JP4067883B2 - 自動倉庫制御端末、自動倉庫制御システム、自動倉庫制御方法およびそのプログラム - Google Patents
自動倉庫制御端末、自動倉庫制御システム、自動倉庫制御方法およびそのプログラム Download PDFInfo
- Publication number
- JP4067883B2 JP4067883B2 JP2002181241A JP2002181241A JP4067883B2 JP 4067883 B2 JP4067883 B2 JP 4067883B2 JP 2002181241 A JP2002181241 A JP 2002181241A JP 2002181241 A JP2002181241 A JP 2002181241A JP 4067883 B2 JP4067883 B2 JP 4067883B2
- Authority
- JP
- Japan
- Prior art keywords
- fork
- information
- long object
- arm
- width
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Landscapes
- Warehouses Or Storage Devices (AREA)
Description
【発明の属する技術分野】
本発明は、鉄鋼製品等の長尺物をラック棚に格納する自動倉庫において、長尺物の入出庫を制御する自動倉庫制御端末、自動倉庫制御システム、自動倉庫制御方法およびそのプログラムに関するものである。
【0002】
【従来の技術】
従来、鉄鋼製品、特に鉄棒、鋼管、形鋼などを搬送するフォーク付きスタッカークレーンを用いて、それらの製品をラック棚に格納する自動倉庫が利用されている。この自動倉庫は、収納済みの製品の巾データや重量、収納位置等に関する情報を格納する情報格納部と、新たに収納したい製品の巾データや重量が、予め算出してあるラック棚の腕木の有効巾(空きスペース)および許容重量の範囲内にあるか否かを演算することで、その製品の収納スペースの有無を判断する機能と、フォークが製品を腕木に載置する時のフォークストローク量を当腕木の有効巾を基に算出する機能とを有する自動倉庫制御端末を具備する。また、自動倉庫制御端末は、スタッカークレーンの移動指示も行う。
【0003】
ここで、従来の自動倉庫制御端末において処理していた製品の巾データおよびフォークのストローク量について説明する。
図13は、従来の自動倉庫制御端末において処理していた製品の巾データおよびフォークのストローク量を示す図である。図において、符号100は、ラック棚の腕木である。また、符号110は、製品M1をフォーク上部110A上に載せて延出し、腕木100へ収納させるフォークである。また、符号111は、フォーク上部110Aを延出させるためのフォーク駆動用モータである。符号112は、フォーク駆動用モータ111の回転数に応じた電気信号に変換するエンコーダである。符号113は、エンコーダ112の出力する電気信号を基にフォーク駆動用モータ111の回転数を把握し、フォーク駆動用モータ111を制御するモータ制御部である。
【0004】
また、図13に示すように、フォーク上部110A上は、実際の巾である実巾W1の製品M1が載せられている。また、腕木100には、実巾W2の製品M2が収納されている。また、図13に示すように製品の巾には余裕巾Cを両端にもつので、自動倉庫制御端末で処理される製品の巾は、実巾W1、W2に2C加えた巾データW1’、W2’となる。この余裕巾Cは、製品の位置ずれ、製品の腕木100に対する傾きなどを考慮したものである。また、距離Y’は、腕木100の先端から製品M2の巾データW2’までが、自動倉庫制御端末の算出する有効巾である。また、距離L1’は、腕木100の有効巾Y’と、製品M1の巾データW1’を基に、製品M1と製品M2の間隔がA’+B’となるように自動倉庫制御端末の算出するフォークストローク量である。しかし、このフォークストローク量L1’で製品M1が腕木100に載置された時の、製品M1と製品M2の実際の間隔はA’+B’ではなく、余裕巾Cの分を加算してA’+B’+2Cとなる。
【0005】
ここで、新たに腕木100へ収納したい製品M1を運搬するため、フォーク上部110Aに載せる場合の、自動倉庫制御端末の処理を説明する。尚、製品M1は、収納前の製品が一時的に所定の位置に載置される腕木を持つホームポジション(図13には示していない)の上に置かれているとする。上述した自動倉庫制御端末の処理とは、フォーク上部110Aを用いて、この製品M1をホームポジションより取得する処理である。
【0006】
まず、自動倉庫制御端末は、製品M1の巾データW1’とホームポジション上の所定の位置に関する情報を基に、フォーク上部110Aの先端から製品M1までの距離が距離A’となるようフォークストローク量X(図13には示していない)を算出する。そのフォークストローク量Xを基にモータ制御部113がフォーク駆動用モータ111を制御する。これにより、フォークストローク量Xでフォーク上部110Aが延出される。この時、自動倉庫制御端末は製品M1の巾を巾データW1’で処理しているため、フォーク上部110Aの先端と実際の製品M1までの距離は距離A’とならず、距離A’に余裕巾Cを合わせた距離A’+Cとなる。
【0007】
次に、フォーク上部110Aが腕木100に製品M1を収納する場合の、自動倉庫制御端末の処理を説明する。自動倉庫制御端末は、製品M1の巾データW1’と腕木100の有効巾Y’を基に、フォーク上部110Aの先端から製品M1までの距離が距離B’となるようフォークストローク量L1’を算出する。そのフォークストローク量L1’を基にモータ制御部113がフォーク駆動用モータ111を制御する。これにより、フォークストローク量L1’でフォーク上部110Aが延出される。この時、自動倉庫制御端末は製品M2の巾を巾データW2’で処理しているため、フォーク上部110Aの先端と実際の製品M2までの距離は距離B’とならず、距離B’に余裕巾Cを合わせた距離B’+Cとなる。
【0008】
【発明が解決しようとする課題】
以上に示したように、自動倉庫制御端末が処理する製品の巾データは、製品の実巾ではなく余裕巾Cを含めた巾データを用いている。このため、自動倉庫制御端末の処理では製品間隔A’+B’で製品を収納しているつもりであっても、実際は製品間隔A’+B’+2Cで製品が収納されている。すなわち、2Cの分だけ余分に間隔を空けて製品を腕木100へ収納しているので、収納効率が悪くなるという問題があった。
【0009】
また、腕木の有効巾に対して製品の巾データを基に収納可能であるか否かを判断する際にも、余裕巾Cを含む巾データを用いて判断しているために、実巾で判断すれば収納可能と判断できる場合でも、収納不可能と判断してしまう問題があった。
また、上述した自動倉庫制御端末が余裕巾Cを含まない巾データで演算処理した場合に、フォークの延出精度を改善する必要があるという問題があった。
【0010】
この発明は、上述した事情を考慮してなされたもので、余裕巾を含まない収納物の実巾を用いて演算処理を行う自動倉庫制御端末、自動倉庫制御システム、自動倉庫制御方法およびそのプログラムを提供することを目的とする。
【0011】
【課題を解決するための手段】
この発明は、上述した課題を解決すべくなされたもので、本発明による自動倉庫制御端末においては、長尺物(収納物)を腕木に収納するラック棚と、長尺物を載せて運搬し腕木に載置するために延出可能なフォークとを具備する自動倉庫において、長尺物の入出庫を制御するための自動倉庫制御端末であって、長尺物の巾の実測値である実巾情報と腕木の長さの情報である腕木長情報と長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出手段と、腕木に既に長尺物が収納されている場合に、フォークの延出方向の先端に所定の間隔で2つ以上が設置され、フォークの延出方向の長尺物までの距離を各々で検出する前方物距離検出手段によって出力された長尺物までの距離を示す距離情報と、前方物距離検出手段を設置した所定の間隔とを基に、長尺物の前記フォークの延出方向に対する傾きを算出する傾き算出手段とを具備することを特徴とする。
【0012】
これにより、本発明による自動倉庫制御端末は、腕木の有効巾を算出する際に、各腕木に収納済みの長尺物の巾に余裕巾をもたせることなく、実巾を用いて有効巾を算出するので、腕木の有効巾を算出する精度をより高めることができる。
【0013】
また、本発明による自動倉庫制御端末においては、収納前の長尺物の実巾情報を基に、有効巾算出手段が算出した各腕木の有効巾に収納前の長尺物を収納可能であるか判別する収納判別手段を更に具備することを特徴とする。
これにより、本発明による自動倉庫制御端末は、長尺物の実巾を基に精度よく算出した有効巾に対して、長尺物が載置可能かどうかを、余裕巾を含まない長尺物の実巾を基に精度よく判別することができる。
【0014】
また、本発明による自動倉庫制御端末においては、上記フォークが収納前の長尺物を搬送して腕木に収納する場合に、フォークを延出する距離であるフォークストローク量を有効巾算出手段の算出した収納先の腕木の有効巾と収納前の長尺物の実巾情報とを基に算出するストローク量算出手段を更に具備することを特徴とする。
これにより、本発明による自動倉庫制御端末は、余裕巾を含まない長尺物の実巾を基に、精度よくフォークストローク量を算出することができる。
【0015】
また、本発明による自動倉庫制御システムにおいては、長尺物を腕木に収納するラック棚を具備する自動倉庫における、長尺物の入出庫を制御するための自動倉庫制御システムであって、長尺物の巾の実測値である実巾情報と腕木の長さの情報である腕木長情報と長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出手段と、長尺物を載せて運搬し腕木に載置するために延出可能なフォークを備えてラック棚に対して移動するクレーン手段と、クレーン手段の移動を制御するクレーン制御手段と、フォークが収納前の長尺物を搬送して腕木に収納する場合に、フォークを延出する距離であるフォークストローク量を有効巾算出手段の算出した有効巾と収納前の長尺物の実巾情報とを基に算出するストローク量算出手段と、ストローク量算出手段の算出したフォークストローク量を基に、フォークの延出を制御するフォーク制御手段と、フォークの延出方向の先端に所定の間隔で2つ以上が設置され、フォークの延出方向の障害物までの距離を各々で検出して距離情報を出力する前方物距離検出手段と、障害物が腕木に既に収納されている長尺物である場合に、フォークに設置された前方物距離検出手段毎に出力する長尺物までの距離を示す距離情報と、前方物距離検出手段を設置した所定の間隔とを基に、長尺物のフォークの延出方向に対する傾きを算出する傾き算出手段とを具備することを特徴とする。
【0016】
これにより、本発明による自動倉庫制御システムは、余裕巾を含まない長尺物の実巾を用いた、効率的な長尺物の収納ができる自動倉庫を提供することができる。
【0017】
また、本発明による自動倉庫制御システムにおいては、上記フォークの先端に設置される、フォークの先端の上方向において長尺物を検出した場合に、検出信号を出力する上方物品検出手段と、フォークが長尺物の下を潜って長尺物を持ち上げ可能な位置まで延出される場合に、上方物品検出手段が検出信号を出力する間にフォークが移動する距離を基に、長尺物の巾の実測値を求める巾実測手段とを更に具備し、収納物情報データベースに巾実測手段の求めた実測値を長尺物の実測情報として格納することを特徴とする。
【0018】
また、本発明による自動倉庫制御システムにおいては、上記フォークの先端に設置される、フォークの先端の上方向において長尺物を検出した場合に、検出信号を出力する上方物品検出手段を更に具備し、フォーク制御手段は、上方物品検出手段の検出信号を基に、フォークの延出速度を制御することを特徴とする。
【0020】
また、本発明による自動倉庫制御方法においては、長尺物を腕木に収納するラック棚と、長尺物を載せて運搬し腕木に載置するために延出可能なフォークとを具備する自動倉庫における、長尺物の入出庫を制御するための自動倉庫制御方法であって、長尺物の巾の実測値である実巾情報と腕木の長さの情報である腕木長情報と長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出ステップと、腕木に既に長尺物が収納されている場合に、フォークの延出方向の先端に所定の間隔で2つ以上が設置され、フォークの延出方向の長尺物までの距離を各々で検出する前方物距離検出手段によって出力された長尺物までの距離を示す距離情報と、前方物距離検出手段を設置した所定の間隔とを基に、長尺物の前記フォークの延出方向に対する傾きを算出する傾き算出ステップとを有することを特徴とする。
【0021】
また、本発明によるプログラムにおいては、長尺物を腕木に収納するラック棚と、長尺物を載せて運搬し腕木に載置するために延出可能なフォークとを具備する自動倉庫における、長尺物の入出庫を制御するための自動倉庫制御システム用のプログラムであって、長尺物の巾の実測値である実巾情報と腕木の長さの情報である腕木長情報と長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出ステップと、腕木に既に長尺物が収納されている場合に、フォークの延出方向の先端に所定の間隔で2つ以上が設置され、フォークの延出方向の長尺物までの距離を各々で検出する前方物距離検出手段によって出力された長尺物までの距離を示す距離情報と、前方物距離検出手段を設置した所定の間隔とを基に、長尺物のフォークの延出方向に対する傾きを算出する傾き算出ステップとをコンピュータに実行させるためのプログラムである。
【0022】
【発明の実施の形態】
以下、発明の実施の形態を説明する。ただし、以下の実施の形態は特許請求の範囲に記載された発明を限定するものではなく、また実施の形態の中で説明されている特徴の組み合わせのすべてが発明の解決手段に必要であるとは限らない。まず、本発明の一実施形態である自動倉庫制御システムを含む自動倉庫の概略構成について説明する。
【0023】
図1は、本発明の一実施形態である自動倉庫制御システムを含む自動倉庫の概略構成を示す図である。図において、自動倉庫制御端末1は、自動倉庫のラック棚5に収納される製品に関する情報を管理し、自動倉庫のラック棚5に製品を収納したり、ラック棚5より製品を搬出したりする処理の制御を行う。ホームポジション(以下、HPとする)2は、自動倉庫に新たに収納する製品または、自動倉庫より出庫する製品を一時的に載置するためのものである。スタッカークレーン(クレーン手段)3は、HP2とラック棚5の間を移動し、製品を載せて延出可能なフォーク4を具備する。尚、本実施形態においては、長尺物である製品とは、例えばH形鋼、I形鋼、鋼矢板などの鉄鋼製品である。
【0024】
ここで、フォーク4は、スタッカークレーン3内において上下方向に移動し、任意の高さで停止することができる。また、フォーク4は、HP2およびラック棚の方向へ延出可能な構成である。これらの上下移動と延出動作の組み合わせによりフォーク4は、HP2より製品を取得したり、ラック棚5の腕木6に製品を収納したりする。また、ラック棚5は、製品を収納するための複数の腕木6を有する。また、符号10は、自動倉庫制御端末1とスタッカークレーン3との間で信号を伝送するための信号伝送装置である。符号14は、信号伝送装置10の受信した自動倉庫制御端末1からの指示を基に、スタッカークレーン3およびフォーク4を制御するスタッカークレーン制御装置である。
【0025】
上述した信号の伝送について具体例を説明すると、信号伝送装置10は、無線によりスタッカークレーン3を所定の位置に移動させる指示信号を自動倉庫制御端末1より受信し、スタッカークレーン制御装置14がこの指示信号を基にスタッカークレーン3を制御する。また、スタッカークレーン3やフォーク4の処理結果等をスタッカークレーン制御装置14が出力した場合は、信号伝送装置10は、その処理結果を無線で自動倉庫制御端末1へ送信する。
【0026】
尚、図1に示した自動倉庫には、スタッカークレーン3およびラック棚5を一組しか示していないが、この限りではなく、一つのスタッカークレーン3に対して、スタッカークレーン3の移動ルートの両側に複数のラック棚5が設置されている自動倉庫であってもよい。更に、一つのスタッカークレーン3と複数のラック棚5の組み合わせを複数備える自動倉庫であってもよい。
【0027】
以上に示した構成の自動倉庫制御システムを含む自動倉庫において、HP2からラック棚5まで製品M1を移動させる際の動作の概略について説明する。
まず、自動倉庫は、収納したい製品M1をHP2に載置する。次に、自動倉庫制御端末1は、HP2に載置された製品M1を取得する指示を、信号伝送装置10を介してスタッカークレーン3へ伝送する。指示を受信したスタッカークレーン3は、HP2の前に移動する。次に、スタッカークレーン3は、フォーク4をHP2に載置された製品M1を持ち上げ可能な位置まで上昇させ停止する。
【0028】
次に、フォーク4は、自動倉庫制御端末1からの指示に含まれるフォークストローク量の分だけ、製品M1の下を潜るようフォーク上部をHP2の方向へ延出する。次に、スタッカークレーン3は、フォーク4を上昇させることで、延出したフォーク上部により製品M1を持ち上げる。次に、フォーク4は、製品M1を載せて、延出しているフォーク上部を原位置(延出前の位置)へ戻す。以上により、フォーク4は、製品M1をHP2より取得する。尚、延出するフォーク上部4Aの間隔は、HP2の腕木および腕木6の間隔より狭いため、フォーク上部4Aは腕木の間をすり抜けることができる。
【0029】
次に、スタッカークレーン3は、自動倉庫制御端末1から指示された収納先のラック棚5の前まで移動する。次に、スタッカークレーン3は、自動倉庫制御端末1から指示された収納先の腕木6へ、収納可能な位置までフォーク4を上昇させる。次に、フォーク4は、製品M1を載せたフォーク上部を延出させる。次に、スタッカークレーン3は、フォーク4を下降させることで、フォーク上部に載せた製品M1を目的の腕木6に載置する。以上に示したように、自動倉庫制御端末1は、スタッカークレーン制御装置14へ指示することで、スタッカークレーン3およびフォーク4の動作を制御し、製品M1をHP2から腕木6まで移動させることができる。
【0030】
次に、フォーク4の外観構成について説明する。
図2(a)、(b)は、図1に示したフォーク4の外観構成を示す図である。図2(a)において、フォーク上部4Aは、製品を取得したり所定の位置に載置したりするために延出可能な一対のスライドフォークである。尚、フォーク上部4Aは、フォーク上部4Aのどちらの端を先頭とする方向にも延出可能である。また、上方物品検出器(上方物品検出手段)7および前方物距離検出器(前方物距離検出手段)8は、対をなすフォーク上部4Aの先端の内側に取り付けられている。
【0031】
ここで、図2(b)を用いて、更に上方物品検出器7および前方物距離検出器8の、フォーク上部4Aの先端への取り付け形態について説明する。図2(b)に示すように、上方物品検出器7は、フォーク上部4Aの移動方向に対して、垂直上方向に上方検出光を発光するようにフォーク上部4Aの先端に取り付けられる。これにより、上方物品検出器7は、フォーク上部4Aの先端が、これからフォーク4が持ち上げようとする製品の下を潜りぬける際に、製品から反射される上方検出光を受光する。この受光によりフォーク上部4Aの先端上方に製品があることを検出することができる。上方物品検出器7が製品を検出しなくなるまでフォーク上部4Aを延出することは、フォーク上部4Aの先端が製品を通り越した位置まで延出することである。すなわち、製品を安定して持ち上げることができる位置までフォーク上部4Aが延出されたことを示す。
【0032】
また、前方物距離検出器8は、フォーク上部4Aの延出方向に対して、斜め下方向に前方検出光を発光するようにフォーク上部4Aの先端に取り付けられる。これにより、前方物距離検出器8は、フォーク上部4Aの先端が、これからフォーク4が収納しようとする腕木6に既に載置された製品に衝突する前に、製品から反射される前方検出光を受光する。この受光によりフォーク上部4Aの先端前方の製品までの距離を検出することができる。前方物距離検出器8が製品までの距離を検出した場合は、所定の距離になるまでフォーク上部4Aを延出する。これにより、フォーク上部4Aの先端と腕木6に載置された製品とが所定の距離になるまでフォーク上部4Aを延出することができる。
【0033】
尚、前方物距離検出器8がフォーク上部4Aの延出方向に対して斜め下方向に前方検出光が発光されるように取り付けるのは以下の理由による。フォーク上部4Aに載せている製品を腕木6に収納する際に、フォーク4は、腕木6よりフォーク上部4Aが上になる位置で停止する。それは、フォーク上部4A上の製品と腕木6が接触しないように、腕木6の載置面(製品を載せる面)より所定の距離上をフォーク上部4Aの載置面が通過する位置である。フォーク4は、その位置からフォーク上部4Aを延出する。すなわち、フォーク上部4Aの先端に取り付けた前方物距離検出器8も腕木6の載置面より所定の距離上を通過する。このため、既に腕木6に収納されている製品までの距離を前方物距離検出器8が精度よく検出するには、延出方向に対して斜め下方向に前方検出光を発光する方がより好ましい。また、この斜め下方向の角度は、前方物距離検出器8の性能と、フォーク4の停止する位置で定まる腕木6の載置面とフォーク上部4Aの載置面の距離と、腕木6に収納する製品の間隔とを考慮して定める。
【0034】
次に、上述したフォーク4の内部構成および延出状態について説明する。
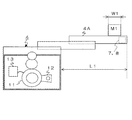
図3は、図1、図2(a)、(b)に示したフォーク4の内部構成および延出状態を示す図である。図において、フォーク駆動用モータ11は、フォーク上部4Aを駆動するモータである。エンコーダ12は、フォーク駆動用モータ11の回転数に応じた電気信号を出力する。モータ制御部13は、エンコーダ12の出力する電気信号を基に、フォーク駆動用モータ11をフォークストローク量L1となるように制御する。また、フォーク4は、フォーク上部4Aを図3に示すようにスライドさせて延出する。また、フォーク4が搬送する製品M1は、フォーク上部4Aの延出方向側の端に、フォーク上部4Aと垂直に載せられる。また、自動倉庫制御端末1は、製品M1の巾を実巾W1で管理する。
【0035】
次に、上述した自動倉庫制御端末1の概略構成について説明する。
図4は、図1に示した自動倉庫制御端末1の概略構成を示すブロック図である。図において、信号伝送装置10は、上述したようにスタッカークレーン3が備える、自動倉庫制御端末1と無線通信を行う装置である。符号21は、自動倉庫制御端末1内のデータや各処理部を制御する制御部である。符号22は、自動倉庫制御端末1と信号伝送装置10の間で無線信号を送受信するためのアンテナである。
【0036】
符号23は、アンテナ22を介して無線信号の送受信処理を行う送受信処理部である。符号24は、自動倉庫制御端末1が自動倉庫内のシステムを制御するために必要な種々のデータを格納するデータベースである。データベース24は、自動倉庫に収納する製品に関する情報である収納物情報を格納する収納物情報データベース24aと、自動倉庫に設置されているラック棚5およびその腕木6に関する情報や、収納済みの製品に関する情報を含む倉庫情報を格納する倉庫情報データベース24bと、自動倉庫に対して入庫または出庫した製品の履歴に関する情報である入出庫履歴を格納する入出庫履歴データベース24cとを具備する。
【0037】
ここで、上述した収納物情報データベース24aの構成例について説明する。
図5(a)は、図4に示した収納物情報データベース24aの構成例を示す図である。図に示すように、“収納物情報”として、以下に示す情報を格納する。“収納物コード”(長尺物識別情報)とは、収納物である製品を特定する識別コードである。“種類情報”とは、“収納物コード”で特定される製品が、H形鋼、I形鋼、鋼矢板などのいずれの種類であるかを特定する情報である。“実巾情報”とは、“収納物コード”で特定される製品の実巾に関する情報である。“長さ情報”とは、“収納物コード”で特定される製品の長さに関する情報である。“重量情報”とは、“収納物コード”で特定される製品の重量に関する情報である。
【0038】
“格納アドレス”とは、“収納物コード”で特定される製品が収納されているラック棚5および腕木6および腕木6における収納順を特定する情報である。“入庫日時情報”とは、“収納物コード”で特定される製品を自動倉庫へ入庫した日時に関する情報である。“個数情報”とは、“収納物コード”で特定される製品が、複数製品を纏めたものである場合に、その製品の個数を示す情報である。以上に示したように、収納物情報データベース24aは、自動倉庫に収納した製品に関する種々の情報から構成される“収納物情報”を格納する。
【0039】
次に、上述した倉庫情報データベース24bの構成例について説明する。
図5(b)は、図4に示した倉庫情報データベース24bの構成例を示す図である。図に示すように、“ラック棚情報”として、以下に示す情報を格納する。“ラック番号”とは、ラック棚5を特定する識別番号である。“腕木番号”とは、“ラック番号”で特定されるラック棚5が備える腕木6を特定する識別番号である。
【0040】
“腕木長情報”とは、“ラック番号”で特定されるラック棚5において“腕木番号”で特定される腕木6の長さに関する情報である。“腕木許容重量情報”とは、“ラック番号”で特定されるラック棚5において“腕木番号”(腕木識別情報)で特定される腕木6に載置可能な製品の総重量に関する情報である。“載置情報”とは、“ラック番号”で特定されるラック棚5において“腕木番号”で特定される腕木6に載置されている製品を特定する“収納物コード”およびその製品の位置情報および腕木6の有効巾などに関する以下の情報を格納する。
【0041】
“収納物コード”は、腕木6に載置されている製品を特定する。“腕木内順序”とは、“収納物コード”で特定される製品の腕木6における収納順を特定する情報である。上述した“格納アドレス”は、具体的には、“ラック番号”、“腕木番号”、“腕木内順序”を含む情報である。これにより、ラック棚5、腕木6、腕木6内の順序を特定する。“位置情報”とは、“収納物コード”で特定される製品が腕木6に載置されている位置に関する情報である。以上に示したように、“載置情報”とは、“ラック番号”、“腕木番号”で特定される腕木6に収納する製品およびその位置に関する情報を含む。
【0042】
また、“有効巾情報”とは、自動倉庫制御端末1が“載置情報”を参照して算出する、腕木6の空きスペース(以下、有効巾とする)に関する情報である。尚、有効巾の算出方法について後述する。
以上に示したように、倉庫情報データベース24bは、自動倉庫内のラック棚5や腕木6に関する情報および収納済みの製品に関する情報を格納する。
【0043】
ここで、図4に示した自動倉庫制御端末1の内部構成の説明に戻る。
符号25は、収納物情報データベース24aより製品の“実巾情報”を参照し、倉庫情報データベース24bより“腕木長情報”と“載置情報”とを参照して、各腕木6において収納前の製品を収納するために使用可能な巾である有効巾を算出する有効巾算出部(有効巾算出手段)である。
【0044】
符号26は、収納前の製品の実巾情報を基に、有効巾算出部25が算出した各腕木6の有効巾に収納前の製品を収納可能であるか判別する収納判別処理部(収納判別手段)である。また、収納判別処理部26は、収納物情報データベース24aより各製品の“重量情報”を読み出し、倉庫情報データベース24bから各腕木6の“腕木許容重量情報”および“載置情報”を読み出すことで
「腕木許容重量」−「腕木に収納される製品の総重量」=「許容重量」
を各腕木6において求める機能を有する。また、収納判別処理部26は、収納前の製品の重量と求めた腕木6の許容重量を比較することで、その製品が腕木6に収納可能か否かの判別を行う機能も有する。尚、収納判別処理部26が、製品を収納不可能と判別した場合は、自動倉庫制御端末1は、その製品を入庫できない旨を警告などにより伝達する。
【0045】
符号27は、フォーク4が収納前の製品を搬送して腕木6に収納する場合に、フォーク4を延出する距離であるフォークストローク量を有効巾算出部25の算出した収納先の腕木6の有効巾と収納前の製品の実巾情報とを基に算出するストローク量算出部(ストローク量算出手段)である。また、ストローク量算出部27は、HP2より製品を取得する際のフォークストローク量や、腕木6に収納している製品を取得する際のフォークストローク量も、製品の位置と製品の実巾情報を基に算出する。
【0046】
符号28は、フォーク上部4Aが製品の下を潜って製品を持ち上げ可能な位置まで延出される場合に、上方物品検出器7が検出信号を出力する間(ONしてOFFするまで)にフォーク上部4Aが移動する距離を基に、製品の巾の実測値を求める巾実測処理部(巾実測手段)である。また、巾実測処理部28は、上方物品検出器7が検出信号を出力するまでにフォーク上部4Aが移動する距離も算出する。これにより、製品の正確な位置情報を取得することができる。これにより、倉庫情報データベース24bに格納される“位置情報”を巾実測処理部28が取得した位置情報に更新する。すなわち、ストローク量算出部27が利用する製品の位置情報がより正確になり、フォークストローク量の計算精度を改善することができる。
【0047】
尚、上方物品検出器7が検出信号を出力する間にフォーク4が移動する距離の情報は、スタッカークレーン3の情報伝送装置10を介して送受信処理部23が受信する。また、巾実測処理部28が実測値を求める方法は上述した限りではなく、上方物品検出器7が検出信号を出力する時間と、フォーク4の移動速度とを基に、製品の巾の実測値を求めてもよい。その場合は、上方物品検出器7が検出信号を出力する時間およびフォーク4の移動速度の情報は、スタッカークレーン3の情報伝送装置10を介して送受信処理部23が受信する。また、制御部21は、収納物情報データベース24aに格納される製品の実巾情報を、巾実測処理部28の算出した実巾を含む実巾情報に更新する。
【0048】
符号29は、フォーク4が腕木6に新たに製品を載置する際に、フォーク4に設置される前方物距離検出器8が出力する腕木6に既に収納されている製品までの距離情報と、2つの前方物距離検出器8の間隔とを基に、既に収納されている製品のフォーク4の延出方向に対する傾きを算出する傾き算出部である。尚、前方物距離検出器8が出力する既存製品までの距離情報は、スタッカークレーン3の情報伝送装置10を介して送受信処理部23が受信する。また、前方物距離検出器8の間隔情報については、傾き算出部29が読み出し可能な自動倉庫制御端末1内の任意の記憶部に格納している。また、別の形態としては、前方物距離検出器8の間隔を、上述した距離情報を取得する度にスタッカークレーン3の情報伝送装置10を介して送受信処理部23が受信してもよい。また、制御部21は、収納物情報データベース24aに対して、傾き算出部29が傾きを求めた製品の実巾情報を、傾き算出部29の算出した傾きを考慮した実巾情報に更新する。これにより、収納物情報データベース24aに格納される製品の実巾情報の精度がより正確になる。
【0049】
符号2Aは、ネットワーク2Bを介して自動倉庫に新たに収納する製品に関する製品情報を受信する製品情報受信処理部である。尚、ネットワーク2Bは、専用線やインターネットなど製品情報を送受信可能な通信網であればよい。また、製品情報の供給先は、例えば該製品を製造する製造者の管理する製品情報データベースなどである。
以上に示したように、自動倉庫制御端末1は、データベース24を具備し、自動倉庫を制御するための種々の処理を行う。
【0050】
次に、図1に示したスタッカークレーン制御装置14の概略構成について説明する。
図6は、図1に示したスタッカークレーン制御装置14の概略構成を示す図である。図において、符号31は、スタッカークレーン制御装置14内のデータおよび各処理部を制御する制御部である。符号32は、信号伝送装置10の受信した信号を受信したり、送信する信号を信号伝送装置10へ送信したりする送受信処理部である。符号33は、自動倉庫制御端末1からの指示に従ってスカッタークレーン3の移動を制御するクレーン位置制御部である。
【0051】
符号34は、自動倉庫制御端末1からの指示に従ってフォーク4の上下移動およびフォーク上部4Aの延出を制御するフォーク制御部(フォーク制御手段)である。尚、フォーク制御部34は、図3に示したモータ制御部13に制御命令を送信することで、フォーク上部4Aの延出を制御する。符号35は、フォーク上部4Aの延出開始から上方物品検出器7が検出信号を出力するまでの、図3に示したエンコーダ12の出力するエンコーダ値を、モータ制御部13を介して取得し、上方物品検出器7が検出信号を出力するまでのフォーク上部4Aの移動距離1を算出するエンコーダ値処理部である。
【0052】
符号36は、上方物品検出器7が出力する検出信号がON/OFFした際のエンコーダ値を、モータ制御部13を介して取得し、検出信号がON/OFFする間のフォーク上部4Aの移動距離2を算出する上方検出信号処理部である。符号37は、前方物距離検出器8が検出する腕木6に載置された製品までの距離情報を、モータ制御部13を介して所定のタイミングで取得し自動倉庫制御端末1へ送信する前方検出信号処理部である。
【0053】
尚、上述した所定のタイミングとは、例えば、フォーク上部4Aが延出を停止したタイミングである。また、上述したエンコーダ値処理部35、上方検出信号処理部36、前方検出信号処理部37は、モータ制御部13を介して各々情報を取得していたが、この限りではなく、エンコーダ値処理部35が直接エンコーダ12からエンコーダ値を取得したり、上方検出信号処理部36が直接上方物品検出器7から検出信号を取得したり、前方検出信号処理部37が直接前方物距離検出器8から距離上方を取得したりしてもよい。また、図示していないが、自動倉庫制御端末1は、例えばCRT(Cathode Ray Tube)や液晶表示装置等である表示装置と、例えばキーボードやマウスである入力装置を具備する。
【0054】
また、図4および図6に示した各処理部は、専用のハードウェアにより実現されるものであってもよく、また、各処理部はメモリおよびCPU(中央演算装置)により構成され、各処理部の機能を実現する為のプログラムをメモリにロードして実行することによりその機能を実現させるものであってもよい。
また、上記メモリは、ハードディスク装置や光磁気ディスク装置、フラッシュメモリ等の不揮発性のメモリや、CD−ROM等の読み出しのみが可能な記録媒体、RAM(Random Access Memory)のような揮発性のメモリ、あるいはこれらの組み合わせによるコンピュータ読み取り、書き込み可能な記録媒体より構成されるものとする。
【0055】
次に、上述した自動倉庫制御システムを含む自動倉庫の動作について説明する。
図7は、本発明の一実施形態における自動倉庫制御システムを含む自動倉庫の動作フローを示す図である。この図では、スタッカークレーン3がHP2より製品M1を取得して腕木6へ載置するまでの自動倉庫の動作を示している。予め、自動倉庫制御端末1の有効巾算出部25は、収納物情報データベース24aより製品の“実巾情報”を参照し、倉庫情報データベース24bより“腕木長情報”と“載置情報”とを参照して、各腕木6において収納前の製品を収納するために使用可能な巾である有効巾を算出する(ステップS0)。この、有効巾算出部25が有効巾を算出するタイミングは、例えば、製品を自動倉庫に入庫または出庫した後などが好適である。
【0056】
次に、製品情報受信処理部2Aは、自動倉庫に入庫する製品M1に関する情報である製品情報(“種類情報”、“実巾情報”、“長さ情報”、“重量情報”など)を、ネットワーク2B経由で受信する(ステップS1)。次に、収納判別処理部26は、製品情報受信処理部2Aが受信した製品M1の“実巾情報”に含まれる実巾W1を基に、有効巾算出部25が算出した各腕木6の有効巾に製品M1を収納可能であるか判別する(ステップS2)。この時、収納判別処理部26は、製品M1の重量と腕木6の許容重量とを比較して重量の面でも収納可能であるかを判別する。ここで、収納判別処理部26が収納不可能と判断した場合(ステップS2のNO)に、自動倉庫制御端末1は、製品M1を入庫できない旨を警告し、製品M1の入庫処理を終了する。
【0057】
また、収納判別処理部26が収納可能と判断した場合(ステップS2のYES)に、自動倉庫制御端末1は、収納可能と判別した一つまたは複数の腕木6の中から収納先とする腕木6を決定する。次に、自動倉庫制御端末1のストローク量算出部27は、HP2より製品M1を取得するための図8に示すフォークストローク量L1を、HP2に載置される製品M1の位置と製品M1の実巾W1とを基に算出する(ステップS3)。
【0058】
上述したフォークストローク量L1は、製品M1の端から余裕巾Aだけフォーク上部4Aの端が出るように算出する。次に、自動倉庫制御端末1は、ストローク量算出部27の算出したフォークストローク量L1だけフォーク上部4Aを延出して、HP2より製品M1を取得するよう指示する指示信号を、送受信処理部23およびアンテナ22を介してスタッカークレーン3へ送信する。これにより、この指示信号を、スタッカークレーン3の信号伝送装置10が受信する。更に、信号伝送装置10の受信した指示信号を、スタッカークレーン制御装置14の送受信処理部32が受信する。尚、この時、自動倉庫に入庫する製品M1は、HP2の所定の位置に載置されている状態とする。
【0059】
次に、スタッカークレーン3において、スタッカークレーン制御装置14のクレーン位置制御部33は、送受信処理部32が受信した指示信号を基に、HP2の前にスタッカークレーン3を移動させる。同時に、フォーク制御部34は、HP2に載置されている製品M1の下をフォーク上部4Aが潜る高さに、フォーク4を上下移動させる。次に、フォーク制御部34は、フォーク上部4Aをストローク量算出部27の算出したフォークストローク量L1だけ延出するよう制御命令をモータ制御部13へ送信する。これにより、モータ制御部13は、図8に示すようにモータ11を制御してフォーク上部4Aを、フォークストローク量L1を目標ストローク量にして延出する(ステップS4)。この時、図8に示すように、フォーク上部4Aの先端に設置された上方物品検出器7は製品M1の下を潜る間、検出信号を出力する。
【0060】
ここで、上述した、フォーク上部4Aを延出する動作において、フォーク上部4Aの延出速度および停止動作の制御方法の一例について説明する。
図9は、本発明の一実施形態におけるフォーク上部4Aの延出動作および上方物品検出器7の動作を示す図である。まず、フォーク制御部34は、フォークストローク量L1でフォーク上部4Aを延出する制御命令をモータ制御部13に送信する。これを受信したモータ制御部13は、モータ11を高速回転させることで、フォーク上部4Aを高速な延出速度で、フォークストローク量L1となるよう延出する(t1)。
【0061】
次に、フォーク上部4Aが高速で延出中に、フォーク上部4Aの先端が製品M1の下に差し掛かった場合、上方物品検出器7が検出信号を出力する(t2)。モータ制御部13は、上方物品検出器7が出力する検出信号を基にモータ11を低速回転に制御する。これにより、フォーク上部4Aの延出速度は、低速な延出速度に変化する。尚、モータ制御部13が、モータ11を低速回転または高速回転に切り替える際の制御は、インバータ制御である。これにより、モータ制御部13は、モータ11に対して精度よく回転速度の制御を行うことができる。
【0062】
次に、フォーク上部4Aが低速で延出中に、フォーク上部4Aの先端が製品M1の下を通り過ぎた場合、上方物品検出器7は検出信号をOFFする(t3)。モータ制御部13は、上方物品検出器7の出力する検出信号のOFFを基にモータ11の回転を停止し、フォーク上部4Aを制動するよう制御する。これにより、フォーク上部4Aの延出速度は0に変化し、フォーク上部4Aは停止する。以上の延出速度の制御により、高速延出でフォーク上部4Aの素早い動作を実現し、低速延出で製品M1を通り越す距離Aをできるだけ小さくする(低速なので制動距離を小さくできる)動作を実現することができる。
【0063】
また、フォーク上部4Aの延出を停止した際に、スタッカークレーン制御装置14は、モータ制御部13を介して以下に示す情報を取得し、自動倉庫制御端末1へ送信する。
まず、エンコーダ値処理部35は、フォーク上部4Aの延出開始から上方物品検出器7が検出信号を出力するまでのエンコーダ値を、モータ制御部13を介して取得し、上方物品検出器7が検出信号を出力するまでのフォーク上部4Aの移動距離1を算出する。また、上方検出信号処理部36は、上方物品検出器7が出力する検出信号がON/OFFした際のエンコーダ値を、モータ制御部13を介して取得し、検出信号がON/OFFする間のフォーク上部4Aの移動距離2を算出する。以上の移動距離1および移動距離2の情報を送受信処理部32は、自動倉庫制御端末1へ送信する。これにより、自動倉庫制御端末1の送受信処理部23が、移動距離1および移動距離2の情報を受信する。
【0064】
次に、自動倉庫制御端末1において、巾実測処理部28は、送受信処理部23が受信した移動距離2を基に、製品M1の巾の実測値を求める。また、巾実測処理部28は、送受信処理部23が受信した移動距離1を基に、製品M1のHP2上の正確な位置情報を求める。また、制御部21は、収納物情報データベース24aに格納される製品M1の実巾情報W1を、巾実測処理部28の算出した実巾を含む実巾情報W1に更新する。以上に示したように、製品の巾の実測値を自動倉庫制御端末1へフィードバックすることで、より正確な製品の実巾情報を収納物情報データベース24aに格納することができる。
【0065】
ここで、図7に示す自動倉庫の動作フローの説明に戻り、フォーク上部4Aを延出して停止した後の処理を説明する。
フォーク上部4Aの延出を停止した後は、フォーク制御部34の制御により、フォーク4が上昇することで、フォーク上部4Aに製品M1が載った状態となる。次に、フォーク制御部34は、延出したフォーク上部4Aを原位置へ戻す。以上により、フォーク4は、HP2より製品M1を取得する(ステップS5)。ここで、収納先の腕木6には、図10に示すように実巾W2の製品M2が既に収納されているとする。
【0066】
次に、有効巾算出部25は、収納物情報データベース24aより製品M1および製品M2の“実巾情報”を参照し、倉庫情報データベース24bより収納先の腕木6の“腕木長情報”と、腕木6に収納されている製品M2の“載置情報”とを参照して、図10に示す収納先の腕木6において製品M1を収納するために使用可能な巾である有効巾Yを算出する。この時、収納物情報データベース24aから参照する製品M1の“実巾情報”は、HP2より製品M1を取得した際に実測した実巾W1を含む。
【0067】
次に、ストローク量算出部27は、フォーク上部4Aを延出する距離であるフォークストローク量L2を有効巾算出部25の算出した収納先の腕木6の有効巾Yと製品M1の実巾W1とを基に算出する(ステップS6)。具体的には、ストローク量算出部27は、図10に示すように、製品M1と製品M2の間隔A+Bが、所定の値となるようなフォークストローク量L2を算出する。
【0068】
次に、自動倉庫制御端末1は、ストローク量算出部27の算出したフォークストローク量L2だけフォーク上部4Aを延出して、収納先の腕木6へ製品M1を収納するよう指示する指示信号を、送受信処理部23およびアンテナ22を介してスタッカークレーン3へ送信する。これにより、この指示信号を、スタッカークレーン3の信号伝送装置10が受信する。更に、信号伝送装置10の受信した指示信号を、スタッカークレーン制御装置14の送受信処理部32が受信する。
【0069】
次に、スタッカークレーン3において、スタッカークレーン制御装置14のクレーン位置制御部33は、送受信処理部32が受信した指示信号を基に、収納先の腕木6を有するラック棚5の前にスタッカークレーン3を移動させる。同時に、フォーク制御部34は、腕木6の載置面から所定距離上を製品M1が通過する高さに、フォーク4を上下移動させる。次に、フォーク制御部34は、フォーク上部4Aをストローク量算出部27の算出したフォークストローク量L2だけ延出するよう制御命令をモータ制御部13へ送信する。これにより、モータ制御部13は、モータ11を制御してフォーク上部4Aを図10に示すようにフォークストローク量L2を、目標ストローク量として延出する(ステップS7)。
【0070】
また、この時、フォーク上部4Aの先端に設置された前方物距離検出器8は、製品M2に所定の距離以内に近づくと、フォーク上部4Aの先端から製品M2までの距離情報を出力する。モータ制御部13は、この前方物距離検出器8の出力する距離情報を基に、製品M2とフォーク上部4Aの距離がBとなるようにモータ11を制御する。これにより、フォークストローク量L2に多少の誤差があっても、距離Bとなるようにフォーク上部4Aを制御できる。更には、フォーク上部4Aが製品M2に衝突する可能性をより少なくすることができる。
【0071】
ここで、上述した、フォーク上部4Aを製品M2と距離がBとなるように延出する動作において、フォーク上部4Aの延出速度および停止動作の制御方法の一例について説明する。
図11は、本発明の一実施形態におけるフォーク上部4Aの延出動作および前方物距離検出器8の動作を示す図である。まず、フォーク制御部34は、フォークストローク量L2でフォーク上部4Aを延出する制御命令をモータ制御部13に送信する。これを受信したモータ制御部13は、モータ11を高速回転させることで、フォーク上部4Aを高速な延出速度で、フォークストローク量L2となるよう延出する(t1)。
【0072】
尚、図11において、距離Eは、高速から低速へ延出速度を切り換えるため、予め定めたフォーク上部4Aの先端と製品M2の距離である。また、距離Fは、フォーク上部4Aの延出動作を停止する際の制動距離を考慮して延出停止を開始するために、予め定めたフォーク上部4Aの先端と製品M2の距離である。また、前方物距離検出器8は、フォーク上部4Aと製品M2の距離が距離Eおよび距離Fになった場合に、一定時間(例えば0.5秒程度)ONするよう設定されている。
【0073】
次に、フォーク上部4Aを高速で延出中に前方物距離検出器8がフォーク上部4Aの先端と製品M2の距離がEになったことを検出した場合、モータ制御部13は、前方物距離検出器8が出力する検出信号を基にモータ11を低速回転に制御する(t2)。これにより、フォーク上部4Aの延出速度は、低速な延出速度に変化する。次に、フォーク上部4Aが低速で延出中に、前方物距離検出器8がフォーク上部4Aの先端と製品M2の距離がFになったことを検出した場合、モータ制御部13は、前方物距離検出器8が出力する検出信号を基にモータ11を停止するよう制御する(t3)。
【0074】
これにより、フォーク上部4Aは製品M2からBの距離で停止する。以上の延出速度の制御により、高速延出でフォーク上部4Aの素早い動作を実現し、低速延出で製品M2から距離Bで精度よく停止する(低速なので制動距離の精度が上がる)動作を実現することができる。尚、モータ制御部13が、モータ11をインバータ制御することで、フォーク上部4Aの速度を制御する。また、全てのフォーク上部4Aの延出速度制御は、モータ制御部13のインバータ制御により実現する。
【0075】
また、フォーク上部4Aが停止したタイミングで、前方検出信号処理部37は、2つの前方物距離検出器8が検出する腕木6に載置された製品M2までの距離情報を、モータ制御部13を介して取得し自動倉庫制御端末1へ送信する。これにより、自動倉庫制御端末1の送受信処理部23は、2つの距離情報を受信する。次に、傾き算出部29は、送受信処理部23の受信した2つの距離情報と、2つの前方物距離検出器8の間隔とを基に、既に収納されている製品M2のフォーク上部4Aの延出方向に対する傾きを算出する。次に、制御部21は、収納物情報データベース24aに格納されている製品M2の“実巾情報”を、傾き算出部29の算出した傾きを考慮した“実巾情報”に更新する。
【0076】
次に、フォーク上部4Aの延出を停止した後は、フォーク制御部34の制御により、フォーク4が下降することで、フォーク上部4Aに載っている製品M1が腕木6に載置される。次に、フォーク制御部34は、延出したフォーク上部4Aを原位置へ戻す。以上により、フォーク4は、腕木6へ製品M1を製品M2とA+Bの間隔で収納する(ステップS8)。
【0077】
以上に示したように、本発明の自動倉庫制御システムにおいては、従来のように各製品の巾に余裕巾を付加して管理せず、各製品の実巾で管理しているので、腕木に収納する製品の間隔が無駄に広くなることがなく、自動倉庫の収納効率を上げることができる。尚、上述したステップS0、ステップS3、ステップS6の処理タイミングは、図7に示したタイミングに限定されず、有効巾やフォークストローク量を用いた処理ステップが実行される前であれば任意のタイミングでよい。
【0078】
次に、製品M1および製品M2が収納されている腕木6から、フォーク4が製品M1を取り出す動作について説明する。
まず、上述したように自動倉庫制御端末1からの指示により、製品M1および製品M2が収納されている腕木6を有するラック棚5の前にスタッカークレーン3が移動する。尚、自動倉庫制御端末1からの指示にはストローク量算出部27の算出したフォークストローク量L3が含まれる。このフォークストローク量L3は、次に、フォーク制御部34の制御によりフォーク4は、製品M1を取り出し可能な位置まで上下移動する。
【0079】
次に、フォーク制御部34の制御により、フォーク上部4Aがフォークストローク量L3を目標として延出される。次に、モータ制御部13が、図9に示した速度制御および停止位置の制御をフォーク上部4Aに行う。これにより、フォーク上部4Aは、製品M1を距離Aだけ通り越した図12に示す位置に停止する。また、この時、上述したように上方物品検出器7は製品M1を検出した検出信号を出力する。図12は、本発明の一実施形態におけるフォーク4が腕木6より製品M1を取り出す動作状態を示す図である。図12に示す動作状態は、製品M1を取り出すためにフォーク上部4Aがフォークストローク量L3で延出された状態である。
【0080】
次に、フォーク制御部34の制御によりフォーク4は、製品M1を腕木6から持ち上げるように上昇する。次に、フォーク制御部34の制御によりフォーク上部4Aが原位置に戻る。以上により、フォーク4は腕木6より製品M1を取得する。
尚、上述したフォークストローク量L3は、腕木6に収納されている製品M1の位置情報と製品M1の実巾情報を基に算出される。また、製品M1の位置情報は、例えば製品M2の位置情報、実巾情報と、製品M1と製品M2の間隔Dの情報から求める。
【0081】
また、上述した実施形態においては、自動倉庫制御端末1が、巾実測処理部28および傾き算出部29を具備したがこの限りではなく、スタッカークレーン制御装置14が具備しても良い。この場合は、スタッカークレーン制御部14から、巾実測処理部28の算出した実巾情報および傾き算出部29の算出した製品の傾きを、信号伝送装置10経由で自動倉庫制御端末1へ伝送する。また、上述した自動倉庫制御端末1は、ネットワーク2Bを介して製品情報を取得していたが、この限りではなく、入力装置からの入力や、記録媒体からの読取によって製品情報を取得してもよい。
【0082】
また、本発明の実施形態は、コンピュータがプログラムを実行することによって実現することができる。また、プログラムをコンピュータに供給するための手段、例えばかかるプログラムを記録したコンピュータ読み取り可能な記録媒体又はかかるプログラムを伝送する伝送媒体も本発明の実施形態として適用することができる。また、上記のプログラムを記録したコンピュータ読み取り可能な記録媒体等のプログラムプロダクトも本発明の実施形態として適用することができる。上記のプログラム、記録媒体、伝送媒体およびプログラムプロダクトは、本発明の範疇に含まれる。
【0083】
また、「コンピュータ読み取り可能な記録媒体」とは、フレキシブルディスク、光磁気ディスク、ROM、CD−ROM等の可搬媒体、コンピュータシステムに内蔵されるハードディスク等の記憶装置のことをいう。さらに「コンピュータ読み取り可能な記録媒体」とは、インターネット等のネットワークや電話回線等の通信回線を介してプログラムが送信された場合のサーバやクライアントとなるコンピュータシステム内部の揮発メモリ(RAM)のように、一定時間プログラムを保持しているものも含むものとする。
【0084】
また、上記プログラムは、このプログラムを記憶装置等に格納したコンピュータシステムから、伝送媒体を介して、あるいは、伝送媒体中の伝送波により他のコンピュータシステムに伝送されてもよい。ここで、プログラムを伝送する「伝送媒体」は、インターネット等のネットワーク(通信網)や電話回線等の通信回線(通信線)のように情報を伝送する機能を有する媒体のことをいう。
また、上記プログラムは、前述した機能の一部を実現する為のものであっても良い。さらに、前述した機能をコンピュータシステムに既に記録されているプログラムとの組み合わせで実現できるもの、いわゆる差分ファイル(差分プログラム)であっても良い。
【0085】
以上、この発明の実施形態について図面を参照して詳述してきたが、具体的な構成はこの実施形態に限られるものではなく、この発明の要旨を逸脱しない範囲の設計等も含まれる。
【0086】
【発明の効果】
以上説明したように、本発明による自動倉庫制御端末においては、長尺物を腕木に収納するラック棚と、長尺物を載せて運搬し腕木に載置するために延出可能なフォークとを具備する自動倉庫において、長尺物の入出庫を制御するための自動倉庫制御端末であって、長尺物の巾の実測値である実巾情報と腕木の長さの情報である腕木長情報と長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出手段と、腕木に既に長尺物が収納されている場合に、フォークの延出方向の先端に所定の間隔で2つ以上が設置され、フォークの延出方向の長尺物までの距離を各々で検出する前方物距離検出手段によって出力された長尺物までの距離を示す距離情報と、前方物距離検出手段を設置した所定の間隔とを基に、長尺物の前記フォークの延出方向に対する傾きを算出する傾き算出手段とを具備するので、腕木の有効巾を算出する際に、各腕木に収納済みの長尺物の巾に余裕巾をもたせることなく、実巾を用いて有効巾を算出するので、腕木の有効巾を算出する精度をより高めることができる。また、腕木に既に長尺物が収納されている場合に、その長尺物のフォークの延出方向に対する傾きを算出することができる。
【0087】
また、本発明による自動倉庫制御端末においては、収納前の長尺物の実巾情報を基に、有効巾算出手段が算出した各腕木の有効巾に収納前の長尺物を収納可能であるか判別する収納判別手段を更に具備するので、長尺物の実巾を基に精度よく算出した有効巾に対して、長尺物が載置可能かどうかを、余裕巾を含まない長尺物の実巾を基に精度よく判別することができる。
【0088】
また、本発明による自動倉庫制御端末においては、上記フォークが収納前の長尺物を搬送して腕木に収納する場合に、フォークを延出する距離であるフォークストローク量を有効巾算出手段の算出した収納先の腕木の有効巾と収納前の長尺物の実巾情報とを基に算出するストローク量算出手段を更に具備するので、余裕巾を含まない長尺物の実巾を基に、精度よくフォークストローク量を算出することができる。
【0089】
また、本発明による自動倉庫制御システムにおいては、長尺物の巾の実測値である実巾情報と腕木の長さの情報である腕木長情報と長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出手段と、長尺物を載せて運搬し腕木に載置するために延出可能なフォークを備えてラック棚に対して移動するクレーン手段と、クレーン手段の移動を制御するクレーン制御手段と、フォークが収納前の長尺物を搬送して腕木に収納する場合に、フォークを延出する距離であるフォークストローク量を有効巾算出手段の算出した有効巾と収納前の長尺物の実巾情報とを基に算出するストローク量算出手段と、ストローク量算出手段の算出したフォークストローク量を基に、フォークの延出を制御するフォーク制御手段と、フォークの延出方向の先端に所定の間隔で2つ以上が設置され、フォークの延出方向の障害物までの距離を各々で検出して距離情報を出力する前方物距離検出手段と、障害物が前記腕木に既に収納されている長尺物である場合に、フォークに設置された前方物距離検出手段毎に出力する長尺物までの距離を示す距離情報と、前方物距離検出手段を設置した所定の間隔とを基に、長尺物のフォークの延出方向に対する傾きを算出する傾き算出手段とを具備するので、余裕巾を含まない長尺物の実巾を用いた、効率的な長尺物の収納ができる自動倉庫を提供することができる。また、腕木に既に長尺物が収納されている場合に、その長尺物のフォークの延出方向に対する傾きを算出することができる自動倉庫を提供することができる。
【図面の簡単な説明】
【図1】本発明の一実施形態である自動倉庫制御システムを含む自動倉庫の概略構成を示す図である。
【図2】図1に示したフォーク4の外観構成を示す図である。
【図3】図1、図2(a)、(b)に示したフォーク4の内部構成および延出状態を示す図である。
【図4】図1に示した自動倉庫制御端末1の概略構成を示すブロック図である。
【図5】図5(a)は、図4に示した収納物情報データベース24aおよび倉庫情報データベース24bの構成例を示す図である。
【図6】図1に示したスタッカークレーン制御装置14の概略構成を示す図である。
【図7】本発明の一実施形態における自動倉庫制御システムを含む自動倉庫の動作フローを示す図である。
【図8】本発明の一実施形態におけるフォーク4がHP2より製品M1を取り出す動作状態を示す図である。
【図9】本発明の一実施形態におけるフォーク上部4Aの延出動作および上方物品検出器7の動作を示す図である。
【図10】本発明の一実施形態におけるフォーク4が腕木6へ製品M1を収納する動作状態を示す図である。
【図11】本発明の一実施形態におけるフォーク上部4Aの延出動作および前方物距離検出器8の動作を示す図である。
【図12】本発明の一実施形態におけるフォーク4が腕木6より製品M1を取り出す動作状態を示す図である。
【図13】従来の自動倉庫制御端末において処理していた製品の巾データおよびフォークのストローク量を示す図である。
【符号の説明】
1 自動倉庫制御端末
2 ホームポジション(HP)
3 スタッカークレーン
4 フォーク
4A フォーク上部
5 ラック棚
6 腕木
7 上方物品検出器
8 前方物距離検出器
10 信号伝送装置
11 モータ
12 エンコーダ
13 モータ制御部
14 スタッカークレーン制御装置
23 送受信処理部
24 データベース
24a 収納物情報データベース
24b 倉庫情報データベース
24c 入出庫履歴
25 有効巾算出部
26 収納判別処理部
27 ストローク量算出部
28 巾実測処理部
29 傾き算出部
2A 製品情報受信処理部
2B ネットワーク
32 送受信処理部
33 クレーン位置制御部
34 フォーク制御部
35 エンコーダ値処理部
36 情報検出信号処理部
37 前方検出信号処理部
Claims (8)
- 長尺物を腕木に収納するラック棚と、前記長尺物を載せて運搬し前記腕木に載置するために延出可能なフォークとを具備する自動倉庫において、前記長尺物の入出庫を制御するための自動倉庫制御端末であって、
前記長尺物の巾の実測値である実巾情報と前記腕木の長さの情報である腕木長情報と前記長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出手段と、
前記腕木に既に長尺物が収納されている場合に、前記フォークの延出方向の先端に所定の間隔で2つ以上が設置され、前記フォークの延出方向の前記長尺物までの距離を各々で検出する前方物距離検出手段によって出力された前記長尺物までの距離を示す距離情報と、前記前方物距離検出手段を設置した前記所定の間隔とを基に、前記長尺物の前記フォークの延出方向に対する傾きを算出する傾き算出手段と
を具備することを特徴とする自動倉庫制御端末。 - 収納前の長尺物の実巾情報を基に、前記有効巾算出手段が算出した各腕木の前記有効巾に収納前の長尺物を収納可能であるか判別する収納判別手段を更に具備することを特徴とする請求項1に記載の自動倉庫制御端末。
- 前記フォークが収納前の長尺物を搬送して前記腕木に収納する場合に、前記フォークを延出する距離であるフォークストローク量を前記有効巾算出手段の算出した収納先の腕木の前記有効巾と収納前の長尺物の実巾情報とを基に算出するストローク量算出手段を更に具備することを特徴とする請求項1または請求項2に記載の自動倉庫制御端末。
- 長尺物を腕木に収納するラック棚を具備する自動倉庫における、前記長尺物の入出庫を制御するための自動倉庫制御システムであって、
前記長尺物の巾の実測値である実巾情報と前記腕木の長さの情報である腕木長情報と前記長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出手段と、
前記長尺物を載せて運搬し前記腕木に載置するために延出可能なフォークを備えて前記ラック棚に対して移動するクレーン手段と、
前記クレーン手段の移動を制御するクレーン制御手段と、
前記フォークが収納前の長尺物を搬送して前記腕木に収納する場合に、前記フォークを延出する距離であるフォークストローク量を前記有効巾算出手段の算出した前記有効巾と収納前の長尺物の実巾情報とを基に算出するストローク量算出手段と、
前記ストローク量算出手段の算出したフォークストローク量を基に、前記フォークの延出を制御するフォーク制御手段と、
前記フォークの延出方向の先端に所定の間隔で2つ以上が設置され、前記フォークの延出方向の障害物までの距離を各々で検出して距離情報を出力する前方物距離検出手段と、
前記障害物が前記腕木に既に収納されている前記長尺物である場合に、前記フォークに設置された前記前方物距離検出手段毎に出力する前記長尺物までの距離を示す距離情報と、前記前方物距離検出手段を設置した前記所定の間隔とを基に、前記長尺物の前記フォークの延出方向に対する傾きを算出する傾き算出手段と
を具備することを特徴とする自動倉庫制御システム。 - 前記フォークの先端に設置される、前記フォークの先端の上方向において前記長尺物を検出した場合に、検出信号を出力する上方物品検出手段と、
前記フォークが長尺物の下を潜って前記長尺物を持ち上げ可能な位置まで延出される場合に、前記上方物品検出手段が前記検出信号を出力する間に前記フォークが移動する距離を基に、前記長尺物の巾の実測値を求める巾実測手段と
を更に具備し、
収納物情報データベースに前記巾実測手段の求めた前記実測値を前記長尺物の前記実測情報として格納すること
を特徴とする請求項4に記載の自動倉庫制御システム。 - 前記フォークの先端に設置される、前記フォークの先端の上方向において前記長尺物を検出した場合に、検出信号を出力する上方物品検出手段を更に具備し、
前記フォーク制御手段は、前記上方物品検出手段の検出信号を基に、前記フォークの延出速度を制御することを特徴とする請求項4に記載の自動倉庫制御システム。 - 長尺物を腕木に収納するラック棚と、前記長尺物を載せて運搬し前記腕木に載置するために延出可能なフォークとを具備する自動倉庫における、前記長尺物の入出庫を制御するための自動倉庫制御方法であって、
前記長尺物の巾の実測値である実巾情報と前記腕木の長さの情報である腕木長情報と前記長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出ステップと、
前記腕木に既に長尺物が収納されている場合に、前記フォークの延出方向の先端に所定の間隔で2つ以上が設置され、前記フォークの延出方向の前記長尺物までの距離を各々で検出する前方物距離検出手段によって出力された前記長尺物までの距離を示す距離情報と、前記前方物距離検出手段を設置した前記所定の間隔とを基に、前記長尺物の前記フォークの延出方向に対する傾きを算出する傾き算出ステップと
を有することを特徴とする自動倉庫制御方法。 - 長尺物を腕木に収納するラック棚と、前記長尺物を載せて運搬し前記腕木に載置するために延出可能なフォークとを具備する自動倉庫における、前記長尺物の入出庫を制御するための自動倉庫制御システム用のプログラムであって、
前記長尺物の巾の実測値である実巾情報と前記腕木の長さの情報である腕木長情報と前記長尺物を載置した順序および位置に関する情報を含む載置情報とに基づいて、各腕木において収納前の長尺物を収納するために使用可能な巾である有効巾を算出する有効巾算出ステップと、
前記腕木に既に長尺物が収納されている場合に、前記フォークの延出方向の先端に所定の間隔で2つ以上が設置され、前記フォークの延出方向の前記長尺物までの距離を各々で検出する前方物距離検出手段によって出力された前記長尺物までの距離を示す距離情報と、前記前方物距離検出手段を設置した前記所定の間隔とを基に、前記長尺物の前記フォークの延出方向に対する傾きを算出する傾き算出ステップと
をコンピュータに実行させるためのプログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002181241A JP4067883B2 (ja) | 2002-06-21 | 2002-06-21 | 自動倉庫制御端末、自動倉庫制御システム、自動倉庫制御方法およびそのプログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002181241A JP4067883B2 (ja) | 2002-06-21 | 2002-06-21 | 自動倉庫制御端末、自動倉庫制御システム、自動倉庫制御方法およびそのプログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004026342A JP2004026342A (ja) | 2004-01-29 |
| JP4067883B2 true JP4067883B2 (ja) | 2008-03-26 |
Family
ID=31178127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002181241A Expired - Fee Related JP4067883B2 (ja) | 2002-06-21 | 2002-06-21 | 自動倉庫制御端末、自動倉庫制御システム、自動倉庫制御方法およびそのプログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4067883B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5217343B2 (ja) * | 2007-10-05 | 2013-06-19 | 株式会社豊田自動織機 | 自動倉庫の制御装置 |
| WO2011158422A1 (ja) * | 2010-06-17 | 2011-12-22 | 村田機械株式会社 | 移載装置および移載方法 |
| JP6428367B2 (ja) * | 2015-02-24 | 2018-11-28 | 村田機械株式会社 | 移載装置 |
| CN114368571B (zh) * | 2022-01-04 | 2023-11-28 | 大唐互联科技(武汉)有限公司 | 用于应急储备不同种类托盘的自动入库方法及系统 |
-
2002
- 2002-06-21 JP JP2002181241A patent/JP4067883B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004026342A (ja) | 2004-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2565011C1 (ru) | Способ и система использования отличительных ориентиров для определения местонахождения промышленных транспортных средств в начале работы | |
| US20160090283A1 (en) | Fork-Lift Truck | |
| US8548671B2 (en) | Method and apparatus for automatically calibrating vehicle parameters | |
| JP6546952B2 (ja) | 搬送装置、プログラム及び搬送システム | |
| US20180215539A1 (en) | Shelf transport system, shelf transport vehicle, and shelf transport method | |
| CN108803603B (zh) | 基于编码图像的agv小车对接定位方法及agv小车 | |
| JP2008201491A (ja) | 自動倉庫の制御装置 | |
| JP2010018408A (ja) | 在庫管理システム | |
| JP4458164B2 (ja) | 自動倉庫 | |
| CN111204556A (zh) | 搬运装置、搬运系统及货架搬运方法 | |
| JP4067883B2 (ja) | 自動倉庫制御端末、自動倉庫制御システム、自動倉庫制御方法およびそのプログラム | |
| JP2021059435A (ja) | 荷役システムおよび制御方法 | |
| CN112896988B (zh) | 物料上料控制方法、装置、控制设备及可读存储介质 | |
| JP2017119566A (ja) | 自動倉庫 | |
| JP2006264829A (ja) | 倉庫設備 | |
| JP2018016434A (ja) | 物品収納設備 | |
| JP2021086205A (ja) | 識別部材、自律移動装置、連結システムおよび連結方法 | |
| JP2008063068A (ja) | スタッカークレーン | |
| CN112919324A (zh) | 起重机运送货物的堆放方法、装置、介质及电子设备 | |
| JP2013161399A (ja) | 搬送車 | |
| KR102448856B1 (ko) | 실내 위치 추적이 가능한 운반대차 및 운반대차 관리 시스템 | |
| JP2021138485A (ja) | フォークリフト、制御装置およびプログラム | |
| JP2020154451A (ja) | 自律移動装置、プログラムおよび自律移動装置の操舵方法 | |
| JP2020196604A (ja) | 無人搬送車 | |
| JP6673305B2 (ja) | 自動倉庫システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070918 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080109 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110118 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4067883 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120118 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130118 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130118 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130118 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130118 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |