JP4152464B2 - 筒状包装体、その製造方法およびその製造装置 - Google Patents
筒状包装体、その製造方法およびその製造装置 Download PDFInfo
- Publication number
- JP4152464B2 JP4152464B2 JP33558797A JP33558797A JP4152464B2 JP 4152464 B2 JP4152464 B2 JP 4152464B2 JP 33558797 A JP33558797 A JP 33558797A JP 33558797 A JP33558797 A JP 33558797A JP 4152464 B2 JP4152464 B2 JP 4152464B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- vertical seal
- sealing
- converging
- seal portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/745—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool
- B29C65/7451—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool the severing tool and the welding tool being movable with respect to one-another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8351—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws
- B29C66/83541—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws flying jaws, e.g. jaws mounted on crank mechanisms or following a hand over hand movement
- B29C66/83543—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws flying jaws, e.g. jaws mounted on crank mechanisms or following a hand over hand movement cooperating flying jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means
- B65B51/225—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means by ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
- B29C65/3656—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint being a layer of a multilayer part to be joined, e.g. for joining plastic-metal laminates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
- B29C66/4322—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms by joining a single sheet to itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/49—Internally supporting the, e.g. tubular, article during joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/735—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the extensive physical properties of the parts to be joined
- B29C66/7352—Thickness, e.g. very thin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/836—Moving relative to and tangentially to the parts to be joined, e.g. transversely to the displacement of the parts to be joined, e.g. using a X-Y table
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Packages (AREA)
- Package Closures (AREA)
Description
【発明の属する技術分野】
本発明は、縦シール部を有して筒状に形成されたフィルムの筒状体の内部に、加工食品などの内容物が充填された後に、前記筒状体の長手方向の両端部が集束され、この集束部が融着されて金属製のクリップを有することなく封止された筒状包装体、その製造方法およびその製造装置に関する。
【0002】
【従来の技術】
加工食品が充填される筒状包装体の一般的な形態は、フィルムの幅方向両側の縁部どうしが接合されて縦シール部(または「背貼り」と称される)が形成されて筒状体が形成され、この筒状体の内部に内容物が充填される。その後に、筒状体の長手方向の両端部が偏平状態となるように押圧されて筒状体の中の内容物を分ける(しごく、または分肉する)操作を行ない、この偏平部が集束板により押圧されて集束させられる。そしてこの集束部がアルミニウムなどの金属で形成されたワイヤクリップにより二ヵ所で結紮され、前記集束部において二ヵ所の結紮部の中間が切断されて、個々の筒状包装体に分離される。
【0003】
しかし、アルミニウムなどの金属製のワイヤクリップで結紮された包装体は、金属探知方式で行なわれる筒状包装体の品質管理において前記クリップが金属探知手段に反応し、異物としての金属検知に不都合を生じる。
また、筒状包装体を製造する工程において、フィルムの集束部をワイヤクリップで結紮する作業を行うと、ワイヤクリップをプレスするときに金属粉が発生し、食品の包装工程の環境として好ましくない。
【0004】
そこで、特開昭59−26424号公報、特開昭59−26467号公報、および特公平5−67496号公報には、フィルムで形成された筒状体の内部に内容物が充填された後に、内容物が排除された部分でフィルムを集束させ、そのまま超音波溶着手段などを用いて、集束部でのフィルムを溶融させ、ワイヤクリップを用いないで封止する技術が開示されている。
【0005】
【発明が解決しようとする課題】
しかし、前記のようにフィルムを集束させて超音波などでフィルムを溶融させて封止した筒状包装体では、前記封止部の耐圧強度が十分ではない。特に、筒状体の両端部が前記のように封止された後に、ボイル工程、レトルト工程、あるいは水蒸気による蒸し工程などの加熱工程が必要となる製品では、加熱工程での筒状包装体の内部圧力の上昇により、包装体の密封を保てないことがあり、電気導通試験でピンホールとして検知されることがある。
【0006】
例えば、前記特公平5−67496号公報には、フィルムの集束部を挟む超音波ホーンおよびアンビルに一定圧を印加することにより、集束部のフィルムに対するホーンとアンビルの接触圧を確保し、封止部でフィルムを溶着させる技術が開示されている。しかし、ホーンとアンビルの接圧の管理だけでは、十分な耐圧強度を有する封止部を定常的に形成できない。
【0007】
本発明の発明者らは、封止部が定常的に十分な耐圧強度を封止部に与えられない原因を調べたところ、フィルムの縁部どうしを接合する縦シール部の集束部における位置に起因していることを理解した。すなわち、従来は、フィルムを集束する際に、縦シール部の存在が考慮されていないため、フィルムの集束部内での縦シール部の位置がランダムであり、またその向きが不規則であり、例えば超音波ホーンとアンビルとで集束部を挟圧し、集束部のフィルムに発熱を生じさせたときに、ホーンとアンビルとに挟まれるフィルムの厚みが不均一になり、その結果、集束部においてフィルムが均一に溶融されにくいことが解った。
【0008】
また、前記特開昭59−26424号公報および前記特開昭59−26467号公報に記載されているように、フィルムの縁部どうしを接合する縦シール部を形成した後に、前記縦シール部に対面する側から、縦シール部に向かって集束板が移動して、フィルムが集束されるものでは、集束部において縦シール部が、超音波ホーンまたはアンビルに向く表面に現れやすくなる。この状態の集束部に対し、超音波ホーンとアンビルとで前記集束板による集束方向と同じ方向から挟圧すると、縦シール部が超音波ホーンまたはアンビルに当たることになる。その結果、ホーンとアンビルとの間に挟まれるフィルム全体に対する挟圧力が不均一に作用することになり、集束部のフィルムが均一に溶融されにくくなり、封止部の耐圧強度が小さくなり、密封良品率および封止部良品率が低下する。
【0009】
以上から、従来の金属製のワイヤクリップを用いず、集束部でのフィルムを溶融させて封止部を形成した筒状包装体では、密封良品率が低下していた。
【0010】
本発明は上記従来の課題を解決するものであり、筒状体の両端部を集束させて、超音波などによりフィルムを溶融させて、金属製のワイヤクリップを用いない封止部を形成する際に、集束部において、フィルムを均一に溶融できるようにして、耐圧強度の高い封止部を形成できるようにした筒状包装体、その製造方法および製造装置を提供することを目的としている。
【0011】
【課題を解決するための手段】
本発明は、フィルムの縁部どうしを接合する縦シール部が長手方向に延びる筒状体に内容物が充填されており、前記筒状体の長手方向の両端部でフィルムが集束し、この集束部でフィルムが溶着されて封止部が形成された筒状包装体において、
前記封止部では、フィルムが折り畳まれ且つ前記縦シール部が折り畳みの中間でフィルム間に挟まれた状態でフィルムが集束されており、前記集束されたフィルムは、折り畳まれるフィルムの重なり方向から挟圧され、
前記縦シール部およびこの縦シール部に重なるフィルムが溶着されて、金属製のクリップを用いることなく封止部が形成されていることを特徴とするものである。
【0012】
この場合に、縦シール部およびこの縦シール部に重なるフィルムは、封止部の断面のほぼ全領域において溶着されていること、さらに縦シール部は、封止部の表面に現れない位置でフィルム間に挟まれていることが、ピンホールを生じにくくし、封止部良品率を高くする上で好ましい。
【0013】
または、フィルムの縁部どうしを接合する縦シール部が長手方向に延びる筒状体に内容物が充填されており、前記筒状体の長手方向の両端部のフィルムが集束し、この集束部でフィルムが溶着されて封止部が形成された筒状包装体において、次の項目(a)及び項目(b)を同時に満たすことを特徴とするものである。
【0014】
(a)集束位置にあり筒状体の長手方向に直角な断面と平行な面にあって、前記集束位置の断面と縦シール部との交点から前記断面上の筒状体中心軸への方向の実質的に直角方向に折り畳まれて溶着される前記封止部の内容物根元にあって、
(b)項目(a)の前記中心軸への方向と平行な方向に沿って、陥没部が形成されていること。
【0015】
本発明でのフィルムを溶融させる手段は、超音波ホーンおよびアンビルにより集束部のフィルムを挟圧し、超音波によりフィルムに発熱を生じさせる超音波溶着手段、高周波電極により集束部のフィルムを挟圧し、高周波誘電加熱によってフィルムに発熱を生じさせる高周波溶着手段、または加熱板で集束部のフィルムを挟圧し、加熱板から与えられる熱により集束部のフィルムを溶融させる加熱溶着手段、またはノズルもしくはスリットを通して熱風を噴出させて集束部のフィルムを溶着する熱風ジェット溶着手段などである。
【0016】
本発明では、縦シール部が集束部の内部でフィルム間に挟まれるように埋没している。縦シール部が形成されている偏平部の面、すなわち縦シール部が形成されている部分のフィルムの面を溶着手段のホーンやアンビルなどの加圧面と平行に向け、この状態で、縦シール部およびその前後に位置するフィルムを前記加圧面で挟圧しフィルムを溶着してなる。また好ましくは、縦シール部が集束部の幅方向の中心に位置してなる。
【0017】
したがって、ホーンおよびアンビルなどの加圧面により集束部を挟圧するときに、縦シール部が集束部のほぼ中心に埋没する状態で、集束部のフィルムをほぼ均一に加圧して、このフィルムが溶融してなる。集束部のフィルムに対して、一方に片寄らない均一な加圧力が作用することにより、集束部のフィルムの溶融が十分で且つほぼ均質になり、縦シール部およびその前後に位置するフィルムが溶着されて集束部の耐圧強度が大きくなる。
【0018】
上記において、内容物が除去された部分の筒状体が、縦シール部と対面する方向から挟圧されて、幅方向の中間部分に前記縦シール部が位置する偏平部が形成され、その後に前記偏平部が折り畳まれて集束部が形成されることが好ましい。
【0019】
このように、偏平部では縦シール部が幅方向の中間部分、好ましくは幅方向の中心に位置した状態で、集束部でフィルムが規則正しく折り畳まれていると、この集束部が例えばホーンおよびアンビルなどの加圧面で均一に加圧されやすくなり、集束部での溶着をさらに均一にできる。
【0020】
また本発明の筒状体の製造方法は、
フィルムの縁部どうしが接合された縦シール部が長手方向に延びる筒状体を形成する工程と、
前記筒状体の内部に内容物を充填する工程と、
内容物が充填された部分の筒状包装体を、縦シール部と対面する方向から押圧して、前記縦シール部が幅方向の中間部分に位置するように前記筒状体に偏平部を形成する工程と、
前記偏平部の両端側から集束力を与えかつ前記偏平部に対し側方から案内力を与えて、前記縦シール部が集束部の内部のフィルム間に挟まれるようにフィルムを折り畳んで集束させる工程と、
前記集束部を、折り畳まれたフィルムの重なり方向から挟圧して、前記縦シール部およびこの縦シール部の前後に位置するフィルムを溶着して封止部を形成する工程と、
前記集束部において間隔を開けて形成された前記封止部の中間で個々の包装体毎に分離する工程とを含み、
筒状体の長手方向の両端部に金属製のクリップを用いない封止部を形成することを特徴とするものである。
【0026】
【発明の実施の形態】
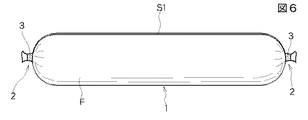
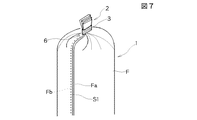
図6は本発明の筒状包装体の正面図、図7は前記筒状包装体の封止部を示す部分斜視図である。
この筒状包装体1は、塩化ビニリデン系樹脂のフィルムなどのような酸素ガスバリヤ性に富むフィルムFの幅方向の縁部FaとFbが重ねられ、縁部FaとFbの重ね幅のほぼ中心部分でフィルムFどうしが高周波電極を用いた高周波誘電加熱により溶着され、縦シール部S1が形成されている。この縦シール部S1は、筒状体の長手方向に沿って延びている。
【0027】
前記フィルムFで形成された筒状体の縦方向の両端部が集束させられて、集束部2が形成され、この集束部2のフィルムが超音波溶着手段により発熱させられ、フィルムどうしが溶着された封止部3が形成されている。本発明では、封止部3がフィルムFの溶着のみで形成されており、従来のような金属製のワイヤクリップによる結紮手段は設けられていない。ただし、プラスチック材料などで形成された金属以外のクリップで前記封止部3がさらに締め付けられる構造であってもよい。
【0028】
図4および図8に示されるように、前記集束部2では、内容物が除去された状態のフィルムFの筒状体が平面的に押し潰されて偏平部Frが形成され、この偏平部Frが規則的に折り畳まれている。
【0029】
図5(A)(B)は、前記集束部2を形成する過程をさらに詳しく示している。
図5(A)に示すように、フィルムFで形成された筒状体の内部の内容物を除去して、偏平部Frが形成されるが、この偏平部Frでは、縦シール部S1を、幅方向の中間部分、好ましくは幅方向の中心に位置させる。この偏平部Frの両端側から、集束板による集束力P,Pが与えられて、偏平部Frが集束させられるが、このとき必要に応じて偏平部Frの側方から互い違いにガイド力Ga,Ga,Gb,Gbが与えられ、その結果、図5(B)に示すように、偏平部Frが規則的に折り畳まれて集束される。
【0030】
図5(B)に示すように、集束部2では、縦シール部S1がフィルムFにより挟まれ、縦シール部S1が集束部2の内部に位置している。また集束部2の折り畳み面はY方向であり、縦シール部S1が形成されている箇所でのフィルム、すなわち縦シール部S1の両側に連続するフィルムFs,Fsの面は、前記折り畳み面と同じ方向へ向けられている。よって、集束部2において、縦シール部S1は、フィルムの折り畳みによる重ね方向(X方向)のほぼ中心に位置し、また折り畳み面方向(Y方向)を集束部2の幅方向としたときに、縦シール部S1はこの幅方向のほぼ中心に位置している。
【0031】
さらに、超音波ホーン4およびアンビル5により、集束部2を溶着する場合には、ホーン4の加圧面4aとアンビル5の加圧面5aに対し、縦シール部S1が形成されている箇所でのフィルムFs,Fsの面が平行になるようにして、集束部2で折り畳まれたフィルムの重ね方向から、前記加圧面4aと加圧面5aでフィルムFが挟圧され、超音波がフィルムに与えられて、集束部2でのフィルムFが溶融させられる。
【0032】
このように、縦シール部S1が集束部2の内部に位置し、また縦シール部S1がフィルム間に挟まれ、しかも縦シール部S1が集束部2のほぼ中心に位置し、縦シール部S1が形成された箇所のフィルムFs,Fsと平行な加圧面4a,5aによって、縦シール部S1がその前後に位置するフィルムと共に溶着される。この場合、集束部2では、縦シール部S1の溶着塊およびその左右両側に延びるフィルムの縁部Fa,Fb、の左右前後に、複数枚のフィルムが均等に位置するため、加圧面4aと5aとによる加圧力が、集束部2のフィルムに対して均等に作用する。
【0033】
このように、集束部2に対して加圧力が均一に作用するために、集束部2の幅方向(Y方向)において、加圧力の片寄りが生じにくくなる。そのため、集束部2内のフィルムFが、縦シール部S1の溶着塊を含めて均等に溶融され、その結果、封止部3での溶着品質がよくなり、ピンホールなどが生じにくくなる。
【0034】
次に、前記筒状包装体の製造方法を図1ないし図5(A)(B)の図面を参照して順に説明する。
図1(A)は、筒状包装体を製造する縦型連続充填包装装置の概略構造を示す正面図、図1(B)は図1(A)の部分側面図である。また、図2は前記縦型連続充填包装装置のフィルム成形部を示す部分斜視図である。
【0035】
フィルムFは、図1(A)に示す原反10から引出され、案内ロール11aと11bに案内されて成形部材12に導かれる。成形部材12はフォーミングプレートと称される。図2に示すように、成形部材12は、金属板により筒状に成形され、その縁部どうしが長手方向に離間して重ねられ且つその上縁部12aが傾斜状態となっている。
【0036】
案内ロール11bを通過したフィルムFは、成形部材12の上縁部12aから内側へ折り返されて筒状に成形され、このときフィルムFの縁部FaとFbは、成形部材12の縁部12bと12cとの間に導かれて互いに重ね合わされる。成形部材12の下には、高周波電極13aと13bが対向して設けられ、この縁部Faと縁部Fbとの重なり部のほぼ中心部分が、前記高周波電極13aと13bとで挟圧されて溶着され、縦シール部S1が形成されて、筒状体が形成される。
【0037】
高周波電極13aと13bの下方位置には、連続して回転する送りローラ14aと14bが設けられ、縦シール部S1が形成された筒状体が、前記送りローラ14aと14bとで挟持され、且つ送りローラの回転力により一定速度で下方へ送り出される。または送りローラ14aと14bとで、筒状体が間欠送りされてもよい。
【0038】
前記成形部材12の中心には、上方から充填ノズル15が挿入されており、この充填ノズル15の上方には充填ポンプ16が設けられている。成形部材12の上縁部で反転されて筒状に成形され、且つ高周波電極13aと13bで縦シール部S1が形成されたフィルムFの筒状体に対し、前記充填ポンプ16および充填ノズル15から加工食品などの内容物17が単位時間当り一定量で連続的に充填される。
【0039】
送りローラ14a、14bの下方位置には、しごき手段を構成する一対のしごきローラ18aと18bが設けられ、しごきローラ18aと18bが間欠的に圧接と離反を繰り返すように駆動される。このしごきローラ18aと18bにより、連続して下方へ送られるフィルムFの筒状体が一定の間隔で挟圧される。しごきローラ18aと18bとで筒状体が挟圧されると、筒状体の内部の内容物17が部分的に除去され、フィルムFどうしが圧着して偏平部Frが形成される。
【0040】
図1(A)(B)に示すように、しごきローラ18a,18bは、縦シール部S1と対面する方向から筒状体を押圧するため、図3に示すように、しごきローラ18a,18bの加圧により形成された偏平部Frの幅寸法をWとしたときに、前記縦シール部S1は前記幅寸法のほぼ中心に位置する。
【0041】
しごきローラ18a,18bの下方位置には、集束・封止機構20が設けられている。この集束・封止機構20は、筒状体の下降速度に同期して昇降駆動されるものであり、下降動作の際に、前記偏平部Frを挟圧して集束させ、さらに超音波を用いて溶着し、さらに集束部2を切断するものとなっている。または、フィルムFの筒状体が下方へ間欠送りされ、筒状体が停止しているときに、集束・封止機構20により、集束などの各動作が行なわれてもよい。
【0042】
前記集束・封止機構20には、上下に間隔を開けて設けられた、集束手段としての集束板21a,21bと、これに対向する同じく集束手段としての集束板22a,22bと、上側の集束板21aと下側の集束板21bの間に位置する超音波ホーン4と、上側の集束板22aと下側の集束板22bとの間に位置するアンビル5と、アンビル5の中間に位置する切断刃23とを有している。また集束・封止機構20には、昇降動作に同期して集束板21a,21bと集束板22a,22bとを互いに圧接させる方向へ動作させる駆動機構、ホーン4とアンビル5とを互いに圧接させる圧接機構、および切断刃23を前進させる機構が設けられている。
【0043】
図1(B)および図4に示すように、しごきローラ18aと18bとの挟圧力でフィルムの筒状体内の内容物17が部分的に排除されて偏平部Frが形成されるが、集束・封止機構20では、この偏平部Frに対し、偏平面の両端方向から集束板21a,21bおよび集束板22a,22bが、互いに接近する方向へ駆動され、偏平部Frが幅方向両側から集束力P,Pを受けて集束させられる。
【0044】
このとき図5(A)に示すように、偏平部Frに対して一方の側から例えば2ヵ所にガイド力Ga,Gaが与えられ、他方の側から、前記ガイド力Ga,Gaに対して互い違いの位置からガイド力Gb,Gbが与えられる。このガイド力は、集束板21a,21bと集束板22a,22bにより偏平部Frに集束力P,Pが与えられるときに、これに同期して、偏平部Frの側方からガイド突起またはガイド板を接近させることなどにより与えられる。
【0045】
その結果、集束板21a,21bおよび集束板22a,22bにより集束させられた集束部2では、前記ガイド力GaとGbにより偏平部Frが規則的に折り畳まれ、前記のように、縦シール部S1は、集束部2内でフィルム間に挟まれる。また縦シール部S1は、集束部2内でX方向とY方向のほぼ中心に位置する。
【0046】
集束板による集束が完了した直後に、超音波ホーン4とアンビル5が接近し、集束部2の2ヵ所が超音波溶着される。このとき、集束部2内の縦シール部S1が形成されている箇所のフィルムFsの面は、ホーン4の加圧面4aとアンビル5の加圧面5aとほぼ平行である。そのため、前記のように集束部2では縦シール部S1およびその前後のフィルムが一緒に均一に加圧されて、超音波が与えられる。超音波による溶着をより確実にするために、ホーン4またはアンビル5を必要に応じて予熱することが好ましい。
【0047】
図1(B)に示すように、集束・封止機構20では、集束板により偏平部Frが集束させられた後に、ホーン4とアンビル5が互いに接近するため、ホーン4とアンビル5は基端部が支持された片持ち状態の構造となり、また加圧面4aと5aはホーンおよびアンビルの支持基端部から離れている。よって加圧面4aと5aによりフィルムが加圧されたときに、加圧面4aと加圧面5aの平行状態が崩れやすい状態となっている。すなわち集束部のフィルムの厚みが不均一であったり、または集束部でのフィルムの厚みに片寄りがあると、加圧面4aと5aが平行状態で加圧されず、ホーンとアンビルに若干の傾きが生じやすくなる。このような状態では、集束部のフィルムを均一に加圧するのが困難である。
【0048】
これに対し、前記実施の形態では、図5(B)に示すように、縦シール部S1が、集束部2内のほぼ中心に位置し、縦シール部S1がフィルム間で挟まれた状態となるため、ホーン4の加圧面4aとアンビル5の加圧面5aが集束部2を安定した状態で加圧しやすくなり、集束部2がY方向のそれぞれの位置で均一に加圧され、均一に溶融されて封止部3が形成されるようになる。
【0049】
また、図5(A)に示すように、偏平部Frが形成され、さらに図5(B)に示すように偏平部Frが折り畳まれる。このとき、縦シール部S1が形成されているフィルムの一部分6aが、縦シール部S1から包装体の中心軸に向かう面(Y軸を含む面)に沿って集束部の内方へ引込まれる。その結果、完成した筒状包装体1においては、図7に示すように、封止部3の根元部分において、縦シール部S1が形成されている部分のフィルムに前記Y軸を含む面方向へ入り込む陥没部6が形成された形状となる。
【0050】
言い代えると、折り畳み溶着される前記封止部3の内容物根元にあり且つ筒状体の長手方向に直角となる集束位置の断面と平行な面にあって、前記集束位置の断面と縦シール部S1との交点から前記断面上の筒状体中心軸への方向(Y軸方向)と平行な方向に、図7に示すような陥没部6が形成された形状となる。
前記封止部3が形成された後に、上下に間隔を開けて形成された封止部3と3の間において集束部2が切断刃23により切断され、図6に示す個々の筒状包装体に分離される。
【0051】
図4に示すように、各集束板21a,21bおよび集束板22a,22bの対向側には、それぞれ凹部25と26が形成されており、集束板21a,21bおよび集束板22a,22bが互いに接近する方向へ駆動されると、偏平部Frのフィルムが前記凹部25と凹部26内に挟み込まれて挟圧され、その結果フィルムが集束させられる。
【0052】
本発明では、図5(B)に示すように、偏平部Frが、なるべく規則正しく折り畳まれて集束され、縦シール部S1が形成されている部分が、集束部にて前後からフィルムで挟まれ、しかも縦シール部S1が集束部2の幅方向(Y方向)の中心に位置することが好ましい。
【0053】
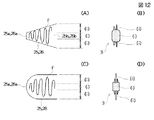
図10(A)(B)(C)(D)は、集束板21a,21bに形成された前記凹部25の平面形状を種類別に示しているが、図10(D)は従来例、図10(A)(B)(C)が、本発明に適する凹部の形状、図10(A)(B)は最も好ましい凹部の形状を示している。なお、これと対向する側の集束板22a,22bに設けられる凹部26,26は、図10に示す凹部25と対称形状である。
【0054】
図12(C)は図10(D)に示した従来の凹部25の平面形状を示している。従来例では、凹部25の底部25aは円弧形状である。この従来例は、金属クリップで結紮を行う場合のフィルムの集束には適しているが、本発明でのフィルムの集束には不向きである。なぜならば、この凹部25と、これに対向する凹部26とで偏平部Frが集束されるときに、底部25aが円弧形状であるため、凹部26において、集束の初期段階で偏平部Frの端部が静止固定されずに滑るため、フィルムの折り畳みに規則性を生じさせることができず、溶着後の封止部3の断面では、図12(D)に示すように、中心の溶着部(i)の断面積が小さく、この溶着部(i)の両側にフィルムのはみ出し部分(ii)が形成される。溶着部(i)に対しフィルムのはみ出し部分(ii)は溶着強度が低くなり、(ii)の部分からはみ出しているフィルムにピンホールなどが生じやすくなる。
【0055】
図12(A)は、図10(C)に示した集束板21a,21bの凹部25を示している。この凹部25の底部25aは、偏平部Frの偏平面と直交する平面部となっている。この凹部25により集束されて溶着された封止部3の断面形状を図12(B)に示している。この場合には、凹部25の底部25aが平面部を有していることにより、ホーンとアンビルで挟圧されて溶着される溶着部(i)の断面積が図12(D)のものよりも大きくなり、はみ出し部(ii)にはみ出しているフィルムも図12(D)のものよりも短くなる。よって、はみ出し部(ii)でのピンホールが形成される確率は図12(C)(D)よりも低くなり、密封良品率を高くできる。
【0056】
ただし、図12(A)に示す凹部25は、開口部25bの開口幅が底部25aの幅寸法よりも大きいために、底部25aでの平面部の幅寸法が小さくならざるを得ない。その結果、図12(B)に示すように、溶着部(i)の断面積を十分に大きくすることができず、溶着部(i)の両側にフィルムのはみ出し部(ii)が若干残り、封止部良品率が低くなる余地がある。
【0057】
図11(A)(C)は、最も好ましい凹部25の形状を示している。これは図10(A)(B)に示したものと同じである。
図11(A)と(C)に示す凹部25は、共に底部25aが偏平部Frの偏平面と直交する平面部となっている。また図11(A)では凹部25の開口部25bの開口幅が底部25aの幅寸法と同じであり、図11(C)は開口部25bの開口幅が底部25aの幅寸法よりも狭くなっている。
【0058】
図11(A)の凹部25で集束されたフィルムが溶着された封止部3の断面を図11(B)に示し、図11(C)の凹部25で集束されたフィルムが溶着された封止部3の断面を図11(D)に示している。
図11(A)(C)に示す凹部25を用いると、底部25aの平面部の幅寸法が大きいために、この凹部25内で集束されるフィルムが平面的に挟圧される面積が広くなり、フィルムが規則的に折り畳まれやすくなり、図11(B)(D)に示す封止部3の断面では、良好に溶着される溶着部(i)の面積が非常に広くなる。さらに溶着部(i)の両側の部分(iii)においてもフィルムが十分に溶融されて溶着されることになる。その結果、溶着部からはみ出すフィルムが少なくなって、フィルムの封止部良品率が高くなる。
【0059】
前記の実施の形態では、図5(A)に示すように、フィルムFの一方の縁部Faの内面が他方の縁部Fbの外面に平面的に重ねられたいわゆる封筒状背貼りの状態で、縦シール部S1が形成されているが、図8に示すように、フィルムの内面どうしが対面した状態で高周波溶着され、縁部FaとFbが筒状体の外側へ突出するいわゆる合掌状背貼りの状態で、縦シール部S2が形成されてもよい。
【0060】
【実施例】
〔実施例〕
本発明の実施例として、以下の筒状包装体を製造した。
(包装フィルム)
塩化ビニリデン共重合体フィルム(呉羽化学工業株式会社製の製品名「クレハロン」)で、フィルムの合計厚みが80μmのものを使用した。
(包装機)
呉羽化学工業株式会社製の縦型連続充填包装機「KAP500型」を改良して、前記実施の形態で説明した筒状包装体を製造できるものとした。縦シール部S1は、高周波溶着により、フィルムFの縁部FaとFbを封筒状背貼りして形成した。
集束部は図10(A)に示す金型を用いた。封止部3は超音波溶着により行い、超音波振動を生じさせる超音波ウエルダーにはジルコニウムチタン酸鉛粉末焼結体から成る振動子を用い、周波数40kHz、ホーン4の縦振動振幅10μmの条件で超音波溶着を行なった。
(内容物)
飽和食塩水を1個の筒状包装体当り約380g充填した。
また、餅状菓子の原液を1個の筒状包装体当り約400g充填した。
【0061】
〔比較例〕
前記実施例と同じ縦型連続充填包装機を使用し、実施例と同じフィルムを使用して、筒状包装体を製造した。
ただし、図10(D)に示すU字状の凹部25、26を備えた集束板21a、21b、22a、22bを用いて、偏平部Frを折り畳み、図12(C)(D)に示す封止部を得た。
その他の溶着条件、内容物は実施例と同じとした。
【0062】
〔評価方法〕
(電気導通試験)
飽和食塩水を内容物とした実施例と比較例の筒状包装体をそれぞれ100個ずつ用意し、また餅状菓子の原液を内容物とした実施例と比較例の筒状包装体もそれぞれ100個ずつ用意した。
飽和食塩水を満たした容器内に、それぞれの筒状包装体の封止部3を浸し、導通テスターの正負極の一方の針を筒状包装体に刺し、他方の針を容器内の飽和食塩水に刺し、電気抵抗を測定した。測定された電気抵抗が300kΩ以上ならば、封止部3にピンホールが生じておらず、密封部良品とし、密封良品の割合を密封良品率とした。
(湿式加熱試験)
飽和食塩水を内容物とした実施例と比較例の筒状包装体をそれぞれ100個ずつ用意し、また餅状菓子の原液を内容物とした実施例と比較例の筒状包装体もそれぞれ100個ずつ用意した。
各筒状包装体を90℃で1時間熱水加熱した後に、封止部3に破れが生じているかを目視で観察した。その結果、封止部3に破れが生じていないものを、封止部良品とし、封止部良品の割合を封止部良品率とした。
【0063】
〔評価結果〕
(実施例)
・内容物が飽和食塩水のもの
密封良品率=98%
封止部良品率=99%
・内容物が餅状菓子の原液のもの
密封良品率=99%
封止部良品率=100%
(比較例)
・内容物が飽和食塩水のもの
密封良品率=58%
封止部良品率=82%
・内容物が餅状菓子の原液のもの
密封良品率=70%
封止部良品率=93%
【0064】
【発明の効果】
以上のように本発明では、筒状包装体の両端部の集束部でフィルムを溶着させて封止部を形成する際に、縦シール部が存在していても、溶着の際の加圧力が不均一となることがなく、封止部を均一に溶着でき、ピンホールや破れなどによる密封不良が生じにくくなる。
【図面の簡単な説明】
【図1】(A)は、本発明の筒状包装体の製造に使用される縦型連続充填包装装置の正面図、(B)は(A)の部分側面図、
【図2】図1(A)の縦型連続充填包装装置のフィルム成形部と縦シール形成部を示す斜視図、
【図3】フィルムの筒状体に偏平部が形成された状態を示す部分斜視図、
【図4】偏平部が集束板により集束させられる状態を示す部分斜視図、
【図5】(A)は偏平部の断面図、(B)は集束部が超音波溶着される状態を示す断面図、
【図6】本発明の筒状包装体を示す正面図、
【図7】筒状包装体の封止部を示す拡大斜視図、
【図8】縦シール部の他の構造を示す断面図、
【図9】(A)は比較例の偏平部を示す断面図、(B)は比較例の集束部が超音波溶着される状態を示す断面図、
【図10】(A)(B)(C)(D)は、集束板を種類別に示す平面図、
【図11】(A)(C)は集束板の凹部を種類別に示す拡大平面図、(B)(D)はそれぞれの凹部で集束されて溶着された封止部の断面図、
【図12】(A)(C)は集束板の凹部を種類別に示す拡大平面図、(B)(D)はそれぞれの凹部で集束されて溶着された封止部の断面図、
【符号の説明】
F フィルム
Fa,Fb フィルムの縁部
Fr 偏平部
Fs 縦シール部が形成されている部分のフィルム
S1,S2 縦シール部
1 筒状包装体
2 集束部
3 封止部
4 ホーン
4a 加圧面
5 アンビル
5a 加圧面
6 陥没部
12 成形部材
13a,13b 縦シール部を形成する高周波電極
18a,18b しごきローラ
21a,21b,22a,22b 集束板
25,26 凹部
25a 底部
25b 開口部
Claims (4)
- フィルムの縁部どうしを接合する縦シール部が長手方向に延びる筒状体に内容物が充填されており、前記筒状体の長手方向の両端部でフィルムが集束し、この集束部でフィルムが溶着されて封止部が形成された筒状包装体において、
前記封止部では、フィルムが折り畳まれ且つ前記縦シール部が折り畳みの中間でフィルム間に挟まれた状態でフィルムが集束されており、前記集束されたフィルムは、折り畳まれるフィルムの重なり方向から挟圧され、
前記縦シール部およびこの縦シール部に重なるフィルムが溶着されて、金属製のクリップを用いることなく封止部が形成されていることを特徴とする筒状包装体。 - 縦シール部およびこの縦シール部に重なるフィルムは、封止部の断面のほぼ全領域において溶着されている請求項1記載の筒状包装体。
- 縦シール部は、封止部の表面に現れない位置でフィルム間に挟まれている請求項1または2記載の筒状包装体。
- フィルムの縁部どうしが接合された縦シール部が長手方向に延びる筒状体を形成する工程と、
前記筒状体の内部に内容物を充填する工程と、
内容物が充填された部分の筒状包装体を、縦シール部と対面する方向から押圧して偏平部を形成する工程と、
前記偏平部の両端側から集束力を与えかつ前記偏平部に対し側方から案内力を与えて、前記縦シール部が集束部の内部のフィルム間に挟まれるようにフィルムを折り畳んで集束させる工程と、
前記集束部を、折り畳まれたフィルムの重なり方向から挟圧して、前記縦シール部およびこの縦シール部の前後に位置するフィルムを溶着して封止部を形成する工程と、
前記集束部において間隔を開けて形成された前記封止部の中間で個々の包装体毎に分離する工程とを含み、
筒状体の長手方向の両端部に金属製のクリップを用いない封止部を形成することを特徴とする筒状包装体の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33558797A JP4152464B2 (ja) | 1997-12-05 | 1997-12-05 | 筒状包装体、その製造方法およびその製造装置 |
| PCT/JP1998/005371 WO1999029575A1 (en) | 1997-12-05 | 1998-11-30 | Cylindrical package, and method and apparatus for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33558797A JP4152464B2 (ja) | 1997-12-05 | 1997-12-05 | 筒状包装体、その製造方法およびその製造装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008016002A Division JP4558805B2 (ja) | 2008-01-28 | 2008-01-28 | 筒状包装体の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11165713A JPH11165713A (ja) | 1999-06-22 |
| JP4152464B2 true JP4152464B2 (ja) | 2008-09-17 |
Family
ID=18290260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33558797A Expired - Lifetime JP4152464B2 (ja) | 1997-12-05 | 1997-12-05 | 筒状包装体、その製造方法およびその製造装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4152464B2 (ja) |
| WO (1) | WO1999029575A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003064259A1 (fr) * | 2002-01-25 | 2003-08-07 | Kureha Chemical Industry Co., Ltd. | Appareil et procede de remplissage et d'emballage, structure emballee et procede de fabrication de celle-ci |
| JP4589063B2 (ja) * | 2004-09-03 | 2010-12-01 | 株式会社クレハ | 包装体製造装置及び包装体製造方法 |
| DE102005047507A1 (de) * | 2005-10-04 | 2007-04-12 | H.E.T. - Anke Filtertechnik Gmbh | Verfahren und Vorrichtung zum Verschließen von Kunststoffbeuteln |
| KR102062394B1 (ko) * | 2019-09-26 | 2020-02-11 | 석몽필 | 필로 포장기에서의 3중 센터 실링장치 |
| CN111467897A (zh) * | 2020-03-12 | 2020-07-31 | 江苏人和环保设备有限公司 | 一种用于滤筒除尘器的尾端免焊接的喷吹管 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5926424A (ja) * | 1982-08-02 | 1984-02-10 | 旭化成株式会社 | 包装方法 |
| JPS5926467A (ja) * | 1982-08-02 | 1984-02-10 | 旭化成株式会社 | 筒状包装体 |
| JPS62251325A (ja) * | 1986-04-18 | 1987-11-02 | 呉羽化学工業株式会社 | 充填包装方法及び装置 |
| JP2516885B2 (ja) * | 1987-04-30 | 1996-07-24 | 呉羽化学工業株式会社 | 包装体およびその製造方法と製造装置 |
-
1997
- 1997-12-05 JP JP33558797A patent/JP4152464B2/ja not_active Expired - Lifetime
-
1998
- 1998-11-30 WO PCT/JP1998/005371 patent/WO1999029575A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11165713A (ja) | 1999-06-22 |
| WO1999029575A1 (en) | 1999-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI535552B (zh) | And a method for manufacturing a sealed package | |
| JP4316053B2 (ja) | 超音波シール装置 | |
| KR900003083B1 (ko) | 충전 포장 방법 및 장치 | |
| JP2516885B2 (ja) | 包装体およびその製造方法と製造装置 | |
| EP1241100B1 (en) | Ultrasonic transverse sealing method and device for sealing walls of a packaging material filled with a pourable food product | |
| JP4152464B2 (ja) | 筒状包装体、その製造方法およびその製造装置 | |
| KR950002975B1 (ko) | 포장체의 제조방법과 그의 제조장치 | |
| WO2003064259A1 (fr) | Appareil et procede de remplissage et d'emballage, structure emballee et procede de fabrication de celle-ci | |
| JPS61142159A (ja) | 密封袋及びこれを製造するフイルム | |
| JP4558805B2 (ja) | 筒状包装体の製造装置 | |
| JPS63272612A (ja) | 包装体およびその製造方法と製造装置 | |
| JP2012101800A (ja) | 開封片付き包装体並びに溶着機、包装体製造装置及び包装体製造方法 | |
| JPH0571444B2 (ja) | ||
| JP4757203B2 (ja) | 筒状包装体及びその包装方法と包装装置 | |
| KR101096959B1 (ko) | 용착기, 포장체 제조장치 및 포장체 제조방법 | |
| WO2022018948A1 (ja) | 製袋方法、および、溶着方法 | |
| JP4817422B2 (ja) | 筒状包装体及びその包装方法と包装装置 | |
| JP2514681B2 (ja) | ピロ―包装体及びその製造方法 | |
| KR930003772B1 (ko) | 합성 수지제 필름의 초음파 용착방법 및 장치 | |
| JP4723844B2 (ja) | 筒状包装体及びその包装方法と包装装置 | |
| JPH0748485Y2 (ja) | 筒状フィルム包装体の製造装置 | |
| JP2019001515A (ja) | フィルム包装体製造方法及びフィルム包装体 | |
| WO2005009844A1 (ja) | 筒状包装体及びその包装方法と包装装置 | |
| JP3724888B2 (ja) | 包装用フィルム、その製造方法および製造装置 | |
| JP4490146B2 (ja) | 自動充填包装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070109 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070515 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071204 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080701 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080702 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110711 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110711 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120711 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120711 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130711 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |