JP4334364B2 - 半導体装置及び半導体装置の製造方法 - Google Patents
半導体装置及び半導体装置の製造方法 Download PDFInfo
- Publication number
- JP4334364B2 JP4334364B2 JP2004016938A JP2004016938A JP4334364B2 JP 4334364 B2 JP4334364 B2 JP 4334364B2 JP 2004016938 A JP2004016938 A JP 2004016938A JP 2004016938 A JP2004016938 A JP 2004016938A JP 4334364 B2 JP4334364 B2 JP 4334364B2
- Authority
- JP
- Japan
- Prior art keywords
- lead
- semiconductor device
- cutting
- tip
- sealing resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4805—Shape
- H01L2224/4809—Loop shape
- H01L2224/48091—Arched
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/481—Disposition
- H01L2224/48151—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/48221—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/48245—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic
- H01L2224/48247—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic connecting the wire to a bond pad of the item
Landscapes
- Lead Frames For Integrated Circuits (AREA)
Description
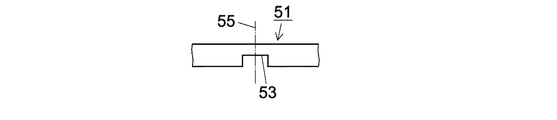
例えば、特許文献1には、図24に示すように、リード形成時にアウターリード51の先端となる部分にそのリード厚さの2/3程度の深さ及び1mm程度の幅の底部を有する凹部53を設け、切断位置55でアウターリード51を切断することにより、そのリード先端部となる切断面にメッキが付着されるようにした半導体装置用リードフレームが開示されている。図24は切断前のアウターリードの側面図である。アウターリードの先端となる部分に凹部を形成する方法として、エッチング又はコイニングが挙げられている。
また、コイニングによってリードに凹部を形成すると凹部形成部分のリード幅が太くなり、リード間でショートしやすくなるという問題があった。
しかし、プレスによりリードの先端部を薄く加工すると、リードの先端位置が正確には定まらないという問題があった。
しかし、上述のように、ハーフエッチングにより上記溝を形成する工程を含むと製造コストの上昇を招くという問題があった。
また、Vノッチ加工用のパンチを付加した金型を用いると、V型の溝の形成位置が正確に定まらないという問題があった。
しかし、切れ込み部を形成するための方法としてエッチングを用いると、上述のように製造コストの上昇を招くという問題があった。
また、プレスにより上記切れ込み部を形成すると、リードの変形や切断が起こり、リード間のショートやリードの短絡などを招くという問題があった。
このリード加工方法によれば、リード先端面の形成位置も精密で、かつ安価に形成することができるが、V型のノッチを形成するための金型においてV型のノッチに対応する部分が鋭角に形成されているために金型の寿命が短く、ひいては製造コストの上昇を招くという問題があった。
しかし、上述のように、ハーフエッチングにより上記溝を形成する工程を含むと製造コストの上昇を招くという問題があった。
本発明の半導体装置の第2態様は、上記リードの先端部が半抜き工法により下方へ折り曲げられて上記リードの下面に段差部が形成されており、上記リードにおいて、少なくとも、上記段差部を含む下面、上面、及び先端面を除く側面にメッキ被膜が形成されているものである。
本願特許請求の範囲及び本明細書において、半抜き工法とは穴抜きを途中で止めた状態にして凸形状を作る工法をいう。半抜き工法では凸部形成領域の上面から見た面積は加工前と加工後でほぼ同じになる。
本発明の半導体装置が適用される半導体装置として、例えばリードレスタイプを挙げることができる。ただし、本発明が適用される半導体装置はリードレスタイプに限定されるものではなく、例えばガルウィングタイプの半導体装置など、他の半導体装置にも適用することができる。
さらに、第2態様ではリードの先端部が下方へ折り曲げられているようにしたので、第2態様をリードレスタイプの半導体装置に適用した場合にリード先端部をパッケージ底面よりも下方側に配置することができ、半導体装置の実装時にパッケージ下に小さなゴミなどが入ってもはんだ付けに影響が出ないようにすることができる。
実装基板5上にSONを搭載してリード3と実装基板5の電極(図示は省略)をはんだ接続すると、リード3の段差部3cを含む下面3b及び側面にはんだフィレット7が形成される((A)及び(B)参照)。また、(B)に示すように、リード3の先端面のせん断面3fにメッキ被膜が形成されている場合にはせん断面3fにもはんだフィレット7が形成される。
さらに、この実施例では、リード3の先端面においてダレ面3eが下面3b側に形成されているので、リード先端におけるメッキ被膜形成面積をさらに大きくすることができる。
さらに、リード3の先端面において切断バリ3hが上面3d側に形成されているので、実装高さのばらつきを抑制することができる。
凹部13の形成領域において、上面から見た面積は加工前と加工後でほぼ同じであり、凹部と凸部の体積はほぼ同じである。この実施例では例えばリード3の厚みの半分の寸法だけ上方へ折り曲げられて凹部13が形成されている。
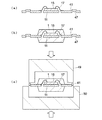
図3を参照して説明したリードフレーム9のダイパッド11上に半導体チップ15を搭載し、半導体チップ15の電極パッド(図示は省略)とリード3をボンディングワイヤ17により電気的に接続する((a)参照)。
半導体チップ15及びボンディングワイヤ17を封止樹脂1により樹脂封止した後、封止樹脂バリの除去やはんだメッキなどの外装処理を行なう((b)参照)。このとき、リードフレーム9の凹部13の内壁にもメッキ被膜が形成される。
これにより、図1を参照して説明した、リード3の先端部3aが上方へ折り曲げられてリード3の下面3bに段差部3cが形成され、かつ、リード3の先端面においてダレ面3eが下面3b側に形成されたSONを製作することができる。
実装基板5上にSONを搭載してリード23と実装基板5の電極(図示は省略)をはんだ接続すると、(A)に示すようにリード23の段差部23cを含む下面23b及び側面に先端部23aを除いてはんだフィレット7が形成される場合と、(B)に示すように先端部23aを含んでリード23の段差部23cを含む下面23b及び側面にはんだフィレット7が形成される場合がある。
さらに、SONをリードフレーム9から切り離すための切断刃として、封止樹脂1側に刃厚をもつオス型切断刃25と、上記切断位置に対して封止樹脂1とは反対側に刃厚をもつメス型切断刃27を用いているので、図4を参照して説明した製造方法の実施例で用いたオス型切断刃19に比べてオス型切断刃25及びメス型切断刃27の刃厚を厚くすることができる。例えばリードの突出長さが0.2mmのSONを製作する場合に、図4に示したオス型切断刃19として刃厚が0.2mmよりも薄いものを用いる必要があり、オス型切断刃19が折れやすく、かつ磨耗しやすいという問題があったが、この実施例によればオス型切断刃25及びメス型切断刃27の刃厚を厚くすることができるので、切断刃の寿命を長くすることができ、製造コストの低減を図ることができる。
実装基板5上にSONを搭載してリード31と実装基板5の電極(図示は省略)をはんだ接続すると、リード31の段差部31cを含む下面31b及び側面にはんだフィレット7が形成される((A)及び(B)参照)。また、(B)に示すように、リード31の先端面のせん断面31fにメッキ被膜が形成されている場合にはせん断面31fにもはんだフィレット7が形成される。
さらに、リード31の先端部31aは下方に折り曲げられているので、SONを実装基板5上に搭載した状態で封止樹脂1の下面と実装基板5の表面との間に例えば10〜100μm(マイクロメートル)の間隔が形成される。
さらに、この実施例では、リード31の先端面においてダレ面31eが下面31b側に形成されているので、リード先端におけるメッキ被膜形成面積をさらに大きくすることができる。
さらに、SONを実装基板5上に搭載した状態で封止樹脂1の下面と実装基板5の表面との間に間隔を形成することができるので、封止樹脂1下に小さなゴミ33などが入ってもはんだ付けに影響が出ないようにすることができる。
凸部37の形成領域において、上面から見た面積は加工前と加工後でほぼ同じであり、凹部と凸部の体積はほぼ同じである。この実施例では例えばリード31の厚みの半分の寸法だけ下方へ折り曲げられて凸部37が形成されている。
図4を参照して説明した上記製造方法の実施例において図4(a)及び(b)を参照して説明した工程と同様にして、リードフレーム35のダイパッド11上に半導体チップ15を搭載し、ボンディングワイヤ17及び封止樹脂1の形成を行なった後、封止樹脂バリの除去やはんだメッキなどの外装処理を行なう((a)及び(b)参照)。
これにより、図10を参照して説明した、リード31の先端部31aが下方へ折り曲げられてリード31の下面31bに段差部31cが形成され、かつ、リード31の先端面においてダレ面31eが下面31b側に形成されたSONを製作することができる。
実装基板5上にSONを搭載してリード39と実装基板5の電極(図示は省略)をはんだ接続すると、リード39の段差部39cを含む下面39b及び側面にはんだフィレット7が形成される。
さらに、リード39の先端部39aは下方に折り曲げられているので、SONを実装基板5上に搭載した状態で封止樹脂1の下面と実装基板5の表面との間に例えば10〜100μmの間隔が形成される。
さらに、SONを実装基板5上に搭載した状態で封止樹脂1の下面と実装基板5の表面との間に間隔を形成することができるので、封止樹脂1下に小さなゴミ33などが入ってもはんだ付けに影響が出ないようにすることができる。
さらに、図6を参照して説明した上記製造方法の実施例と同様に、SONをリードフレーム35から切り離すための切断刃として、封止樹脂1側に刃厚をもつオス型切断刃25と、上記切断位置に対して封止樹脂1とは反対側に刃厚をもつメス型切断刃27を用いているので、オス型切断刃25及びメス型切断刃27の刃厚を厚くして切断刃の寿命を長くすることができ、製造コストの低減を図ることができる。
実装基板5上に半導体装置を搭載してリード41と実装基板5の電極(図示は省略)をはんだ接続すると、リード41の段差部41cを含む下面41b及び側面にはんだフィレット7が形成される((A)及び(B)参照)。また、(B)に示すように、リード41の先端面のせん断面41fにメッキ被膜が形成されている場合にはせん断面41fにもはんだフィレット7が形成される。
さらに、この実施例では、リード41の先端面においてダレ面41eが下面41b側に形成されているので、リード先端におけるメッキ被膜形成面積をさらに大きくすることができる。
さらに、リード41の先端面において切断バリ41hが上面41d側に形成されているので、実装高さのばらつきを抑制することができる。
凹部47の形成領域において、上面から見た面積は加工前と加工後でほぼ同じであり、凹部と凸部の体積はほぼ同じである。この実施例では例えばリード41の厚みの半分の寸法だけ上方へ折り曲げられて凹部47が形成されている。
図4を参照して説明した上記製造方法の実施例において図4(a)及び(b)を参照して説明した工程と同様にして、リードフレーム43のダイパッド11上に半導体チップ15を搭載し、ボンディングワイヤ17及び封止樹脂1の形成を行なった後、封止樹脂バリの除去やはんだメッキなどの外装処理を行なう((a)及び(b)参照)。
3,23,31,39,41 リード
3a,23a,31a,39a,41a リードの先端部
3b,23b,31b,39b,41b リードの下面
3c,23c,31c,39c,41c リード下面の段差部
3d,23d,31d,39d,41d リードの上面3d
3e,23e,31e,39e,41e ダレ面
3f,23f,31f,39f,41f せん断面
3g,23g,31g,39g,41g 破断面
3h,23h,31h,39h,41h 切断バリ
5 実装基板
7 はんだフィレット
9 リードフレーム
11 ダイパッド
13 凹部
15 半導体チップ
17 ボンディングワイヤ
19 オス型切断刃
21 メス型切断刃
25 オス型切断刃
27 メス型切断刃
33 ゴミ
35 リードフレーム
37 凸部
43 リードフレーム
45 タイバー
47 凹部
49 オス型切断刃
50 メス型切断刃
Claims (7)
- 半導体チップを封止するための封止樹脂と封止樹脂の外縁部に複数のリードを備えた半導体装置において、
前記リードの先端部が半抜き工法により上方へ折り曲げられて前記リードの下面に段差部が形成されており、
前記リードにおいて、少なくとも、前記段差部を含む下面、上面、及び先端面を除く側面にメッキ被膜が形成されていることを特徴とする半導体装置。 - 半導体チップを封止するための封止樹脂と封止樹脂の外縁部に複数のリードを備えた半導体装置において、
前記リードの先端部が半抜き工法により下方へ折り曲げられて前記リードの下面に段差部が形成されており、
前記リードにおいて、少なくとも、前記段差部を含む下面、上面、及び先端面を除く側面にメッキ被膜が形成されていることを特徴とする半導体装置。 - 前記リードの先端面において上面側にダレ面が形成されており、前記ダレ面にも前記メッキ被膜が形成されている請求項1又は2に記載の半導体装置。
- 前記リードの先端面において下面側にダレ面が形成されており、前記ダレ面にも前記メッキ被膜が形成されている請求項1又は2に記載の半導体装置。
- 前記半導体装置はリードレスタイプである請求項1から4のいずれかに記載の半導体装置。
- 半導体チップを封止するための封止樹脂と封止樹脂の外縁部に複数のリードを備えた半導体装置の製造方法において、
切断後のリードの先端に対応する部分が半抜き工法により上方又は下方へ凸状に形成されているリードフレームを用い、半導体チップを前記リードフレームに搭載して樹脂封止処理及びメッキ処理を施した後、前記リードフレームに上方及び下方からそれぞれ切断刃を押し当てて、前記半抜き工法に起因して前記リードの下面に形成された段差部とは間隔をもつ位置で前記リードフレームの凸状部分を切断して半導体装置をリードフレームから切り離す工程を含むことを特徴とする半導体装置の製造方法。 - 前記凸状部分を切断する際に、切断位置に対して封止樹脂側に刃厚をもつ第1切断刃と前記切断位置に対して封止樹脂とは反対側に刃厚をもつ第2切断刃を用い、前記リードフレームに対して前記第1切断刃を裏面側から、前記第2切断刃を上面側から押し当てて前記凸状部分を切断する請求項6に記載の半導体装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004016938A JP4334364B2 (ja) | 2004-01-26 | 2004-01-26 | 半導体装置及び半導体装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004016938A JP4334364B2 (ja) | 2004-01-26 | 2004-01-26 | 半導体装置及び半導体装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005209999A JP2005209999A (ja) | 2005-08-04 |
| JP4334364B2 true JP4334364B2 (ja) | 2009-09-30 |
Family
ID=34901930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004016938A Expired - Fee Related JP4334364B2 (ja) | 2004-01-26 | 2004-01-26 | 半導体装置及び半導体装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4334364B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4921016B2 (ja) | 2006-03-31 | 2012-04-18 | ルネサスエレクトロニクス株式会社 | リードカット装置および半導体装置の製造方法 |
| JP5334239B2 (ja) * | 2008-06-24 | 2013-11-06 | ルネサスエレクトロニクス株式会社 | 半導体装置の製造方法 |
| JP5543724B2 (ja) * | 2008-08-28 | 2014-07-09 | セミコンダクター・コンポーネンツ・インダストリーズ・リミテッド・ライアビリティ・カンパニー | 樹脂封止型半導体装置及びその製造方法 |
| CN104617156B (zh) * | 2015-01-19 | 2017-10-13 | 苏州固锝电子股份有限公司 | 用于微电子器件的整流芯片 |
| CN108206170B (zh) * | 2017-12-29 | 2020-03-06 | 江苏长电科技股份有限公司 | 具有引脚侧壁爬锡功能的半导体封装结构及其制造工艺 |
| CN108198804B (zh) * | 2017-12-29 | 2020-03-06 | 江苏长电科技股份有限公司 | 具有引脚侧壁爬锡功能的堆叠封装结构及其制造工艺 |
| CN108198761B (zh) * | 2017-12-29 | 2020-06-09 | 江苏长电科技股份有限公司 | 具有引脚侧壁爬锡功能的半导体封装结构及其制造工艺 |
| CN108198797B (zh) * | 2017-12-29 | 2020-03-06 | 江苏长电科技股份有限公司 | 具有引脚侧壁爬锡功能的半导体封装结构及其制造工艺 |
| CN108109972B (zh) * | 2017-12-29 | 2020-03-06 | 江苏长电科技股份有限公司 | 具有引脚侧壁爬锡功能的半导体封装结构及其制造工艺 |
| CN108198790B (zh) * | 2017-12-29 | 2020-03-06 | 江苏长电科技股份有限公司 | 具有引脚侧壁爬锡功能的堆叠封装结构及其制造工艺 |
| WO2023218959A1 (ja) * | 2022-05-13 | 2023-11-16 | ローム株式会社 | 半導体装置、および、半導体装置の製造方法 |
-
2004
- 2004-01-26 JP JP2004016938A patent/JP4334364B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005209999A (ja) | 2005-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101156520B1 (ko) | 면실장형 전자부품 및 그 제조방법 | |
| JP4334364B2 (ja) | 半導体装置及び半導体装置の製造方法 | |
| JP4522049B2 (ja) | 半導体装置 | |
| JP2017037898A (ja) | リードフレーム、半導体装置及びリードフレームの製造方法 | |
| US6821820B2 (en) | Lead frame manufacturing method | |
| JP2951308B1 (ja) | リードフレームの製造方法 | |
| JP2006073570A (ja) | 半導体装置及びその製造方法 | |
| JPH105895A (ja) | 樹脂封止型電子部品の金属支持板の製造方法 | |
| JP2003197663A (ja) | 半導体装置及びその製造方法、回路基板並びに電子機器 | |
| JP2010087173A (ja) | 半導体装置の製造方法及び半導体装置 | |
| WO2004036647A1 (ja) | パッケージ型電子部品におけるリード端子の切断方法 | |
| JP4500819B2 (ja) | 面実装型電子部品の製造方法 | |
| JP4153956B2 (ja) | 樹脂封止成形品のゲートブレイク方法およびそれに用いるゲートブレイク装置 | |
| JP4200150B2 (ja) | リードフレームの製造方法 | |
| JP2004104153A (ja) | 発光素子および半導体装置 | |
| CN215896384U (zh) | 一种具有防溢料功能的引线框架 | |
| JP2012069563A (ja) | リードフレームとその製造方法及び製造装置 | |
| JP2700902B2 (ja) | リードフレームの製造方法 | |
| JP2632767B2 (ja) | 積層型リードフレームおよびその製造方法 | |
| JP2008053515A (ja) | 半導体装置およびその製造方法 | |
| JPH01128456A (ja) | 面実装型半導体デバイスおよびリードフレーム | |
| JP4018595B2 (ja) | 半導体装置、半導体装置に用いるリードフレーム及びその製造方法 | |
| JP5254374B2 (ja) | 電子部品およびその製造方法 | |
| JPH03175661A (ja) | リードフレームの製造方法 | |
| JP2007311673A (ja) | 半導体パッケージの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060517 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080430 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090331 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090623 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090623 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130703 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |