JP4194538B2 - 液体吐出ヘッドの製造方法 - Google Patents
液体吐出ヘッドの製造方法 Download PDFInfo
- Publication number
- JP4194538B2 JP4194538B2 JP2004210050A JP2004210050A JP4194538B2 JP 4194538 B2 JP4194538 B2 JP 4194538B2 JP 2004210050 A JP2004210050 A JP 2004210050A JP 2004210050 A JP2004210050 A JP 2004210050A JP 4194538 B2 JP4194538 B2 JP 4194538B2
- Authority
- JP
- Japan
- Prior art keywords
- liquid
- flow path
- liquid discharge
- liquid flow
- discharge head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
図2に示した参考の実施の形態による液体吐出ヘッドの製造方法の具体例を説明する。
エポキシ樹脂(o−クレゾールノボラック型エポキシ樹脂) 100部
光カチオン重合開始剤(4,4−ジ−t−ブチルフェニルヨードニウムヘキサフルオロアンチモネート) 1部
シランカップリング剤(日本ユニカー社製A−187) 10部
からなる樹脂組成物をメチルイソブチルケトン/キシレン混合液に50wt%の濃度で溶解し、スピンコートにて膜厚5μmの感光性をもつ樹脂層を分離層102上に塗工し、硬化のため露光を行った。
エポキシ樹脂(o−クレゾールノボラック型エポキシ樹脂) 100部
光カチオン重合開始剤(4,4−ジ−t−ブチルフェニルヨードニウムヘキサフルオロアンチモネート) 1部
シランカップリング剤(日本ユニカー社製A−187) 10部
からなる樹脂組成物をメチルイソブチルケトン/キシレン混合液に50wt%の濃度で溶解し、スピンコートにて、液流路パターン103上における膜厚5μmの感光性をもつ樹脂層を形成し、そして、硬化のため露光を行った。図1に示す被覆樹脂層1は、このようにして形成された第1、第2の被覆樹脂1a、1bからなるものである。
エポキシ樹脂(o−クレゾールノボラック型エポキシ樹脂) 100部
光カチオン重合開始剤(4,4−ジ−t−ブチルフェニルヨードニウムヘキサフルオロアンチモネート) 1部
シランカップリング剤(日本ユニカー社製A−187) 10部
からなる樹脂組成物をメチルイソブチルケトン/キシレン混合液に50wt%の濃度で溶解し、スピンコートにて、第2の被覆樹脂1b上における膜厚5μmの感光性をもつ感光性樹脂材料層105を形成し、図2の(g)に示すように、マスク106を用いて、硬化のため露光を行い孤立したアイランド部6の潜像105aを形成した。
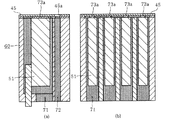
図3を参照して、参考の実施の形態による液体吐出ヘッドの製造方法の別の具体例を説明する。
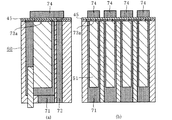
図4は、参考の実施の形態による液体吐出ヘッドの製造方法のさらに別の具体例の主要工程を断面で示す概略的な工程図である。
エポキシ樹脂(o−クレゾールノボラック型エポキシ樹脂) 100部
光カチオン重合開始剤(4,4−ジ−t−ブチルフェニルヨードニウムヘキサフルオロアンチモネート) 1部
シランカップリング剤(日本ユニカー社製A−187) 10部
からなる樹脂組成物をメチルイソブチルケトン/キシレン混合液に50wt%の濃度で溶解し、スピンコートにて膜厚5μmの感光性をもつ樹脂層を分離層102上に塗工した。そして、硬化と液吐出口32を確保するための潜像32aを作成するために、マスク109を用いてキヤノン製マスクアライナーPLA520(コールドミラーCM290)にてパターン露光を行った。
エポキシ樹脂(o−クレゾールノボラック型エポキシ樹脂) 100部
光カチオン重合開始剤(4,4−ジ−t−ブチルフェニルヨードニウムヘキサフルオロアンチモネート) 1部
シランカップリング剤(日本ユニカー社製A−187) 10部
からなる樹脂組成物をメチルイソブチルケトン/キシレン混合液に50wt%の濃度で溶解し、スピンコートにて、液流路パターン103上における膜厚5μmの感光性をもつ樹脂層を形成し、そして、硬化のため露光を行った。
エポキシ樹脂(o−クレゾールノボラック型エポキシ樹脂) 100部
光カチオン重合開始剤(4,4−ジ−t−ブチルフェニルヨードニウムヘキサフルオロアンチモネート) 1部
シランカップリング剤(日本ユニカー社製A−187) 10部
からなる樹脂組成物をメチルイソブチルケトン/キシレン混合液に50wt%の濃度で溶解し、スピンコートにて、第2の被覆樹脂1b上における膜厚5μmの感光性をもつ感光性樹脂材料層105を形成し、図4の(g)に示すように、マスク106を介して硬化のため露光を行い孤立したアイランド部6の潜像105aを形成した。
2、22、32、42 液吐出口
3、43 液体供給室
4、44 圧力室
5、45 振動板
6、46 アイランド部
10、50 振動子ユニット
11、51 圧電振動子
60 ヘッド函体
61 収容部
62 液供給口
73、105 感光性樹脂材料層
74、103 液流路パターン
Claims (4)
- 複数の液吐出口と、該複数の液吐出口にそれぞれ連通する複数の圧力室を有する液流路と、孤立圧力伝達部を介して前記複数の圧力室にそれぞれ対応する櫛歯状の複数の圧電振動子と、を備えた液体吐出ヘッドの製造方法であって、
前記複数の圧電振動子の間の櫛歯溝に充填材を充填する工程と、
充填材が充填された前記複数の圧電振動子の端面を含む平面上に前記孤立圧力伝達部となる伝達層を形成する工程と、
前記伝達層の上に振動板を介して前記充填材と同じ材料からなる液流路パターンを形成する工程と、
該液流路パターンの上に被覆層を形成する工程と、
前記液流路パターンを除去することによる前記複数の圧力室の形成と、前記複数の圧力室に対応する個所を除いて前記伝達層を除去することによる前記孤立圧力伝達部の形成と、前記充填材の除去と、を一括して行う工程と、
を有することを特徴とする液体吐出ヘッドの製造方法。 - 充填材が充填された前記複数の圧電振動子の端面を研磨して平滑な平面を形成することを特徴とする請求項1記載の液体吐出ヘッドの製造方法。
- 前記液流路パターンが光透過性を有し、該液流路パターンを形成する際に、前記複数の圧電振動子の位置合わせのためのアライメント手段を透視することで、前記液流路パターンの位置決めを行うことを特徴とする請求項1記載の液体吐出ヘッドの製造方法。
- 充填材を充填する工程において前記液流路へ液体を供給する液供給口にまで充填材を充填し、前記充填材を除去する工程において前記液供給口からも充填材を除去することを特徴とする請求項2記載の液体吐出ヘッドの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004210050A JP4194538B2 (ja) | 2003-07-18 | 2004-07-16 | 液体吐出ヘッドの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003198865 | 2003-07-18 | ||
| JP2004210050A JP4194538B2 (ja) | 2003-07-18 | 2004-07-16 | 液体吐出ヘッドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005053225A JP2005053225A (ja) | 2005-03-03 |
| JP4194538B2 true JP4194538B2 (ja) | 2008-12-10 |
Family
ID=34379730
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004210050A Expired - Fee Related JP4194538B2 (ja) | 2003-07-18 | 2004-07-16 | 液体吐出ヘッドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4194538B2 (ja) |
-
2004
- 2004-07-16 JP JP2004210050A patent/JP4194538B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005053225A (ja) | 2005-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7523553B2 (en) | Method of manufacturing ink jet recording head | |
| US6139761A (en) | Manufacturing method of ink jet head | |
| JP6238760B2 (ja) | 構造物の製造方法及び液体吐出ヘッドの製造方法 | |
| US6993840B2 (en) | Manufacturing method of liquid jet head | |
| US7340831B2 (en) | Method for making liquid discharge head | |
| KR101778507B1 (ko) | Pzt 프린트헤드 제조를 위한 간극 충전재로서의 감광 재료의 사용 | |
| US8771792B2 (en) | Method for manufacturing liquid discharge head | |
| JP4194538B2 (ja) | 液体吐出ヘッドの製造方法 | |
| US7065874B2 (en) | Method for making liquid ejection head | |
| JP2003019805A (ja) | インクジェットヘッド及びその製造方法 | |
| JPH08156272A (ja) | インクジェットヘッド及びその製造方法 | |
| JP4854464B2 (ja) | 液体吐出ヘッドおよびその製造方法 | |
| US7014987B2 (en) | Manufacturing method of liquid jet head | |
| JPH05147210A (ja) | インクジエツト記録ヘツド | |
| US7735961B2 (en) | Liquid discharge head and method of producing the same | |
| JP5328334B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP4304712B2 (ja) | インクジェットプリントヘッド及びインクジェットプリンタ並びにインクジェットプリントヘッドの製造方法 | |
| JP4462777B2 (ja) | インクジェットヘッド | |
| JP3749320B2 (ja) | 液室部品の製造方法 | |
| JP4671330B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| JP2004098657A (ja) | 液体噴射ヘッドの製造方法 | |
| JP2005053224A (ja) | 液体吐出ヘッドの製造方法 | |
| JPH10119263A (ja) | インクジェットヘッド | |
| JPH11216861A (ja) | インクジェットヘッド | |
| JPH1110873A (ja) | インクジェットヘッド及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070712 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080530 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080603 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080909 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080922 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4194538 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111003 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111003 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121003 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131003 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |