JP3993917B2 - 摩擦撹拌接合装置及び摩擦撹拌接合法 - Google Patents
摩擦撹拌接合装置及び摩擦撹拌接合法 Download PDFInfo
- Publication number
- JP3993917B2 JP3993917B2 JP22141497A JP22141497A JP3993917B2 JP 3993917 B2 JP3993917 B2 JP 3993917B2 JP 22141497 A JP22141497 A JP 22141497A JP 22141497 A JP22141497 A JP 22141497A JP 3993917 B2 JP3993917 B2 JP 3993917B2
- Authority
- JP
- Japan
- Prior art keywords
- joining
- tool unit
- probe
- friction stir
- stir welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003756 stirring Methods 0.000 title claims description 34
- 238000003466 welding Methods 0.000 title claims description 32
- 238000000034 method Methods 0.000 title claims description 18
- 238000005304 joining Methods 0.000 claims description 134
- 239000000523 sample Substances 0.000 claims description 91
- 230000002093 peripheral effect Effects 0.000 claims description 14
- 239000000463 material Substances 0.000 description 6
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 238000003825 pressing Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000007790 solid phase Substances 0.000 description 2
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/126—Workpiece support, i.e. backing or clamping
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
【発明の属する技術分野】
この発明は、アルミニウム材等の金属材からなる接合部材の突合せ接合又は重ね接合に用いられる摩擦撹拌接合装置に関し、更に詳しくは、複数個の板状等の接合部材の突合せ接合又は重ね接合を行って、床材、壁材、天井材、足場材等の大型の接合品を製作するために好適に用いられる摩擦撹拌接合装置に関する。
【0002】
なお、この明細書において、「アルミニウム」の語はその合金を含む意味において用いる。
【0003】
【従来の技術】
固相接合法の一つである摩擦撹拌接合法として、次のような方法が提案されている。即ち、図4に示すように、径大の円柱状回転子(131)と、該回転子(131)の端部軸線(Q)上に突出して設けられ接合部材(101)(102)よりも硬質の径小のピン状プローブ(132)とを有する接合工具(130)を用い、前記回転子(131)を高速で回転させつつ、突合せ状態に配置した2枚の金属製板状接合部材(101)(102)の突合せ部(103)又はその近傍に前記プローブ(132)を挿入する。挿入は、プローブ(132)の先端が両接合部材(101)(102)のプローブ挿入側の面と反対側の面の近傍、即ち突合せ部(103)の裏面の近傍に到達するまで行う。通常、このときに回転子(131)のプローブ側平坦面からなる肩部(131a)を、両接合部材(101)(102)の突合せ部(103)のプローブ(132)挿入側の面、即ち突合せ部(103)の上面に圧接させておく。そして、プローブ挿入状態のまま突合せ部(103)に沿ってプローブ(132)を相対的に移動させる。プローブ(132)の回転により発生する摩擦熱、あるいは更に回転子(131)の肩部(131a)と接合部材(101)(102)との摺動に伴い発生する摩擦熱により、プローブ(132)との接触部分近傍において接合部材(101)(102)は軟化しかつ撹拌されるとともに、プローブ(132)の移動に伴って、軟化撹拌部分がプローブ(132)の進行圧力を受けてプローブの通過溝を埋めるようにプローブ(132)の進行方向後方へと回り込む態様で塑性流動したのち摩擦熱を急速に失って冷却固化される。この現象がプローブ(132)の移動に伴って順次繰り返されていき、最終的に両接合部材(101)(102)が突合せ部(103)において接合一体化されるものである。同図において、(104)は、前記プローブ(132)により接合された両接合部材(101)(102)の接合部である。また、このような摩擦撹拌接合法は、同図に示すような突合せ接合の他、重ね接合等にも用いられている。
【0004】
このような摩擦撹拌接合によれば、固相接合であるため、接合部材(101)(102)である金属材の種類に制限を受けないとか、MIGやTIG等といった溶融溶接と比較して接合時の熱歪みによる変形が少ない、等の利点がある。
【0005】
ところで、上記のような摩擦撹拌接合は、両接合部材(101)(102)の突合せ部(103)又は重合せ部にプローブ(132)を挿入した後に、プローブ(132)又は接合部材(101)(102)のうちいずれか一方を移動させる必要があり、それゆれ、従来の摩擦撹拌接合装置には、プローブ(132)を移動させるプローブ移動方式を採用するものと、接合部材(101)(102)を移動させる接合部材移動方式を採用するものとの二つが存在する。
【0006】
【発明が解決しようとする課題】
而して、プローブ移動方式を採用する装置では、接合部材(101)(102)のセッティングや拘束が容易である反面、次のような難点があった。すなわち、接合状態の均質な接合品を製作するには、プローブ(132)の先端と突合せ部(103)又は重合せ部の裏面との距離を一定に保ちながらプローブ(132)を移動させなければならないが、突合せ部(103)又は重合せ部の長さ方向の全域に亘ってかかる距離を一定に保つことは難しく、例えばプローブ(132)移動させる途中で、プローブ(132)の先端が接合部材(101)(102)の突合せ部(103)又は重合せ部の裏面から突き出たり、プローブ(132)の挿入深さが浅くなったりする場合があった。そのため、プローブ移動方式を採用した装置では、接合状態の均質な接合品を製作することが困難であった。
【0007】
一方、接合部材移動方式を採用する装置では、接合状態の均質な接合品の製作が容易となる反面、両接合部材(101)(102)の移動スペースを確保しなければならないために、接合に際して少なくとも接合部材(101)(102)の長さの2倍のスペースが必要となるという難点があった。
【0008】
この発明は、上記のような技術背景に鑑みてなされたもので、僅かなスペースで接合状態の均質な接合品を製作することのできる摩擦撹拌接合装置を提供することを目的とする。
【0009】
【課題を解決するための手段】
上記目的を達成するため、この発明は、突合せ状態又は重合せ状態に配置した2個の接合部材を、突合せ部又は重合せ部において摩擦撹拌接合する摩擦撹拌接合装置であって、接合線方向に移動可能な工具ユニットと、前記工具ユニットの非通過時には進出状態となされて、前記接合部材を支持する一方、工具ユニットの通過時には退出して該工具ユニットの通過を許容する進退自在な複数個の支持装置とを備え、前記工具ユニットは、突合せ部又は重合せ部に挿入する回転プローブを有する接合工具と、前記接合工具のプローブに対向して配置されるとともに、前記接合部材の突合せ部又は重合せ部の裏面に当接する当接面を有する受け具とを有し、かつ突合せ部又は重合せ部の裏面に前記受け具の当接面を当接させるとともに、突合せ部又は重合せ部に前記回転するプローブを挿入した態様で、移動するものとなされ、前記工具ユニットの移動に伴い、プローブとの接触部を摩擦熱にて順次軟化させ撹拌して両接合部材を突合せ部又は重合せ部において接合一体化するものとなされていることを特徴とするものである。
【0010】
これによれば、前記工具ユニットは、突合せ部又は重合せ部の裏面に前記受け具の当接面を当接させるとともに、突合せ部又は重合せ部に前記回転するプローブを挿入した態様で、移動するものとなされていることから、プローブは、その先端と受け具つまり突合せ部又は重合せ部の裏面との距離が常に一定値を採るように移動するものとなる。その結果、接合部は長さ方向全域に亘って均質に形成され、接合状態の均質な接合品が製作される。
【0011】
また、前記支持装置は、工具ユニットの非通過時には進出状態となされて、接合部材を支持する一方、工具ユニットの通過時には退出して該工具ユニットの通過を許容するものであることから、工具ユニットは前記支持装置に干渉されずに移動しうるものとなる。
【0012】
また、工具ユニットを移動させて両接合部材を接合するものであるから、両接合部材の移動スペースを確保する必要がなく、僅かなスペースで接合することができる。
【0013】
【発明の実施の形態】
以下、この発明を図示実施形態に基づいて説明する。
【0014】
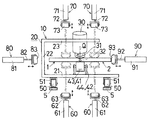
図1〜図3はこの発明の一実施形態を示すものである。これらの図において、(1)(2)は、幅方向の一端面を突き合わせた状態に配置された2個の長尺板状のアルミニウム製接合部材である。なお、両接合部材(1)(2)の長さは、例えば約25mである。このように突合せ状態に配置された2個の接合部材(1)(2)は、この実施形態の摩擦撹拌接合装置により、突合せ部(3)において接合一体化されるものである。以下に、この実施形態の摩擦撹拌接合装置について説明する。
【0015】
上記のように突合せ状に配置された両接合部材(1)(2)の下方には、両接合部材(1)(2)を支持する進退自在な複数個の支持装置(60)…が配置されている。前記支持装置(60)は、油圧式又は空圧式のシリンダで構成されており、シリンダ本体(61)と、該シリンダ本体(61)に設けられ先端に支持ローラ(63)を有するロッド(62)とを備え、両接合部材(1)(2)の長さ方向に等間隔をおいて配置されている。そして、前記支持ローラ(63)の周面を両接合部材(1)(2)の下面に当接させる態様で両接合部材(1)(2)を水平状に支持するものとなされている。さらに、前記ロッド(62)は、後記する工具ユニット(10)の非通過時には進出状態となされて、両接合部材(1)(2)を水平状に支持する一方、工具ユニット(10)の通過時には退出して工具ユニット(10)の通過を許容するものとなされている。
【0016】
前記両接合部材(1)(2)の上方には、前記支持装置(60)により支持された両接合部材(1)(2)を前記支持ローラ(63)に押し付ける進退自在な複数個の押え装置(70)…が配置され、前記支持装置(60)による両接合部材(1)(2)の支持を確実にするものとなされている。前記押え装置(70)は、前記支持装置(60)と同様に、油圧式又は空圧式のシリンダで構成されており、シリンダ本体(71)と、該シリンダ本体(71)に設けられ先端に押えローラ(73)を有するロッド(72)とを備え、両接合部材(1)(2)の長さ方向に等間隔をおいて配置されている。そして、前記押えローラ(73)の周面を両接合部材(1)(2)の上面に当接させる態様で両接合部材(1)(2)を押し付けるものとなされている。さらに、前記ロッド(72)は、後記する工具ユニット(10)の非通過時には進出状態となされて、両接合部材(1)(2)を押し付ける一方、工具ユニット(10)の通過時には退出して工具ユニット(10)の通過を許容するものとなされている。
【0017】
また、前記両接合部材(1)(2)の幅方向両側には、両接合部材(1)(2)を突合せ方向に加圧する進退自在な複数個の一対の加圧装置(80)…(90)…が配置されている。前記加圧装置(80)(90)は、油圧式又は空圧式のシリンダで構成されており、シリンダ本体(81)(91)と、該シリンダ本体(81)(91)に設けられ先端に加圧ローラ(83)(93)を有するロッド(82)(92)とを備え、両接合部材(1)(2)の長さ方向に等間隔をおいて配置されている。そして、加圧ローラ(83)(93)の周面を両接合部材(1)(2)の幅方向両端面に当接させる態様で両接合部材(1)(2)を突合せ方向に加圧するものとなされている。さらに、これら一対の加圧装置(80)(90)のうち、後記する工具ユニット(10)の本体(20)連結部(22)が通過する側に配置された加圧装置(80)のロッド(82)は、後記する工具ユニット(10)の非通過時には進出状態となされて、両接合部材(1)(2)を加圧する一方、工具ユニット(10)の通過時には退出して工具ユニット(10)の通過を許容するものとなされている。
【0018】
(10)は接合線方向、即ち両接合部材(1)(2)の長さ方向に移動する工具ユニットである。前記工具ユニット(10)は、両接合部材(1)(2)の突合せ部(3)に挿入される回転するプローブ(32)を有する接合工具(30)と、前記接合工具(30)のプローブ(32)に対向して配置されるとともに、突合せ部(3)の裏面が当接される当接面を有する受け具(40)とを有するものであって、側面視コ字状の工具ユニット本体(20)に前記接合工具(30)、受け具(40)等が取り付けられて構成されている。この工具ユニット(10)の構成について以下に説明する。
【0019】
前記工具ユニット本体(20)は、両接合部材(1)(2)の下方に水平状に配置された方形平板状の受け具取付け部(21)と、両接合部材(1)(2)の上方に前記受け具取付け部(21)と対向するように配置された方形平板状の接合工具取付け部(23)と、前記受け具取付け部(21)と接合工具取付け部(23)の一側縁同士を連結する方形平板状の連結部(22)とで形成されている。
【0020】
前記接合工具取付け部(23)の略中央には、径大の円柱状回転子(31)と、該回転子(31)の端部軸線(Q)上に一体に設けられるとともに、両接合部材(1)(2)の突合せ部(3)に挿入される径小のピン状プローブ(32)とを有する接合工具(30)が、そのプローブ(32)を下方に向ける態様に、かつ回転子(31)の軸線(Q)を移動方向後方側に僅かに傾斜させた態様に、図示しない昇降装置を介して取り付けられている。前記接合工具(30)は、前記回転子(32)を回転させることによりプローブ(32)も回転させうるものとなされたものである。また、前記プローブ(32)及び回転子(32)は、両接合部材(1)(2)よりも硬質でかつ接合時に発生する摩擦熱に耐えうる耐熱材料によって形成されている。また、前記プローブ(32)の周面には、突合せ部(3)の撹拌用凹凸(図示せず)が形成されている。そして、前記接合工具(30)は、前記昇降装置により、プローブ(32)を両接合部材(1)(2)の突合せ部(3)に挿入したり、引き抜いたりすることができるものとなされている。なお、図1に示す(31a)は、回転子(31)のプローブ側平坦面からなる肩部である。
【0021】
前記受け具取付け部(21)の上面には、前記接合工具(30)のプローブ(32)に対向して配置されるとともに、両接合部材(1)(2)の突合せ部(3)の裏面が当接される当接面を有する受け具(40)が取り付けられる。この実施形態では、前記受け具(40)は、周面を当接面とした回転自在な円柱状の受けローラ(41)からなる。そして、該受けローラ(41)の周面を突合せ部(3)裏面に当接させる態様に、ローラ支持体(42)を介して取り付けられている。
【0022】
さらに、前記受け具取付け部(21)の上面には、回転自在な4個の円柱状の補助ローラ(43)…が、工具ユニット(10)の移動方向における受けローラ(41)の前後にそれぞれ2個ずつ移動方向に並んで、その周面を突合せ部(3)裏面に当接させる態様に、ローラ支持体(44)…を介して取り付けられている。前記各補助ローラ(43)及び各ローラ支持枠(44)は、前記受けローラ(41)及びローラ支持枠(42)と同形・同寸に形成されている。
【0023】
一方、前記受け具取付け部(21)の下面には、図示しない駆動装置により回転駆動される4個の車輪(50)が車輪支持体(51)を介して設けられている。そして、これら車輪(50)が、両接合部材(1)(2)の下方に両接合部材(1)(2)の長さ方向と並行するように配置された2本のレール(5)(5)に乗って走行することにより、工具ユニット(10)が移動し、従って両接合部材(1)(2)の突合せ部(3)に挿入したプローブ(32)を突合せ部(3)に沿って移動させうるものとなされている。
【0024】
以上のように、工具ユニット本体(20)に接合工具(30)、受けローラ(41)等が取り付けられて工具ユニット(10)が構成されている。
【0025】
接合を行う場合には、接合工具(30)のプローブ(32)を回転させながら両接合部材(1)(2)の突合せ部(3)に挿入し、プローブ挿入状態で、車輪(50)を回転駆動させる。これにより、工具ユニット(10)は、突合せ部(3)の裏面に受けローラ(41)の周面を当接させるとともに、突合せ部(3)にプローブ(32)を挿入した態様で移動するものとなる。ここで、接合時にあっては、前記接合工具(30)のプローブ(32)を、その先端から受けローラ(41)の周面までの距離が0.05〜0.4mmの範囲になるように配置するのが望ましい。かかる距離が0.05mm未満では、プローブ(32)の先端と受けローラ(41)の周面とが不本意に接触して受けローラ(41)やプローブ(32)を疵付けてしまう虞があり、一方0.4mmを超えると、両接合部材(1)(2)の突合せ部(3)裏面との距離が長くなり過ぎて、突合せ部(3)裏面近傍が軟化撹拌されなくなり、この部分において接合不良となる虞があるからである。
【0026】
次に、上記摩擦撹拌接合装置を用いて摩擦撹拌接合を行う場合について説明する。
【0027】
まず、支持装置(60)、押え装置(70)及び加圧装置(80)(90)のロッド(62)(72)(82)(92)…を進出させて両接合部材(1)(2)を突合せ状態にかつ水平状態に固定配置させる。次いで、プローブ(32)を受けローラ(41)の上方離間位置に移動させた状態で、車輪(50)を駆動させて工具ユニット(10)を移動させる。
【0028】
工具ユニット(10)のプローブ(32)が、両接合部材(1)(2)の突合せ部(3)の接合開始予定位置に到達したとき、車輪(50)の駆動を一旦停止する。このとき、支持装置(60)、押え装置(70)及び加圧装置(80)のロッド(62)(72)(82)のうち両接合部材(1)(2)の長さ方向の一端部に配置されたものは、退出状態になる。さらに、受けローラ(41)は、その周面が両接合部材(1)(2)の突合せ部(3)裏面に当接した態様になり、同様に、補助ローラ(42)は、その周面が両接合部材(1)(2)の突合せ部(3)裏面に当接した態様になる。
【0029】
次いで、プローブ(32)を回転させながら下降させる。プローブ(32)の先端が両接合部材(1)(2)の突合せ部に接触すると、該接触部は摩擦熱によって軟化するため、さらにプローブ(32)を下降させて突合せ部(3)に挿入し、プローブ(32)先端と受けローラ(42)の周面の距離が0.05〜0.4mmとなる状態でプローブ(32)を停止固定する。
【0030】
なお、プローブ(32)を予め下降させておき、車輪(50)を駆動させて工具ユニット(10)を移動させることにより、プローブ(32)を両接合部材(1)(2)の長さ方向の端面から突合せ部(3)に強制的にもぐり込ませて挿入しても良い。
【0031】
次に、車輪(52)を再駆動させて、工具ユニット(10)を移動させる。この工具ユニット(10)の移動により、受けローラ(41)はその周面が両接合部材(1)(2)の突合せ部(3)裏面に当接しながら回転走行し、またプローブ(32)は突合せ部(3)に挿入した状態で突合せ部(3)に沿って移動する。また、工具ユニット(10)の移動に伴い、支持装置(60)、押え装置(70)及び加圧装置(80)のロッド(62)(72)(82)が順次退出して、工具ユニット(10)の移動を許容する。さらに、接合工具(30)は移動方向後方に僅かに傾斜しているから、回転子(31)の肩部(31a)の移動方向側の部分が両接合部材(1)(2)の上面から僅かに浮上した状態となるとともに、回転子(31)の肩部(31a)の移動方向と反対側の部分が、両接合部材(1)(2)の上面に接触した状態で移動する。
【0032】
以上のように工具ユニット(10)が移動することによって、プローブ(32)との接触部が摩擦熱にて順次軟化撹拌されて両接合部材(1)(2)は突合せ部(3)において接合一体化される。すなわち、プローブ(32)の回転により発生する摩擦熱、あるいは更に回転子(31)の肩部(31a)と両接合部材(1)(2)の上面との摺動に伴い発生する摩擦熱により、プローブ(32)との接触部分近傍において両接合部材(1)(2)は軟化し、かつ撹拌されるとともに、プローブ(32)の移動に伴って、軟化撹拌部分がプローブ(32)の進行圧力を受けてプローブ(32)の通過溝を埋めるようにプローブ(32)の進行方向後方へと回り込む態様で塑性流動したのち、摩擦熱を急速に失って冷却固化される。この現象がプローブ(32)の移動に伴って順次繰り返されていき、最終的に両接合部材(1)(2)が突合せ部(3)において接合一体化される。
【0033】
また、回転子(31)の肩部(31a)の移動方向反対側の部分が両接合部材(1)(2)の上面に接触する状態のもとで、プローブ(32)が移動するので、軟化部分の素材の飛散が防止されかつ加圧されて均一な接合状態が確実に実現されるとともに、両接合部材(1)(2)上面の凹凸形成が防止されて、接合部(4)上面が平滑になる。さらに、回転子(31)の肩部(31a)の移動方向側の部分が両接合部材(1)(2)の上面から浮上した状態のもとで、プローブ(32)が移動するので、肩部(31a)の移動方向側の部分のコーナー部が両接合部材(1)(2)の上面に存在することのある微細な凹凸に引っ掛かってしまうことを防止し得る。
【0034】
また、両接合部材(1)(2)は、加圧装置(80)(90)により突合せ方向に加圧されているから、プローブ(32)の周縁近傍に形成される軟化部が容易に密着変形して突合せ部(3)に形成される隙間(図示せず)が消滅し、該隙間に存在する空気は接合部(4)外部へ逃げ、接合部(4)への空気の巻込みが防止される。
【0035】
さらに、プローブ(32)の先端から受けローラ(41)の周面までの距離は受けローラ(41)が回転しても一定であることから、プローブ(32)は、その先端と突合せ部(3)の裏面との距離が常に一定値を採るように移動するものとなる。その結果、接合部(4)は長さ方向全域に亘って均質に形成される。
【0036】
こうして両接合部材(1)(2)は、接合一体化されて、接合状態が均質で、かつ接合部(4)に空気の巻込みの少ない従って接合欠陥が少ないといった高品位の接合品となる。
【0037】
さらに、支持装置(60)、押え装置(70)及び突合せ装置(80)のロッド(62)(72)(82)は、工具ユニット(10)の通過時に退出することから、工具ユニット(10)は、これらの装置(60)(70)(80)に干渉されずに移動しうるものとなる。
【0038】
また、基本的にはプローブ(32)を移動させるプローブ移動方式を採用したものであるから、両接合部材(1)(2)の移動スペースを確保する必要がなく、僅かなスペースで接合することができる。
【0039】
以上、この発明の一実施形態を説明したが、この発明は、上記実施形態に限定されるものではなく、各種変形が可能である。例えば、上記実施形態は、受け具(40)として、周面を当接面とする受けローラ(41)を採用しているが、これに代えて平坦面を当接面とする受け台(図示せず)を採用しても良い。
【0040】
また、上記実施形態は、接合部材(1)(2)の突合せ接合を行う場合を示しているが、この発明は、接合部材の重ね接合を行う場合に適用しても良いことはもちろんである。
【0041】
【発明の効果】
上述の次第で、この発明に係る摩擦撹拌接合装置によれば、工具ユニットは、突合せ部又は重合せ部の裏面に受け具の当接面を当接させるとともに、突合せ部又は重合せ部に回転するプローブを挿入した態様で、移動するものとなされているので、プローブを、その先端と突合せ部又は重合せ部の裏面との距離が常に一定値を採るように移動させることができる。したがって、接合状態の均質な接合品を製作することができる。
【0042】
さらに、支持装置は工具ユニットの通過時に退出するので、工具ユニットは支持装置に干渉されずに移動することができる。
【0043】
もとより、接合部材を移動させる接合部材移動方式を採用したものではなく、プローブを移動させるプローブ移動方式を採用したものであるから、接合部材の移動スペースを確保する必要がなく、僅かなスペースで両接合部材を接合することができる。
【図面の簡単な説明】
【図1】この発明に係る摩擦撹拌接合装置の一実施形態を示す正面図である。
【図2】図1の平面図である。
【図3】図1の側面図である。
【図4】摩擦撹拌接合方法を説明するための斜視図である。
【符号の説明】
1、2…接合部材
3…突合せ部
4…接合部
5…レール
10…工具ユニット
20…工具ユニット本体
30…接合工具
32…プローブ
40…受け具
41…受けローラ
50…車輪
60…支持装置
70…押え装置
80、90…加圧装置
Claims (8)
- 突合せ状態又は重合せ状態に配置した2個の接合部材(1)(2)を、突合せ部(3)又は重合せ部において摩擦撹拌接合する摩擦撹拌接合装置であって、
接合線方向に移動可能な工具ユニット(10)と、
前記工具ユニット(10)の非通過時には進出状態となされて、前記接合部材(1)(2)を支持する一方、工具ユニット(10)の通過時には退出して該工具ユニットの通過を許容する進退自在な複数個の支持装置(60)とを備え、
前記工具ユニット(10)は、突合せ部(3)又は重合せ部に挿入する回転プローブ(32)を有する接合工具(30)と、前記接合工具(30)のプローブ(32)に対向して配置されるとともに、前記接合部材(1)(2)の突合せ部(3)又は重合せ部の裏面に当接する当接面を有する受け具(40)とを有し、かつ突合せ部(3)又は重合せ部の裏面に前記受け具(40)の当接面を当接させるとともに、突合せ部(3)又は重合せ部に前記回転するプローブ(32)を挿入した態様で、移動するものとなされ、
前記工具ユニット(10)の移動に伴い、プローブ(32)との接触部を摩擦熱にて順次軟化させ撹拌して両接合部材(1)(2)を突合せ部(3)又は重合せ部において接合一体化するものとなされていることを特徴とする摩擦撹拌接合装置。 - 前記工具ユニット(10)の受け具(40)は、周面を当接面とした回転自在な受けローラ(41)からなる請求項1記載の摩擦撹拌接合装置。
- 前記工具ユニット(10)は、回転駆動される車輪(50)を有するとともに、該車輪(50)が接合部材(1)(2)の長さ方向と並行に配置されたレール(5)に乗って走行することにより、移動するものとなされている請求項1又は2記載の摩擦撹拌接合装置。
- 前記支持装置(60)は、接合部材(1)(2)の下方に配置されており、且つ、シリンダ本体(61)と、該シリンダ本体(61)に設けられ先端に支持ローラ(63)を有するロッド(62)とを備えた油圧式又は空圧式のシリンダで構成されている請求項1〜3のいずれか1項記載の摩擦撹拌接合装置。
- 突合せ状態又は重合せ状態に配置した2個の接合部材(1)(2)を、突合せ部(3)又は重合せ部において接合一体化する摩擦撹拌接合法であって、
接合線方向に移動可能な工具ユニット(10)と、
前記工具ユニット(10)の非通過時には進出状態となされて、前記接合部材(1)(2)を支持する一方、工具ユニット(10)の通過時には退出して該工具ユニットの通過を許容する進退自在な複数個の支持装置(60)とを準備し、
前記工具ユニット(10)は、突合せ部(3)又は重合せ部に挿入する回転プローブ(32)を有する接合工具(30)と、前記接合工具(30)のプローブ(32)に対向して配置されるとともに、前記接合部材(1)(2)の突合せ部(3)又は重合せ部の裏面に当接する当接面を有する受け具(40)とを有しており、
前記支持装置(60)により支持された前記接合部材(1)(2)の突合せ部(3)又は重合せ部の裏面に前記工具ユニット(10)の受け具(40)の当接面を当接させるとともに、突合せ部(3)又は重合せ部に回転するプローブ(32)を挿入した態様で、前記プローブ(32)が突合せ部(3)又は重合せ部に沿って移動するように前記工具ユニット(10)を移動させることにより、両接合部材(1)(2)を突合せ部(3)又は重合せ部において接合一体化することを特徴とする摩擦撹拌接合法。 - 前記工具ユニット(10)の受け具(40)は、周面を当接面とした回転自在な受けローラ(41)からなる請求項5記載の摩擦撹拌接合法。
- 前記工具ユニット(10)は、回転駆動される車輪(50)を有するとともに、該車輪(50)が接合部材(1)(2)の長さ方向と並行に配置されたレール(5)に乗って走行することにより、移動するものとなされている請求項5又は6記載の摩擦撹拌接合法。
- 前記支持装置(60)は、接合部材(1)(2)の下方に配置されており、且つ、シリンダ本体(61)と、該シリンダ本体(61)に設けられ先端に支持ローラ(63)を有するロッド(62)とを備えた油圧式又は空圧式のシリンダで構成されている請求項5〜7のいずれか1項記載の摩擦撹拌接合法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP22141497A JP3993917B2 (ja) | 1997-08-18 | 1997-08-18 | 摩擦撹拌接合装置及び摩擦撹拌接合法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP22141497A JP3993917B2 (ja) | 1997-08-18 | 1997-08-18 | 摩擦撹拌接合装置及び摩擦撹拌接合法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1158038A JPH1158038A (ja) | 1999-03-02 |
| JP3993917B2 true JP3993917B2 (ja) | 2007-10-17 |
Family
ID=16766374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP22141497A Expired - Fee Related JP3993917B2 (ja) | 1997-08-18 | 1997-08-18 | 摩擦撹拌接合装置及び摩擦撹拌接合法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3993917B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6352193B1 (en) | 2000-08-01 | 2002-03-05 | General Electric Company | Apparatus for joining electrically conductive materials |
| KR200259213Y1 (ko) | 2001-09-03 | 2002-01-05 | 김진웅 | 발광장치를 구비한 볼펜 |
| JP4665395B2 (ja) * | 2003-12-25 | 2011-04-06 | 住友金属工業株式会社 | 溶接用位置決め装置 |
| FR2944723B1 (fr) | 2009-04-27 | 2011-04-22 | Eurocopter France | Outillage pour le maintien de pieces metalliques de faible epaisseur composant une structure creuse, en vue de leur soudage l'une a l'autre par friction |
| TWI415702B (zh) * | 2010-12-13 | 2013-11-21 | Univ Nat Sun Yat Sen | 摩擦攪拌熔接工作台及其夾具 |
| JP2013035009A (ja) * | 2011-08-05 | 2013-02-21 | Japan Transport Engineering Co | 回転ツール、及びこれを用いた摩擦撹拌接合方法、摩擦撹拌点接合方法 |
| JP6068804B2 (ja) * | 2012-01-26 | 2017-01-25 | 株式会社総合車両製作所 | 摩擦攪拌接合方法及び鉄道車両台枠の製造方法 |
| CN110653482B (zh) * | 2019-09-29 | 2021-04-20 | 重庆科技学院 | 一种搅拌摩擦焊滚动支撑结构 |
-
1997
- 1997-08-18 JP JP22141497A patent/JP3993917B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1158038A (ja) | 1999-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3598204B2 (ja) | 摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| JP3488594B2 (ja) | 摩擦スター溶接する方法 | |
| KR100515312B1 (ko) | 차체의 제작방법 | |
| JPH11320127A (ja) | 摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| JP3993917B2 (ja) | 摩擦撹拌接合装置及び摩擦撹拌接合法 | |
| JP4014289B2 (ja) | 摩擦撹拌接合法 | |
| JP4008535B2 (ja) | 摩擦撹拌接合装置及び摩擦撹拌接合方法 | |
| JPH10193139A (ja) | 摩擦撹拌接合法 | |
| JP3761736B2 (ja) | 摩擦撹拌接合方法 | |
| JPH11104860A (ja) | 摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| JP4008593B2 (ja) | 摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| JP2001170782A (ja) | 摩擦接合装置及び摩擦接合方法 | |
| JP3732668B2 (ja) | 摩擦撹拌接合方法 | |
| JP3971482B2 (ja) | 摩擦撹拌接合法 | |
| JP3285015B2 (ja) | 摩擦攪拌接合方法 | |
| JPH1158037A (ja) | 摩擦撹拌接合装置 | |
| JP4215999B2 (ja) | 摩擦攪拌接合材の製造方法 | |
| JP4230062B2 (ja) | 接合部に凹凸が形成された部材の製造方法 | |
| AU2005200430B2 (en) | Friction stir welding method, and method for manufacturing car body | |
| JPH05269596A (ja) | 溶接ビード表面の平滑化方法及び溶接装置 | |
| JPH0745184B2 (ja) | プラスチツク部品の溶着方法およびその装置 | |
| JPS63123574A (ja) | シ−ム溶接機 | |
| EP1286804A1 (en) | Modified friction stir welding method and apparatus | |
| JPS63123575A (ja) | シ−ム溶接機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040817 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060822 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070710 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070730 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100803 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100803 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100803 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130803 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |