JP3985698B2 - 燃料電池の製造方法 - Google Patents
燃料電池の製造方法 Download PDFInfo
- Publication number
- JP3985698B2 JP3985698B2 JP2003058743A JP2003058743A JP3985698B2 JP 3985698 B2 JP3985698 B2 JP 3985698B2 JP 2003058743 A JP2003058743 A JP 2003058743A JP 2003058743 A JP2003058743 A JP 2003058743A JP 3985698 B2 JP3985698 B2 JP 3985698B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- flow path
- gas flow
- fuel cell
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0221—Organic resins; Organic polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0223—Composites
- H01M8/0228—Composites in the form of layered or coated products
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0258—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the configuration of channels, e.g. by the flow field of the reactant or coolant
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2404—Processes or apparatus for grouping fuel cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/241—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2457—Grouping of fuel cells, e.g. stacking of fuel cells with both reactants being gaseous or vaporised
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M2008/1095—Fuel cells with polymeric electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2250/00—Fuel cells for particular applications; Specific features of fuel cell system
- H01M2250/20—Fuel cells in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2250/00—Fuel cells for particular applications; Specific features of fuel cell system
- H01M2250/30—Fuel cells in portable systems, e.g. mobile phone, laptop
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2300/00—Electrolytes
- H01M2300/0017—Non-aqueous electrolytes
- H01M2300/0065—Solid electrolytes
- H01M2300/0068—Solid electrolytes inorganic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0247—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0258—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the configuration of channels, e.g. by the flow field of the reactant or coolant
- H01M8/0265—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the configuration of channels, e.g. by the flow field of the reactant or coolant the reactant or coolant channels having varying cross sections
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B90/00—Enabling technologies or technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02B90/10—Applications of fuel cells in buildings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T90/00—Enabling technologies or technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02T90/40—Application of hydrogen technology to transportation, e.g. using fuel cells
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Fuel Cell (AREA)
- Inert Electrodes (AREA)
Description
【発明の属する技術分野】
本発明は、外部から種類の異なる反応ガスをそれぞれの電極に供給し、供給された反応ガスに基づく反応により発電する燃料電池の製造方法、並びにこの製造方法により製造された燃料電池を備える電子機器及び自動車に関する。
【0002】
【従来の技術】
従来、電解質膜とこの電解質膜の一面に配置された反応層を有する電極(アノード)、及び電解質膜の他面に配置され、白金微粒子等からなる反応層を有する電極(カソード)等から構成される燃料電池が存在する。例えば、電解質膜が固体高分子電解質膜である固体高分子電解質型燃料電池では、アノード側では水素を水素イオンと電子にする反応が行われ、電子がカソード側に流れ、水素イオンはカソード側に電解質膜中を移動し、カソード側では酸素ガス、水素イオン及び電子から水を生成する反応が行われる。
【0003】
現在、携帯機器等に用いることができるマイクロ燃料電池の研究開発が行われている。マイクロ燃料電池は、半導体プロセス等において利用されている微細加工技術を基本とするMEMS(Micro Electro Mechanical System)を用いて製造されている。例えば、基板にガス流路を形成するには、基板表面にレジストパターンを形成し、該レジストパターンを残して他の部分をエッチングしてガス流路を形成し、次いで、レジスト樹脂を剥離する作業が行われる(非特許文献1,2参照)。
【0004】
【非特許文献1】
Sang‐Joon J Lee,Suk Won Cha,Amy Ching −Chien,O`Hayre and Fritz B.PrinzFactrical, Design Study of Miniature Fuel Cells with Micromachined Silicon Flow Structures,The 200th Meeting of The Electrochemical society,Abstract No.452(2001)
【非特許文献2】
Amy Ching −Chien,Suk Won Cha,Sang‐Joon J Lee,O`Hayre and Fritz B.PrinzPlaner ,Interconnection of Mutiple Polymer Electolyte Membrane Micro fabrication,The 200th Meeting of The Electrochemical society,Abstract No.453
(2001)
【0005】
【発明が解決しようとする課題】
しかしながら、MEMSのように半導体プロセスにおける技術を用いて基板にガス流路を形成する場合には、使用する装置が高価である上に、レジストパターンの形成、エッチング及びレジスト樹脂の剥離といった作業を行う必要があり、製造工程が煩雑になるという問題があった。
本発明は、このような従来技術の実情に鑑みてなされたものであり、低コストで、任意のパターンのガス流路を有する燃料電池を、簡易かつ効率よく製造することができる燃料電池の製造方法、並びにこの燃料電池を電力供給源として備える電子機器及び自動車を提供することを課題とする。
【0006】
【課題を解決するための手段】
本発明者らは、上記課題を解決すべく鋭意検討した結果、インクジェット式吐出装置(以下、「吐出装置」という)を使用してガス流路形成用材料を基板上に塗布してガス流路を形成すると、任意のパターンのガス流路を容易かつ効率よく形成できることを見出し、本発明を完成するに到った。
【0007】
本発明は、第1の反応ガスが供給される第1のガス流路が形成された第1の基板と、前記第1の基板に対向配置された、第2の反応ガスが供給される第2のガス流路が形成された第2の基板と、前記第1の基板と前記第2の基板との間に配置された電解質膜と、前記第1の基板と前記電解質膜との間に配置された第1の反応層および第1の集電層と、前記第2の基板と前記電解質膜との間に配置された第2の反応層および第2の集電層と、を備える燃料電池の製造方法であって、前記第1のガス流路を形成する工程は、インクジェット式吐出装置を用いて、前記第1の基板に第1のガス流路形成材料を所定のパターンに塗布する第1の工程と、前記インクジェット式吐出装置を用いて、前記第1のガス流路形成材料上に前記第1のガス流路形成材料よりも粘度の低い第2のガス流路形成材料を塗布する第2の工程と、を含むことを特徴とする。
【0008】
上記の燃料電池の製造方法において、前記第1の工程は、前記第1のガス流路のパターン毎、前記第1のガス流路形成用材料を、所定間隔をおいて塗布して複数の塗膜を形成し、さらに前記複数の塗膜の間隙に所定間隔をおいて塗布して塗膜を形成することを繰り返して頂面を含む層を複数形成し、前記層どうしにより挟まれた空間にて前記第1のガス流路を形成することが望ましい。
【0009】
上記の燃料電池の製造方法において、前記第1の工程は、前記第1のガス流路形成材料を、前記第1のガス流路の幅が前記第1の反応ガスが流れる方向に沿って上流側から下流側に連続的に広くなるパターンに塗布することが望ましい。
【0010】
本発明の製造方法によれば、簡便な操作により、任意のパターンを有するガス流路を基板上に容易に形成することができる。また、本発明の製造方法は吐出装置を用いてガス流路を形成するので、効率よく、所定の位置に必要量のガス流路形成用材料を正確に塗布することが可能となる。
本発明の製造方法において、吐出装置を用いて、ガス流路形成用材料を所定間隔をおいて塗布することを繰り返すことにより、均一な高さと厚みを有するガス流路を効率よく形成することができる。
本発明の製造方法において、前記第1のガス流路形成工程及び第2のガス流路形成工程の少なくとも一方は、基板上のガス流路形成部分全体に、吐出装置を用いて、第1のガス流路形成用材料を所定間隔をおいて塗布することを繰り返して塗膜を得た後、該塗膜の頂面に、仕上げ用として、前記第1のガス流路形成用材料よりも粘度の低い第2のガス流路形成用材料を塗布して形成する場合には、均一な厚みを有するガス流路を効率よく形成することができる。
また、本発明の製造方法において、ガス流路形成用材料として、加熱又は光照射により容易に硬化する、安価な熱硬化性樹脂又は光硬化性樹脂を使用することにより、所望のパターンを有するガス流路を有する燃料電池を、効率よく、かつ低コストで製造することができる。
【0012】
【発明の実施の形態】
以下、本発明の燃料電池の製造方法、並びに本発明の製造方法により製造された燃料電池を備える電子機器及び自動車について詳細に説明する。
本発明は、第1の基板に第1のガス流路を形成する第1のガス流路形成工程と、第1の集電層を形成する第1の集電層形成工程と、第1の反応ガスを触媒により反応させる第1の反応層を形成する第1の反応層形成工程と、電解質膜を形成する電解質膜形成工程と、第2の基板に第2のガス流路を形成する第2のガス流路形成工程と、第2の集電層を形成する第2の集電層形成工程と、及び第2の反応層を形成する第2の反応層形成工程とを含む燃料電池の製造方法である。
【0013】
本発明の燃料電池の製造方法は、図1に示す燃料電池の製造装置(燃料電池製造ライン)を使用して実施することができる。図1に示す燃料電池製造ラインにおいては、各工程においてそれぞれ用いられる吐出装置20a〜20k、吐出装置20a〜20jを接続するベルトコンベアBC1、吐出装置20kを接続するベルトコンベアBC2、ベルトコンベアBC1、BC2を駆動させる駆動装置58、燃料電池の組み立てを行なう組立装置60及び燃料電池製造ライン全体の制御を行なう制御装置56により構成されている。
【0014】
吐出装置20a〜20jは、ベルトコンベアBC1に沿って所定の間隔で一列に配置されており、吐出装置20kはベルトコンベアBC2に沿って所定の間隔で一列に配置されている。また、制御装置56は、吐出装置20a〜20j、駆動装置58及び組立装置60と接続されている。
【0015】
この燃料電池製造ラインにおいては、駆動装置58により駆動されたベルトコンベアBC1を駆動させ、燃料電池の基板(以下、単に「基板」という。)を各吐出装置20a〜20jに搬送して各吐出装置20a〜20jにおける処理が行なわれる。同様に、制御装置56からの制御信号に基づいてベルトコンベアBC2を駆動させ、基板を吐出装置20kに搬送して、吐出装置20kにおける処理が行なわれる。また、組立装置60においては、制御装置56からの制御信号に基づいてベルトコンベアBC1及びBC2によって搬送されてきた基板を用いて燃料電池の組み立て作業が行なわれる。
【0016】
吐出装置20a〜20kとしては、インクジェット方式の吐出装置であれば特に制約されない。例えば、加熱発泡により気泡を発生し、液滴の吐出を行なうサーマル方式の吐出装置、ピエゾ素子を利用する圧縮により、液滴の吐出を行なうピエゾ方式の吐出装置等が挙げられる。
【0017】
本実施形態では、吐出装置20aとして、図2に示すものを用いる。吐出装置20aは、吐出物34を収容するタンク30と、タンク30と吐出物搬送管32を介して接続されたインクジェットヘッド22、被吐出物を搭載、搬送するテーブル28、インクジェットヘッド22内に滞留する余剰の吐出物34を吸引して、インクジェットヘッド22内から過剰の吐出物を除去する吸引キャップ40、及び吸引キャップ40で吸引された余剰の吐出物を収容する廃液タンク48から構成されている。
【0018】
タンク30は、ガス流路形成用材料等の吐出物34を収容するものであり、タンク30内に収容されている吐出物の液面34aの高さを制御するための液面制御センサ36を備える。液面制御センサ36は、インクジェットヘッド22が備えるノズル形成面26の先端部26aと、タンク30内の液面34aとの高さの差h(以下、水頭値という)を所定の範囲内に保つ制御を行う。例えば、この水頭値が25m±0.5mm内となるように液面34aの高さを制御することで、タンク30内の吐出物34が所定の範囲内の圧力でインクジェットヘッド22に送ることができる。所定の範囲内の圧力で吐出物34を送ることで、インクジェットヘッド22から必要量の吐出物34を安定的に吐出することができる。
【0019】
吐出物搬送管32は、吐出物搬送管32の流路内の帯電を防止するための吐出物流路部アース継手32aとヘッド部気泡排除弁32bとを備える。ヘッド部気泡排除弁32bは、後述する吸引キャップ40により、インクジェットヘッド22内の吐出物を吸引する場合に用いられる。
【0020】
インクジェットヘッド22は、ヘッド体24及び吐出物を吐出する多数のノズルが形成されているノズル形成面26を備え、ノズル形成面26のノズルから吐出物、例えば、反応ガスを供するためのガス流路を基板上に形成する際に基板に塗布されるガス流路形成用材料等が吐出される。
テーブル28は、所定の方向に移動可能に設置されている。テーブル28は、図中矢印で示す方向に移動することにより、ベルトコンベアBC1により搬送される基板を載置して、吐出装置20a内に取り込む。
【0021】
吸引キャップ40は、図2に示す矢印方向に移動可能となっており、ノズル形成面26に形成された複数のノズルを囲むようにノズル形成面26に密着し、ノズル形成面26との間に密閉空間を形成してノズルを外気から遮断できる構成となっている。即ち、吸引キャップ40によりインクジェットヘッド22内の吐出物を吸引するときは、このヘッド部気泡排除弁32bを閉状態にして、タンク30側から吐出物が流入しない状態とし、吸引キャップ40で吸引することにより、吸引される吐出物の流速を上昇させ、インクジェットヘッド22内の気泡を速やかに排出することができる。
【0022】
また、吸引キャップ40の下方には流路が設けられており、この流路には、吸引バルブ42が配置されている。吸引バルブ42は、吸引バルブ42の下方の吸引側と、上方のインクジェットヘッド22側との圧力バランス(大気圧)を取るための時間を短縮する目的で流路を閉状態にする役割を果す。この流路には、吸引異常を検出する吸引圧検出センサ44やチューブポンプ等からなる吸引ポンプ46が配置されている。また、吸引ポンプ46で吸引、搬送された吐出物34は、廃液タンク48内に一時的に収容される。
【0023】
本実施形態においては、吐出装置20b〜20kは、吐出物34の種類が異なることを除き、吐出装置20aと同様の構成のものである。従って、以下においては、各吐出装置の同一構成については同一の符号を用いる。
【0024】
次に、図1に示す燃料電池製造ラインを用いて、燃料電池を製造する各工程を説明する。図1に示す燃料電池製造ラインを用いる燃料電池の製造方法のフローチャートを図3に示す。
【0025】
図3に示すように、本実施形態に係る燃料電池は、第1の基板にガス流路を形成する工程(S10,第1のガス流路形成工程)、ガス流路内に第1の支持部材を塗布する工程(S11,第1の支持部材塗布工程)、第1の集電層を形成する工程(S12,第1の集電層形成工程)、第1のガス拡散層を形成する工程(S13,第1のガス拡散層形成工程)、第1の反応層形成工程(S14,第1の反応層形成工程)、電解質膜を形成する工程(S15,電解質膜形成工程)、第2の反応層を形成する工程(S16,第2の反応層形成工程)、第2のガス拡散層を形成する工程(S17,第2のガス拡散層形成工程)、第2の集電層を形成する工程(S18,第2の集電層形成工程)、第2の支持部材を塗布する工程(S19,第2の支持部材塗布工程)、第2のガス流路が形成された第2の基板を積層する工程(S20,組立工程)により製造される。
【0026】
(1)第1のガス流路形成工程(S10)
先ず、図4に示すように、矩形状の第1の基板2を用意し、基板2をベルトコンベアBC1により吐出装置20aまで搬送する。基板2としては特に制限されず、シリコン基板やアルミナ基板等の通常の燃料電池に用いられるものを使用できる。本実施形態では、シリコン基板を用いている。
【0027】
ベルトコンベアBC1により搬送された基板2は、吐出装置20aのテーブル28上に載置され、吐出装置20a内に取り込まれる。
吐出装置20a内においては、吐出装置20aのタンク30内に収容されているガス流路形成用材料が、ノズル形成面26のノズルを介してテーブル28に搭載された基板2上の所定位置に塗布され、基板2の表面に所定のパターンを有するガス流路形成用材料の塗膜が形成される。本実施形態によれば、吐出装置を用いることにより、基板上に、任意のパターンのガス流路形成用材料の塗膜を容易に塗布することができる。
【0028】
用いるガス流路形成用材料としては、基板上にガス流路が形成できるものであれば特に制約されない。本発明においては、取り扱いが容易であること、基板との密着性に優れること及び低コストであること等の理由から、合成樹脂が好ましい。なかでも、熱硬化性樹脂及び光硬化性樹脂は、硬化することにより三次元網目状構造となるため、耐熱性、耐薬品性、耐候性、接着性、耐磨耗性、耐水性、機械強度、硬度等に優れ、本発明における燃料電池のガス流路形成用材料として特に好ましい。
【0029】
熱硬化性樹脂は、そのもの単独又は硬化剤等を加えて加熱すると高分子量架橋体となる樹脂である。即ち、加熱することにより硬化して、三次元構造又は網状構造をとり不融不溶の物質となるものである。
【0030】
熱硬化性樹脂としては、例えば、フェノール樹脂、尿素(ユリア)樹脂、メラミン樹脂、フラン樹脂、エポキシ樹脂、不飽和ポリエステル樹脂、シリコン樹脂、ポリウレタン樹脂、ジアリルフタレート樹脂、グアナミン樹脂、ケトン樹脂等が挙げられる。また、熱硬化性樹脂とともに用いる硬化剤としては、脂肪族ポリアミン、アミドアミン、ポリアミド、芳香族ポリアミン、酸無水物、ルイス塩基、ポリメルカプタン等が挙げられる。
【0031】
光硬化性樹脂は、光照射により光重合開始剤が活性化し、ラジカル分子や水素イオン等を生成させ、これらがモノマー又はオリゴマーの反応基と反応し、三次元的な重合や架橋反応を起こすことにより、硬化する樹脂である。光硬化性樹脂は、一般的には、光重合性のモノマー又はオリゴマー、光重合開始剤等で構成される光硬化性樹脂組成物の塗膜を光照射することによって得ることができる。
【0032】
光硬化性樹脂組成物に用いるモノマーとしては、例えば、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、ネオペンチルグリコールドアクリレート、ヘキサンジオールジアクリレート等が挙げられる。また、オリゴマーは、前記モノマーの繰り返し数が2〜20程度の、二重結合を有する重合体(プレポリマー)であり、例えば、ポリエステルアクリレート、エポキシアクリレート、ウレタンアクリレート等が挙げられる。
【0033】
光硬化性樹脂組成物に用いる光重合開始剤としては、ベンゾフェノン等のベンゾフェノン系化合物、ベンゾインイソプロピルエーテル等のベンゾイン系化合物、アセトフェノンジエチルケタール等のアセトフェノン系化合物、クロロチオキサントン、イソプロピルチオキサントン等のチオキサントン系化合物等が挙げられる。
【0034】
本発明に用いるガス流路形成用材料が液状である場合はそのまま用いることができるが、液状でない場合には、ガス流路形成用材料を適当な溶剤に溶解又は分散させた溶液又は分散液として用いる。例えば、ガス流路形成用材料が熱硬化性樹脂の場合には、熱硬化性樹脂を、所望により硬化剤とともに有機溶媒に溶解又は分散させたワニスの形で用いる。また、前記ガス流路形成用材料が光硬化性樹脂の場合には、光硬化性樹脂は、光重合性のモノマー又はオリゴマー、光重合開始剤等で構成される光硬化性樹脂組成物を有機溶剤に溶解又は分散させた溶液又は分散液の形で用いる。
【0035】
これらの熱硬化性樹脂及び光硬化性樹脂を溶解又は分散させる溶媒は特に制約されず、従来公知の有機溶媒を用いることができる。
また、熱硬化性樹脂のワニス及び光硬化性樹脂の溶液又は分散液には、必要に応じてその安定化や強化等の目的で、安定剤、フィラー、連鎖移動剤、光増感剤、架橋剤等の各種添加剤を加えてもよい。
【0036】
吐出装置20aを用いて、基板2上にガス流路形成用材料を塗布する方法としては、ガス流路形成用材料を、基板2上のガス流路を形成する部分に一定間隔をおいて塗布する方法が好ましい。即ち、先ず、図5(a)に示すように、基板上のガス流路を形成する部分全体に、ガス流路形成用材料を等間隔に塗布する。次いで、図5(b)に示すように、その間隙にさらに等間隔に塗布を行なう。さらに、図5(c)に示すように、その間隙に塗布を行う。この操作を繰り返すことにより、全体に均一な塗布を行なうことができ、均一な高さ(縦方向)と厚み(横方向)を有するガス流路を形成することができる。なお、図5(a)〜(c)において、まる付き数字は塗布順序、3aはガス流路形成材料の塗膜をそれぞれ示す。
【0037】
この方法は、お茶の葉を急須に入れてお湯を注ぎ、複数の湯飲みにお茶を入れる場合に、急須から複数の湯飲みに少量ずつお茶を注ぐことを繰り返すと、全体に均一な濃さのお茶を点てることができるのと類似したものである。即ち、微細構造のガス流路を形成する場合に、吐出装置から一回で吐出されるガス流路形成用材料の量や濃度には誤差があるので、一定間隔をおいてガス流路形成用材料の塗布を繰り返した方が、一方の側から他方向へ順番に塗布する場合よりも、全体としては均一な塗布が可能であり、より均一な高さと厚みを有するガス流路を形成することができる。
【0038】
また、本発明においては、基板上のガス流路形成部分全体に、吐出装置を用いて、第1のガス流路形成用材料を所定間隔をおいて塗布することを繰り返して塗膜を得た後、該塗膜の頂面に前記第1のガス流路形成用材料よりも粘度の低い第2のガス流路形成用材料を塗布して形成するのが好ましい。第1のガス流路形成用材料を所定間隔をおいて塗布することを繰り返して得られた塗膜の頂面は、微視的には高さが不均一である。従って、仕上げ用として、前記第1のガス流路形成用材料よりも粘度の低い、より流動性に富む第2のガス流路形成用材料を塗布することにより、厚みが均一なガス流路を得ることができる。第2のガス流路形成用材料としては、粘度が低いことを除き、第1のガス流路形成用材料と同様のものを使用することができる。ガス流路形成用材料の粘度を低くする方法としては、例えば、固形分濃度を下げる(溶媒使用量を多くする)方法が挙げられる。
【0039】
ガス流路形成用材料として、熱硬化性樹脂又は光硬化性樹脂を使用した場合には、吐出装置によりガス流路形成用材料の塗膜を形成後、該塗膜を加熱又は光照射により硬化させる。なお、この加熱又は光照射は、熱硬化性樹脂又は光硬化性樹脂の塗膜を形成した後、直ちに行ってもよいし、後の工程のいずれかで行ってもよい。
【0040】
熱硬化性樹脂を硬化させるには、塗膜を加熱ヒーター等を用いて所定温度に加熱すればよい。加熱温度及び加熱時間は、熱硬化性樹脂が完全に硬化するために必要な温度及び時間であればよく、用いる熱硬化性樹脂及び硬化剤の種類に応じて、適宜設定することができる。また、光硬化性樹脂を硬化させるには、所定波長の光を照射すればよい。用いる光としては、紫外線、可視光、電子線等が例示される。光照射は、通常、高圧水銀灯、メタルハライドランプ等のランプを用いて行なうことができる。照射時間は、樹脂組成物が硬化するまでの時間であり、通常は数秒から数分である。
【0041】
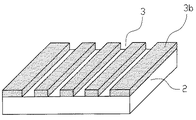
以上のようにして、図6に示すように、第1のガス流路3を形成することができる。第1のガス流路3は、ガス流路形成用材料の塗膜が固化(又は硬化)したガス流路形成用材料の層3bにより挟まれた空間内に形成されている。
【0042】
なお、本実施形態では、基板2の1辺と平行に、同じ幅をもつ複数のガス流路3を形成しているが、第1の反応ガスを流すことができるものであれば、ガス流路の形状、流路幅等は特に制約されない。例えば、図7(a)、(b)に示すように、ガス流路の幅を、反応ガスの流れに沿って上流側から下流側に連続的に広くなるように形成することもできる。反応ガスの濃度は、一般的に反応ガスが流れる方向に従い薄くなる。従って、図7(a)、(b)に示すように、ガス流路の幅を、反応ガスの流れに沿って上流側から下流側に連続的に広くなるように形成すると、反応ガスが流れる方向に従い反応ガスの流量が多くなるため、結果として反応層に供給される反応ガスの量を一定にすることができ、出力の安定した燃料電池を得ることができる。図7中、矢印は第1の反応ガスの供給口を示す。
【0043】
次いで、ガス流路が形成された基板2はテーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20bまで搬送される。
【0044】
(2)第1の支持部材塗布工程(S11)
次に、第1のガス流路が形成された基板2上に、第1の集電層を支持するための第1の支持部材を第1のガス流路3内に塗布する。第1の支持部材の塗布は、基板2をテーブル28に載置して吐出装置20b内に取り込み、次いで、吐出装置20bにより、タンク30内に収容されている第1の支持部材4をノズル形成面26のノズルを介して、基板2に形成されている第1のガス流路内に吐出することにより行われる。
【0045】
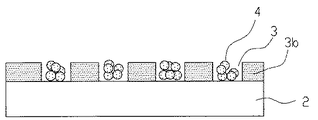
用いる第1の支持部材としては、第1の反応ガスに対して不活性であり、第1の集電層が第1のガス流路3に落下するのを防止し、かつ、第1の反応層へ第1の反応ガスが拡散するのを妨げないものであれば特に制限されない。例えば、炭素粒子、ガラス粒子等が挙げられる。本実施形態では、直径1〜5ミクロン程度の粒子径の多孔質カーボンを使用している。所定の粒径をもつ多孔質カーボンを支持部材として使用することにより、ガス流路3を介して供給される反応ガスが多孔質カーボンの隙間から上へ拡散するため、反応ガスの流れが妨げられることがなくなる。第1の支持部材4が塗布された基板2の端面図を図8に示す。第1の支持部材4が塗布された基板2は、テーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20cまで搬送される。
【0046】
(3)第1の集電層形成工程(S12)
次に、基板2上に、第1の反応ガスが反応することにより発生した電子を集めるための第1の集電層を形成する。先ず、ベルトコンベアBC1により吐出装置20cまで搬送された基板2を、テーブル28上に載置して吐出装置20c内に取り込む。吐出装置20cにおいては、タンク30内に収容されている集電層形成用材料の一定量を、ノズルの形成面26のノズルを介して基板2上に吐出することにより、所定のパターンを有する第1の集電層が形成される。
【0047】
用いる集電層形成用材料としては、導電性物質を含む材料であれば特に制限されない。導電性物質としては、例えば、銅、銀、金、白金、アルミニウム等が挙げられる。これらは1種単独で、あるいは2種以上を組み合わせて用いることができる。集電層形成用材料は、これらの導電性物質の少なくとも1種を適当な溶媒に分散させ、所望により分散剤を添加して調製することができる。
【0048】
本実施形態では、集電層形成用材料の塗布を吐出装置20cを用いて行っているので、簡便な操作により、所定量を所定の位置に正確に塗布することができる。従って、集電層形成用材料の使用量を大幅に節約でき、所望のパターン(形状)の集電層を効率よく形成することができ、集電層形成用材料の塗布間隔を場所により変化させることにより、反応ガスの通気性を制御することも容易にでき、用いる集電層形成用材料の種類を塗布位置により変更することも自由に行うことができる。
【0049】
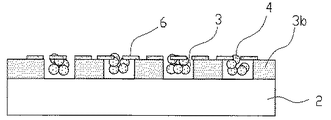
第1の集電層6が形成された基板2の端面図を図9に示す。図9に示すように、第1の集電層6は、基板2に形成されている第1のガス流路内の第1の支持部材4により支持され、第1のガス流路内に落下しないようになっている。第1の集電層6が形成された基板2は、テーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20dまで搬送される。
【0050】
(4)第1のガス拡散層形成工程(S13)
次に、基板2の集電層上に第1のガス拡散層を形成する。先ず、ベルトコンベアBC1により吐出装置20dまで搬送された基板2をテーブル28上に載置して、吐出装置20d内に取り込む。吐出装置20d内においては、吐出装置20dのタンク30内に収容されているガス拡散層形成用材料を、ノズル形成面26のノズルを介してテーブル28に載置されている基板2表面の所定位置に吐出して、第1のガス拡散層が形成される。
【0051】
用いるガス拡散層形成用材料としては、炭素微粒子が一般的であるが、カーボンナノチューブ、カーボンナノフォーン、フラーレン等も使用できる。本実施形態では、ガス拡散層を塗布装置20dを用いて形成するため、例えば、集電層側には塗布間隔を大きく(数十μm)し、表面側には塗布間隔を小さく(数十nm)することで、基板付近は流路幅を大きくして反応ガスの拡散抵抗をできるだけ小さくしつつ、反応層付近(ガス拡散層の表面側)においては、均一で細かい流路となっているガス拡散層を容易に形成できる。また、ガス拡散層の基板側は炭素微粒子を用い、表面側は、ガス拡散能力は低いが触媒担持能力に優れる材料を用いることもできる。
【0052】
第1のガス拡散層8が形成された基板2の端面図を図10に示す。図10に示すように、第1のガス拡散層8は、基板2に形成されている第1の集電層を覆うように基板2の全面に形成されている。第1のガス拡散層8が形成された基板2は、テーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20eまで搬送される。
【0053】
(5)第1の反応層形成工程(S14)
次に、基板2上に第1の反応層を形成する。第1の反応層は、第1の集電層とガス拡散層8を介して電気的に接続されるように形成する。
先ず、ベルトコンベアBC1により吐出装置20eまで搬送された基板2をテーブル28上に載置して、吐出装置20e内に取り込む。吐出装置20e内においては、不活性ガスを前記ガス流路中を流しながら、反応層形成用材料を第1のガス拡散層8上に塗布して第1の反応層10が形成される。すなわち、吐出装置20eのタンク30内に収容されている反応層形成用材料を、ノズル形成面26のノズルを介してテーブル28に載置されている基板2表面の所定位置に吐出し、所定温度に加熱することにより反応層が形成される。
【0054】
用いる反応層形成用材料としては、例えば、(a)金属化合物又は金属水酸化物をカーボン担体に吸着させた金属担持カーボンの分散液や、(b)金属微粒子をカーボン担体に吸着させた分散液等が挙げられる。
【0055】
(a)の分散液は、次のようにして調製することができる。先ず、金属化合物の水溶液又は水/アルコール混合溶媒溶液に所望によりアルカリを添加して金属水酸化物とし、そこへ、カーボンブラック等のカーボン担体を添加し、加熱撹拌することにより、金属化合物又は金属水酸化物をカーボン担体に吸着(沈析)させて、金属担持カーボンの粗生物を得る。次いで、このものを濾過、洗浄、乾燥を適宜繰り返すことにより精製した後、水又は水/アルコール混合溶媒に分散して分散液を得ることができる。ここで用いる金属化合物としては、例えば、白金、金等の貴金属の塩等が挙げられる。
【0056】
また、(b)の分散液は、金属微粒子を有機分散剤に分散させた後、カーボン担体を添加して調製することもできる。用いる金属微粒子としては、第1の反応ガス及び第2の反応ガスの反応触媒としての機能を有するものであれば特に制限されない。例えば、白金、ロジウム、ルテニウム、イリジウム、パラジウム、オスミウム及びこれらの2種以上からなる合金からなる群から選ばれる1種若しくは2種以上の金属の微粒子が挙げられ、白金が特に好ましい。金属微粒子の粒子径は制限されないが、通常1nm〜100nm、好ましくは数nm〜数十nmである。また有機分散剤としては、分散液中に金属微粒子を均一に分散させることができるものであれば特に制限されない。例えば、アルコール類、ケトン類、エステル類、エーテル類、炭化水素類、芳香族炭化水素類等が挙げられる。
【0057】
吐出装置20eにより、反応層形成用材料を塗布して反応層形成用材料の塗膜を形成した後は、(a)の分散液を用いる場合には、塗膜を乾燥し、水素ガス等により還元処理を施し、更に加熱処理を施すことにより反応層を形成することができる。また、(b)の分散液を用いる場合には、塗膜を加熱して、有機分散剤及び溶媒を除去することで反応層を得ることができる。該塗膜を窒素ガス等の不活性ガス雰囲気下、200〜300℃で焼成することによっても形成することができる。この場合には、金属微粒子に有機分散剤が焼成してできた炭素微粒子が付着した構造の反応層が得られる。
【0058】
このようにして、第1の反応層10が形成された基板2の端面図を図11に示す。第1の反応層10が形成された基板2は、テーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20fまで搬送される。
【0059】
(6)電解質膜形成工程(S15)
次に、第1の反応層10が形成された基板2上に電解質膜を形成する。先ず、ベルトコンベアBC1により吐出装置20fまで搬送された基板2を、テーブル28上に載置して吐出装置20f内に取り込む。吐出装置20fにおいては、タンク30内に収容されている電解質膜の形成材料をノズル形成面26のノズルを介して第1の反応層10上に吐出して電解質膜12が形成される。
【0060】
用いる電解質膜の形成材料としては、例えば、タングスト燐酸、モリブド燐酸等のセラミックス系固体電解質を所定の粘度(例えば、20cP以下)に調整した材料や、ナフィオン(デュポン社製)等のパーフルオロスルホン酸を、水とメタノールの重量比が1:1の混合溶液中でミセル化して得られる高分子電解質材料等が挙げられる。
【0061】
電解質膜が形成された基板2の端面図を図12に示す。図12に示すように、第1の反応層10上に所定の厚さを有する電解質膜12が形成されている。電解質膜12が形成された基板2は、テーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20gまで搬送される。
【0062】
(7)第2の反応層形成工程(S16)
次に、電解質膜12が形成された基板2上に第2の反応層を形成する。先ず、ベルトコンベアBC1により吐出装置20gまで搬送された基板2を、テーブル28上に載置して吐出装置20g内に取り込む。吐出装置20gにおいては、吐出装置20eにおいて行われた処理と同様の処理により、第2の反応層が形成される。第2の反応層を形成する材料としては、第1の反応層10と同様のものを使用することができる。
【0063】
電解質膜12上に第2の反応層10’が形成された基板2の端面図を図13に示す。図13に示すように、電解質膜12上に第2の反応層10’が形成されている。第2の反応層10’においては、第2の反応ガスの反応が行われる。例えば、第2の反応ガスが酸素ガスである場合には、第2の反応層10’において、1/2O2+2H++2e−→H2Oの反応が進行する。第2の反応層10’が形成された基板2は、テーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20hまで搬送される。
【0064】
(8)第2のガス拡散層形成工程(S17)
次に、第2の反応層10’が形成された基板2上に第2のガス拡散層を形成する。先ず、ベルトコンベアBC1により吐出装置20hまで搬送された基板2を、テーブル28上に載置して吐出装置20h内に取り込む。吐出装置20hにおいては、吐出装置20dにおいて行われた処理と同様の処理により、第2のガス拡散層が形成される。第2の拡散層形成用材料としては、第1のガス拡散層と同様のものが使用できる。
【0065】
第2のガス拡散層8’が形成された基板2の端面図を図14に示す。第2のガス拡散層8’が形成された基板2は、テーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20iまで搬送される。
【0066】
(9)第2の集電層形成工程(S18)
次に、第2のガス拡散層8’が形成された基板2上に第2の集電層を形成する。先ず、ベルトコンベアBC1により吐出装置20iまで搬送された基板2を、テーブル28上に載置して吐出装置20i内に取り込み、吐出装置20cにおいて行われた処理と同様の処理により、第2の集電層6’が第2のガス拡散層8’上に形成される。第2の集電層形成用材料としては、第1の集電層形成用材料と同様のものが使用できる。第2の集電層6’が形成された基板2は、テーブル28からベルトコンベアBC1へ移され、ベルトコンベアBC1により吐出装置20jまで搬送される。
【0067】
(8)第2の支持部材塗布工程(S19)
次に、ベルトコンベアBC1により吐出装置20jまで搬送された基板2を、テーブル28上に載置して吐出装置20j内に取り込み、吐出装置20bにおいて行われた処理と同様の処理により、第2の支持部材が塗布される。第2の支持部材としては、第1の支持部材と同様のものが使用できる。
【0068】
第2の集電層6’及び第2の支持部材4’が塗布された基板2の端面図を図15に示す。第2の支持部材4’は、第2の集電層6’上に形成され、基板2上に積層する第2の基板に形成されている第2のガス流路内に収容される位置に塗布されている。
【0069】
(9)第2の基板組立工程(S20)
次に、第2の支持部材4’が塗布された基板2と、別途用意した第2のガス流路3’が形成された第2の基板とを積層する。基板2(第1の基板)と第2の基板との積層は、基板2上に形成された第2の支持部材4’が、第2の基板に形成された第2のガス流路3’内に収容されるように接合することにより行われる。ここで、第2の基板としては、第1の基板と同じものを使用できる。また、第2のガス流路形成は、吐出装置20kにおいて、吐出装置20aにより行なわれる処理と同様の処理により行なわれる。
【0070】
以上のようにして、図16に示す構造の燃料電池を製造することができる。図16に示す燃料電池では、基板2に形成されている一方の側面から他方の側面へと延びるコ字状の第1のガス流路3と基板2’に形成されている第2のガス流路3’とが平行になるように基板2’が配置されている。
【0071】
本実施形態によれば、吐出装置を用いてガス流路形成材料を塗布することにより、ガス流路を形成するので、基板上に所望のパターンを有するガス流路を容易に形成することができる。本実施形態の製造方法は、基板上に、微細構造を有するガス流路を形成するのに特に好適である。
本実施形態によれば、吐出装置を用いてガス流路形成用材料を所定間隔をおいて塗布することを繰り返すことによって、均一な高さと厚みを有するガス流路を容易に形成することができる。
本実施形態によれば、基板上にガス流路を形成するので、基板として、金属、シリコン、合成樹脂、セラミックス等の種々の材料からなるものを使用することができ、また、厚みの薄い基板を使用することもできる。
【0072】
また、本実施形態によれば、第1のガス流路形成工程、第1の集電層形成工程、第1の反応層形成工程、電解質膜形成工程、第2のガス流路形成工程、第2の集電層形成工程及び第2の反応層形成工程のすべての工程を吐出装置を用いて行っている。従って、半導体製造プロセスにおいて用いられるMEMS(Micro Electro Mechanical System)を用いることなく、低コストで燃料電池を製造することができる。
【0073】
上述した実施形態に係る燃料電池の製造方法においては、全ての工程において吐出装置を用いているが、吐出装置を用いて基板上にガス流路を形成し、その他の工程においては従来と同様の工程により燃料電池を製造するようにしてもよい。この場合であっても、MEMSを用いることなく反応層を形成できるため、燃料電池の製造コストを低く抑えることができる。
【0074】
上述の実施形態の製造方法においては、第1の反応ガスが供給される第1の基板側から燃料電池の構成部分を形成し、最後に第2の基板を積層することで燃料電池の製造を行っているが、第2の反応ガスが供給される側の基板から燃料電池の製造を開始するようにしてもよい。
【0075】
上述の実施形態の製造方法においては、第2の支持部材を第1の基板に形成されている第1のガス流路に沿って塗布しているが、第1のガス流路と交差するような方向に塗布してもよい。即ち、第2の支持部材を、例えば、第1の基板に形成されているガス流路と直角に交差するように塗布してもよい。この場合には、第2の基板に形成されている第2のガス流路と、第1の基板に形成されている第1のガス流路とが、直角に交差するように第2の基板が配置された構造の燃料電池が得られる。
【0076】
上述の実施形態の製造方法においては、第1のガス流路が形成された第1の基板上に、第1の集電層、第1の反応層、電解質膜、第2の反応層及び第2の集電層を順次形成しているが、第1の基板と第2の基板のそれぞれに集電層、反応層及び電解質膜を形成し、最後に第1の基板と第2の基板とを接合することにより、燃料電池を製造することもできる。
【0077】
また、本実施形態の燃料電池製造ラインの別の態様として、第1の基板に処理を施す第1製造ラインと第2の基板に処理を施す第2製造ラインとを設け、それぞれの製造ラインにおける処理を平行して行う製造ラインを用いることもできる。この場合には、第1の基板への処理と第2の基板への処理を平行して行うことができるため、迅速に燃料電池を製造することができる。
【0078】
本発明の電子機器は、上述した燃料電池を電力供給源として備えることを特徴とする。電子機器としては、携帯電話機、PHS、モバイル、ノート型パソコン、PDA(携帯情報端末)、携帯テレビ電話機などが挙げられる。また、本発明の電子機器は、例えば、ゲーム機能、データ通信機能、録音再生機能、辞書機能などの他の機能を有していてもよい。
本発明の電子機器によれば、地球環境に適切に配慮したクリーンエネルギーを電力供給源として備えることができる。
【0079】
本発明の自動車は、上述した燃料電池を電力供給源として備えることを特徴とする。本発明に製造方法によれば、複数の燃料電池を積層することによって大型の燃料電池を製造することもできる。すなわち、図17に示すように、製造した燃料電池の基板2’の裏面に更にガス流路を形成し、ガス流路が形成された基板2’の裏面上に、上述の燃料電池の製造方法における製造工程と同様にしてガス拡散層、反応層、電解質膜などを形成して燃料電池を積層することによって大型の燃料電池を製造することができる。
本発明の自動車によれば、地球環境に適切に配慮したクリーンエネルギーを電力供給源として備えることができる。
【図面の簡単な説明】
【図1】 実施の形態に係る燃料電池の製造ラインの一例を示す図である。
【図2】 実施の形態に係るインクジェット式吐出装置の概略図である。
【図3】 実施の形態に係る燃料電池の製造方法のフローチャートである。
【図4】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図5】 実施の形態に係るガス流路を形成する方法を説明する図である。
【図6】 実施の形態に係るガス流路を形成する処理を説明する図である。
【図7】 実施の形態に係る別のパターンのガス流路の上面図である。
【図8】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図9】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図10】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図11】 分散液の塗膜を形成し、反応層を形成する前後の状態図である。
【図12】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図13】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図14】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図15】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図16】 実施の形態に係る燃料電池の製造過程の基板の端面図である。
【図17】 実施の形態に係る燃料電池を積層した大型燃料電池の図である。
【符号の説明】
2…第1の基板、2’…第2の基板、3…第1のガス流路、3’…第2のガス流路、3a…ガス流路形成材料の塗膜、3b、3b’…ガス流路形成用材料の層、4…第1の支持部材、4’…第2の支持部材、6…第1の集電層、6’…第2の集電層、8…第1のガス拡散層、8’…第2のガス拡散層、10…第1の反応層、10’…第2の反応層、12…電解質膜、20a〜20k…吐出装置、56…制御装置、58…駆動装置、BC1,BC2…ベルトコンベア
Claims (3)
- 第1の反応ガスが供給される第1のガス流路が形成された第1の基板と、前記第1の基板に対向配置された、第2の反応ガスが供給される第2のガス流路が形成された第2の基板と、前記第1の基板と前記第2の基板との間に配置された電解質膜と、前記第1の基板と前記電解質膜との間に配置された第1の反応層および第1の集電層と、前記第2の基板と前記電解質膜との間に配置された第2の反応層および第2の集電層と、を備える燃料電池の製造方法であって、
前記第1のガス流路を形成する工程は、
インクジェット式吐出装置を用いて、前記第1の基板に第1のガス流路形成材料を所定のパターンに塗布する第1の工程と、
前記インクジェット式吐出装置を用いて、前記第1のガス流路形成材料上に前記第1のガス流路形成材料よりも粘度の低い第2のガス流路形成材料を塗布する第2の工程と、を含むことを特徴とする燃料電池の製造方法。 - 前記第1の工程は、前記第1のガス流路のパターン毎、前記第1のガス流路形成用材料を、所定間隔をおいて塗布して複数の塗膜を形成し、さらに前記複数の塗膜の間隙に所定間隔をおいて塗布して塗膜を形成することを繰り返して頂面を含む層を複数形成し、前記層どうしにより挟まれた空間にて前記第1のガス流路を形成することを特徴とする請求項1に記載の燃料電池の製造方法。
- 前記第1の工程は、前記第1のガス流路形成材料を、前記第1のガス流路の幅が前記第1の反応ガスが流れる方向に沿って上流側から下流側に連続的に広くなるパターンに、塗布することを特徴とする請求項1又は2に記載の燃料電池の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003058743A JP3985698B2 (ja) | 2003-03-05 | 2003-03-05 | 燃料電池の製造方法 |
| TW092130823A TWI241047B (en) | 2003-03-05 | 2003-11-04 | Fuel cell, method of manufacturing the same, electronic apparatus and vehicle |
| CNB2003101169432A CN1317784C (zh) | 2003-03-05 | 2003-12-02 | 燃料电池的制造方法以及具有燃料电池的电子机器及汽车 |
| KR1020030092262A KR100553128B1 (ko) | 2003-03-05 | 2003-12-17 | 연료 전지의 제조 방법 및 연료 전지를 구비하는 전자기기 및 자동차 |
| US10/791,719 US7329432B2 (en) | 2003-03-05 | 2004-03-04 | Method for manufacturing fuel cell, and electronic device and automobile including the fuel cell |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003058743A JP3985698B2 (ja) | 2003-03-05 | 2003-03-05 | 燃料電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004273150A JP2004273150A (ja) | 2004-09-30 |
| JP3985698B2 true JP3985698B2 (ja) | 2007-10-03 |
Family
ID=33121783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003058743A Expired - Fee Related JP3985698B2 (ja) | 2003-03-05 | 2003-03-05 | 燃料電池の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7329432B2 (ja) |
| JP (1) | JP3985698B2 (ja) |
| KR (1) | KR100553128B1 (ja) |
| CN (1) | CN1317784C (ja) |
| TW (1) | TWI241047B (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4431042B2 (ja) * | 2002-10-17 | 2010-03-10 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | 金属短繊維を含む層状フィルター構造 |
| DE102004048526A1 (de) * | 2004-08-12 | 2006-02-23 | Bayerische Motoren Werke Ag | Brennstoffzellen-System |
| JP2006114387A (ja) * | 2004-10-15 | 2006-04-27 | Toyota Motor Corp | 燃料電池 |
| KR100691453B1 (ko) * | 2005-12-21 | 2007-03-12 | 삼성전기주식회사 | 플렉시블 연료전지 |
| JP2007335199A (ja) * | 2006-06-14 | 2007-12-27 | Toyota Motor Corp | チューブ状固体高分子型燃料電池、及びチューブ状固体高分子型燃料電池の製造方法 |
| CN101636867B (zh) * | 2007-03-15 | 2012-08-29 | 松下电器产业株式会社 | 高分子电解质型燃料电池及具备它的燃料电池堆 |
| JP5336619B2 (ja) * | 2011-04-07 | 2013-11-06 | 本田技研工業株式会社 | 燃料電池用金属セパレータ及びその貴金属塗布方法 |
| IT201800004765A1 (it) * | 2018-04-20 | 2019-10-20 | Protezione di un substrato metallico per pile di celle ad ossidi solidi mediante stampa inkjet | |
| CN113328485B (zh) * | 2021-05-07 | 2023-05-02 | 广东酷路奇科技有限公司 | 一种可降温加湿保护形象的移动电源及其使用方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10255823A (ja) | 1997-03-07 | 1998-09-25 | Asahi Glass Co Ltd | 固体高分子型燃料電池 |
| US5798188A (en) * | 1997-06-25 | 1998-08-25 | E. I. Dupont De Nemours And Company | Polymer electrolyte membrane fuel cell with bipolar plate having molded polymer projections |
| JP2000012048A (ja) * | 1998-06-18 | 2000-01-14 | Toyota Motor Corp | 燃料電池用ガスセパレータと該燃料電池用セパレータを用いた燃料電池、並びに燃料電池用ガスセパレータの製造方法 |
| JP3644385B2 (ja) * | 1998-07-10 | 2005-04-27 | 株式会社豊田中央研究所 | 燃料電池用セパレータ及びその製造方法 |
| US6761990B1 (en) | 1999-01-21 | 2004-07-13 | Asahi Glass Company, Limited | Solid polymer electrolyte fuel cell |
| JP3580172B2 (ja) | 1999-04-02 | 2004-10-20 | 富士電機ホールディングス株式会社 | 固体高分子電解質型燃料電池 |
| CN1177385C (zh) * | 1999-10-14 | 2004-11-24 | 松下电器产业株式会社 | 高分子电解质型燃料电池 |
| JP2001113141A (ja) | 1999-10-18 | 2001-04-24 | Teijin Ltd | 高分子電解質膜補強基材及び高分子電解質膜 |
| US6884536B1 (en) * | 1999-11-08 | 2005-04-26 | Matsushita Electric Industrial Co., Ltd. | Polymer electrolyte fuel cell |
| EP1304754A4 (en) | 2000-07-06 | 2007-03-21 | Matsushita Electric Ind Co Ltd | METHOD OF MANUFACTURING ELECTROLYTE FILM-ELECTRODE COMPOUNDS |
| JP4111133B2 (ja) * | 2003-02-19 | 2008-07-02 | セイコーエプソン株式会社 | 燃料電池及び燃料電池の製造方法 |
| JP4033126B2 (ja) * | 2003-02-20 | 2008-01-16 | セイコーエプソン株式会社 | 燃料電池製造装置および燃料電池の製造方法 |
-
2003
- 2003-03-05 JP JP2003058743A patent/JP3985698B2/ja not_active Expired - Fee Related
- 2003-11-04 TW TW092130823A patent/TWI241047B/zh not_active IP Right Cessation
- 2003-12-02 CN CNB2003101169432A patent/CN1317784C/zh not_active Expired - Fee Related
- 2003-12-17 KR KR1020030092262A patent/KR100553128B1/ko not_active IP Right Cessation
-
2004
- 2004-03-04 US US10/791,719 patent/US7329432B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR20040079826A (ko) | 2004-09-16 |
| KR100553128B1 (ko) | 2006-02-22 |
| CN1317784C (zh) | 2007-05-23 |
| JP2004273150A (ja) | 2004-09-30 |
| TW200419840A (en) | 2004-10-01 |
| CN1527427A (zh) | 2004-09-08 |
| TWI241047B (en) | 2005-10-01 |
| US7329432B2 (en) | 2008-02-12 |
| US20040229105A1 (en) | 2004-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100988295B1 (ko) | 양자 교환 멤브레인 및 직접 메탄올 연료 전지에 사용하기위한 멤브레인 전극 어셈블리의 제조 방법 | |
| JP3985698B2 (ja) | 燃料電池の製造方法 | |
| US7390528B2 (en) | Method for forming functional porous layer, method for manufacturing fuel cell, electronic device, and automobile | |
| TWI240449B (en) | Fuel cell and process for the production thereof | |
| KR100628906B1 (ko) | 연료전지 | |
| JP3945440B2 (ja) | 燃料電池、その製造方法、電子機器および自動車 | |
| JP4496712B2 (ja) | 燃料電池 | |
| JP3885801B2 (ja) | 機能性多孔質層の形成方法、燃料電池の製造方法、電子機器および自動車 | |
| JP2010135333A (ja) | 燃料電池、その製造方法 | |
| JP2004273366A (ja) | 燃料電池、その製造方法並びに燃料電池を備える電子機器及び自動車 | |
| JP4175146B2 (ja) | 燃料電池の製造方法並びに燃料電池を備える電子機器及び自動車 | |
| KR100691700B1 (ko) | 기능성 재료층 형성용 조성물, 기능성 재료층의 형성방법, 연료 전지의 제조 방법, 전자 기기 및 자동차 | |
| US20110305975A1 (en) | Catalytic particulate solution for a micro fuel cell and related method | |
| JP2005056586A (ja) | 燃料電池、その製造方法及び電気・電子機器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050111 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070109 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070228 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20070403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070619 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070702 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100720 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110720 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110720 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120720 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120720 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130720 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |