JP3983013B2 - 電子線装置用の光学要素組立体、その光学要素組立体の加工方法及びそのような光学要素組立体を備えた電子線装置を用いるデバイス製造方法 - Google Patents
電子線装置用の光学要素組立体、その光学要素組立体の加工方法及びそのような光学要素組立体を備えた電子線装置を用いるデバイス製造方法 Download PDFInfo
- Publication number
- JP3983013B2 JP3983013B2 JP2001142813A JP2001142813A JP3983013B2 JP 3983013 B2 JP3983013 B2 JP 3983013B2 JP 2001142813 A JP2001142813 A JP 2001142813A JP 2001142813 A JP2001142813 A JP 2001142813A JP 3983013 B2 JP3983013 B2 JP 3983013B2
- Authority
- JP
- Japan
- Prior art keywords
- optical element
- cylindrical body
- element assembly
- electron beam
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000003287 optical effect Effects 0.000 title claims description 127
- 238000000034 method Methods 0.000 title claims description 42
- 238000010894 electron beam technology Methods 0.000 title claims description 38
- 238000012545 processing Methods 0.000 title claims description 26
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 238000005553 drilling Methods 0.000 claims description 9
- 125000006850 spacer group Chemical group 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 238000004140 cleaning Methods 0.000 claims description 5
- 239000004065 semiconductor Substances 0.000 description 6
- 239000010409 thin film Substances 0.000 description 6
- 238000007689 inspection Methods 0.000 description 5
- 238000001459 lithography Methods 0.000 description 5
- 238000001514 detection method Methods 0.000 description 4
- 238000003754 machining Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001312 dry etching Methods 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000002513 implantation Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000015654 memory Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
Images






Landscapes
- Measuring Leads Or Probes (AREA)
- Tests Of Electronic Circuits (AREA)
- Lens Barrels (AREA)
- Electron Sources, Ion Sources (AREA)
Description
【産業上の利用分野】
本発明は、電子線装置の電子光学系におけるレンズ、アパーチャ部材及び偏向器等(以下、光学要素と呼ぶ)を保持する光学要素組立体に関し、特定すれば、電子線装置に配置されている電子光学系の光学要素を高い位置決め精度で保持できる光学要素組立体、及びそのような光学要素組立体を加工する方法に関する。本発明はまた、そのような光学要素組立体を備えた電子線装置を使用してプロセス途中のウェハの評価を行うデバイス製造方法に関する。
【0002】
【従来技術】
電子線装置は、電子線を放出する電子銃、電子銃からの電子線を集束して試料に照射するための光学要素からなる一次電子光学系、試料からの二次電子を検出器に入射させる二次電子光学系、及び二次電子を検出する装置等を備えているが、従来は、上記光学要素は、高精度の真円度及び同軸度で加工されていて、高精度のはめあい公差で加工された筒状の部品にそれぞれ個々に挿入することにより、これら光学要素相互の高い位置決め精度が得られていた。
一方、近年において評価されるべき対象物が高度に微細化されるに伴い、ますます高い検出精度を有する電子線装置が要求されるようになっている。従って、電子線装置に設けられる各光学要素相互の位置決め精度についても極めて高い精度が必要である。
しかしながら、上述のような加工精度に頼る方法では、要求される精度を現状の機械加工精度で達成することが困難であるという問題、及びはめあい公差を厳しくすると、僅かな加工誤差でも筒状の部材に光学要素を組み付けること若しくは筒状の部材から光学要素を取り外すことが困難となる等の問題が生じている。上記方法とは別に、筒状の部材と光学要素とのはめあい公差を緩くして、組立時に半径方向からの位置決め調整を可能とするような方法も考えられるが、そのような調整は手間がかかり非能率的であり、個々の光学要素に対して行うことは大きな労力と時間を要することとなる。また、分解後の再組立時において分解前の精度を再現することも困難である。
【0003】
【発明が解決しようとする課題】
本発明が解決しようとする一つの課題は、電子光学系の複数の光学要素相互の高度な位置決め精度を簡易な構成で実現することができる電子線装置用の光学要素組立体を提供することである。
本発明が解決しようとする別の課題は、光学要素組立体の分解、洗浄後に再度組み立てる場合でも、分解前の高度な位置決め精度を容易に再現することができる電子線装置用の光学要素組立体を提供することである。
本発明が解決しようとする別の課題は、上記のような光学要素組立体を製造する方法を提供することである。
本発明が解決しようとする更に別の課題は、上記のような光学要素組立体を備えた電子線装置を用いてウェハの評価を行う方法を提供することである。
【0004】
【課題を解決するための手段】
上記課題を解決するため、本願の発明の一つは、電子線装置に光学要素を高い位置決め精度でセット可能な光学要素組立体において、中で前記複数の光学要素を収容可能な筒体であって、一端に前記筒体の中心軸線を中心とする同一円周上に外周縁を有するフランジ部を有し、前記電子線装置内の所定の位置に脱着可能に取り付けられるようになっている筒体と、前記筒体内に収容された複数の前記光学要素と、前記筒体に円周方向に等間隔に隔てて取り付けられた複数組の保持器であって、前記筒体の内周面より半径方向内側に突出可能な先端を有し、前記先端で前記光学要素を位置調整可能に保持する複数組の保持器と、を組み合わせて備え、前記筒体内に前記光学要素を保持した状態で光学要素を加工可能に構成されている。このような構成により、筒体と複数の光学要素とを一つのユニットとして各光学要素相互の高い位置決め精度を簡易な構成で実現することができる。
光学要素組立体の発明の別の態様において、前記筒体と前記各光学要素には、前記光学要素組立体を分解した後再組立するとき、前記各光学要素を相互に同じ位相に再現するための合マークが付されている。このように合マークを付することにより、光学要素組立体の再組立時においても分解前の高度な位置決め精度を容易に再現することができる。
【0005】
本願の別の発明は、電子線装置用の光学要素組立体の加工方法であって、(1)複数の前記光学要素を収容する筒体を用意しかつ前記筒体に複数の保持器を取り付けることと、(2)前記筒体の中にスペーサ及び加工されていない光学要素を挿入し、前記複数組の保持器により前記光学要素を保持させることと、(3)前記複数の光学要素が保持された筒体を加工機械にセットし、前記筒体と複数の光学要素を順に加工することと、(4)加工終了後、前記筒体を加工機械から取り外して後処理を施すことと、(5)加工機械から外した前記筒体から前記光学要素を取り外して前記筒体及び光学要素に後処理を施すことと、(6)後処理後の前記光学要素を後処理後の前記筒体内に前記保持器により位置決め固定することと、を備えている。このように、筒体に複数の光学要素を一体に組み付けた後、これら筒体と複数の光学要素の加工をすることにより、筒体と複数の光学要素とを一つのユニットとして各光学要素相互の高い位置決め精度を簡易な方法で実現することができる。
加工方法の発明の別の態様において、前記筒体内に前記光学要素を挿入し保持器により保持させる工程が、前記筒体と前記光学要素とに合マークを付する工程を含むようにしている。このように合マークを付する工程を備えることにより、光学要素組立体の再組立時において分解前の高度な位置決め精度を容易に再現することを可能にする。
【0006】
本願の更に別の発明は、上記のような光学要素組立体を備えた電子線装置を使用して、プロセス途中のウェハの評価を行うものである。
【0007】
【発明の実施の形態】
以下、順に図面を参照しながら、本願の発明を説明する。
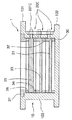
図1は本発明の光学要素組立体1における筒体10と保持器20とを一部断面で示した平面図であり、図2は保持器の取り付け状態を示す拡大断面図である。図3は、筒体10に複数の光学要素、例えばレンズ、アパーチャ部材又は偏向器等を組み付けた、穴あけ加工する前の状態を示す図1のG−G線に沿う光学要素組立体の断面図である。以下においては、説明の便宜上、複数のレンズのみを筒体10に組み付けた場合について説明する。図4は図3の状態でレンズ及び筒体に穴あけ加工を施した後の完成した光学要素組立体を示す断面図である。図4のように光学要素組立体1は一つのユニットとして、電子線装置の電子光学系を収容する鏡筒(図示されていない)に取り付けられる。なお、上記各図においてレンズに電荷を印加する機構は省略されている。
【0008】
図1、図2及び図4において、光学要素組立体1は、筒体10と、複数(本実施形態では例示的に3個)の保持器20A,20B、20Cと、複数(本実施形態では例示的に3枚)のレンズ31,33,35とで構成される。
筒体10は全体として円筒状の形状であり、上方フランジ101、下方フランジ102及び本体部分103を有する。上方フランジ101及び下方フランジ102は、後述するように、筒体10に複数のレンズを一体的に組み付けてユニット化した光学要素組立体1を穴あけ加工機械にチャックで固定するため、及びこの光学要素組立体を電子線装置の鏡筒に取り付けるために使用される。
本体部分103には、保持器20A,20B、20Cが筒体10の中心軸線と同軸状にかつ同一の円周上に等間隔で取り付けられている。保持器20A,20B、20Cは全て同じ形状であり、基部202A,202B,202C、円筒形もしくは矩形の突出部203A,203B,203C及び取付用のボルト201A,201B,201Cで構成される。各基部202A,202B,202Cにはボルト201A,201B,201Cを通すための貫通穴205A,205B,205Cが2箇所づつ設けられている。各突出部203A,203B,203Cは、後述するように、それらの先端204A,204B,204Cにレンズの周縁を接触させた状態でレンズを位置決め調整可能に保持する。
【0009】
本体部分103には、更に、保持器20A,20B、20Cの基部202A,202B,202Cがそれぞれ着座する平坦な面104A,104B,104Cが、筒体10の中心軸線と同軸かつ同一の円周に接する形態で、等間隔に形成されている。また、平坦な面104A,104B,104Cの各々には各保持器の突出部203A,203B,203Cがそれぞれ嵌合する貫通穴106A,106B,106Cが形成されており、この貫通穴の両側にはボルト201A,201B,201Cのねじと係合するねじ穴107A,107B,107Cが形成されている。
平坦な面104B及び104Cの厚さTb、Tcは、保持器20Bの先端204B及び保持器20Cの先端204Cのそれぞれが筒体10の内壁105の表面から僅かに(本実施形態では例えば1mm)突出するような寸法で平面加工されている。これは、レンズ31,33,35の外径が筒体10の内壁105の内径よりも2mm程度(即ち、半径で1mm程度)小さい寸法で加工されていることによる。従って、保持器20Bの先端204B及び保持器20Cの先端204Cにレンズを接触させた状態で内壁105とレンズの外周との間には1mm程度の間隙が形成される(図4)。
一方、平坦な面104Aの厚さTaは、平坦な面104B及び104Cの厚さTb、Tcよりも1mm程度薄くなる寸法で平面加工されており、従って、保持器20Aの基部202Aを平坦な面104Aに接触させた状態では、保持器20Aの先端204Aは筒体10の内壁105の表面から2mm程度突出する(図1)。それにより、保持器20Aは、レンズを保持した状態では、平坦な面104Aと保持器20Aの基部202Aの下面との間に1mm程度の隙間が生じることとなる。これは保持器20Aによるレンズの半径方向位置決めの調整代に余裕を持たせたものである。
【0010】
次に図1及び図3を参照しながら、光学要素組立体1を製造する方法について説明する。
まず、筒体10の所定の位置に保持器20B及び20Cをそれぞれボルト201B、201Cで取り付ける。この場合、保持器20B及び20Cの先端202B及び202Cがそれぞれ筒体の内壁105から1mm程度突出した状態で取り付ける(図1)。
次に、図3に示すように、絶縁及び高さ方向位置決め用のスペーサリング30を筒体10内の底面に挿入した後最初のレンズ31を挿入する。このレンズ31は、その外径が各保持器の先端202A,202B,202Cの3点により形成される円と同じ直径になるように加工されているが、中心部の穴は未だ加工されていない。レンズ31を保持器20B及び20Cのそれぞれの先端202B及び202Cに接触させた状態で、保持器20Aを筒体10の所定の位置に取り付け、保持器20Aをボルト201Aにより押し込むことにより3点支持でレンズ31を固定する。それによりレンズ31が位置決めされる。
同様な方法でスペーサリング32、レンズ33,スペーサリング34,レンズ35及びスペーサリング36を順に筒体10内に位置決めする。このような工程において、各レンズ31、33,35の周縁部と、筒体10の内面105と、スペーサ30,32,34とに合マークを付けて、光学要素組立体1を分解、洗浄した後再組立する場合に、分解前と同じ各レンズ相互の位相を再現できるようにすることが望ましい。
【0011】
次に、筒体10に蓋37をねじ等の公知の方法で取り付けてレンズを確実に固定する(図3)。
その後、下部フランジ102をチャックで加工機械に固定し、レンズ35の側から筒体10の底面まで順に穴あけ加工を行う。この場合、各レンズと筒体の底面には、下部フランジの外周円との同軸度が1ミクロン以下の精度を有する穴を同時に形成することができる。それにより、筒体10,保持器20A,20B、20C及び各レンズ31、33,35を一体的に組み込んでユニット化した高い位置決め精度を有する光学要素組立体1が製造される(図4)。なお、上部フランジ101をチャックで加工機械に固定し、筒体10の底面側からレンズ35まで順に穴あけ加工を行うようにしてもよい。
穴あけ加工終了後、加工機械から光学要素組立体を取り外し、分解する。このとき筒体10からは蓋37及び保持器20Aのみ取り外し、保持器20B、20Cは筒体10に取り付けたままにして、各レンズ及びスペーサリングを取り出す。これは洗浄時に分解する場合も同様である。
【0012】
再度光学要素組立体の組立を行う場合、各スペーサリングとレンズを交互に挟み込みながら、各レンズ及び筒体の内面に付された合マークを目安にして、上記と同様の手順で各レンズを配置し、かつ蓋37を取り付ける。保持器20B、20Cは筒体10から取り外されていないため最初の組立時における状態が維持されているためレンズの半径方向位置決め精度を再現することができ、また、合マークによりレンズ相互間の回転方向位置決め精度を再現することができる。従って、各レンズの穴の同軸度は分解前の精度を再現することができる。
なお、上記においては、複数のレンズのみを筒体内に組み付けた実施形態について説明したが、本発明はこれに限られるものではなく、レンズの代わりにアパーチャ部材又は偏向器を組み付けた場合、若しくはこれらを相互に組み合わせた場合にも適用できることは当業者には明らかである。
【0013】
次に、図5を参照して本発明による光学要素組立体1を取り付けた電子線装置の実施形態を説明する。
図5において、本実施形態の電子線装置6が模式的に示されている。この電子線装置6は、第一次光学系60と、第二次光学系70と、検出装置80とを備えている。第一次光学系60は、電子線を試料Sの表面に照射する光学系で、電子線を放出する電子銃61と、電子銃から放出された電子線を偏向させる静電偏向器62と、電子線を集束するコンデンサレンズ64と、開口角を決定するアパーチャ部材65と、電子線を試料上で走査する静電偏向器66及び67と、E×B分離器68と、対物レンズ69とを備え、それらは、図5に示すように電子銃61を最上部にして第一次光学系60の光軸Mに沿って順に配置されている。上記偏向器62、コンデンサレンズ64、アパーチャ部材65及び静電偏向器66は、筒体10及び保持器20A,20B,20Cにより光学要素組立体1としてユニット化され、鏡筒(図示されていない)に一体的に組み付けられている。
第二次光学系70は、第一次光学系60のE×B分離器68の近くで第一次光学系の光軸Mに対して傾斜している光軸Nに沿って配置されている。
検出装置80は検出器81を備えている。
【0014】
上記の電子線装置において、電子銃61から放出された電子線は、静電偏向器62により偏向され,コンデンサレンズ64により集束され、対物レンズ69の電子銃側にクロスオーバーを形成し、更に対物レンズ69で試料Sに合焦される。この場合、電子線は静電偏向器66とE×B分離器68の静電偏向器67とで偏向され、試料S上に走査して照射される。
この電子線による照射により試料Sから放出された二次電子は、対物レンズ69と試料S間に印加された加速電界により加速・集束され、対物レンズ69を通過する。対物レンズを通過した二次電子はE×B分離器68により第二次光学系70の光軸Nに沿う方向に偏向され、検出装置80の検出器81で検出されて試料Sの評価がなされる。
【0015】
次に、図6及び図7を参照して本発明による光学要素組立体を組み込んだ電子線装置を使用して半導体デバイスを製造する方法を説明する。
図6は本発明による半導体デバイスの製造方法の一実施例を示すフローチャートである。この実施例の工程は以下の主工程を含んでいる。
(1)ウエハを製造するウエハ製造工程(又はウエハを準備するウエハ準備工程)
(2)露光に使用するマスクを製造するマスクを製造するマスク製造工程(又はマスクを準備するマスク準備工程)
(3)ウエハに必要な加工処理を行うウエハプロセッシング工程
(4)ウエハ上に形成されたチップを一個づつ切り出し、動作可能にならしめるチップ組立工程
(5)できたチップを検査するチップ検査工程
なお、上記のそれぞれの主工程は更に幾つかのサブ工程からなっている。
【0016】
これらの主工程の中で、半導体デバイスの性能に決定的な影響を及ぼすのが(3)のウエハプロセッシング工程である。この工程では、設計された回路パターンをウエハ上に順次積層し、メモリーやMPUとして動作するチップを多数形成する。このウエハプロセッシング工程は以下の各工程を含んでいる。
(1)絶縁層となる誘電体薄膜や配線部、或いは電極部を形成する金属薄膜等を形成する薄膜形成工程(CVDやスパッタリング等を用いる)
(2)この薄膜層やウエハ基板を酸化する酸化工程
(3)薄膜層やウエハ基板を選択的に加工するためにマスク(レチクル)を用いてレジストパターンを形成するリソグラフィー工程
(4)レジストパターンに従って薄膜層や基板を加工するエッチング工程(例えばドライエッチング技術を用いる)
(5)イオン・不純物注入拡散工程
(6)レジスト剥離工程
(7)加工されたウエハを検査する工程
なお、ウエハプロセッシング工程は必要な層数だけ繰り返し行い、設計通り動作する半導体デバイスを製造する。
【0017】
図7は、図6のウエハプロセッシング工程の中核をなすリソグラフィー工程を示すフローチャートである。リソグラフィー工程は以下の各工程を含む。
(1)前段の工程で回路パターンが形成されたウエハ上にレジストをコートするレジスト塗布工程
(2)レジストを露光する工程
(3)露光されたレジストを現像してレジストのパターンを得る現像工程
(4)現像されたレジストパターンを安定化するためのアニール工程
上記の半導体デバイス製造工程、ウエハプロセッシング工程、及びリソグラフィー工程については、周知のものでありこれ以上の説明を要しないであろう。
上記(7)の検査工程に本発明に係る欠陥検査方法、欠陥検査装置を用いると、微細なパターンを有する半導体デバイスでも、スループット良く検査できるので、全数検査が可能となり、製品の歩留まりの向上、欠陥製品の出荷防止が可能となる。
【0018】
【発明の効果】
本発明によれば、以下のような効果を奏することが可能である。
(1)複数のレンズ等の光学要素を筒体と保持器で組み合わせ、ユニット化して同時に穴あけ加工することにより、複数の光学要素相互の高度な位置決め精度を簡易な構成で実現する光学要素組立体を提供することができ、また、そのような光学要素組立体を備えた電子線装置を提供することもできる。
(2)光学要素組立体の製造途中において、筒体の内面と筒体内に収容されている各光学要素とに合マークを付することにより、光学要素組立体の分解、洗浄後に再度組み立てる場合でも、分解前の高度な位置決め精度を容易に再現することができる。
【図面の簡単な説明】
【図1】本発明による光学要素組立体における筒体と保持器とを一部断面で示した平面図である。
【図2】保持器の取り付け状態を示す拡大断面図である。
【図3】筒体内に複数のレンズ等の光学要素を組み付けた、穴あけ加工する前の状態を示す図1のG−G線に沿う光学要素組立体の断面図である。
【図4】図2の状態で穴あけ加工を施した後の状態を示す、図2と同様の断面図である。
【図5】本発明による光学要素組立体を組み込んだ電子線装置の光学系を模式的に示した図である。
【図6】デバイス製造工程を示すフローチャートである。
【図7】リソグラフィー工程を示すフローチャートである。
【符号の説明】
1:光学要素組立体 10:筒体
20A、20B、20C:保持器
31、33、35:レンズ 101:上方フランジ
102:下方フランジ 103:本体部分
104A、104B,104C:平坦な面
105:内壁 201、201、201:ボルト
Claims (4)
- 電子線装置に光学要素を高い位置決め精度でセット可能な光学要素組立体において、
中で前記複数の光学要素を収容可能な筒体であって、一端に前記筒体の中心軸線を中心とする同一円周上に外周縁を有するフランジ部を有し、前記電子線装置内の所定の位置に脱着可能に取り付けられるようになっている筒体と、
前記筒体内に収容され、穴あけ加工される複数の前記光学要素と、
前記筒体に円周方向に等間隔に隔てて取り付けられた複数組の保持器であって、前記筒体の内周面より半径方向内側に突出可能な先端を有し、前記先端で前記光学要素を位置調整可能に保持する複数組の保持器とを備え、
前記筒体と前記各光学要素には、穴あけ加工後の光学要素組立体を分解した後再組立するとき、前記各光学要素相互間の回転方向位置決め精度を再現するための合マークが付され、
更に、前記光学要素組立体の分解時には前記複数組の保持器のうち一つのみが取り外されることを特徴とする、電子線装置用の光学要素組立体。 - 電子線装置用の光学要素組立体の加工方法であって、
(1)複数の前記光学要素を収容する筒体を用意しかつ前記筒体に複数の保持器を取り付けることと、
(2)前記筒体の中にスペーサ及び加工されていない光学要素を挿入し、前記複数組の保持器により前記光学要素を保持させることと、
(3)前記複数の光学要素が保持された筒体を加工機械にセットし、前記筒体内に前記光学要素を保持した状態で、前記筒体と複数の光学要素を順に加工することと、
(4)加工終了後、前記筒体を加工機械から取り外すことと、
(5)加工機械から外した前記筒体から前記光学要素を取り外して前記筒体及び光学要素を洗浄することと、
(6)洗浄後の前記光学要素を洗浄後の前記筒体内に前記保持器により位置決め固定することと、
を備えている方法。 - 請求項2に記載の方法において、前記筒体内に前記光学要素を挿入し保持器により保持させる工程が、前記筒体と前記光学要素とに合マークを付する工程を含むことを特徴とする方法。
- 前記請求項1に記載の光学要素組立体を備えた電子線装置を使用して、プロセス途中のウェハの評価を行うことを特徴とするデバイス製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001142813A JP3983013B2 (ja) | 2001-05-14 | 2001-05-14 | 電子線装置用の光学要素組立体、その光学要素組立体の加工方法及びそのような光学要素組立体を備えた電子線装置を用いるデバイス製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001142813A JP3983013B2 (ja) | 2001-05-14 | 2001-05-14 | 電子線装置用の光学要素組立体、その光学要素組立体の加工方法及びそのような光学要素組立体を備えた電子線装置を用いるデバイス製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002341216A JP2002341216A (ja) | 2002-11-27 |
| JP2002341216A5 JP2002341216A5 (ja) | 2004-12-16 |
| JP3983013B2 true JP3983013B2 (ja) | 2007-09-26 |
Family
ID=18989049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001142813A Expired - Lifetime JP3983013B2 (ja) | 2001-05-14 | 2001-05-14 | 電子線装置用の光学要素組立体、その光学要素組立体の加工方法及びそのような光学要素組立体を備えた電子線装置を用いるデバイス製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3983013B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005191204A (ja) * | 2003-12-25 | 2005-07-14 | Kyocera Corp | 光学要素組立体及びその組立方法並びにそれを用いた電子線装置 |
| JP4614760B2 (ja) * | 2004-12-24 | 2011-01-19 | 京セラ株式会社 | 静電偏向器及びそれを用いた電子線装置 |
| JP2010034075A (ja) * | 2009-11-09 | 2010-02-12 | Kyocera Corp | 光学要素組立体の組立方法 |
| JP5789118B2 (ja) * | 2011-04-15 | 2015-10-07 | 津田駒工業株式会社 | ロータリージョイント装置およびロータリージョイント装置の加工方法ならびにロータリージョイント装置を備えた工作機械用の主軸駆動装置 |
-
2001
- 2001-05-14 JP JP2001142813A patent/JP3983013B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002341216A (ja) | 2002-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7598471B2 (en) | Method of electric discharge machining a cathode for an electron gun | |
| US7361600B2 (en) | Semiconductor manufacturing apparatus having a built-in inspection apparatus and a device manufacturing method using said manufacturing apparatus | |
| JP3983013B2 (ja) | 電子線装置用の光学要素組立体、その光学要素組立体の加工方法及びそのような光学要素組立体を備えた電子線装置を用いるデバイス製造方法 | |
| JP2007324371A (ja) | オーバーレイ検査用オーバーレイマーク及びレンズ収差調査用マーク | |
| JP2000173889A (ja) | 電子線露光装置、電子レンズ、ならびにデバイス製造方法 | |
| JP3908963B2 (ja) | 電子線装置 | |
| JP2002543607A (ja) | 複数の荷電粒子ビームの較正及びシールド荷電粒子リソグラフィーのための微細加工テンプレート | |
| JP2002141010A (ja) | 電子線装置及びその電子線装置を用いたデバイスの製造方法 | |
| JP3782692B2 (ja) | 電子線装置及び該装置を用いた半導体デバイス製造方法 | |
| JP2003031171A (ja) | 電子線装置及び該電子線装置を用いたデバイス製造方法 | |
| JP2002352763A (ja) | 電子線装置及び該装置を用いたデバイス製造方法 | |
| JP2002190268A (ja) | 電子線装置及び該装置を用いた半導体デバイス製造方法 | |
| JP2006054192A (ja) | 電子線装置及びその装置を用いたデバイス製造方法 | |
| JP3907943B2 (ja) | 欠陥検査方法及びその方法を用いたデバイス製造方法 | |
| JP3803271B2 (ja) | 電子線装置及びその装置を用いたデバイス製造方法 | |
| JP2007087639A (ja) | 電子線装置及びパターン評価方法 | |
| JP2005294654A (ja) | 基板ホルダ | |
| JP2002184338A (ja) | 電子線装置及びその電子線装置を用いたデバイス製造方法 | |
| JP3929873B2 (ja) | 電子線装置及び該装置を用いたデバイス製造方法 | |
| JP2002260571A (ja) | 電子線装置および電子線装置を用いたデバイス製造方法 | |
| JP2003115274A (ja) | 試料保持機と試料の保持方法、並びに、それを用いた半導体製造装置 | |
| JP2004179129A (ja) | 電子線装置及びその装置を用いたデバイスの製造方法 | |
| JP2003142020A (ja) | 電子線装置及びその装置を用いたデバイスの製造方法 | |
| JP2003142017A (ja) | 電子線装置および電子線装置を用いたデバイス製造方法 | |
| JP2002157970A (ja) | 電子線を用いた評価装置及び方法、並びに、こうした装置及び方法を用いたデバイス製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040109 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051013 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070703 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100713 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |