JP4120912B2 - ケーブルコア切削装置 - Google Patents
ケーブルコア切削装置 Download PDFInfo
- Publication number
- JP4120912B2 JP4120912B2 JP25642099A JP25642099A JP4120912B2 JP 4120912 B2 JP4120912 B2 JP 4120912B2 JP 25642099 A JP25642099 A JP 25642099A JP 25642099 A JP25642099 A JP 25642099A JP 4120912 B2 JP4120912 B2 JP 4120912B2
- Authority
- JP
- Japan
- Prior art keywords
- cable core
- frame
- cutting
- roller
- frames
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 title claims description 129
- 230000002093 peripheral effect Effects 0.000 claims description 15
- 238000005452 bending Methods 0.000 claims description 7
- 230000006835 compression Effects 0.000 description 12
- 238000007906 compression Methods 0.000 description 12
- 238000000034 method Methods 0.000 description 6
- 230000003746 surface roughness Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000007790 scraping Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
Images





Landscapes
- Removal Of Insulation Or Armoring From Wires Or Cables (AREA)
Description
【発明の属する技術分野】
本発明は、送・配電用CVケーブルなどのプラスチック電力ケーブルの終端接続・中間接続に際し、ケーブルコアの外周面を切削するケーブルコア切削装置に関するものである。特に、外部半導電層を切削するものに関する。
【0002】
【従来の技術】
一般に、CVケーブルなどのケーブルは、導体を中心として順に、内部半導電層・絶縁層・外部半導電層・遮蔽層・シースを被覆して成り、このうち導体から外部半導電層までをケーブルコアと呼ぶ。このケーブルを接続する場合、被覆物を削り取る必要がある。
【0003】
このとき被覆物を切削する工具として、図6に示す装置1がある。この装置1は、ケーブルコア2を保持するためのローラー3を具えたフレーム61・62と、フレーム61に取り付けた切削バイト4とを具える装置である。両フレーム61・62は、ケーブルコア2を挟持するために対向させており、その両端部にはボルト12を貫通させて、両フレーム61・62の間をケーブルコア2径に合わせて調節できるように構成している。この構成により、フレーム61・62の間隔L3をケーブルコアの一径に合わせて固定することができる。なお作業中、間隔L3は一定に保持されて変動することが無い。また、切削バイト4の刃部とローラー3の軸との距離e3は、ケーブルコアの径(35mm〜110mm程度)によって変わるが25mm〜45mm程度である。従って、切削バイト4の刃部がケーブルコアに接する部分とローラー3がケーブルコアに接する部分との距離も大きい。
【0004】
別の工具としては、例えば特開平6−205520号公報開示の技術がある。この工具は、ケーブルコアを保持するローラーを具える挟持体にL型形状の削成用カッタを取り付けた構成である。この工具は、挟持体でケーブルコアを挟み、ケーブルコア端部を当接板部に接させて固定し、工具をケーブルコア軸心廻り回転させると同時に、案内枠に沿ってケーブルコア軸心方向に挟持体を移動(前進)させることケーブルコアの被覆物を削成する。しかしこの工具では、カッタの刃がL型形状であるために、切削面に段差が生じやすく切削表面が粗くなる。そのために、切削後サンドペーパーなどで仕上げが必要であり、作業工程が多くなる。更に、ケーブルコア断面が楕円の場合、上記L型形状のカッタがケーブルコア表面に追従できず、切削深さにバラツキが生じる。従って、真円のケーブルコアでは問題無いが、扁平したケーブルコアには適用に難がある。
【0005】
上記L型形状の削成用カッタによる表面粗さを解決した工具として、特開平10-32909号公報開示の技術がある。この工具は、ケーブルコア(絶縁コア)を軸方向に送らせるのをガイドする鼓状のローラと送り用のモータとを取り付けた固定枠体と、絶縁コアを周方向に回転させる三方ローラと円錐状の切削バイトと回転用のモータとを取り付けた回転枠体と、からなる装置である。切削バイトに対して、三方ローラは固定位置に配置されている。この装置による切削は、装置に絶縁コアを挿入し、モータによって切削バイトを周方向に回転させると共に、絶縁コア上を軸方向に自走させることによって行う。
【0006】
なお、ケーブルはドラム等に巻き付けて輸送される間に、プラスチックなどの外部被覆が自重により歪んでケーブル外形が偏平することがある。そこで、上記の装置において、特に偏平したケーブルコアを真円のケーブルコアに切削することが必要となる。
【0007】
【発明が解決しようとする課題】
しかし、図6に示す従来の装置において、以下の問題がある。
(1)偏平したケーブルコアの場合、把持力が一定でない。
(2)偏平したケーブルコアの外形に対する追従性が悪い。
上記の問題は、フレーム61・62の間隔L3が一定なため、ケーブルコアの扁平に対して回転にムラができ滑らかな回転が得られない。従って、把持力が絶えず変動してしまう。特に、フレーム61・62の間隔L3は、ケーブルコア2の一径にのみ対応するので、その径と異なるところでは、ローラー3が浮き上がり、ケーブルコア2の外周に常に追従することができない。
【0008】
(3)ケーブルコア2の扁平に対して切り込み深さが変わる。
ローラー3の間隔Wが広く、またローラー3の軸と切削バイト4の刃部とのフレーム61の長手方向における距離e3が25mm以上と大きいため、ローラー3がケーブルコア2と接する部分と切削バイト4の刃部と距離も15mmよりも大きくなる。そのため、ローラー3が接している部分と切削バイト4の刃部との間に浮きが生じ把持力が小さくなって、ケーブルコア2の扁平に対して切り込み深さが変わってしまう。すると、切り込み深さを一定にするために深めに切り込むことになり、絶縁層までも切削してしまい絶縁層厚さを満足できない場合がある。また、上記の間隔L3と異なる径の部分においても把持力が変化するため切り込み深さが変わる。
【0009】
具体的には、図7(A)に示すようにフレーム61・62の間隔L3を偏平したケーブルコア2の短径に固定した場合(扁平度合い0°、即ち、フレーム61の長手方向にフレーム61と偏平したケーブルコア2との長径が平行している状態)では、全体的にローラー3がケーブルコア2を把持力が弱く、切り込み深さが浅くなる。偏平したケーブルコア2を90°回転させた図7(B)に示す扁平度合い90°(フレーム61の長手方向にフレーム61と偏平したケーブルコア2との長径が直交している状態)では、間隔L3が適応していないため、0°と同様に全体的な把持力が弱くなるが、間隔L3よりも大きい長径を切削するため切削部分は押され、切り込み深さは逆に深くなる。更に偏平したケーブルコアを45°回転させた図7(C)に示す扁平度合い45°(フレーム61に対してフレーム61の長手方向に偏平したケーブルコア2の長径が45°の傾きを持った状態)では、対角線上にあるローラー3によってのみ把持されるため、把持力が不安定である。
【0010】
従って、上記問題(1)〜(3)により、従来の装置1では、ローラー3がその役割であるケーブルコアの保持、及びケーブルコアの周方向に装置1を回転させることが十分にできない。従って、切り込み深さのバラツキが大きくなり、偏平したケーブルコアを真円のケーブルコアに切削することが困難である。
【0011】
(4)ケーブルコアの軸方向への移動機構が無い。
図6に示す装置1は、ケーブルコアの軸方向へ移動するための機構が無く、強制的に移動させるしかない。なお、ローラー3の軸は、ケーブルコアの軸方向と平行に配置されているので、ケーブルコアの軸方向への移動に対しては、ガイドの役割を果たさない。
【0012】
一方、特開平10‐32909号公報開示の技術では、モータなどの重量物が回転枠体に取り付けられているため、ケーブルコア径が所定保持径よりも小さいケーブルコアの場合、モータなどの重量によってケーブルコアが撓んでしまい、やはり切り込み深さにバラツキが生じる。また、三方ローラが固定されていることで、扁平したケーブルコア外径に十分に対応できず、扁平なケーブルコアの切削において、切り込み深さのバラツキが顕著になる。
【0013】
そこで本発明は、外径が変化する扁平したケーブルコアに対しても把持力が安定し、切削後の表面精度が高いケーブルコア切削装置を提供することを目的とする。また、別の目的は、ケーブルコアの軸方向に容易に移動するケーブルコア切削装置を提供することである。
【0014】
【課題を解決するための手段】
本発明は、第一フレームと、第一フレームとの間にケーブルコアを挟持するため対向させた第二フレームと、各フレームに少なくとも1個具えられケーブルコアの外周面に接触するローラーと、第一フレームに設置されてケーブルコアの外周面を切削する切削バイトとを有するケーブルコア切削装置において以下の構成を特徴とする。
【0015】
(1)両フレームをケーブルコアの周方向に回転させたときに各ローラーがケーブルコアの外周面に追従するように両フレームの間隔を調整する弾性体を具える。また、第一フレームにはガイドを連結し、上記両フレームの間隔の調整に応じてガイドに沿ってスライドし、第二フレームに連結されたスライダーを具える。
【0016】
弾性体は、第一・第二フレーム間を近接させる方向に押圧できるよう設ければよい。例えば、ガイドに並行し第一フレームを貫通する連結部材(図1のボルト12a,12bに相当)を設ける。そして、この連結部材の一端(第二フレーム側)にスライダを固定し、他端に圧縮コイルばねを外嵌することが挙げられる。圧縮コイルばねの一端は第一フレームに当接し、他端は連結部材に設けた止め具(図1の調節ねじ9に相当)などに当接するようにすれば良い。
弾性体は、スライダーの移動によって伸縮できるものであれば特に限定されず、例えばゴムでも良いが、圧縮コイルバネ・皿バネなどは耐久性があり好適である。その他、第一・第二フレーム間をつなぐ引張コイルばねでも良い。
また、ガイドはスライダーが円滑に移動できるものであれば特にその形状は問わない。スライダーはガイドに適合したものであれば良い。
上記の構成により、第二フレームは第一フレーム側に移動でき、第一・第二フレームの間隔を自在に変化させられるため、ケーブルコアの外周面に応じて第二フレームを常に第一フレームに押し付けることが可能で、均一な把持力が得られる。
【0017】
(2)切削バイトは、その刃部と少なくとも1個のローラー軸とを第一フレームの長手方向に近接させて第一フレームに設置させる。
この構成により、切削バイトの刃部とローラーの軸との距離を狭められることで、切削バイトの刃部とローラーがケーブルコアと接する部分との距離が小さくでき、ローラーが押える部分と切削部分との差を微小にできる。従って、切削個所において刃部に対するケーブルコア表面の位置を安定でき、ケーブルコアが歪んだりすることが少なく、切り込み深さが安定する。
【0018】
(3)スライダーを連結させた第二フレームには、折れ曲がり機構を具え、作業中、該フレームがケーブルコアの中心方向に向かって自在に折れ曲がることによりローラーをケーブルコアの外周面に適合させるように構成する。
折れ曲がり機構としては、第二フレームの中央に軸を貫通させる方法や蝶番式などがよい。また、この第二フレームに取り付けるローラーは、折れ曲がり機構を中心として対称な位置に配置することが望ましい。即ち、該フレームの両側に一個ずつ具えるとよい。
従って、本発明装置は、この折れ曲がり機構を具えた構成と上記弾性体による両フレームの間隔を調整させる構成とにより、ケーブルコアの周方向に回転させた際、ケーブルコアの外周面にローラーを常時追従でき、かつケーブルコアの把持力を安定させることができる。
【0019】
(4)第一フレームに取り付けるローラーは、ケーブルコアの偏平矯正機能を考慮する場合、即ちケーブルコアの偏平に対して切り込み深さを変化させる場合は切削バイトの刃部の近傍に該刃部を挟むように2個配置することが望ましい。このとき、少なくとも一方のローラーとケーブルコアとの接触位置を切削バイトの刃部と近接させることが望ましい。この構成より、ケーブルコア表面において、2個のローラーによって押えられる個所の間隔が小さくできるため、刃部に対するケーブルコア表面の位置を安定でき、ケーブルコアが歪んだりすることが少なく、把持力が安定する。
(5)一方、ケーブルコアに対して一定の切り込み深さを得る場合には、1個のローラーの軸を切削バイトの刃部に近接させて配置させることが機能上好適である。
【0020】
ここで、ローラーの個数は、第一・第二各フレームに少なくとも一つずつあればよいが、ケーブルコアの外周を3点以上から支持できるよう3つ以上設けることが好ましい。さらに、ケーブルコアの保持をより良くするために、ケーブルコアの軸方向にもローラーを直列して設けることが好ましい。
【0021】
(6)少なくとも1個のローラーの軸は、両フレームが囲む平面に直交する軸に対して傾斜しているように取り付けることが望ましい。
この構成により、装置をケーブルコアの周方向に回転させると、ケーブルコアの軸方向に容易に移動(前進)させられる。即ち、ローラーの傾きが、ケーブルコアの軸方向に前進するためのガイドの役割を果たす。この傾斜は、ケーブルコアの径に応じて適宜対応させると良いが、表面粗さの兼合いから装置を1回転させたときにケーブルコアの軸方向に1mm前進するよう設けると良い。1mmより大きいと、削り残しが多くなって表面が粗くなる。
【0022】
なお、各フレームは、回転の際ケーブルコアを把持でき、撓まない程度の剛性を有するものであれば良い。例えば、鉄などが好ましい。ローラーは、フレームをケーブルコアの周方向に円滑に回転でき、ケーブルコアの外周面に傷をつけないような形状・材質のものであれば良く、例えば金属製、ゴム製などが好ましい。
各フレームには、装置をケーブルコアの周方向に回転させるための取っ手を接続することが望ましい。
【0023】
切削バイトは、切削面に段差が生じにくい円錐形状または円錐と円筒とを軸方向に一体に組み合わせた形状のものが望ましい。刃部は円錐開口縁の全周に形成される。このような形状の切削バイトによって、前進ピッチを狭くでき、平滑な仕上がりが得られる。加えて、削り屑が排出し易いように、内部に軸方向の貫通孔を有しているものが好適である。また、刃部は、円錐内周面と外周面との稜線で構成するよりも、円錐内周面と外周面との間をつなぐ中間面を形成することが好ましい。切削バイトを装置に装着した際、この中間面がケーブルコアの接線方向と平行であれば、ケーブルコアに深く切り込むことが少なく、切削後の表面粗さを一層平滑にできる。なお、切削バイトは、ケーブルコアに対して刃部の切り込み深さを調節できることが望ましい。このような切削バイトは、耐久性のある超硬合金製が適する。
【0024】
【発明の実施の形態】
以下、本発明の実施の形態を説明する。
図1〜図5は発明を実施する形態の一例であって、図中、同一の符号を付した部分は同一物を表わしている。基本的な構成は、図6で説明した従来のものと同様であるが、本発明の特徴は、図1に示すように第二フレーム6を移動させ、第一フレーム5と第二フレーム6との間隔を調整できるように圧縮バネ8を具えた点、第一フレーム5に取り付けたローラー3aの軸を切削バイト4の刃部に近接させた点、また第二フレーム6に折り曲げ機構11を具えた点にある。
本発明は、偏平調整機能を設けた準倣い型装置と一定の切り込み深さを得る倣い型装置とがあり、準倣い型装置を先に説明する。
【0025】
(実施例1)
▲1▼準倣い削り型
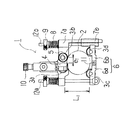
図1(A)は、本発明ケーブルコア切削装置の左側面図であり、図1(B)は、その正面図である。基本的構成は、図1(B)に示すように図6と同様である。即ち、装置1は、2個のローラー3a・3bを具える第一フレーム5と2個のローラー3c・3dを具える第二フレーム6と、第一フレーム5に取り付けた円錐と円筒とを組み合わせた形状で内部に軸方向の貫通孔を有する切削バイト4とを有する。両フレーム5・6の間は、ケーブルコア径に合わせて調節できるように各フレーム5・6の両端部にボルト12a・12bを貫通させ、このボルト12a・12bによって一定の間隔(ケーブルコア径)を保持する。
【0026】
ここで、図2に示す装置は、本発明装置における真円のケーブルコア切削装置である。第一フレーム5に具えるローラー3aは、その軸を切削バイト4の刃部に近接させて切削方向の後方に配置する。もう一方のローラー3bは、ローラー3aと切削バイト4の刃部を挟んで対向するように切削方向の前方に、かつ切削バイト4の刃部の近傍に配置する。即ち、ローラー3bの軸と切削バイト4の刃部との第一フレーム5の長手方向における距離e1を極力小さくする。具体的には、ローラー3bがケーブルコアと接する部分と切削バイト4の刃部とが15mm未満となるようにすることが望ましい。より好ましくは、10mm以下である。なお、ローラー3bの軸と切削バイト4の刃部とに距離e1分のズレがあるため、ケーブルコアの偏平に対して切り込み深さが変わる偏平矯正機能を有する。よって、本発明装置1は、偏平したケーブルコアをほぼ真円にできるので、偏平したケーブルコアに用いることが望ましい。また、切削バイト4の切削方向の前後に2個のローラー3a・3bを配置しているので、安定性が良く大径(φ70mm以上)のケーブルコアにおいての使用に適する。
【0027】
第ニフレーム6は、分割された二個のフレーム6a・6bからなり、各フレーム6a・6bの端部を重ね合わせて、軸11によって連結し(折れ曲がり機構)、フレーム6b・6bが折れ曲がる構成である。フレーム6b・6bが折れ曲がる方向は、装置1の内側、即ちケーブルコア2の外周に沿う方向である。また、第二フレーム6に具えるローラー3c・3dは、軸11と重ならないように、かつ、ケーブルコア2を保持し易いように軸11を中心として対称な位置に固定する。
【0028】
ボルト12bには、ガイド7aを並行させている。このガイド7aの一端は、第一フレーム5に連結している。一方、他端は、フレーム6bに連結されているスライダー7bに固定している。ボルト12aは、一端を環状にして軸17を通し、この軸17を回転軸として所定の角度範囲内に回転自在に構成する。一方、ボルト12aの他端側は、第一フレーム5の端部に設けた切り溝に嵌合して着脱自在に構成する。従って、装置1をケーブルコアに装着する際、ボルト12aを回転してフレーム5・6間を開くことで、ケーブルコアの周方向から装置を装着することができ、ケーブルコアのあらゆる部分においての切削が可能である。
【0029】
更に、第一フレーム5の両端部に突出させたボルト12a・12bの端部には、圧縮バネ8を挿入し、第一フレーム5と調節ねじ9との間で伸縮するよう構成している。従って、切削作業中、圧縮バネ8が伸縮することで両フレーム5・6の間隔L1が変動でき、かつ偏平なケーブルコアにおいても上記の折れ曲がり機構により、ローラー3はケーブルコアの外周面に追従できる。この構成により、絶えず一定の把持力が得られ、滑らかな回転が可能である。
【0030】
装置1を前進させるためにローラー3dは、両フレーム5・6が囲む平面に直交する軸に対して傾斜するように、ローラー3dの軸が角度を有するように取り付けている。この構成により、ローラー3の傾きがケーブルコア2の軸方向への前進のガイドとなり、装置1全体がケーブルコア2の周方向に回転すると同時に、装置1はケーブルコア2の軸方向に前進できる。なお、この傾斜は、装置を1回転でケーブルコアの軸方向に1mm前進するよう設けている。
【0031】
なお、各第一フレーム5・6には、装置1を回転させるための取っ手13が一体接続されている。この取っ手13は、回転させ易いように装置1において対角に配置することが望ましい。このとき、フレーム6aの端部と、この端部と対角位置にある第一フレーム5の端部に取っ手13を取り付けると、装置1を回転した際、調節ねじ9と第一フレーム5との間隔が広がる方向に力が作用するため、圧縮ばね8の反発力を第一フレーム5に作用させることが難しくなるからである。従って、フレーム6bとその対角にある第一フレーム5の端部(図1(B)の左側)に取り付けると良い。
【0032】
切削バイト4は、切削調節ねじ10によって切り込み深さを可変でき、固定ねじ16によって切り込み位置を固定される。フレーム5の中間部にはほぼL型の突設部18が一体化され、このL型突設部18の長片にバイトホルダー15がスライド自在に装着されている。バイトホルダー15は、L型金属片の端部に環状片19を一体化したものである。環状片19には切削バイト4が挿入され、止めねじ14によって固定される。一方、L型金属片の短片には切削調節ねじ10が貫通され、さらにこの切削調節ねじ10がL型突設部18の短片にねじ込まれる。また、バイトホルダー15におけるL型金属片には長孔20が形成され、固定ねじ16がこの長孔20を貫通すると共にL型突設部18の長片に固定される。従って、切削調節ねじ10を回すと、長孔20の範囲でバイトホルダー15をスライドでき、それに伴って切削バイト4の切り込み深さを調整できる。そして、切削バイト4は、固定ねじ16によってバイトホルダー15に固定されることで、切削中、刃部のブレが殆ど無い。
【0033】
なお、ローラー3は、図1(B)では、各フレーム5・6に2個ずつ配置されているが、ケーブルコア2を把持し易いように、図1(A)に示すように同軸方向にもう1個ずつ設けることが好ましい。従って、各フレーム5・6に4個ずつ、合計8個を配置している。
【0034】
この装置1によるケーブルコア2の切削は、以下の手順で行う。
(1)調節ねじ9を弛めて、第一フレーム5をボルト12bに沿って移動させ、ケーブルコア2が入るように第一フレーム5・第二フレーム6の間隔を広げる。
(2)ボルト12aを第一フレーム5から外し、ケーブルコア2を装置1に挿入して、ケーブルコア2径に適合するまで第一フレーム5をボルト12a・12bに沿って移動させ調節ねじ9を締めて第一フレーム5を固定し、ケーブルコア2を保持する。
(3)切削調節ねじ10で切削バイト4の位置を調節して、切り込み深さを決める。
(4)第一フレーム5・第二フレーム6bに取り付けている取っ手13を握り、ケーブルコア2の周方向に装置1を回転させることでケーブルコア2の被覆物を切削する。
【0035】
なお、切削の際、ケーブルコア2の軸方向に対して傾斜したローラー3によって、装置1はケーブルコア2の軸方向に前進し、所定の長さを切削することができる。
このとき、本発明装置による切削後の表面粗さRmaxは、50μm以下であるのに対し、図6に示す装置によって同じ表面粗さを得るためには、サンドペーパーなどによって研磨する必要がある。実際の切削試験では、本発明装置による切削後の表面粗さRmaxを20μm以下にできることが確認されている。
【0036】
次に、本発明装置における偏平したケーブルコアの切削工程を説明する。
図3は、扁平したケーブルコアにおいて、偏平度合いによる切り込み深さの違いを説明する図である。まず、フレーム5・6の間隔L1を偏平したケーブルコア2の短径に固定する(扁平度合い0°)。このとき、図3(A)に示すように、ローラー3が把持するケーブルコア2が短径のため、圧縮バネ8の縮みが小さく、ケーブルコア2を切り込み深さが浅くなる。この装置1を90°回転させて、図3(B)に示すようにフレーム5・6の間隔L1がケーブルコア2の長径になった状態(扁平度合い90°)では、圧縮バネ8の縮みが大きく、切り込み深さは深くなる。更に、装置1を45°回転させて図3(C)に示すように、第一フレーム5に対して第一フレーム5の長手方向に偏平したケーブルコア2の長径が45°の傾きを持った状態(扁平度合い45°)では、第二フレーム6がケーブルコア2の外周に沿って折り曲がることにより、ほぼ真円と同様に安定した切り込みとなる。上記一連の工程は、第二フレーム6がスライダー7bと圧縮バネ8との介在によりケーブルコア2の径に沿って装置1を可動させることにより行われる。従って、本発明装置では、上記の偏平矯正機能により切り込み深さを偏平度合いによって変化させるため、偏平したケーブルコアをほぼ真円にできる。
【0037】
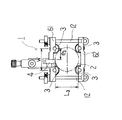
▲2▼倣い削り型
図4は、本発明ケーブルコア切削装置において、真円のケーブルコアを倣い削りする装置1の正面図である。基本的構造は、上記準倣い型装置で説明したものと同様である。この装置1と準倣い型装置との相違点は、第一フレーム5に配置するローラー3aは1個で、かつ、その軸と切削バイト4の刃部とがほぼ同位置になるように配置した点である。即ち、ローラー3aの軸と切削バイト4の刃部との距離e2が微小に、好ましくはローラー3aがケーブルコア2と接する部分と切削バイト4の刃部とが同位置になるようにする。従って、ローラー3aが把持する部分と切削バイト4が切削する部分との差が殆ど無いため、ケーブルコア2に浮きが生じることが無く、一定の切り込み深さが得られる構成である。よって、真円のケーブルコアは真円に、偏平したケーブルコアは偏平した状態で切削されるので、本発明装置1は、真円のケーブルコア又は偏平が軽微なケーブルコアに用いることが望ましい。なお、この装置1は、準倣い削り型と同様、圧縮バネ8を介することで、ケーブルコア径に合わせてフレーム5・6の間隔L2が自在に変化できる。なお、このような装置1は、小径(φ35mm〜φ70mm程度)のケーブルコアを切削するのに適する。
【0038】
次に、本発明装置における偏平したケーブルコアの切削工程を説明する。
図5は、扁平したケーブルコアの切削工程を説明する図である。基本的な工程は、図3で説明した準倣い型装置と同様である。まず、図5(A)に示すようにフレーム5・6の間隔L2を偏平したケーブルコア2の短径に固定する(扁平度合い0°)。このとき、上記のようにローラー3aが把持する部分と切削バイト4が切削する部分との差が殆ど無いため、ケーブルコア2に浮きが生じることが無く、図5(B)に示す扁平度合い90°の状態及び図5(C)示す扁平度合い45°の状態においても一定の切り込み深さが得られる。
【0039】
なお、上記準倣い削り型装置・倣い削り型装置は、切削バイトを交換することで、外部半導電層だけでなく、絶縁層も円錐状に切削できる。
【0040】
【発明の効果】
以上、説明したように本発明ケーブルコア切削装置によれば、ケーブルコアの扁平に対して、常時、一定の把持力を保持することができ、滑らかな回転が得られるため、切削後の表面精度が高いという優れた効果を奏し得る。また、切削後の表面が高精度であるために、切削後の加工が不要である。更に、安定した把持力を保持しながら、ケーブルコアの扁平に対して切り込み深さを変えることができる。従って、偏平したケーブルコアをほぼ真円にすることができる。加えて、本発明ケーブルコア切削装置は、ケーブルコアの端部に限らず装着でき、かつケーブルコアへの着脱が容易で、軽量な部材からなる装置であって、作業性がよい。また、前進機能がローラーの傾斜によってされているため、装置を前進させるための格別の機構を設ける必要も無く、経済的である。
【図面の簡単な説明】
【図1】 (A)は、本発明ケーブルコア切削装置の左側面図であり、(B)はその正面図である。
【図2】本発明ケーブルコア切削装置において、倣い削り型の装置の説明図である。
【図3】 (A)は、扁平度合い0°における本発明倣い削り型ケーブルコア切削装置の切削状態を示す説明図であり、(B)は扁平度合い90°における説明図、(C)は扁平度合い45°における説明図である。
【図4】本発明ケーブルコア切削装置において、準倣い削り型の装置の説明図である。
【図5】 (A)は、扁平度合い0°における本発明準倣い削り型ケーブルコア切削装置の切削状態を示す説明図であり、(B)は扁平度合い90°における説明図、(C)は扁平度合い45°における説明図である。
【図6】従来のケーブルコア切削装置の説明図である。
【図7】 (A)は、扁平度合い0°における従来のケーブルコア切削装置の切削状態を示す説明図であり、(B)は扁平度合い90°における説明図、(C)は扁平度合い45°における説明図である。
【符号の説明】
1 装置 2 ケーブルコア 3・3a・3b・3c・3d ローラー
4 切削バイト 5 第一フレーム 6・6a・6b 第二フレーム
7 スライダー 8 圧縮バネ 9 調節ねじ 10 切削調節ねじ 11 軸
12a・12b・12 ボルト 13 取っ手 14 止めねじ 15 バイトホルダー
16 固定ねじ 17 軸 18 L型突設部 19 環状部 20 長孔
61・62 フレーム
L1・L2・L3 フレームの間隔 W ローラーの軸間の距離
e1・e2・e3 ローラーの軸と切削バイトの刃部との距離
Claims (2)
- 第一フレームと、
ケーブルコアを挟持するため前記第一フレームと対向させた第二フレームと、
前記各フレームに少なくとも1個具えられ、ケーブルコアの外周面に接触するローラーと、
第一フレームに設置されてケーブルコアの外周面を切削する切削バイトと、
両フレームをケーブルコアの周方向に回転させたときに各ローラーがケーブルコアの外周面に追従するように両フレームの間隔を調整する弾性体と、
前記第一フレームに固定したガイドと、
前記両フレームの間隔の調整に応じて前記ガイドに沿ってスライドし、第二フレームに固定されたスライダーと、
第二フレームに設けられた折れ曲がり機構とを具え、
前記第一フレームに具えた少なくとも1個のローラーの軸と切削バイトの刃部とは、第一フレームの長手方向に近接させて配置されたことを特徴とするケーブルコア切削装置。 - 少なくとも1個のローラーの軸は、両フレームが囲む平面に直交する軸に対して傾斜していることを特徴とする請求項1記載のケーブルコア切削装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25642099A JP4120912B2 (ja) | 1999-09-09 | 1999-09-09 | ケーブルコア切削装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25642099A JP4120912B2 (ja) | 1999-09-09 | 1999-09-09 | ケーブルコア切削装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001086616A JP2001086616A (ja) | 2001-03-30 |
| JP4120912B2 true JP4120912B2 (ja) | 2008-07-16 |
Family
ID=17292428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP25642099A Expired - Fee Related JP4120912B2 (ja) | 1999-09-09 | 1999-09-09 | ケーブルコア切削装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4120912B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104917113A (zh) * | 2015-05-21 | 2015-09-16 | 国家电网公司 | 一种剥去电缆外皮的器具 |
| CN110492381A (zh) * | 2019-09-01 | 2019-11-22 | 衢州光明电力投资集团有限公司 | 一种电缆线的快速定量切割装置 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105356382A (zh) * | 2015-10-28 | 2016-02-24 | 王明明 | 一种省力高压电缆绝缘层剥除器 |
| CN113315037B (zh) * | 2021-04-09 | 2023-03-10 | 顺德职业技术学院 | 一种手持式高压电缆剥削装置 |
| CN116706785B (zh) * | 2023-08-07 | 2023-10-20 | 国网山东省电力公司鄄城县供电公司 | 一种电缆安装表皮切割装置 |
-
1999
- 1999-09-09 JP JP25642099A patent/JP4120912B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104917113A (zh) * | 2015-05-21 | 2015-09-16 | 国家电网公司 | 一种剥去电缆外皮的器具 |
| CN110492381A (zh) * | 2019-09-01 | 2019-11-22 | 衢州光明电力投资集团有限公司 | 一种电缆线的快速定量切割装置 |
| CN110492381B (zh) * | 2019-09-01 | 2020-06-23 | 衢州光明电力投资集团有限公司 | 一种电缆线的快速定量切割装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001086616A (ja) | 2001-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4120912B2 (ja) | ケーブルコア切削装置 | |
| JP3989361B2 (ja) | ケーブルの外部半導電層削り工具 | |
| JP2001025917A (ja) | 管または軸用切断装置の切断工具プリセットシステム | |
| EP2321090B1 (en) | A device for sharpening a twist drill point and a method for its use | |
| JP2021030324A (ja) | 工具ホルダクリーナー | |
| JP2008296331A (ja) | 加工装置 | |
| JPH0957556A (ja) | 枝管成形工具およびその工具を用いた金属管の枝管の成形方法 | |
| JP2006142434A (ja) | 切削装置 | |
| JPH06179030A (ja) | 管材用テーパねじ転造機 | |
| TWI322732B (ja) | ||
| JP3348750B2 (ja) | 曲面板の孔の裏面加工装置及び方法 | |
| JP3717299B2 (ja) | ケーブル被覆除去装置 | |
| KR20140062213A (ko) | 안경 렌즈 가공 장치 및 방법 | |
| CN111014827A (zh) | 手持式快速倒角机 | |
| US10888930B2 (en) | Piston groove machining tool | |
| JPS5812085B2 (ja) | 線材切断装置 | |
| JPH07204922A (ja) | エンドミル | |
| JP2000052244A (ja) | ローラバニシング工具 | |
| JPH031154Y2 (ja) | ||
| JPH0715285Y2 (ja) | ケーブル外部導電層切削機 | |
| FR2608480A1 (fr) | Procede pour l'usinage fin de surfaces externes presentant une symetrie de revolution sur des pieces d'oeuvre | |
| JPH05162008A (ja) | 面取り工具ホルダ | |
| JP3194195U (ja) | スローアウェイバイトおよび当該バイトを備えた加工装置 | |
| JPH02139108A (ja) | 管の内壁の倣い切削装置 | |
| GB2630308A (en) | Tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080109 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080417 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110509 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4120912 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110509 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120509 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130509 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140509 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |