JP3981069B2 - 無段変速機用金属ベルト、金属リングの製造方法および金属リングの形状測定方法 - Google Patents
無段変速機用金属ベルト、金属リングの製造方法および金属リングの形状測定方法 Download PDFInfo
- Publication number
- JP3981069B2 JP3981069B2 JP2003434282A JP2003434282A JP3981069B2 JP 3981069 B2 JP3981069 B2 JP 3981069B2 JP 2003434282 A JP2003434282 A JP 2003434282A JP 2003434282 A JP2003434282 A JP 2003434282A JP 3981069 B2 JP3981069 B2 JP 3981069B2
- Authority
- JP
- Japan
- Prior art keywords
- metal ring
- metal
- radius
- continuously variable
- variable transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/16—V-belts, i.e. belts of tapered cross-section consisting of several parts
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Transmissions By Endless Flexible Members (AREA)
- General Details Of Gearings (AREA)
Description
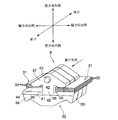
31 金属リング集合体
33 金属リング
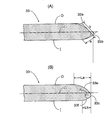
33c 突出部
33e 第1切欠部
33f 第2切欠部
C 金属リングの径方向中心面
I 金属リングの径方向内周面
La 第1切欠部の金属リングの幅方向長さ
Lb 第2切欠部の金属リングの幅方向長さ
O 金属リングの径方向外周面
Claims (3)
- 無端状の金属リング(33)を複数枚積層した金属リング集合体(31)に多数の金属エレメント(32)を支持した無段変速機用金属ベルトにおいて、
径方向外周面(O)および径方向内周面(I)を有する前記金属リング(33)の側端縁を、前記径方向外周面(O)に連なる第1切欠部(33e)と前記径方向内周面(I)に連なる第2切欠部(33f)とによって先細の薄肉状とし、その先端に所定半径を有する円の一部である円弧状の突出部(33c)を前記金属リング(33)の径方向中心面(C)と前記径方向内周面(I)との間に位置するように形成し、
前記所定半径を有する円は前記径方向内周面(I)から径方向外側に離れた位置にあり、かつ前記第1切欠部(33e)の前記金属リング(33)の幅方向長さ(La)は、前記第2切欠部(33f)の前記金属リング(33)の幅方向長さ(Lb)よりも長く設定されることを特徴とする無段変速機用金属ベルト。 - 請求項1に記載の無段変速機用金属ベルト(9)の金属リング(33)の製造方法であって、
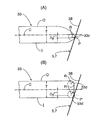
前記金属リング(33)の側端縁を押し切りにより切断した後に研磨することで、前記側端縁の突出部(33c)に所定の半径を付与することを特徴とする金属リングの製造方法。 - 請求項1に記載の無段変速機用金属ベルト(9)の金属リング(33)の突出部(33c)の半径を算出する金属リングの形状測定方法であって、
金属リング(33)の側端縁の断面形状を所定間隔を有する複数の測定点の座標として測定する工程と、
所定の連続する測定点の座標の移動平均を算出する工程と、
前記移動平均を所定間隔で少なくとも3個選出し、それら少なくとも3個の移動平均から突出部(33c)の半径を算出する工程と、
を含むことを特徴とする金属リングの形状測定方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003434282A JP3981069B2 (ja) | 2003-12-26 | 2003-12-26 | 無段変速機用金属ベルト、金属リングの製造方法および金属リングの形状測定方法 |
| CNB2004100946927A CN1306184C (zh) | 2003-12-26 | 2004-11-12 | 无级变速器用金属带、金属环的制造方法及形状测定方法 |
| EP04029910A EP1548325B1 (en) | 2003-12-26 | 2004-12-16 | Continuously variable transmission metal belt, process for producing metal ring. |
| DE602004025785T DE602004025785D1 (de) | 2003-12-26 | 2004-12-16 | Metalltreibriemen für stufenlos regelbares Getriebe,Verfahren zur Herstellung von einem Metallring. |
| US11/019,385 US7670241B2 (en) | 2003-12-26 | 2004-12-23 | Continuously variable transmission metal belt, process for producing metal ring, and process for measuring shape of metal ring |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003434282A JP3981069B2 (ja) | 2003-12-26 | 2003-12-26 | 無段変速機用金属ベルト、金属リングの製造方法および金属リングの形状測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005188712A JP2005188712A (ja) | 2005-07-14 |
| JP3981069B2 true JP3981069B2 (ja) | 2007-09-26 |
Family
ID=34545098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003434282A Expired - Fee Related JP3981069B2 (ja) | 2003-12-26 | 2003-12-26 | 無段変速機用金属ベルト、金属リングの製造方法および金属リングの形状測定方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7670241B2 (ja) |
| EP (1) | EP1548325B1 (ja) |
| JP (1) | JP3981069B2 (ja) |
| CN (1) | CN1306184C (ja) |
| DE (1) | DE602004025785D1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8926404B2 (en) | 2010-06-25 | 2015-01-06 | Honda Motor Co., Ltd. | Method for manufacturing metal ring of continuously variable transmission metal belt |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102576206B (zh) * | 2009-09-30 | 2015-01-07 | 佳能株式会社 | 电子照相用环形带、定影装置及电子照相图像形成设备 |
| JP2015194226A (ja) * | 2014-03-31 | 2015-11-05 | 本田技研工業株式会社 | 無段変速機用金属ベルト |
| AT517952B1 (de) * | 2016-02-23 | 2017-06-15 | Berndorf Band Gmbh | Verfahren zur Herstellung endloser Metallbänder beliebiger Breite |
| WO2019112026A1 (ja) * | 2017-12-07 | 2019-06-13 | アイシン・エィ・ダブリュ株式会社 | 伝達ベルトおよび無段変速機並びにエレメントの設計方法、エレメントの製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6129025A (ja) * | 1984-07-20 | 1986-02-08 | 東芝テック株式会社 | 鍵スイツチ装置 |
| NL8403388A (nl) * | 1984-11-07 | 1986-06-02 | Gayliene Investments Ltd | Eindloze metalen band. |
| JPS61290257A (ja) * | 1985-06-17 | 1986-12-20 | Nissan Motor Co Ltd | Vベルト |
| JP3361835B2 (ja) | 1992-06-17 | 2003-01-07 | 横河電機株式会社 | スイッチング電源 |
| JPH0743119A (ja) | 1993-07-27 | 1995-02-10 | Nkk Corp | 管体の寸法測定装置 |
| DE69806226T2 (de) * | 1998-04-14 | 2003-02-20 | Van Doorne's Transmissie B.V., Tilburg | Metallischer Riemen und Verfahren zu seiner Herstellung |
| JP3534033B2 (ja) | 2000-02-29 | 2004-06-07 | 日産自動車株式会社 | 積層式金属ベルト用リングとその製造方法 |
| JP3977023B2 (ja) | 2000-03-01 | 2007-09-19 | 本田技研工業株式会社 | 金属ベルト式無段変速機 |
| NL1020809C2 (nl) * | 2002-06-07 | 2003-12-17 | Doornes Transmissie Bv | Duwband, ringelement, en werkwijze en inrichting voor het elektrochemisch bewerken daarvan. |
| US7413496B2 (en) * | 2003-02-10 | 2008-08-19 | Honda Motor Co., Ltd. | Method and device for polishing endless belt metal rings for continuously variable transmission |
-
2003
- 2003-12-26 JP JP2003434282A patent/JP3981069B2/ja not_active Expired - Fee Related
-
2004
- 2004-11-12 CN CNB2004100946927A patent/CN1306184C/zh not_active Expired - Fee Related
- 2004-12-16 EP EP04029910A patent/EP1548325B1/en not_active Expired - Lifetime
- 2004-12-16 DE DE602004025785T patent/DE602004025785D1/de not_active Expired - Lifetime
- 2004-12-23 US US11/019,385 patent/US7670241B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8926404B2 (en) | 2010-06-25 | 2015-01-06 | Honda Motor Co., Ltd. | Method for manufacturing metal ring of continuously variable transmission metal belt |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1306184C (zh) | 2007-03-21 |
| US7670241B2 (en) | 2010-03-02 |
| EP1548325B1 (en) | 2010-03-03 |
| EP1548325A2 (en) | 2005-06-29 |
| JP2005188712A (ja) | 2005-07-14 |
| DE602004025785D1 (de) | 2010-04-15 |
| EP1548325A3 (en) | 2005-09-07 |
| CN1637315A (zh) | 2005-07-13 |
| US20050170926A1 (en) | 2005-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1884682A2 (en) | Power transmission chain, method for manufacturing power transmission member of the power transmission chain, and power transmission device | |
| US6612954B2 (en) | Belt for continuously variable transmission | |
| US20190154113A1 (en) | Transfer belt | |
| JP3981069B2 (ja) | 無段変速機用金属ベルト、金属リングの製造方法および金属リングの形状測定方法 | |
| JP4447031B2 (ja) | 金属vベルト | |
| JP5031071B2 (ja) | 無段変速機用金属ベルトの金属リングの製造方法および無段変速機用金属ベルトの金属リングの形状測定方法 | |
| EP1638724A2 (en) | Double flank delash gear mechanism | |
| JP2006161977A (ja) | 金属ベルト用金属リング | |
| JP2005054962A (ja) | シャフト及びハブの動力伝達機構 | |
| JP6108321B2 (ja) | ベルト式無段変速機 | |
| JP4678307B2 (ja) | Cvtエレメントおよびcvtエレメントの製造方法 | |
| WO2017006914A1 (ja) | 摩擦プーリ | |
| JP4910982B2 (ja) | 動力伝達チェーンの製造方法 | |
| JP2014059213A (ja) | 動力伝達チェーンの検査治具、検査装置および検査方法 | |
| JP5968332B2 (ja) | 表面形状を有するフレキシブルな金属リング、及び積層されたフレキシブルな金属リングセットを備える駆動ベルト | |
| JP4474945B2 (ja) | トロイダル型無段変速機 | |
| JP6276464B2 (ja) | ベルト式無段変速機用治具 | |
| JP7364719B2 (ja) | 無段変速機 | |
| JP5494092B2 (ja) | 動力伝達チェーンの製造方法 | |
| EP1130283B1 (en) | Thin metal ring for metal belt type nonstep variable-speed transmission | |
| JP2009204151A (ja) | 無端金属ベルトおよびその製造方法 | |
| JP4673635B2 (ja) | 金属ベルト | |
| JP4302008B2 (ja) | シャフト及びハブの動力伝達機構 | |
| JP3636713B2 (ja) | シャフト及びハブの動力伝達機構 | |
| JPH11257462A (ja) | ディファレンシャル装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060726 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060915 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070228 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070613 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070628 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3981069 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100706 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100706 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110706 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110706 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120706 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120706 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130706 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140706 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |