JP3859876B2 - 非接触式icカード用積層シート - Google Patents
非接触式icカード用積層シート Download PDFInfo
- Publication number
- JP3859876B2 JP3859876B2 JP20395998A JP20395998A JP3859876B2 JP 3859876 B2 JP3859876 B2 JP 3859876B2 JP 20395998 A JP20395998 A JP 20395998A JP 20395998 A JP20395998 A JP 20395998A JP 3859876 B2 JP3859876 B2 JP 3859876B2
- Authority
- JP
- Japan
- Prior art keywords
- card
- chip
- buffer layer
- adhesive layer
- laminated sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Credit Cards Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、非接触式ICカードに適用される積層シートに関し、特に、優れた外観を有する非接触式ICカードを作成するための積層シートに関する。
【0002】
【従来の技術】
最近、従来の磁気ストライプ型カードにかわって、ICチップを内蔵したICカードが登場し、ガソリンの支払いカード、テレホンカード等として実用化が始まっている。ICチップを内蔵したICカードは、従来の磁気ストライプ型カードに比べると情報量、処理スピードおよびセキュリティ面での信頼性等が格段に優れており、今後のカードの主流になるものと思われる。
【0003】
ICカードを大きく分類すると、ICチップの情報を読み書きするリーダライタとの接点がカード表面に露出している「接触式ICカード」と、カードの中にアンテナコイルとICチップとが内蔵されていて、磁界中をカードが通過するときにコイルに発生する誘導電流でICチップの情報を読みとり、さらに書き換えることができる「非接触式ICカード」の2種類がある。
【0004】
接触式ICカードは高機能ICチップを使用することができるが、カードをリーダライタに挿入しなければならなくて手間がかかる上、リーダライタとカードとが物理的に接触するので摩擦、磨耗によるカードの耐久性やリーダライタのメンテナンスが問題になってくる。
【0005】
一方、非接触式ICカードはリーダライタに挿入する必要がないので、リーダライタとの物理的な接触はなく、例えばテレホンカードに非接触式ICカードを使用した場合には、カードとの接触が原因で生じる電話機の汚れを避けることができるため電話機のメンテナンスが楽になる、という利点がある。また、カードをいちいちリーダライタに挿入する必要がないので、例えば交通機関の自動改札機や高速道路の料金所を通過するときにノンストップで情報交換ができ、通勤ラッシュや交通渋滞の解消に効果がある。従って、非接触式ICカードは公共機関の定期やテレホンカード等のプリペードカードとして大きな市場が見込まれている。
【0006】
非接触式ICカードは、カード形状の金型の中にICチップとアンテナ用ループコイルを固定し、その後樹脂を注入して一体化させるという射出成形法によって主に製造されていた。ところが、この方法でICカードを製造すると、樹脂注入時の圧力や温度によってICチップが損傷を受けたり、成形後にICカード1枚毎に印刷を施さなければならないことによるコストアップ等が問題となっていた。この問題を解決するため、射出成形を用いないで大判シートにICチップ等(COB)を埋め込んで、この大判シートから多数個のカードを切り出すという方法がとられてきた。なお、大判シートには、機械的性質、加工性等の物性面から、またコスト等の面から、硬質PVC系シートが通常用いられている。その製造方法を具体的に説明する。まず、カードの中央部シート(以下「コアシート」という)にICチップを装填するための凹部を切削加工(以下「ザグリ加工」という)した後かかる凹部にICチップを装填するか、ICチップの大きさの窓部を打ち抜いた後でその打ち抜き窓にICチップを装填し、そのコアシートの片面または両面にICチップを隠蔽するためのシート(以下「オーバーシート」という)を重ねて、熱プレスによって熱融着一体化してICチップ等(COB)を埋め込んだ大判シートを形成する。その後、打ち抜き加工してカード形状に仕上げる。この場合、オーバーシートに予め印刷が施されていてもよいし、熱プレス後、打ち抜き加工前にオーバーシートに印刷してもよい。
【0007】
ところが、この方法でICカードを作製すると手間がかかり、また、ICチップを装填するためコアシートにICチップの大きさより少し大きめの凹部を形成するか、窓部を打ち抜かなければならないので、熱プレス後、カード表面にヒケが発生してカードの平滑性が悪くなる。このためプレス後に印刷を施したオーバーシートを重ねた場合には印刷板にゆがみが生じて美観を損ね、プレス後にオーバー層に印刷する場合には印刷性が低下する。最近開発されている多機能カードは、非接触式ICチップを内蔵するだけでなく接触式のICチップや磁気ストライプも1枚のカードに有していて接触式のリーダライタに挿入される場合もある。さらに、熱による印字や印字消去の繰り返しが可能な感熱リライト記録媒体がカード表面に塗布されている場合もあり、そのため表面平滑性が特に要求される。このようにカード表面の平滑性は、今後ますます重要な問題となることが予想される。
【0008】
これらの問題点を解決するため、非接触式ICカード用フィルムとして、アンテナ用ループコイルおよびICチップ等を装填するための凹部の隙間に各種ホットメルト系接着剤を流し込んだり、コアシートとオーバーシートとの間に接着剤を挟み込んだりしたフィルムが知られている。
【0009】
【発明が解決しようとする課題】
しかし、これらのフィルムは、ICカード成形時に包埋されたICチップの跡がオーバーシートの表面に現れ、オーバーシートへの印刷に悪影響を及ぼす。また、使用されるホットメルト系接着剤はICカードの腰を持たせるために硬さが必要だが、硬すぎるとICカードを折り曲げたときに接着層と被着体との間で層間剥離や材料破壊が生じる。一方接着剤の硬度が柔らかすぎると、腰のないICカードになってしまうので実用上望ましくない。
【0010】
本発明は上記問題点を解決すべくなされたものであり、本発明の目的は、ヒケの発生や、非接触式ICカードの製造時におけるカードの変形を防止し、ICカード成形時に包埋されたICチップ等の痕跡がオーバーシートに現れない、表面平滑性に優れた非接触式ICカード用積層シートを提供することにある。
【0011】
【課題を解決するための手段】
請求項1の非接触式ICカード用積層シートは、プラスチックフィルムの一方の面に、緩衝効果のある緩衝層および接着性能を示す接着層をこの順に有し、かつ、該緩衝層の溶融粘度が該接着層の溶融粘度より5,000ポイズ以上高いことを特徴とする。
【0012】
ここで、緩衝層は、ポリ塩化ビニル、ポリウレタン、ポリエステル、ポリオレフィンからなる群から選ばれる1つを有する熱可塑性エラストマーからなり、接着層は熱可塑性ポリオレフィン、熱可塑性ポリエステル、熱可塑性ポリウレタンからなる群から選ばれる1つを有する高分子材料からなることができる。
【0013】
また、前記緩衝層の溶融粘度が前記接着層の溶融粘度より高いことができる。
【0014】
【発明の実施の形態】
本発明の非接触式ICカード用積層シートは、基板となるプラスチックフィルム、緩衝層および接着層の3層をこの順に有する構成である。
【0015】
緩衝層は基材となるプラスチックフィルムの一方の面に設けられており、緩衝層はカード成形の際に表面平滑性を保持できるような緩衝効果を有する。緩衝層に好ましく用いられる材料としては、ポリ塩化ビニル(PVC)、ポリウレタン、ポリエステル、ポリオレフィン等の組成を有する熱可塑性エラストマーが挙げられる。具体的には、スチレン系、オレフィン系、エステル系、ウレタン系、イソプレン系、1,2−ブタジエン系、塩化ビニル系、アミド系、アイオノマー系、エチレン−酢酸ビニル(EVA)共重合系、エチレン−アクリル酸エチル(EEA)共重合系の熱可塑性エラストマー等が、好ましく用いられる。透明性が要求される場合にはウレタン系の熱可塑性エラストマー等が好ましく、また用途によっては弾性率の温度依存性が小さいEVA共重合系の熱可塑性エラストマーを用いることも好ましい。
【0016】
本発明においては、緩衝層に用いられる熱可塑性エラストマーは硬度(ショアーA)が100以下であることが好ましい。硬度が100以下であれば凹凸が現れることはないからである。
【0017】
緩衝層の厚さは、ICチップ等が十分に埋設され、プラスチックフィルム表面に凹凸がでないような厚さであればよいが、25μm以上であることが好ましい。
【0018】
接着層は緩衝層の面上に設けられている。接着層は常温で柔軟性および密着性を有し、熱溶融により被着体に対して接着性能を有することが好ましい。接着層に好ましく用いられる材料としては、熱可塑性のポリオレフィン樹脂、ポリエステル樹脂、ポリウレタン樹脂等の高分子材料が挙げられる。ここでポリエステル樹脂は非晶性でも結晶性でもよい。例えば、ポリエチレン(PE)、エチレン―酢酸ビニル共重合体(EVA)、エチレン―アクリル酸エチル共重合体(EEA)、アクリル酸共重合樹脂(EAA)、エチレン―メタクリル酸共重合樹脂(EMAA)等のポリオレフィン樹脂またはポリエステル樹脂が挙げられ、特に結晶性のポリオレフィン樹脂またはポリエステル樹脂が好ましい。
【0019】
本発明においては、測定温度が160℃、剪断速度が10sec-1での高化式フローテスターによる溶融粘度の測定値が1,000ポイズ〜150,000ポイズの範囲の高分子材料であることが好ましく、2,000ポイズ〜100,000ポイズであることが特に好ましい。加工条件に応じて溶融粘度を決定し、その溶融粘度を有する好適な高分子材料を選択することができる。溶融粘度が1,000ポイズ以上であれば、加工の際に溶融粘度が低くなり過ぎて接着剤のはみ出しが生じることはない。150,000ポイズ以下であれば、加工条件の制約を受けたり、ICチップの包埋性を損なうこともない。ただし、ICチップの厚さにもよるが、緩衝層の厚さが非常に薄くて、接着層の厚さが非常に厚い場合には、接着剤のはみ出しが生ずる場合がある。
【0020】
本発明においては、緩衝層の溶融粘度の値が接着層の溶融粘度の値より高いことが好ましく、さらには2,000ポイズ以上高いことが好ましく、特に5,000ポイズ以上高いことが好ましい。緩衝層の溶融粘度が接着層の溶融粘度より低いと、ICカード等成形のため加熱加圧等したときに緩衝層が流れ出してしまうことがあるので、PETフィルムの外観平滑性を図ることができない場合がある。緩衝層の層厚が変化しないと仮定した場合、緩衝層の溶融粘度値が2,000ポイズ以上高ければ、加熱加圧成形時に接着層は流動変形を生じて接着層の材料がICチップ等の包埋性に好適に作用し、一方緩衝層は全く流動変形を生じないので基板(プラスチックフィルム)表面の平滑性に特に良好に作用する。
【0021】
本発明において接着層の厚さは、ICチップ等の厚みとプラスチックフィルムや緩衝層の厚みにより決定されるが、25μm以上であることが好ましい。なお、プラスチックフィルムの厚み、緩衝層の厚み、接着層の厚みはそれぞれ自由に設計できるものとする。
【0022】
ICカードを製造するのに、ロール状に巻いた積層シートを繰り出しながら連続的に製造する方法が用いられる場合がある。かかる方法によれば大量生産できるので生産性がよく、この方法によるICカードの製造が増えている。
【0023】
本発明において、基板となるプラスチックフィルムはICカードとして実際に使用される際に十分な機械的強度を有し、加熱加工時の寸法精度に優れているものが好ましい。例えば、ポリエチレンテレフタレート(PET)またはポリエチレンナフタレート(PEN)、ポリカーボネート(PC)、ポリエーテルイミド(PEI)、ポリイミド(PI)、ポリエーテルスルホン(PES)、ポリフェニレンスルフィド(PPS)、ポリエーテルエーテルケトン(PEEK)等から製造されるフィルムが挙げられるが、延伸し、配向固定されたポリエチレンテレフタレート(PET)またはポリエチレンナフタレート(PEN)であることが好ましく、特に2軸延伸されたPETまたはPENフィルムであることが好ましい。
【0024】
本発明においてプラスチックフィルムの厚さは特に制限されるわけではないが、例えば25〜300μmであることが好ましく、材料強度や材料構成の関係、コストの点から50〜188μmであることが特に好ましい。
【0025】
本発明においては、ICカード等を着色する必要がある場合には、プラスチックフィルム、緩衝層、接着層の全部または着色が必要な層にだけ顔料や染料を添加することができる。本発明に好ましく用いられる顔料や染料としては酸化チタン等が挙げられる。また、必要に応じて例えば公知の耐候性安定剤、老化防止剤、加工安定剤等を本発明の材料の特性を損なわない範囲内の量で用いることができる。
【0026】
本発明の非接触式ICカード用積層シートは、積層シートを構成する材料の特性に合わせて公知の製造方法の中から適宜選択して製造することができる。例えば、接着層の樹脂が溶剤希釈可能なものであれば、緩衝層上に溶液コートして接着層を形成し、これをプラスチックフィルムと貼り合わせて積層シートを作製することができ、溶剤希釈できないものであれば、接着層の樹脂を熱溶融させ押し出しコーティングして接着層を形成し、この接着層と緩衝層とを積層して積層フィルムとし、これをプラスチックフィルムと貼り合わせて積層シートとすることができる。本発明においては、プラスチックフィルムと緩衝層との接着性を向上させるため、プラスチックフィルムにコロナ処理やアンカーコート等の処理を施してもよい。なお緩衝層と接着層との接着性を向上させるためにも同様の処理を行うことが好ましい。本発明に好ましく用いられるアンカーコート剤としては、ポリエステル系、ポリウレタン系、アクリル系、PVC−酢酸ビニル共重合体系、カップリング剤系等のアンカーコート剤が挙げられる。アンカーコート剤の塗布には、ロールコート法やグラビヤコート法等の塗布方法が好ましく用いられる。また、基材が2軸延伸されるプラスチックフィルムである場合には延伸前にアンカーコート剤を塗布して同時に延伸する方法でアンカーコート層を形成してもよい。アンカーコート層の厚みは一般に0.1〜5μm程度が好ましい。
【0027】
本発明の緩衝層と接着層とを積層した非接触式ICカード用積層シートを用いて非接触式ICカードを作製する場合、2枚の接着層面でICチップ等を挟んで外側のプラスチックフィルム側から加熱することにより、接着層の樹脂を流動化させてICチップ等を埋め込み熱融着を行う。なお、積層シートがロール状に巻かれて保存されている場合には、貼り合わせのため巻き出される。
【0028】
ICチップ等は、本発明の非接触式ICカード用積層シートの接着層面に直接配置されてもよいが、あらかじめプラスチックシートに配置しておいて、これを本発明の2枚の非接触式ICカード用積層シートの接着層面で挟んでもよい。このプラスチックシートの材料としては、上述のプラスチックフィルムの材料と同様のものを挙げることができる。
【0029】
本発明の積層シートを用いて製造される各種態様の非接触式ICカードは、加熱および加圧操作が熱プレスのようなバッチ式の加圧方法でも、2本の対向する加熱された圧着ロールの間を通過させて連続的に加熱、加圧を行う方法でも製造することができるが、量産性、製造コストの点から2本の圧着ロールの間を通過させる方法で製造することが好ましい。この圧着ロールは、貼り合わせ後のICカードの表面平滑性の点から硬度の高い材料から作られたものであることが好ましく、例えば、金属ロール、またはショアーD70以上の高硬度ゴムロールが挙げられる。
【0030】
【実施例】
実施例1
緩衝層の材料としてポリオレフィン系エラストマー(軟化点100℃、溶融粘度80,000)と、接着層の材料としてポリエステル(融点120℃、溶融粘度20,000)とを2台の押し出し機にそれぞれ投入し、フィードブロックにてT型ダイより積層シート上に押し出し、次いでキャストロールで冷却して、厚さ200μmの緩衝層および厚さ50μmの接着層からなる厚さ250μmの積層フィルムを得た。
【0031】
続いて、ポリウレタン系アンカーコートを施した、厚さ100μmの2軸延伸ポリエチレンテレフタレート(PET)フィルムの面に、得られた積層フィルムを加熱ラミネーターを用いて貼り合わせ積層シートを作製した。
【0032】
得られたシート状のICカード用積層シートを幅30cm、長さ40cmに切断し、この切断した積層シートを2枚用いて評価用ICカードサンプルを作製した。すなわち、切断した積層シート2枚の間にICチップを配置したプラスチックシートを図1に示すように挟み込み、プレス温度が140℃、30kg/cm2 の加圧下で5分間保持した後、室温まで冷却した。次いで、この貼り合わせたフィルムを裁断、打ち抜きしてICチップが包埋された評価用ICカードサンプルを作製した。得られた評価用ICカードサンプルの表面について以下に示す評価方法により目視評価を行った。その結果を表1に示す。
【0033】
なお、2枚の積層シートの間に挟まれるICチップ等を配置したプラスチックシートは、幅30cm、長さ40cm、厚さ50μmのプラスチックシート上に大きさが10mm×12mmで厚さが350μmのICチップを図2に示すように5cm等間隔で配置し、シアノアクリレート系瞬間接着剤で仮止めしたものである。図2において、1はICチップであり、2はICチップを配置したプラスチックシートである。
【0034】
評価方法
1.ICチップの包埋性の評価
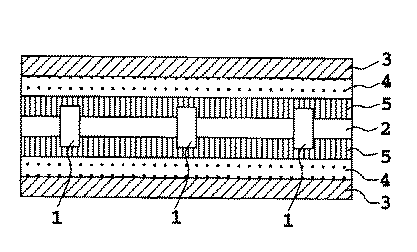
評価用ICカードサンプルの断面写真のICチップが埋め込まれている層部分を観察する。接着剤がICチップを包埋する際にICチップの周囲に空隙を生じなかったか否か調べる。空隙が全く認められない場合には包埋性良好であり、記号「A」で表し、包埋性がやや劣るが実用可能な範囲のものを記号「B」で表し、空隙が認められる場合には包埋性不良であり、記号「C」で表すものとする。なお、図3に評価用ICカードサンプルの断面の概念図を示す。
【0035】
2.基板(プラスチックフィルム)の外観平滑性の評価
成形後の評価用ICカードサンプルの表面を目視評価する。ICチップが埋め込まれている部分に歪みが生じていない場合には外観平滑性良好であり記号「A」で表し、外観平滑性がやや劣るが実用可能な範囲のものを記号「B」で表し、歪みが生じている場合には外観平滑性不良であり記号「C」で表すものとする。
【0036】
3.接着剤のはみ出し性の評価
成形後の評価用ICカードサンプルの基板から接着剤がはみ出しているか否か調べる。接着剤がはみ出していない場合には記号「○」で表し、接着剤がはみ出している場合には記号「×」で表すものとする。
【0037】
実施例2〜8、比較例2
実施例1において、緩衝層の材料と層圧、および接着層の材料と層厚を表1のように変更した以外は実施例1と同様にして積層シートを作製した。
【0038】
また、実施例1と同様にして評価用ICカードサンプルを作製して、実施例1と同様の評価を行った。その結果を表1に示す。
【0039】
比較例1
実施例1において、緩衝層を設けなかった以外は実施例1と同様にして評価用ICカードサンプルを作成した。
【0040】
得られた評価用ICカードサンプルについて実施例1と同様の評価を行ったところICチップの包埋性の評価結果はICの端部に空隙が生じて包埋性不良「C]であり、基板の外観平滑性については表面に凹凸が生じて外観平滑性不良「C」であり、接着剤のはみ出しが生じて接着剤のはみ出し性の評価は「×」であった。
【0041】
【表1】
【発明の効果】
以上詳しく説明したように、本発明によれば加工性がよく表面平滑性に優れた非接触式ICカードを作製することができる。すなわち、緩衝効果のある緩衝層と、接着性能を有する接着層とを有することにより、ICカード加工の際、加熱圧着時に生じるプラスチックフィルムの変形を押さえることができる。したがって、印刷を施したオーバーシートを重ねてカード等を作成した場合には印刷柄にゆがみが発生することもなく、またプレス成形後に印刷を施してカード等を作成した場合にも平滑性が保たれるので印刷性の低下を招かない。
【図面の簡単な説明】
【図1】(a)は本発明の積層シートの断面図であり、(b)はICチップを配置したプラスチックシートの断面図であり、(c)は本発明の積層シートの断面図である。
【図2】評価用ICカードサンプルを作製するためのICチップを配置したプラスチックシートの概念図である。
【図3】評価用ICカードのサンプルの断面図である。
【符号の説明】
1 ICチップ
2 ICチップを配置したプラスチックシート
3 プラスチックフィルム(基板)
4 緩衝層
5 接着層
Claims (2)
- プラスチックフィルムの一方の面に、緩衝効果のある緩衝層および接着性能を示す接着層をこの順に有し、かつ、該緩衝層の溶融粘度が該接着層の溶融粘度より5,000ポイズ以上高いことを特徴とする非接触式ICカード用積層シート。
- 前記緩衝層が、ポリ塩化ビニル、ポリウレタン、ポリエステル、ポリオレフィンからなる群より選ばれる1つを有する熱可塑性エラストマーからなり、前記接着層が熱可塑性ポリオレフィン、熱可塑性ポリエステル、熱可塑性ポリウレタンからなる群から選ばれる1つを有する高分子材料からなることを特徴とする請求項1に記載の非接触式ICカード用積層シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20395998A JP3859876B2 (ja) | 1998-07-17 | 1998-07-17 | 非接触式icカード用積層シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20395998A JP3859876B2 (ja) | 1998-07-17 | 1998-07-17 | 非接触式icカード用積層シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000036024A JP2000036024A (ja) | 2000-02-02 |
| JP3859876B2 true JP3859876B2 (ja) | 2006-12-20 |
Family
ID=16482497
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP20395998A Expired - Fee Related JP3859876B2 (ja) | 1998-07-17 | 1998-07-17 | 非接触式icカード用積層シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3859876B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003099746A (ja) * | 2001-09-25 | 2003-04-04 | Nec Tokin Corp | 非接触通信媒体 |
| JP4753339B2 (ja) * | 2001-09-28 | 2011-08-24 | Necトーキン株式会社 | 非接触通信媒体 |
| WO2009139282A1 (en) | 2008-05-12 | 2009-11-19 | Semiconductor Energy Laboratory Co., Ltd. | Semiconductor device and method for manufacturing semiconductor device |
| JP2013045286A (ja) * | 2011-08-24 | 2013-03-04 | Sumitomo Osaka Cement Co Ltd | Icチップ及びicチップの配置方法 |
| JP7493928B2 (ja) * | 2019-11-29 | 2024-06-03 | 昌栄印刷株式会社 | 樹脂製カード媒体及びその製造方法 |
-
1998
- 1998-07-17 JP JP20395998A patent/JP3859876B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000036024A (ja) | 2000-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2192530B1 (en) | Antenna sheet, transponder and booklet | |
| US6557766B1 (en) | Hot lamination method for a hybrid radio frequency optical memory card converting sheets into a web process | |
| US5837367A (en) | Memory card and method of producing same | |
| US6964810B2 (en) | Magnetically readable card and a method of making a magnetically readable card | |
| JP3859876B2 (ja) | 非接触式icカード用積層シート | |
| JPH11338990A (ja) | 非接触式icカードおよびその製造方法と非接触式icカード用積層シート | |
| US10248895B2 (en) | Magnetic stripe card with increased durability | |
| JP3859865B2 (ja) | 非接触式icカード用積層シート | |
| JP2002544631A (ja) | 非接触式カードの製造方法 | |
| JP4830237B2 (ja) | 非接触icカード記録媒体及びその製造方法 | |
| JP4710124B2 (ja) | 非接触icカード記録媒体及びその製造方法 | |
| JP2000085282A (ja) | 非接触icカードとその製造方法 | |
| JP4085803B2 (ja) | 情報記録媒体およびその製造方法 | |
| US20070044909A1 (en) | Method of fabricating a smart card body | |
| JP4442094B2 (ja) | 情報記録媒体の製造方法 | |
| JP2000242760A (ja) | Icカード | |
| JPH1170768A (ja) | 非接触式icカード | |
| JP3868525B2 (ja) | 磁気ストライプ付き耐熱カード及びその製造方法 | |
| JP2004206349A (ja) | 情報記録媒体及びその製造方法 | |
| JPH10305681A (ja) | 非接触式icカードおよびその製造方法 | |
| JP2004145668A (ja) | 非接触icカード、非接触icカードの製造方法およびその製造装置 | |
| JP2008158621A (ja) | Ed表示機能付きicカード及びその製造方法 | |
| WO1998054002A1 (fr) | Carte a circuit integre sans contact et son procede de production | |
| JP2004338310A (ja) | カードの製造方法及びカード | |
| JP4239760B2 (ja) | 多層シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051014 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051213 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20051213 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060602 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20060704 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060704 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060801 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20060809 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060920 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |