JP4008593B2 - 摩擦撹拌接合法及び摩擦撹拌接合装置 - Google Patents
摩擦撹拌接合法及び摩擦撹拌接合装置 Download PDFInfo
- Publication number
- JP4008593B2 JP4008593B2 JP26326598A JP26326598A JP4008593B2 JP 4008593 B2 JP4008593 B2 JP 4008593B2 JP 26326598 A JP26326598 A JP 26326598A JP 26326598 A JP26326598 A JP 26326598A JP 4008593 B2 JP4008593 B2 JP 4008593B2
- Authority
- JP
- Japan
- Prior art keywords
- joining
- probe
- friction stir
- joint
- stir welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/126—Workpiece support, i.e. backing or clamping
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
【発明の属する技術分野】
この発明は、例えばアルミニウム材(アルミニウム合金材を含む)等の金属材の接合に用いられる摩擦撹拌接合法及び摩擦撹拌接合装置に関する。
【0002】
【従来の技術】
固相接合法の一つである摩擦撹拌接合法として、次のような方法が提案されている。即ち、図4に示すように、径大の円柱状回転子(61)の端部軸線上に、周面にネジ山状の撹拌用凸部(図示せず)が形成された径小のピン状プローブ(62)が突出して一体に設けられた接合工具(60)を用い、前記回転子(61)を回転させつつ、突き合わされた2枚の平板状の接合部材(51)(52)の突合せ部(53)に前記プローブ(62)を挿入する。このプローブ(62)の挿入は、一般には、回転子(61)のプローブ側平坦面からなる肩部(61a)が接合部材(51)(52)に当接するまで行う。そして、プローブ挿入状態のまま、突合せ部(53)に沿ってプローブ(62)を移動させる。あるいは、図示していないが、突合せ部(53)がプローブ(62)を順次通過するように接合部材(51)(52)を移動させても良い。
【0003】
すると、プローブ(62)の回転により発生する摩擦熱、あるいは更に回転子(61)の肩部(61a)と接合部材(51)(52)との摺動に伴い発生する摩擦熱により、プローブ(62)との接触部分近傍において接合部材(51)(52)は軟化し、かつこの軟化部分がプローブ(62)の回転により撹拌されるとともに、プローブ(62)の移動に伴って、あるいは接合部材(51)(52)の移動に伴って、軟化撹拌部分がプローブ(62)の通過溝を埋めるように塑性流動したのち摩擦熱を急速に失って冷却固化される。この現象がプローブ(62)の移動に伴って、あるいは接合部材(51)(52)の移動に伴って、順次繰り返されていき、最終的に接合部材(51)(52)が突合せ部(53)において接合されるものである。同図において、(54)はこの摩擦撹拌接合によって形成された接合ビード部で、突合せ部(53)に沿って形成されている。
【0004】
このような摩擦撹拌接合法によれば、固相接合であるため、接合部材である金属材の種類に限定を受けないとか、接合時の熱歪みによる変形が少ない等の利点がある。
【0005】
【発明が解決しようとする課題】
しかしながら、この摩擦撹拌接合法によれば、接合開始時や接合途中において、プローブ(62)の挿入圧により接合部材(51)(52)の突合せ部(53)が開いてしまう問題が生じる。このように突合せ部(53)が開いてしまうと、突合せ部(53)に隙間が生じることとなるから、この隙間の空気が摩擦撹拌接合時に軟化撹拌部分に巻き込まれてボイドを生じ、この部分において接合不良となってしまう。
【0006】
接合部材(51)(52)の突合せ部(53)を開かそうとする力は、プローブ(62)の移動速度が速くなればなる程、大きくなるものであるため、プローブ(62)の移動速度つまり接合速度を速くするには限界があり、従来では1000mm/min程度が接合速度の限界速度であった。そのため、従来の摩擦撹拌接合法は接合作業能率が悪いものであった。
【0007】
この発明は、このような技術背景に鑑みてなされたもので、接合不良を生じさせないで高速で接合することのできる摩擦撹拌接合法及び摩擦撹拌接合装置を提供することを目的とする。
【0008】
【課題を解決するための手段】
上記目的を達成するため、この発明に係る摩擦撹拌接合法は、接合部材の接合部に回転するプローブを挿入し、プローブとの接触部を摩擦熱にて軟化させ撹拌しながら、プローブを挿入状態で接合部に沿って相対的に移動させることにより、接合部を接合する摩擦撹拌接合法において、前記接合部材が、前記摩擦撹拌接合による接合前に接合部において仮付接合されていることを特徴とする。
【0009】
これによれば、接合部材が摩擦撹拌接合による接合前に接合部において仮付接合されているから、プローブの挿入圧を受けても、接合部は開かなくなり、そのため接合不良を生じさせずにプローブを高速度で相対的に移動させることができるようになって、接合作業能率が向上する。
【0010】
また、前記仮付接合は、接合部材の接合部に回転する回転体の周縁部のみを押し付け、周縁部との接触部を摩擦熱にて軟化させ撹拌しながら、周縁部を押付け状態で接合部に沿って相対的に移動させることにより、接合部を接合する第2摩擦撹拌接合によって、行われる場合には、仮付接合もまた摩擦撹拌接合で行うことができ、そのため、接合部材である金属材の種類に限定を受けることなく仮付接合を行うことができるようになるし、仮付接合時に生じる熱歪みによる変形も少なくすることができるようになる。その上、回転体の周縁部のみを接合部に押し付けることにより、周縁部の接合部への挿入深さが浅くなるので、仮付接合終端部に孔や凹部等の接合痕が残らなくなる。また、周縁部の接合部への挿入深さが浅いので、回転体の周縁部を高速度で相対的に移動させることができるようになり、そのため仮付接合作業もまた接合作業能率が向上することとなる。
【0011】
また、前記回転体は、接合部材の接合部において、接合方向における前記プローブの前方側に配置されるとともに、プローブとともに相対的に移動するものとなされている場合には、接合部材の接合部は、上記第2摩擦撹拌接合により仮付接合されるとともに、その直後に摩擦撹拌接合されることとなり得て、摩擦撹拌接合と仮付接合とを同一の接合作業ラインで連続して行うことができるようになり、その結果、接合作業能率が飛躍的に向上する。
【0012】
また、この発明に係る摩擦撹拌接合装置は、接合部材の接合部に回転するプローブを挿入し、プローブとの接触部を摩擦熱にて軟化させ撹拌しながら、プローブを挿入状態で接合部に沿って相対的に移動させることにより、接合部を摩擦撹拌接合するものとなされた摩擦撹拌接合装置において、接合方向における前記プローブの前方側に、周縁部のみが接合部材の接合部に押し付けられる回転体を有するとともに、周縁部との接触部を摩擦熱にて軟化させ撹拌しながら、周縁部を押付け状態で接合部に沿って前記プローブとともに相対的に移動させることにより、接合部を仮付接合する仮付接合用接合工具が、配置されていることを特徴とする。
【0013】
これによれば、接合部材の接合部は、仮付接合用接合工具により仮付接合されるとともに、その直後に摩擦撹拌接合されるものとなり、そのため摩擦撹拌接合と仮付接合とを同一の接合作業ラインで連続して行うことができるようになって、接合作業能率が飛躍的に向上する。
【0014】
【発明の実施の形態】
次に、この発明の実施形態を図面に基づいて説明する。
【0015】
図1及び図2は、この発明の第1実施形態を示すものである。この第1実施形態は、2個の長尺な板状接合部材(1)(2)の突合せ接合を行うことによって、床材、壁材、天井材、足場材等として用いられる大型突合せ接合品を製作しようとするものである。
【0016】
図1に示すように、これら接合部材(1)(2)は、互いに同形・同寸で、帯状平板部(1a)(2a)と、その片面側の幅方向中間部において長さ方向に沿って垂設された脚片部としてのリブ部(1b)(2b)とを有するアルミニウム押出形材からなる。そして、前記平板部(1a)(2a)の幅方向の一端面同士が突き合わされた状態になっている。この突合せ状態において、両接合部材(1)(2)の平板部(1a)(2a)の表面は面一となっている。この実施形態は、このように突合せ状態に配置した2個の接合部材(1)(2)をその長さ方向の一方向側(矢印6の方向)に移動させることにより、突合せ部(3)を摩擦撹拌接合する場合を示すものである。したがって、突合せ部(3)が接合部材(1)(2)の接合部となる。
【0017】
この実施形態の摩擦撹拌接合装置を説明すると次の通りである。
【0018】
(10)は、接合部材(1)(2)の突合せ部(3)を摩擦撹拌接合するための接合工具である。この接合工具(10)は、径大の円柱状回転子(11)と、該回転子(11)の端面軸線(P)上に一体に突設された径小のピン状プローブ(12)とを有し、前記回転子(11)を回転させることによりプローブ(12)もこれと一体回転するものとなされている。また、前記回転子(11)及びプローブ(12)は、両接合部材(1)(2)よりも硬質でかつ接合時に発生する摩擦熱に耐えうる耐熱材料によって形成されている。また、前記プローブ(12)の周面には、ネジ山状の撹拌用凸部(図示せず)が設けられている。なお、(11a)は前記回転子(11)のプローブ側平坦面からなる肩部である。
【0019】
(31)は、前記接合工具(10)に対応する円柱状の第1受けローラである。この第1受けローラ(31)は、その周面を前記接合工具(10)のプローブ(12)に対向させて配置されるものである。さらに、この受けローラ(31)は、回転駆動されるものであって、図示しない駆動装置を備え、両接合部材(1)(2)を矢印(6)の方向に移動させる駆動ローラ(駆動装置)としても機能するものとなされている。
【0020】
(20)は、接合部材(1)(2)の突合せ部(3)を仮付接合するための仮付接合用接合工具である。この仮付用接合工具(20)は、円柱状の回転体(21)と、図示しない回転駆動装置とを有しており、回転駆動装置を作動させることにより、前記回転体(21)がその軸線(Q)を中心に回転するものとなされている。
【0021】
前記回転体(21)の軸線方向の端面には、図2(b)に示すように、周縁部から中央部に向かって徐々に凹んだ皿状の凹部(21b)が形成されている。したがって、この回転体(21)の端面を接合部材(1)(2)の突合せ部(3)に押し付けると、この端面における中央部が接合部材(1)(2)の突合せ部(3)に当接しないで、周縁部(11a)のみが接合部材(1)(2)の突合せ部(3)に当接するものとなり、このため、この回転体(21)は、その端面における周縁部(21a)のみを確実に接合部材(1)(2)の突合せ部(3)に当接させることができるようになっている。また、この回転体(21)は、接合部材(1)(2)よりも硬質でかつ接合時に発生する摩擦熱に耐えうる耐熱材料によって形成されている。
【0022】
(32)は、前記仮付接合用接合工具(20)に対応する円柱状の第2受けローラである。この第2受けローラ(32)は、その周面を前記仮付接合用接合工具(20)の回転体(21)に対向させて配置されるものである。さらに、この第2受けローラ(32)は、前記第1受けローラ(31)と同形・同寸で、第1受けローラ(31)と同じく回転駆動されるものであって、図示しない駆動装置を備え、両接合部材(1)(2)を矢印(6)の方向に移動させる駆動ローラ(駆動装置)としても機能するものとなされている。また、この第2受けローラ(32)の周速度は、前記第1受けローラ(31)の周速度と同じになるように設定されている。
【0023】
これら接合工具(10)と第1受けローラ(31)、並びに仮付接合用接合工具(20)と第2受けローラ(32)は、次のように配置されている。
【0024】
すなわち、接合工具(10)は、両接合部材(1)(2)の上方に、そのプローブ(12)を下方に向ける態様にして配置されている。そして、両接合部材(1)(2)の突合せ部(3)に上面からプローブ(12)を突合せ部(3)の厚さ方向の略全部にわたって挿入した状態になっている。
【0025】
前記第1受けローラ(31)は、両接合部材(1)(2)の下方に、突合せ部(3)を跨いで両接合部材(1)(2)の長さ方向に直交する態様に、その周面をプローブ(12)に対向させて配置されている。そして、両接合部材(1)(2)の下面をその周面に当接支持させた状態になっている。
【0026】
前記仮付接合用接合工具(20)は、両接合部材(1)(2)の突合せ部(3)において前記プローブ(12)による摩擦撹拌接合が進行する方向(矢印6とは反対方向)の前方側の近傍に、その回転体(21)の端面を下方に向ける態様にして配置されている。そして、両接合部材(1)(2)の突合せ部(3)に上面から回転体(21)の周縁部(21a)の一部を押し付け、これにより該回転体(21)の周縁部(21a)の一部を突合せ部(3)の表層部に挿入した状態になっている。
【0027】
前記第2受けローラ(32)は、両接合部材(1)(2)の下方に、突合せ部(3)を跨いで両接合部材(1)(2)の長さ方向に直交する態様に、その周面を回転体(21)に対向させて配置されている。そして、前記第1受けローラ(31)と同じく、両接合部材(1)(2)の下面をその周面に当接支持させた状態になっている。
【0028】
このように接合工具(10)と第1受けローラ(31)、並びに仮付接合用接合工具(20)と第2受けローラ(32)とが配置されることによって、両接合部材(1)(2)は、プローブ(12)と第1受けローラ(31)との間と、回転体(21)の端面周縁部(21a)と第2受けローラ(32)との間とに介在されて、突合せ部(3)に上面からプローブ(12)が挿入されるとともに、下面が第1受けローラ(31)の周面の当接支持された態様となされ、かつ突合せ部(3)に上面から回転体(21)の周縁部(21a)が押し付けられるとともに、下面が第2受けローラ(32)の周面に当接支持された態様となされる。そして、これら両接合部材(1)(2)は、この状態が保持されつつ、第1受けローラ(31)及び第2受けローラ(32)の駆動力によって、突合せ部(3)が順次回転体(21)の周縁部(21a)及びプローブ(12)を通過するように移動させられるものとなる。
【0029】
さらに、接合工具(10)は、図2に示すように、接合部材(1)(2)の移動方向(6)側に僅かに傾けられており、これにより、回転子(11)の肩部(11a)における接合部材の移動方向側の部分が、接合部材(1)(2)の突合せ部(3)の上面に接触した状態となる一方、回転子(11)の肩部(11a)における両接合部材の移動方向反対側の部分が、両接合部材(1)(2)の突合せ部(3)の上面から浮上した状態となるものとなされている。
【0030】
このように接合工具(10)を配置することにより、次のような作用を奏するものとなる。すなわち、回転子(11)の肩部(11a)における接合部材の移動方向側の部分が、接合部材(1)(2)の突合せ部(3)の上面に接触した状態となることにより、接合時に軟化部分の素材の飛散を防止し、さらに加圧して均一な接合状態を実現し得るとともに、両接合部材(1)(2)の突合せ部(3)と肩部(11a)との摺動による摩擦熱を生ぜじめて、プローブ(12)との接触部あるいはその近傍の軟化を促進し、さらに両接合部材(1)(2)の突合せ部(3)の上面の凹凸形成が防止されて、接合ビード部(5)の上面が平坦になり得る。一方、回転子(11)の肩部(11a)における両接合部材の移動方向反対側の部分が、両接合部材(1)(2)の突合せ部(3)の上面から僅かに浮上した状態となることにより、両接合部材(1)(2)の移動の際に、肩部(11a)における両接合部材(1)(2)の移動方向反対側の部分のコーナー部が、両接合部材(1)(2)の突合せ部(3)の上面に存在することのある微細な凹凸(図示せず)に引っ掛かってしまうことを防止し得て、プローブ(12)が両接合部材(1)(2)の突合せ部(3)をスムーズに通過するように両接合部材(1)(2)を移動させることができるようになる。
【0031】
同じく、前記仮付接合用接合工具(20)は、接合部材(1)(2)の移動方向(6)側に僅かに傾けられており、これにより、回転体(21)の周縁部(21a)における接合部材の移動方向側の部分が、接合部材(1)(2)の突合せ部(3)の上面に圧接した状態となる一方、回転体(21)の周縁部(21a)における接合部材の移動方向反対側の部分が、接合部材(1)(2)の突合せ部(3)の上面から浮上した状態となるものとなされている。こうすることにより、上記接合工具(10)のときと同様に、接合部材(1)(2)の移動の際に、回転体(21)の周縁部(21a)における接合部材の移動方向反対側の部分のコーナー部が、接合部材(1)(2)の突合せ部(3)の上面に存在する微細な凹凸に引っ掛かってしまうことを防止し得て、回転体(21)の周縁部(21a)が接合部材(1)(2)の突合せ部(3)をスムーズに通過するように接合部材(1)(2)を移動させることができるようになる。
【0032】
また、回転体(21)の周縁部(21a)の突合せ部(3)への挿入深さ(x)が1mm以下になるように、回転体(21)の周縁部(21a)を突合せ部(3)に押し付けることが、望ましい。なぜならば、かかる挿入深さ(x)が1mmを越えると、周縁部(21a)の挿入圧が大きくなって、これにより生じる接合部材(1)(2)の突合せ部(3)の開きも大きくなることから、接合部材(1)(2)の移動速度、つまり接合速度を小さくしなければならなくなって、仮付接合の作業能率が低下し、その結果、接合作業全体の作業能率が低下する虞があるからであり、また仮付接合終端部に接合痕が生じ易くなる、つまり仮付接合終端部に回転体(21)の周縁部(21a)に対応する凹部が生じ易くなるからである。特に前記挿入深さ(x)は、0.1mm以上、0.6mm以下が好ましい。
【0033】
そして、前記接合工具(10)は、図示しない昇降装置に取り付けられて接合部材(1)(2)の突合せ部(3)に対しプローブ(12)を挿入・引抜き方向に移動させ得るものとなされており、この昇降装置を操作することによりプローブ(12)の先端から第1受けローラ(31)の周面までの距離を微調節したり、プローブ(12)の挿入・引抜き操作を行ったりすることができるようになっている。また、同じく仮付接合用接合工具(20)は、図示しない昇降装置に取り付けられて接合部材(1)(2)の突合せ部(3)に対し周縁部(21a)を押付け・引離し方向に移動させ得るものとなされており、この昇降装置を操作することにより回転体(21)の周縁部(21a)を接合部材(1)(2)の突合せ部(3)に押し付けたり引き離したりすることができるようになっている。
【0034】
また、図1に示すように、両接合部材(1)(2)の移動方向(6)の両側におけるプローブ(12)及び回転体(21)の前後には、両接合部材(1)(2)を突合せ方向に加圧する、図示しない加圧機構を備えた回転自在な各一対の案内ローラ(33)(33)(34)(34)が、その周面を両接合部材(1)(2)のリブ部(1b)(2b)の外側面に圧接させる態様にして配置されている。これら前後の案内ローラ(33)(33)(34)(34)によって、両接合部材(1)(2)は、その突合せ部(3)が回転体(21)の周縁部(21a)及びプローブ(12)を通過する位置に配置されるとともに、突合せ方向の加圧されるものとなる。また、これら案内ローラ(33)(33)(34)(34)は、回転自在であることから、両接合部材(1)(2)の移動に伴って、その周面をリブ部(1b)(2b)の外側面に圧接させながら回転するものとなされている。
【0035】
次に、上記摩擦撹拌接合装置を用いて摩擦撹拌接合を行う場合について説明する。
【0036】
まず、プローブ(12)及び回転体(21)を第1及び第2受けローラ(31)(32)の上方離間位置に待機させた状態で、突合せ状態に配置した両接合部材(1)(2)の長さ方向の一端部を、後側の案内ローラ(34)(34)間に通し、第2受けローラ(32)まで移動させる。このとき、両接合部材(1)(2)は、案内ローラ(34)(34)により突合せ方向に加圧されている。
【0037】
そして、仮付接合用接合工具(20)の回転体(21)を回転させながら下降させる。すると、回転体(21)は僅かに傾斜していることから、その周縁部(21a)における接合部材の移動方向側の部分が、両接合部材(1)(2)の突合せ部(3)の上面に接触し、該接触部は摩擦熱によって軟化するため、更に回転体(21)を下降させ、周縁部(21a)の突合せ部(3)への挿入深さ(x)が1mm以下になるように回転体(21)の周縁部(21a)を両接合部材(1)(2)の突合せ部(3)の上面に押し付ける。次いで回転体(21)の下降を停止して回転体(21)の位置を固定する。
【0038】
こうして、両接合部材(1)(2)を、回転体(21)の周縁部(21a)と第2受けローラ(32)との間に介在させて、回転体(21)の周縁部(21a)の一部で突合せ部(3)が上面から押し付けられるとともに、下面が第2受けローラ(32)の周面に当接支持された態様となす。なお、回転体(21)を予め下降させておき、回転体(21)の周縁部(21a)と第2受けローラ(32)との間に両接合部材(1)(2)を強制的に通すことにより、このような状態になるようにしても良い。
【0039】
次に、第2受けローラ(32)を駆動させる。突合せ部(3)が上面から回転体(21)の周縁部(21a)の一部で押し付けられた両接合部材(1)(2)は、第2受けローラ(32)から駆動力が付与され、この第2受けローラ(32)の駆動力によって、下面が第2受けローラ(32)の周面に当接支持されるとともに、突合せ部(3)が上面から回転体(21)の周縁部(21a)の一部で押し付けられた状態で、突合せ部(3)が順次、回転体(21)の周縁部(21a)を通過するように移動しながら、プローブ(12)と第1受けローラ(31)との間に通されていく。
【0040】
こうして、回転体(21)の周縁部(21a)の一部で突合せ部(3)を押し付けた状態で、両接合部材(1)(2)を移動させることによって、回転体(21)の周縁部(21a)の回転と両接合部材(1)(2)との摺動に伴い発生する摩擦熱により、回転体(21)の周縁部(21a)との接触部分において両接合部材(1)(2)は軟化し、かつこの軟化部分が少しだけ撹拌されるとともに、両接合部材(1)(2)の移動に伴って、軟化撹拌部分が周縁部(21a)の通過溝を埋めるように塑性流動したのち、摩擦熱を急速に失って冷却固化される。この現象が両接合部材(1)(2)の移動に伴って順次繰り返されていき、突合せ部(3)の表層部において両接合部材(1)(2)は一体化され順次接合されていく。(4)はこの摩擦撹拌接合(第2摩擦撹拌接合)によって形成された接合ビード部で、突合せ部(3)の表層部に、該突合せ部(3)に沿って形成されている。
【0041】
この回転体(21)の周縁部(21a)による両接合部材(1)(2)の突合せ部(3)の表層部の接合が、両接合部材(1)(2)の突合せ部(3)における仮付接合となり、この仮付接合による接合固着力と案内ローラ(34)(34)による加圧力とによって、両接合部材(1)(2)の突合せ状態は堅く保持されて突合せ部(3)が不本意に開かないものとなる。
【0042】
そして、両接合部材(1)(2)の突合せ部(3)における仮付接合部分が、第1受けローラ(31)の周面に到達したとき、両接合部材(1)(2)の移動を一旦停止する。そして、接合工具(10)のプローブ(12)を回転させながら下降させる。回転するプローブ(12)の先端が両接合部材(1)(2)の突合せ部(3)の上面に接触すると、該接触部は摩擦熱によって軟化するため、更にプローブ(12)を下降させて突合せ部(3)に挿入する。このプローブ(12)の突合せ部(3)への挿入に際し、両接合部材(1)(2)は仮付接合されているので、プローブ(12)の挿入圧により突合せ部(3)が開いてしまうことはない。そして、両接合部材(1)(2)の突合せ部(3)における厚さ方向の略全部にわたってプローブ(12)が挿入されたとき、プローブ(12)の下降を停止し、該プローブ(12)の位置を固定する。
【0043】
こうして、両接合部材(1)(2)を、回転体(21)の周縁部(21a)と第2受けローラ(32)との間と、プローブ(12)と第1受けローラ(31)との間とに介在させて、回転体(21)の周縁部(21a)の一部で突合せ部(3)が上面から押し付けられるとともに、下面が第2受けローラ(32)の周面に当接支持された態様となし、かつプローブ(12)が突合せ部(3)にその上面から挿入されるとともに、下面が第1受けローラ(31)の周面に当接支持された態様となす。なお、プローブ(12)を予め下降させておき、プローブ(12)と第1受けローラ(31)との間に両接合部材(1)(2)を強制的に通すことにより、このような状態になるようにしても良い。
【0044】
次に、第1及び第2受けローラ(31)(32)を再駆動させる。突合せ部(3)が上面から回転体(21)の周縁部(21a)の一部で押し付けられるとともに、突合せ部(3)に上面からプローブ(12)が挿入された両接合部材(1)(2)は、第2受けローラ(31)から駆動力が更に付与され、第1受けローラ(32)及び第2受けローラ(31)の駆動力によって、下面が第2受けローラ(32)の周面に当接支持されるとともに、突合せ部(3)が上面から回転体(21)の周縁部(21a)の一部で押し付けられた状態で、かつ下面が第1受けローラ(31)の周面に当接支持されるとともに、突合せ部(3)に上面からプローブ(12)が挿入された状態で、突合せ部(3)が順次、回転体(21)の周縁部(21a)及びプローブ(12)を通過するように移動しながら、前側の案内ローラ(33)(33)間に通されていく。そして、両接合部材(1)(2)は、リブ(1b)(2b)の外側面が前側の案内ローラ(33)(33)の周面で圧接されて、突合せ方向に更に加圧された状態となる。また、接合工具(10)は僅かに傾斜していることから、回転子(11)の肩部(11a)における両接合部材の移動方向側の部分が、両接合部材(1)(2)の突合せ部(3)の上面に接触した状態となるとともに、回転子(11)の肩部(11a)における両接合部材の移動方向反対側の部分が、両接合部材(1)(2)の突合せ部(3)の上面から僅かに浮上した状態となる。
【0045】
こうして、突合せ部(3)が順次、回転体(21)の周縁部(21a)及びプローブ(12)を通過するように両接合部材(1)(2)が移動することによって、プローブ(12)との接触部が摩擦熱にて順次軟化撹拌されて両接合部材(1)(2)は突合せ部(3)の厚さ方向の全部において接合一体化される。
【0046】
すなわち、プローブ(12)の回転により発生する摩擦熱、あるいは更に回転子(11)の肩部(11a)の回転と接合部材(1)(2)の上面との摺動に伴い発生する摩擦熱により、プローブ(12)との接触部において、仮付接合された両接合部材(1)(2)は軟化し、かつ軟化部分がプローブ(12)の回転により撹拌されるとともに、両接合部材(1)(2)の移動に伴って、軟化撹拌部分がプローブ(12)の通過溝を埋めるように塑性流動したのち、摩擦熱を急速に失って冷却固化される。この現象が両接合部材(1)(2)の移動に伴って順次繰り返されていき、最終的に両接合部材(1)(2)が突合せ部(3)の厚さ方向の全部において接合一体化される。その結果、両接合部材(1)(2)は強固に接合された突合せ接合品となる。
【0047】
この摩擦撹拌接合法及び装置によれば、回転体(21)の周縁部(21a)から第2受けローラ(32)の周縁部までの距離は、第2受けローラ(32)が回転しても一定であり、またプローブ(12)の先端から第1受けローラ(31)の周面までの距離は、第1受けローラ(31)が回転しても一定であることから、両接合部材(1)(2)は、回転体(21)の周縁部(21a)と突合せ部(3)の下面との距離が常に一定値を採るように、かつプローブ(12)の先端と突合せ部(3)の下面との距離が常に一定値を採るように移動するものとなる。したがって、接合部材(1)(2)の突合せ部(3)には均質な接合ビード部(4)(5)が形成されることとなり、従って高品位の突合せ接合品を得ることができる。
【0048】
また、両接合部材(1)(2)の突合せ部(3)を摩擦撹拌接合するに際し、両接合部材(1)(2)は、突合せ部(3)において仮付接合されているので、プローブ(12)の挿入圧に対して突合せ部(3)が開き難くなっている。したがって、両接合部材(1)(2)を高速で移動させることができる。さらに、仮付接合は、回転体(21)の周縁部(21a)のみを突合せ部(3)に押し付けることにより行われたものであることから、回転体(21)の周縁部(21a)の突合せ部(3)への挿入深さは浅くなっている。したがって、回転体(21)の周縁部(21)の挿入圧に伴う突合せ部(3)の開きは殆ど生じず、そのため両接合部材(1)(2)を高速で移動させることができる。つまり、仮付接合もまた高速で行うことができるようになっている。したがって、この摩擦撹拌接合法及び装置は、高速で両接合部材(1)(2)を移動させることができ、つまり高速で接合することができるといった接合作業能率が高いものとなっている。
【0049】
実際に上記摩擦撹拌接合法及び装置により、上記第1実施形態と同じ構造を有する接合部材(1)(2)を突合せ部(3)において接合した場合について具体的に示すと、アルミニウム合金材A6063−T6からなる接合部材(寸法:平板部の厚さ4mm×幅200mm×長さ4000mm)を突合せ部(3)において接合する場合には、接合不良を生じさせることなく摩擦撹拌接合することのできる接合部材の移動速度の限界速度は、従来では1000mm/minであったのに対し、この実施形態では2000mm/minであった。したがって、この実施形態によると、従来の2倍の接合速度で摩擦撹拌接合することができ、接合作業能率を格段に向上させることができることが分かった。
【0050】
さらに、この摩擦撹拌接合法及び装置は、上述したように接合部材(1)(23)の突合せ部(3)の開きが生じ難くなっていることから、両接合部材(1)(2)を突合せ状態に拘束するための前記案内ローラ(33)(33)(34)(34)等の拘束治具を必ずしも用いる必要がなくなり、又は極めて簡素な構造の拘束治具で両接合部材(1)(2)を拘束することができるようになるし、また接合部材(1)(2)への拘束力も小さくて済むから、設備投資費が安上がりに付くという利点を有する。
【0051】
さらにこの利点は、上記実施形態のように接合部材(1)(2)のリブ部(1b)(2b)が薄肉である場合や、平板部(1a)(2a)が薄肉である場合に、特に有益である。すなわち、リブ部(1b)(2b)や平板部(1a)(2a)が薄肉である場合には、案内ローラ(33)(33)(34)(34)によりリブ部(1b)(2b)や平板部(1a)(2a)を突合せ方向に加圧して両接合部材(1)(2)を拘束すると、リブ部(1b)(2b)や平板部(1a)(2a)が屈曲してしまうことがある。これに対して、この摩擦撹拌接合法及び装置によれば、上述したように接合部材(1)(2)の突合せ部(3)の開きが生じ難くなっていることから、案内ローラ(33)(33)(34)(34)等の拘束治具による拘束力は僅かで済み、そのため接合部材が拘束力により屈曲することが殆どない。つまり、この摩擦撹拌接合法及び装置は、突合せ方向に加圧したり拘束したりすることが困難な肉厚や形状を有する接合部材であっても、これをしっかりと接合することができるという利点も有する。
【0052】
さらに、この摩擦撹拌接合法は、次のような利点を有する。
【0053】
すなわち、図3(a)に示すように、例えば幅方向に大きく屈曲している2個の長尺な平板状接合部材(1’)(2’)を、幅方向の端面同士を突き合わせて該突合せ部(3)において摩擦撹拌接合する場合にあっては、接合部材(1’)(2’)の突合せ部(3)には大きな隙間(7)が形成されることとなるから、摩擦撹拌接合するときには、接合部材(1’)(2’)を突合せ方向に加圧し、接合部材(1’)(2’)の幅方向の端面同士を閉じ合わせ状態に保持しなければならない。しかしながら、このように突合せ部(3)の隙間(7)が大きい場合には、接合部材(1’)(2’)を閉じ合わせ状態に保持することはかなり困難である上、接合部材(1’)(2’)にはプローブ(12)の挿入圧といった大きな負荷が加わることから、いきなり接合部材(1’)(2’)の突合せ部(3)を摩擦撹拌接合すると、接合途中で、接合部材(1’)(2’)の突合せ部(3)が不本意に開いたり突き合わされた端面がずれたりし易い。
【0054】
そこで、同図(b)に示すように、接合部材(1’)(2’)を加圧ローラ(40)(40)によって突合せ方向に加圧し、接合部材(1’)(2’)を閉じ合わせ状態に保持しておいて、まず接合部材(1’)(2’)の仮付接合を行う。仮付接合時には、接合部材(1’)(2’)に大きな負荷が加わらないから、接合部材(1’)(2’)の突合せ部(3)が仮付接合時に不本意に開いたり突き合わされた端面がずれたりすることはなく、端面同士をぴったりと突き合わせた状態で接合することができる。その後、仮付接合された接合部材(1’)(2’)を突合せ部(3)において摩擦撹拌接合する。こうすることにより、端面同士がぴったりと突き合わされている高品位な突合せ接合品を得ることができる。つまり、この発明に係る摩擦撹拌接合法は、突合せ部(3)等の接合部に大きな隙間(7)が存在している接合部材(1’)(2’)であっても、高品位な接合品を得ることができるという利点を有する。なお、同図では、仮付接合は上記第1実施形態で示した仮付接合用接合工具(20)により行われ、接合部材(1’)(2’)の突合せ部(3)に回転体(21)の周縁部(21a)の一部のみを押し付け、周縁部(21a)を押付け状態で突合せ部(3)に沿って移動させることにより、突合せ部(3)を仮付接合する場合を示している。また、加圧ローラ(40)(40)は仮付接合用接合工具(20)の回転体(21)とともに移動するようになっている。
【0055】
以上、この発明の実施形態を説明したが、この発明は上記実施形態に限定されるものではない。
【0056】
例えば、仮付接合は、MIG、TIG等の溶融接合により行っても良い。もとより、この発明は、接合部材を突合せ接合する場合に限定されず、例えば重ね接合する場合に適用しても良い。
【0057】
【発明の効果】
上述の次第で、この発明に係る摩擦撹拌接合法は、接合部材の接合部に回転するプローブを挿入し、プローブとの接触部を摩擦熱にて軟化させ撹拌しながら、プローブを挿入状態で接合部に沿って相対的に移動させることにより、接合部を接合する摩擦撹拌接合法において、前記接合部材が、前記摩擦撹拌接合による接合前に接合部において仮付接合されているものであることから、プローブの挿入圧を受けても接合部は開かなくなり、このため接合不良を生じさせずにプローブを高速度で相対的に移動させることができるようになって、接合作業能率が向上するという効果を奏する。
【0058】
また、仮付接合が、接合部材の接合部に回転する回転体の周縁部のみを押し付け、周縁部との接触部を摩擦熱にて軟化させ撹拌しながら、周縁部を押付け状態で接合部に沿って相対的に移動させることにより、接合部を接合する第2摩擦撹拌接合によって、行われる場合には、仮付接合もまた摩擦撹拌接合で行うことができ、そのため、接合部材である金属材の種類に限定を受けることなく仮付接合を行うことができるようになるし、仮付接合時に生じる熱歪みによる変形も少なくすることができるようになる。その上、回転体の周縁部のみを接合部に押し付けることにより、周縁部の接合部への挿入深さが浅くなるので、仮付接合終端部に孔や凹部等の接合痕が残らなくなる。また、周縁部の接合部への挿入深さが浅いので、回転体の周縁部を高速度で相対的に移動させることができるようになり、そのため仮付接合作業もまた接合作業能率が向上するという効果を奏する。
【0059】
さらに、回転体が、接合部材の接合部において、接合方向における前記プローブの前方側に配置されるとともに、プローブとともに相対的に移動するものとなされている場合には、接合部材の接合部は、上記第2摩擦撹拌接合により仮付接合されるとともに、その直後に摩擦撹拌接合されることとなり得て、摩擦撹拌接合と仮付接合とを同一の接合作業ラインで連続して行うことができるようになり、その結果、接合作業能率が飛躍的に向上するという効果を奏する。
【0060】
また、この発明に係る摩擦撹拌接合装置は、接合部材の接合部に回転するプローブを挿入し、プローブとの接触部を摩擦熱にて軟化させ撹拌しながら、プローブを挿入状態で接合部に沿って相対的に移動させることにより、接合部を摩擦撹拌接合するものとなされた摩擦撹拌接合装置において、接合方向における前記プローブの前方側に、周縁部のみが接合部材の接合部に押し付けられる回転体を有するとともに、周縁部との接触部を摩擦熱にて軟化させ撹拌しながら、周縁部を押付け状態で接合部に沿って前記プローブとともに相対的に移動させることにより、接合部を仮付接合する仮付接合用接合工具が、配置されていることから、接合部材の接合部は、仮付接合用接合工具により仮付接合されるとともに、その直後に摩擦撹拌接合されるものとなり、そのため摩擦撹拌接合と仮付接合とを同一の接合作業ラインで連続して行うことができるようになって、接合作業能率が飛躍的に向上するという効果を奏する。
【図面の簡単な説明】
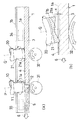
【図1】この発明の第1実施形態を示す斜視図である。
【図2】図1中のII−II線断面図であって、(a)は全体の断面図、(b)は仮付接合用接合工具を中心に示した要部断面図ある。
【図3】この発明の第2実施形態を示す斜視図である。
【図4】従来の摩擦撹拌接合を説明するための斜視図である。
【符号の説明】
1、2…接合部材
3…突合せ部(接合部)
4、5…接合ビード部
10…接合工具
11…回転子
12…プローブ
20…仮付接合用接合工具
21…回転体
21a…周縁部
Claims (5)
- 接合部材の接合部に回転するプローブを挿入し、プローブとの接触部を摩擦熱にて軟化させ撹拌しながら、プローブを挿入状態で接合部に沿って相対的に移動させることにより、接合部を接合する摩擦撹拌接合法において、
前記接合部材が、前記摩擦撹拌接合による接合前に接合部において仮付接合され、
前記仮付接合は、軸線方向の端面に周縁部から中央部に向かって窪んだ凹部が形成されるとともに、軸線を中心に回転する円柱状回転体の前記端面の中央部を接合部材の接合部に当接させないで前記端面の周縁部を接合部に押し付け、周縁部との接触部を摩擦熱にて軟化させ撹拌しながら、前記回転体を接合方向の反対側に傾けた状態で、周縁部を押付け状態で接合部に沿って相対的に移動させることにより、接合部を接合する第2摩擦撹拌接合によって、行われることを特徴とする摩擦撹拌接合法。 - 接合部材の接合部に回転する回転体の端面の周縁部を、該周縁部の接合部への挿入深さが0.1〜0.6mmの範囲になるように押し付ける請求項1記載の摩擦撹拌接合法。
- 前記回転体は、接合部材の接合部において、接合方向における前記プローブの前方側に配置されるとともに、プローブとともに相対的に移動するものとなされている請求項1又は2記載の摩擦撹拌接合法。
- 前記接合部材の接合部は、幅方向に屈曲した2個の接合部材の幅方向の端面同士を突き合わせた突合せ部である請求項1〜3のいずれか1項記載の摩擦撹拌接合法。
- 接合部材の接合部に回転するプローブを挿入し、プローブとの接触部を摩擦熱にて軟化させ撹拌しながら、プローブを挿入状態で接合部に沿って相対的に移動させることにより、接合部を摩擦撹拌接合するものとなされた摩擦撹拌接合装置において、
接合方向における前記プローブの前方側に、軸線を中心に回転し且つ軸線方向の端面の中央部が接合部材の接合部に当接されないで前記端面の周縁部が接合部材の接合部に押し付けられる円柱状回転体を有するとともに、周縁部との接触部を摩擦熱にて軟化させ撹拌しながら、周縁部を押付け状態で接合部に沿って前記プローブとともに相対的に移動させることにより、接合部を仮付接合する仮付接合用接合工具が、配置されており、
前記仮付接合用接合工具の回転体の端面には、周縁部から中央部に向かって窪んだ凹部が形成されており、
前記仮付接合用接合工具の回転体が接合方向の反対側に傾けられた状態に配置されていることを特徴とする摩擦撹拌接合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26326598A JP4008593B2 (ja) | 1998-09-17 | 1998-09-17 | 摩擦撹拌接合法及び摩擦撹拌接合装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26326598A JP4008593B2 (ja) | 1998-09-17 | 1998-09-17 | 摩擦撹拌接合法及び摩擦撹拌接合装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000094156A JP2000094156A (ja) | 2000-04-04 |
| JP2000094156A5 JP2000094156A5 (ja) | 2005-10-27 |
| JP4008593B2 true JP4008593B2 (ja) | 2007-11-14 |
Family
ID=17387067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP26326598A Expired - Fee Related JP4008593B2 (ja) | 1998-09-17 | 1998-09-17 | 摩擦撹拌接合法及び摩擦撹拌接合装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4008593B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3818084B2 (ja) | 2000-12-22 | 2006-09-06 | 日立電線株式会社 | 冷却板とその製造方法及びスパッタリングターゲットとその製造方法 |
| AU2002367957A1 (en) * | 2001-10-04 | 2003-12-31 | Smith International, Inc. | Method and apparatus for friction stir welding |
| KR100780019B1 (ko) * | 2005-02-01 | 2007-11-27 | 가부시끼가이샤 히다치 세이사꾸쇼 | 마찰교반접합방법 |
| WO2006116288A2 (en) | 2005-04-22 | 2006-11-02 | Regents Of The University Of Michigan | Rotatable multi-pin apparatus, and process for friction driven stitch welding and structural modification of materials |
| JP4844328B2 (ja) * | 2006-10-02 | 2011-12-28 | 日本軽金属株式会社 | 接合方法 |
| JP5613898B2 (ja) * | 2010-03-24 | 2014-10-29 | 公立大学法人大阪府立大学 | 摩擦加工装置及び摩擦加工方法 |
| JP6059649B2 (ja) * | 2013-12-11 | 2017-01-11 | Primetals Technologies Japan株式会社 | 両面摩擦撹拌接合方法及び両面摩擦撹拌接合装置 |
| CN109570737A (zh) * | 2019-01-16 | 2019-04-05 | 苏州市哈工万洲自动化有限公司 | 一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法 |
| CN115091023B (zh) * | 2022-07-14 | 2023-07-04 | 哈尔滨工业大学 | 一种连续焊接的两步式无匙孔搅拌摩擦点焊装置及方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3333411B2 (ja) * | 1996-12-18 | 2002-10-15 | 株式会社日立製作所 | 摩擦攪拌溶接方法および摩擦攪拌溶接装置 |
| JPH10193139A (ja) * | 1997-01-17 | 1998-07-28 | Showa Alum Corp | 摩擦撹拌接合法 |
| JP3296417B2 (ja) * | 1997-12-24 | 2002-07-02 | 日本軽金属株式会社 | 摩擦攪拌接合方法 |
-
1998
- 1998-09-17 JP JP26326598A patent/JP4008593B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000094156A (ja) | 2000-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3598204B2 (ja) | 摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| JP3488594B2 (ja) | 摩擦スター溶接する方法 | |
| JP4467723B2 (ja) | 摩擦撹拌接合法 | |
| EP1808258B1 (en) | Friction stir welding method, and method for manufacturing car body | |
| JPH11320127A (ja) | 摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| JP4210148B2 (ja) | テーパー摩擦撹拌溶接工具 | |
| JP5194906B2 (ja) | 接合方法 | |
| JP4008593B2 (ja) | 摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| WO2020158081A1 (ja) | 接合方法 | |
| JP4014289B2 (ja) | 摩擦撹拌接合法 | |
| JP3290608B2 (ja) | 摩擦攪拌接合方法 | |
| JP4008535B2 (ja) | 摩擦撹拌接合装置及び摩擦撹拌接合方法 | |
| JP2000042762A (ja) | 摩擦撹拌接合法 | |
| JP3825140B2 (ja) | 摩擦撹拌接合法 | |
| JPH11104860A (ja) | 摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| JP3398135B2 (ja) | スポット接合装置、付加材料、付加材料供給装置およびスポット接合方法 | |
| JP3993917B2 (ja) | 摩擦撹拌接合装置及び摩擦撹拌接合法 | |
| JP3285015B2 (ja) | 摩擦攪拌接合方法 | |
| JP3974708B2 (ja) | 突合せ継手構造 | |
| JP4033522B2 (ja) | 摩擦撹拌接合装置及び摩擦撹拌接合法 | |
| JP2001162383A (ja) | 摩擦撹拌接合法 | |
| JP3971482B2 (ja) | 摩擦撹拌接合法 | |
| JP2000042760A (ja) | 摩擦撹拌接合法 | |
| JP5050675B2 (ja) | 接合方法 | |
| JP4749570B2 (ja) | 摩擦撹拌接合法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050822 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050822 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070522 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070807 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070830 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100907 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100907 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100907 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130907 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |