JP4168705B2 - 光学素子及びこれを成形するための金型 - Google Patents
光学素子及びこれを成形するための金型 Download PDFInfo
- Publication number
- JP4168705B2 JP4168705B2 JP2002252574A JP2002252574A JP4168705B2 JP 4168705 B2 JP4168705 B2 JP 4168705B2 JP 2002252574 A JP2002252574 A JP 2002252574A JP 2002252574 A JP2002252574 A JP 2002252574A JP 4168705 B2 JP4168705 B2 JP 4168705B2
- Authority
- JP
- Japan
- Prior art keywords
- optical
- optical element
- molding
- base
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
- C03B11/082—Construction of plunger or mould for making solid articles, e.g. lenses having profiled, patterned or microstructured surfaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/40—Product characteristics
- C03B2215/41—Profiled surfaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/40—Product characteristics
- C03B2215/41—Profiled surfaces
- C03B2215/412—Profiled surfaces fine structured, e.g. fresnel lenses, prismatic reflectors, other sharp-edged surface profiles
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/40—Product characteristics
- C03B2215/46—Lenses, e.g. bi-convex
- C03B2215/49—Complex forms not covered by groups C03B2215/47 or C03B2215/48
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は光学素子及び成形用金型に関し、より詳細には金型成形によって作製される光学素子および成形用金型に関するものである。
【0002】
【従来の技術】
レンズやミラー等の光学素子をプラスチックやガラスを用いて金型成形する場合、いかに歪みなく、金型形状に対して精度よく転写させるかが大きな課題である。光学面全体を歪みなく転写させるには、半溶融の樹脂又はガラスなどの成形材料の金型内における圧力(P)・体積(V)・温度(T)を成形品全体にわたって均一にすることが重要であり、これまでは次の対策によって歪みのない転写面を一般的に作製していた。
▲1▼金型温度分布の均一化:冷却配管や金型の材質を最適化。
▲2▼金型内材料圧力の均一化:ゲートやランナー、ノズルのサイズや配置の適正化、 高流動性・低融点材料の使用、エアベントの適正化。
▲3▼取り出し時の離型性の改善:エジェクターの配置や抜き勾配、金型材質・処理などの適正化、冷却時間を延長。
▲4▼高精度の成形法の選択:射出圧縮成形法、加熱冷却成形法、再加熱圧縮成形法
【0003】
【発明が解決しようとする課題】
ところで、レーザービームプリンター、デジタル複写機、プロジェクター、カメラなどの光学装置に用いられるレンズやミラーなどのこれまでの光学素子の光学面形状は、光学面の中心軸に対称な形状が一般的であった。このような対称光学素子の成形は比較的簡単であったため、前記の歪み対策を行うことなどで要求される素子性能を出すことができていた。
【0004】
しかし、近年、レンズ枚数の削減によるコストダウンおよび高性能化を目的として、対称をもたない自由曲面を有する光学素子が用いられるようになってきた。このような光学素子は誤差感度が高くまた要求精度も高い。しかも自由曲面などの複雑な光学面形状では、光学面の歪みがより複雑化する傾向にあり、従来の前記対策では充分な精度が得られにくくなってきた。
【0005】
そこで、自由曲面を有する光学素子の成形に、射出圧縮成形法や加熱冷却成形法、再加熱圧縮成形法などの高精度の成形法を用いることも考えられるが、これらの成形法にもそれぞれ次のような問題がある。まず射出圧縮成形法では肉厚によって圧縮比が変わってしまうため、偏肉のあるレンズを成形する場合には均一転写に限界がある。また加熱冷却成形法では、転写性は向上するものの成形中に金型の加熱と冷却の両方を行うため、成形サイクルが長くなる問題がある。再加熱圧縮成形法では、概略形状を形成した後、光学面を形成するので、工程及び成形サイクルが長くなり、生産費が高くなるという問題がある。また、前記の成形方法ではいずれも設備投資費が高くなる問題がある。
【0006】
一方特開2000−84945号公報では、矩形状のレンズやミラー、特に非球面形状の光学素子を、低ひずみで高精度に容易かつ低コストで形成することを目的として、溶融樹脂をキャビティに射出充填した後、光学面以外の側面に対向する可動入子を離隔させることによって不完全転写を起こさせ、これにより内部歪みを低減させて歪の少ない光学素子を形成する技術が提案されている。
【0007】
しかしこの提案技術では可動入子を用いるため、次のような問題が懸念される。
▲1▼金型が複雑になる。
▲2▼別に可動入子の駆動装置が必要となる。
▲3▼成形中に成形品側面を金型から離型させる時に、金型内で成形品がズレ、光学面に転写不良が発生しやすく、安定しにくい。
▲4▼成形時に側面を離隔させるため、空気断熱層により冷却効率が低下し、成形サイクルが長くなる。
▲5▼光学面の面積に対して、光学面以外の面積がある程度ないと効果が期待できない。
【0008】
本発明はこのような従来の問題に鑑みてなされたものであり、その目的とするところは、回転非対称面である光学面を有し、従来の射出成形法や圧縮成形法などにより光学面が歪みなく成形される光学素子を提供することにある。
【0009】
また本発明の目的は、上記光学素子を成形するための金型を提供することにある。
【0010】
【課題を解決するための手段】
本発明者等は前記目的を達成すべく鋭意実験・検討を重ねた結果、自由曲面などの光学面を有する光学素子において成形時に光学面に歪みが生じるのは、光学素子の基部表面と光学面外周と間の段差が不均一であることに起因するものであることを突き止めた。金型に接する面積が大きい、成形品の角部のような部分では冷却効率が高いため、溶融した成形材料のこの部分での固化が速く行われる結果、固化に伴う成形材料の収縮は小さくなる。このためこの部分は成形品では凸状となる。つまり冷却効率の不均一性による収縮量の変化により歪みが発生する。これまで光学面の歪みがあまり問題視されなかったのは、従来の光学素子では軸対称な光学面が多く、このような光学素子では光学面とその基部との段差が対称的な段差となるため結果的に歪みが生じにくかったからである。
【0011】
そこで回転非対称面である光学面をも有する本発明の光学素子では、光学素子の基部表面と光学面との段差を、光学面の全外周にわたって均一である構成とした。なお、本明細書において「均一」とは、段差の最大値と最小値との差が1mm以下であることを意味するものとする。かかる構成により光学面の外周の冷却速度が等しくなって、溶融した成形材料の固化収縮が全体で同程度となり歪みが抑えられる。
【0012】
光学面の歪みを一層抑える観点からは、前記段差は5mm以下であるのが好ましく、0.5mm以下がより好ましい。
【0013】
レーザービームプリンターやデジタル複写機、プロジェクター、カメラなどの光学装置に光学素子を迅速に精度よく取り付ける観点から、光学素子の基部に平面部および突起部、溝部、穴部の少なくとも1つを設けてもよい。また前記基部に位置決め用の平面部を設けた場合には、前記平面部から前記段差に至るまでを1つ又は2以上の曲面及び/又は平面で接続するのが、光学面の歪みを抑える上で好ましい。このような曲面としては、オフセット面(定義は後述する)や自由曲面、シリンドリカル面が好ましい。
【0014】
光学素子を構成する材料としては、プラスチック材料またはガラス材料がよい。
【0015】
また本発明によれば、前記いずれかに記載の光学素子を成形するための金型であって、前記基部表面を形成するための金型面と、前記光学面を形成するための金型面との金型面との段差が、前記段差の最大値と最小値との差が1mm以下である範囲内で均一であることを特徴とする成形用金型が提供される。
【0016】
【発明の実施の形態】
以下、本発明の光学素子を図に基づいて詳述する。なお、本発明はこれらの実施態様に何ら限定されるものではない。
【0017】
(第1実施態様)
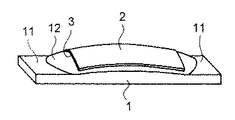
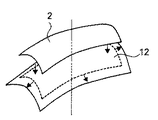
下記に示す成形方法で図1に示す本発明の光学素子を射出成形した。図1の光学素子は、デジタル複写機やレーザービームプリンターに用いる長尺プラスチックミラーであって、基部1と、自由曲面である光学面2とを備える。基部1の上面中央部分にはオフセット面12が形成され、上面両側部には平面部11が形成されている。この平面部11によって、光学素子を光学装置に取り付ける際の位置決めを行う。
【0018】
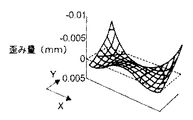
オフセット面12上に段差3を付けて光学面2が基部1と一体に形成されている。なお、ここでいう「オフセット面」とは、図10に図示するように、光学面の周囲を外方に所定距離だけ延出させた面をいう。換言すれば、オフセット面とは光学設計を光学面の四周より広げて行った面を意味する。なお、このオフセット面12は光学鏡面に仕上げる必要はない。図1の光学素子では基部1と光学面2との段差3は、光学面2の全外周にわたって0.3mmとした。これにより光学面2の歪みが格段に低く抑えられた。下記に示す測定方法で図1の光学素子における光学面2の歪みを測定した。その結果を図2に示す。なお、図2において歪み量ゼロが光学面の設計値であり、マイナス側の歪みは光学面では凸方向の歪みである。この図2によれば、図1の光学素子の光学面2の歪み量はわずか±1μm程度と、凹凸がほとんどない優れた面精度が得られたことがわかる。
【0019】
なお、図1の光学素子では光学面2を基部1の表面に凸状に形成しているが、光学面2と基部1との段差3が均一であれば、光学面2を基部1の表面に凹状に形成してももちろん構わない。段差の大きさとしては特に限定はなく、用いる成形材料の種類や光学面の平面的大きさなどから適宜決定すればよいが、一般に段差は絶対値で5mm以下の範囲好ましい。段差が5mmよりも大きいと、光学面の歪み量が大きくなるおそれがあるからである。より好ましい段差は絶対値で0.5mm以下である。
【0020】
また図1の光学素子では、平面部11を基部1の上面両端部に形成しているが、平面部11は基部1のどの位置に形成してもよく、光学素子を取り付ける装置部分の形状などから適宜決定すればよい。もちろん個数に限定はない。光学素子を光学装置に取り付ける際の位置決め部として、平面部の他、突起部や溝部、穴部を基部に形成してもよい。図11に、基部1の上面端部に突起部17を形成した光学素子の例をを示す。なお、図11の突起部17は球状であるが、円柱状や角柱状であっても構わない。
【0021】
本発明の光学素子に用いる成形材料としては、加熱溶融性と透光性とを有するものであればよく、例えばポリメタクリル酸メチルやポリカーボネート、ポリスチレン、非晶性ポリオレフィンなどのプラスチック材料;ガラス材料などが挙げられる。
【0022】
(成形方法)
ポリオレフィン系樹脂(日本ゼオン社製「Zeonex E48R」)を成形材料として、成形機(ファナック社製「ROBOSHOTα-150c」)を用いて下記成形条件で光学素子を射出成形した。
金型温度:110℃
樹脂温度:295℃
射出速度:10mm/sec
保圧力:700kgf/cm2
冷却時間:90sec
【0023】
(光学面の歪み測定)
光学素子の光学面の歪みを超高精度3次元測定器「UA3P」(松下電器産業社製)を用いて測定した。なお、光学面の歪みは2次近似誤差量を評価尺度とした。形状測定範囲は64.5mm×12mmである。
【0024】
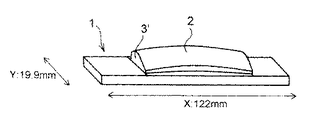
(比較例)
第1実施態様の同じ形状の光学面2で、基部1と光学面2との段差3’を不均一にした光学素子を、前記同様の成形方法で射出成形した。図3にその斜視図を示す。図3の光学素子では、板状の基部1の上面に、不均一な段差3’をつけて自由曲面からなる光学面2が基部1と一体に形成されている。図4に、光学面2と基部1との段差3の具体的大きさを示す。そして、前記と同様にしてこの光学面2の歪みを測定した。測定結果を図5に示す。
【0025】
図5によれば、光学面2と基部1との段差3の大きい奥側の2つの角部における歪み量が7μmと最も大きく、この歪み量は第1実施態様の光学素子の実に7倍であった。これは、光学面の奥側の2つの角部は基部との段差が他の部分より大きかったため、成形時の冷却効率が高くなって溶融樹脂の固化が速く行われ、この結果、固化に伴う溶融樹脂の収縮が小さくなって部分的に凸状になったものと考えられる。
【0026】
(第2実施態様)
第1実施態様の光学素子と同様の成形方法によって図6に示す光学素子を射出成形した。図6の光学素子では、基部1の上面両端部に位置決め用の平面部11が形成され、そしてこの平面部11に挟まれた中央部に、光学面2のオフセット面である凹部13が形成されている。そして凹部13上に均一に0.3mmの段差3を設けて光学面2が形成されている。成形された光学面2の歪み量を前記と同様にして測定したところ、1μm以下と優れた面精度を示した。このことから、凹状の自由曲面からなる光学面であっても、光学面と基部との段差を均一とすることにより光学面の歪み量を小さく抑えられることがわかった。
【0027】
(第3実施態様)
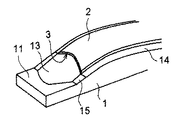
前記と同様の成形方法によって図7に示す光学素子を射出成形した。図7の光学素子では、基部1の上面両端部に平面部11が形成され、上面長手方向中央部に自由曲面からなる光学面2が形成されている。そして、平面部11から光学面2の外周の段差に至るまで、シリンドリカル面13,14及び平面15が連続して形成されている。ここで、シリンドリカル面13は、光学面2の短辺側から見た光学面の端部外形曲線と同じ外形曲線を有し、長辺方向から見た光学面の短辺端部における曲率と略同一の曲率で長辺方向平面部側に傾斜した面をいう。一方、シリンドリカル面14は、光学面2の長辺側から見た光学面の端部外形曲線と同じ外形曲線を有し、これを段差面に対して垂直方向に延出させた面をいう。基部1表面と光学面2との段差3は均一に0.3mmとした。成形された光学面2の歪み量を前記と同様にして測定したところ、1μm以下と優れた面精度を示した。
【0028】
(第4実施態様)
前記と同様の成形方法によって図8に示す光学素子を射出成形した。図8の光学素子の基部が図7の基部と異なる点は、シリンドリカル面16を、光学面の短辺側から見た光学面の端部外形曲線と同じ外形曲線を有し、これを段差面に対して垂直方向に延出させた面としたことにある。この光学素子の光学面2と基部1の表面との段差3は均一に0.3mmとした。成形された光学面2の歪み量を前記と同様にして測定したところ、1μm以下と優れた面精度を示した。
【0029】
(第5実施態様)
図9の光学素子では、基部1の上面をすべてオフセット面12とし、それ以外の面を平面とするとともに、オフセット面12の上面に0.3mmの段差3を設けて光学面2を形成した。成形された光学面2の歪み量を前記と同様にして測定したところ、1μm以下と優れた面精度を示した。
【0030】
【発明の効果】
以上説明したように本発明の光学素子では、基部表面(オフセット面)と光学面外周との段差を光学面の全外周にわたって均一(段差の最大値と最小値との差が1mm以下)としたので、従来の射出成形法や圧縮成形法などにより成形しても光学面の歪みがない。また、より高精度化するために成形歪みを金型コア形状により修正する場合においても、修正回数を減らせることができ、低コスト化・短納期化が可能となり、工業生産上非常に有効である。
【0031】
前記段差を5mm以下にすると、光学面の歪みを一層抑えられる。また、光学素子の基部に位置決め用の、平面部および突起部、溝部、穴部の少なくとも1つを設けると、レーザービームプリンターやデジタル複写機、プロジェクター、カメラなどの光学装置に光学素子を迅速に精度よく取り付けられる。
【0032】
また本発明の成形用金型では、基部表面を形成するための金型面と、光学面を形成するための金型面との段差を、前記段差の最大値と最小値との差が1mm以下である範囲内で均一にしたので、従来の射出成形法又は圧縮成形法を用いても光学面における歪みを格段に小さく抑えることができる。また、従来の成形法を用いることができるので、高精度の光学素子であっても生産コストを低く抑えると共に作業時間の短縮を図ることができる。
【図面の簡単な説明】
【図1】 第1実施態様の光学素子の斜視図である。
【図2】 図1の光学素子の光学面の歪み量を示す図である。
【図3】 比較例の光学素子の斜視図である。
【図4】 図3に光学素子における光学面と基部との段差を示す平面図である。
【図5】 図3の光学素子の光学面の歪み量を示す図である。
【図6】 第2実施態様の光学素子の部分斜視図である。
【図7】 第3実施態様の光学素子の部分斜視図である。
【図8】 第4実施態様の光学素子の部分斜視図である。
【図9】 第5実施態様の光学素子の部分斜視図である。
【図10】 「オフセット面」の概説図である。
【図11】 位置決め用の突起部を基部に設けた場合の斜視図である。
【符号の説明】
1 基部
2 光学面
3,3’ 段差
11 平面部
12,12’ オフセット面
13,14,16 シリンドリカル面
15 平面
17 突起部
Claims (6)
- 基部表面に段差を設けて、回転非対称面である光学面が形成された、金型成形により作製される光学素子において、
前記基部表面と前記段差とを接続するために、前記基部表面と前記光学面外周との間にオフセット面が設けられ、
前記オフセット面は、前記段差が前記光学面の全外周にわたって前記段差の最大値と最小値との差が1mm以下である範囲内で均一になるように、前記光学面の周囲を外方に延出させた曲面であることを特徴とする光学素子。 - 前記オフセット面は、対称をもたない自由曲面又はシリンドリカル面であることを特徴とする請求項1に記載の光学素子。
- 前記段差は5mm以下である請求項1または請求項2に記載の光学素子。
- 光学装置に装着する際の位置決めに用いる、平面部および突起部、溝部、穴部の少なくとも1つを前記基部に設けた請求項1〜3のいずれかに記載の光学素子。
- プラスチック材料またはガラス材料からなる請求項1〜4のいずれかに記載の光学素子。
- 請求項1〜5のいずれかに記載の光学素子を成形するための金型であって、
前記基部表面を形成するための金型面と、前記光学面を形成するための金型面との段差が、前記段差の最大値と最小値との差が1mm以下である範囲内で均一であることを特徴とする成形用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002252574A JP4168705B2 (ja) | 2002-08-30 | 2002-08-30 | 光学素子及びこれを成形するための金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002252574A JP4168705B2 (ja) | 2002-08-30 | 2002-08-30 | 光学素子及びこれを成形するための金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004091239A JP2004091239A (ja) | 2004-03-25 |
| JP4168705B2 true JP4168705B2 (ja) | 2008-10-22 |
Family
ID=32058812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002252574A Expired - Lifetime JP4168705B2 (ja) | 2002-08-30 | 2002-08-30 | 光学素子及びこれを成形するための金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4168705B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008152970A1 (ja) * | 2007-06-14 | 2008-12-18 | Konica Minolta Opto, Inc. | 自由曲面光学素子、成形用金型及び光学装置 |
| JP5182317B2 (ja) | 2010-03-31 | 2013-04-17 | ブラザー工業株式会社 | レンズ |
| JP5093280B2 (ja) * | 2010-03-31 | 2012-12-12 | ブラザー工業株式会社 | レンズ |
-
2002
- 2002-08-30 JP JP2002252574A patent/JP4168705B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004091239A (ja) | 2004-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3664522B2 (ja) | 光学素子成形型、光学素子成形方法及び光学素子 | |
| KR100925079B1 (ko) | 자유 곡면 광학 소자 성형용 금형, 그것을 이용하여 성형한자유 곡면 광학 소자 및 자유 곡면 미러 | |
| US6144505A (en) | Optical component, method of molding optical component, and mold for optical component | |
| JP2001191365A (ja) | 樹脂厚肉レンズ及びその形成方法 | |
| TWI501856B (zh) | 模內振動式熱壓射出成型方法及其成型裝置 | |
| JP2006281765A (ja) | 光学素子の表面精度改善方法及びその装置 | |
| JP2000084945A (ja) | プラスチック成形品およびその成形方法 | |
| US5067800A (en) | Composite optical article and method of manufacture thereof | |
| JP3867966B2 (ja) | 光学素子、成形用金型、及び光学素子の製造方法 | |
| JP4168705B2 (ja) | 光学素子及びこれを成形するための金型 | |
| US20140253995A1 (en) | Injection mold, optical component, optical scanning device, and image forming apparatus | |
| JP4057385B2 (ja) | プラスチック成形品の成形方法および射出成形用金型 | |
| JP2000329908A (ja) | プラスチック成形品 | |
| JP2004341048A (ja) | 光学反射ミラー | |
| JP5103772B2 (ja) | 光学レンズ射出成形用金型 | |
| JP2004042469A (ja) | プラスチック成形品及びこれの製造方法及びこれに使用する金型及びこのプラスチックス成形品を用いた光走査ユニット | |
| WO2020137379A1 (ja) | 樹脂部品及びその製造方法 | |
| JP2007039262A (ja) | モールド型光学素子及びそれを有する光学系 | |
| JP2006051822A (ja) | プラスチック成形品およびその成形方法 | |
| JP6503761B2 (ja) | 光学素子の製造方法及び成形型 | |
| JP4827406B2 (ja) | 入れ子及び金型 | |
| JPH08309873A (ja) | 樹脂成形光学部品およびその成形金型 | |
| JP5254731B2 (ja) | 光学素子成形用金型およびこれを用いた光学素子の製造方法 | |
| JP4053716B2 (ja) | プラスチック成形品及びその成形方法 | |
| JP2001150487A (ja) | プラスチックモールドレンズの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20050325 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050329 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071225 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20071227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080408 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080609 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080715 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080728 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4168705 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120815 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120815 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130815 Year of fee payment: 5 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |