状体、3は中空部である。図2は、図1のブラシ用毛材の断面図である。図3は、図1のブラシ用毛材の製造状態を前面側から見た斜視図である。図3において、4は金型、5は押出機である。図4は、本発明の実施例1の他の実施の形態のブラシ用毛材の断面図である。図4において、6は蛇腹部、7は溝部、11はブラシ用毛材、13、23は中空部、17は凸部である。
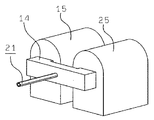
図5は、本発明のブラシ用毛材を前面側から見た斜視図で、8は発泡部、9は樹脂部、12は筒状体、21はブラシ用毛材、33は中空部である。図6は、図5のブラシ用毛材の断面図である。図7は、図5のブラシ用毛材の製造状態を前面側から見た斜視図で、14は金型、15、25は押出機である。図8は、本発明の実施例2の他の実施の形態のブラシ用毛材の断面図で、18は発泡部、19は樹脂部、31はブラシ用毛材、43は中空部である。
ブラシ用毛材31は、図8に示すように、合成樹脂発泡体よりなる発泡部18及び合成樹脂よりなる樹脂部19が形成されると共に、発泡部18の内側にたいして、樹脂部19が、一体的に接合されて、中空部43が形成されてある。なお、材質は、発泡部18には、合成樹脂発泡体の一種である低密度ポリエチレン樹脂発泡体が、樹脂部19には、合成樹脂の一種である低密度ポリエチレン樹脂が使用されている。
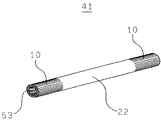
図9は、本発明のブラシ用毛材を前面側から見た斜視図で、10は細分割部、22は筒状体、41はブラシ用毛材、53は中空部である。また、図10は、別の実施例を示す前面側から見た斜視図で、20は細分割部、30は中央部、32は筒状体、40は延伸部、51はブラシ用毛材、63は中空部である。
ブラシ用毛材51は、図10に示すように、長手方向の中央に、中央部30を有すると共に、中央部30の両側に延伸部40が形成されており、長手方向の両側の先端部に細分割部20を有し中空部63を有する筒状体32にて形成されている。また、材質は、合成樹脂発泡体の一種である低密度ポリエチレン樹脂発泡体が使用されている。
ブラシ用毛材51は、まず最初に、低密度ポリエチレン樹脂の中にあらかじめ発泡剤を配合し、押出機の先端に取り付けられた金型を通して発泡押出させた後、冷却固化させる。次に、所定長さに切断後、延伸部40が形成されるように、中央部30を除いて、延伸機にて長手方向に延伸させることにより、中空部63を有する筒状体32が形成される。次に、筒状体32の両側先端部の所定長さを、所定回転速度の分割刃を有する細分割加工機にて細分割加工をする。これにより、細分割部20を有するブラシ用毛材51が形成される。
また、ブラシ用毛材51は、低密度ポリエチレン樹脂発泡体からなる筒状体32にて形成されると共に、長手方向の両側の先端部に細分割部20が形成されているので、被洗浄面に傷を付ける事が無く、かつ、被洗浄面の細部まで高い洗浄性を実現させることができる。また、洗い残しを少なくすることができる。
2、12、22、32 筒状体
3、13、23、33、43、53、63 中空部
4、14 金型
5、15、25 押出機
6 蛇腹部
7 溝部
8、18 発泡部
9、19 樹脂部
10、20 細分割部
17 凸部
30 中央部
40 延伸部
Claims (3)
- 被洗浄面に付着した汚れを洗浄する為のブラシ用毛材において、合成樹脂発泡体からなり、中空部を有する筒状体と、該中空部の外周に凸部と溝部とが交互に連続的に形成された蛇腹部とを形成したことを特徴とするブラシ用毛材。
- 被洗浄面に付着した汚れを洗浄する為のブラシ用毛材において、合成樹脂発泡体からなる発泡部と合成樹脂からなる樹脂部とが互いに隣接するように一体的に接合されて中空部を有する筒状体を形成し、または、中空部を有する筒状体の樹脂部の外周に筒状体の発泡部を一体的に形成したことを特徴とするブラシ用毛材。
- ブラシ用毛材の長手方向の先端部に細分割部が形成されたことを特徴とする請求項1または請求項2記載のブラシ用毛材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003355677A JP4347656B2 (ja) | 2003-09-08 | 2003-09-08 | ブラシ用毛材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003355677A JP4347656B2 (ja) | 2003-09-08 | 2003-09-08 | ブラシ用毛材 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005082952A JP2005082952A (ja) | 2005-03-31 |
| JP2005082952A5 JP2005082952A5 (ja) | 2006-10-12 |
| JP4347656B2 true JP4347656B2 (ja) | 2009-10-21 |
Family
ID=34419992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003355677A Expired - Fee Related JP4347656B2 (ja) | 2003-09-08 | 2003-09-08 | ブラシ用毛材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4347656B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110102521A (zh) * | 2019-05-09 | 2019-08-09 | 山东光韵智能科技有限公司 | 一种除静电吸油吸水吸尘电磁拂尘及其制造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4956970B2 (ja) * | 2005-11-25 | 2012-06-20 | 富士ゼロックス株式会社 | クリーニング装置 |
| JP2017170196A (ja) * | 2017-06-13 | 2017-09-28 | 株式会社無有 | 歯磨き具及びその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06125812A (ja) * | 1992-03-31 | 1994-05-10 | Koki Bussan Kk | 歯ブラシ |
| JPH08291439A (ja) * | 1995-04-17 | 1996-11-05 | Toray Ind Inc | 敷 物 |
| JP3845707B2 (ja) * | 1997-04-14 | 2006-11-15 | 萩原株式会社 | 人造藺草 |
| AU9327398A (en) * | 1997-12-22 | 1999-07-15 | Johnson & Johnson Consumer Companies, Inc. | Toothbrush and method of making the same |
| JP3059331U (ja) * | 1998-11-25 | 1999-07-09 | 厖 須原 | 自動洗車ブラシ用洗浄体及びそれを用いた自動洗車ブラシ |
| JP4608819B2 (ja) * | 2000-06-26 | 2011-01-12 | チッソ株式会社 | ポリオレフィン系分割型複合繊維及びそれを用いた繊維成形体 |
| JP2002159345A (ja) * | 2000-11-29 | 2002-06-04 | Yasuda Kasei Kk | ブラシ用毛 |
-
2003
- 2003-09-08 JP JP2003355677A patent/JP4347656B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110102521A (zh) * | 2019-05-09 | 2019-08-09 | 山东光韵智能科技有限公司 | 一种除静电吸油吸水吸尘电磁拂尘及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005082952A (ja) | 2005-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20130104332A1 (en) | Media element for a vehicle wash component | |
| WO2009122735A1 (ja) | 発泡ブロー成形体及びその製造方法 | |
| FR2527326A1 (fr) | Corps de nettoyage pour le nettoyage interne de tubes d'echangeurs de chaleur a tubes et leur procede de fabrication | |
| JP4347656B2 (ja) | ブラシ用毛材 | |
| JP2005082952A5 (ja) | ||
| JP5422246B2 (ja) | 発泡ブロー成形体及びその製造方法 | |
| JP2006005983A (ja) | コルゲートチューブ | |
| JP4554196B2 (ja) | ブラシ用毛材 | |
| JP4401260B2 (ja) | 洗浄ブラシ | |
| JP2005152552A5 (ja) | ||
| JP2008062746A (ja) | ホイール等洗浄ブラシ及び洗車機 | |
| KR20020079850A (ko) | 자동차 세척 장치용 브러시 | |
| JP4986716B2 (ja) | 洗車機用洗浄ブラシ及び洗車機 | |
| JP4431002B2 (ja) | 洗車機用洗浄ブラシのブラシ片及び洗車機用洗浄ブラシ | |
| JP4570322B2 (ja) | 洗浄ブラシ | |
| JP2012187307A (ja) | ブラシ用毛材 | |
| JPH02281695A (ja) | 消音性ハウジング | |
| JP4309644B2 (ja) | 洗浄ブラシ | |
| JP3059331U (ja) | 自動洗車ブラシ用洗浄体及びそれを用いた自動洗車ブラシ | |
| JP2005305072A (ja) | 洗浄ブラシ | |
| JP2006015968A5 (ja) | ||
| JP2009126376A (ja) | 洗車機用洗浄ブラシ及び洗車機 | |
| JP7088512B2 (ja) | 発泡シール材、および発泡シール材の製造方法 | |
| JP2002103417A (ja) | 押出機用ダイスの清掃方法 | |
| JP5731282B2 (ja) | 止水リングの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060828 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060828 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060828 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090106 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090714 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090716 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120724 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120724 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120724 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150724 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |