JP3857744B2 - 板材のヘム加工方法並びにヘム加工用治具 - Google Patents
板材のヘム加工方法並びにヘム加工用治具 Download PDFInfo
- Publication number
- JP3857744B2 JP3857744B2 JP07395596A JP7395596A JP3857744B2 JP 3857744 B2 JP3857744 B2 JP 3857744B2 JP 07395596 A JP07395596 A JP 07395596A JP 7395596 A JP7395596 A JP 7395596A JP 3857744 B2 JP3857744 B2 JP 3857744B2
- Authority
- JP
- Japan
- Prior art keywords
- bending
- plate material
- end side
- free end
- bent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Description
【発明の属する技術分野】
本発明は、板材のヘム加工方法並びに該加工方法の実施に使用されるヘム加工用治具に関するものであり、プレス機械等による板材の曲げ成形において、特に極めて小さい曲げ半径での曲げ成形や伸びの少ない材料での曲げ成形に好適に実施されるものである。
【0002】
【従来の技術】
板材、例えば自動車用パネル材を例にとった場合、パネル材相互を結合するに当たって、図4(A)に示されるように、一方の板材1の縁部を180°折り曲げることで、該板材1と他の板材2とを結合するといった加工、即ちヘム (hem)加工が汎く行われている。この場合における従来のプレス機械による曲げ加工方法を図5により説明する。
【0003】
この曲げ加工は、板材1をアンビル4とダイス5で挟んでこの板材1の縁部の自由端側1Aを90°曲げ用ラム3によってダイス5に押し当て90°の曲げ角度に曲げ加工する第1段曲げを行った後(図5(A)参照)、別の板材2との位置合わせを行い、次いで、自由端側1Aを135°曲げ用ラム6によって押し曲げて135°の曲げ角度に曲げ加工する第2段曲げを行い(図5(B)参照)、更に、自由端側1Aを180°曲げ用ラム7によって押し曲げて180°の曲げ角度に曲げ加工し、自由端側1Aを別の板材2に密着させる終段曲げの3段工程によって行われる。このようなヘム加工の実例として、自動車のフードアウターパネルにおけるヘム加工例が図7(A),(B),(C)に示される。近年、この実例の図7(C)に断面図で示されるように、他部材との接合等の関係から曲げ加工後の両端面、特にラム7と接触する表面をフラット(平坦面)にしたいとのフラットヘム加工の要求が多くなってきている。
【0004】
【発明が解決しようとする課題】
そこで、図4(B)に断面示されるように、逃げのための懐部を有する形状の従来の180°曲げ用ラム7を、フラットな押し当て面を持って懐部が存しない形状の180°曲げ用ラム8のように形態変更して曲げ成形を行うフラットヘム加工方法が一般的に行われている。しかし、この場合、結果として折り返しの曲げ部の曲げ半径が小さくなるために、特に伸びの少ない材料を用いた場合や、板厚の厚い材料を用いた場合には曲げ外側表面で破断が生じることが問題となっている。
【0005】
このようなことから、破断を防止できてフラットヘム加工に適した方法の一つとしてローラーヘミング加工方法が提案されており、該方法の概要については図6の(A),(B),(C)に示されるが、これは曲げ加工時の材料に発生するひずみの位置を分散させることで、小さい曲げ半径での加工を可能とする方法であり、ローラーヘム10と称される装置を用いてヘムローラ11と呼ばれる工具を板材1の曲げられる端部に沿って(B)〜(C)のようにて、順次曲げ加工を行って行くものである。しかしながら、この方法では従来のプレスによる加工方法と比較して加工時間が大きく延ばされて大量生産が難しいのが最大の問題である。
【0006】
一方、特開平 4−266425号公報、特開平 3−184636号公報に示される公知の先行技術があり、これは温間加工により材料の伸びを増加させて加工する方法であって、この方法を利用することも考えられるが、この場合は部材の強度低下や、残留応力による加工精度悪化等の問題が避けられない。
【0007】
本発明は、このような問題点の解消を図るために成されたものであり、本発明の目的は、板材の180°のヘム曲げ加工において、曲げ部での破断や肌荒れを未然に防ぐことができ、かつ大量生産が可能な板材のヘム加工方法を簡易にしかも低コストの下で実現させ得るようにすることを目的とするものであり、併せて該方法の実施に使用するための安価にして簡便性に富むヘム加工用治具を提供することをも目的とするものである。
【0008】
【課題を解決するための手段】
本発明は、上記の目的を達成するため以下に述べる構成としたものである。即ち、本発明は、板材の縁部の自由端側を180°の曲げ角度で折り返してヘム加工するに際し、前記自由端側を90°を含みその近辺の曲げ角度に曲げ加工する第1段曲げ工程、次いで、板材の曲がり部曲面に該曲面に対応する当て面を有するヘム加工用治具を押し当てながら前記自由端側を90°と180°の中間の鈍角に曲げ加工する第2段曲げ工程、前記ヘム加工用治具を板材の曲がり部曲面に更に押し当てながら前記自由端側を180°の曲げ角度で板材に平行なフラット状態に曲げ加工する終段曲げ工程の3段工程によってヘム加工することを特徴とする板材のヘム加工方法である。
【0009】
本発明はまた、板材の縁部の自由端側を180°の曲げ角度で折り返してヘム加工するに際し、前記自由端側を押し曲げて曲げ角度が90°に達するのに相前後して、板材の曲がり部曲面に、該曲面に対応する当て面を有するヘム加工用治具を押し当てながら前記自由端側を90°を超える鈍角の曲げ角度に曲げ加工する第1段曲げ工程、次いで、前記ヘム加工用治具を板材の曲がり部曲面に更に押し当てながら前記自由端側を180°の曲げ角度で板材に平行なフラット状態に曲げ加工する終段曲げ工程の2段工程によってヘム加工することを特徴とする板材のヘム加工方法である。
【0010】
本発明はまた、板材をアンビルとダイスで挟んでこの板材の縁部の自由端側を90°曲げ用ラムによってダイスに押し当て90°の曲げ角度に曲げ加工する第1段曲げ工程、次いで、ダイスを取り除いて前記板材に別の板材を合着した後、90°に曲げ加工された板材の曲がり部曲面に対応する当て面を有するヘム加工用治具をアンビルに沿って押し込み、前記曲がり部曲面に押し当てながら前記自由端側を135°曲げ用ラムによって押し曲げて135°の曲げ角度に曲げ加工する第2段曲げ工程、前記ヘム加工用治具をアンビルに沿わせて更に押し込み、前記曲がり部曲面に押し当てながら前記自由端側を180°曲げ用ラムによって押し曲げて180°の曲げ角度に曲げ加工し、自由端側を前記別の板材に密着するフラット状態に曲げ加工する終段曲げ工程の3段工程によって、フラットヘム加工することを特徴とする板材のヘム加工方法である。
【0011】
本発明はまた、板材と別の板材とを合着してアンビルとダイスで挟んで、前記板材の縁部の自由端側を鈍角曲げ用ラムによって押し曲げ、曲げ角度が90°に達するのに相前後して、板材の曲がり部曲面に対応する当て面を有するヘム加工用治具をアンビルに沿って押し込み、前記曲がり部曲面に押し当てながら前記自由端側を鈍角の曲げ角度に曲げ加工する第1段曲げ工程、次いで、前記ヘム加工用治具をアンビルに沿わせて更に押し込み、前記曲がり部曲面に押し当てながら前記自由端側を180°曲げ用ラムによって押し曲げて180°の曲げ角度に曲げ加工し、自由端側を前記別の板材に密着するフラット状態に曲げ加工する終段曲げ工程の2段工程によって、フラットヘム加工することを特徴とする板材のヘム加工方法である。
【0012】
請求項5の発明は、請求項3又は4記載の板材のヘム加工方法において、前記各ラム及び前記ヘム加工用治具と接触する板材の表面に予め樹脂コーティングを施し摩擦係数を低減させて成ることを特徴とするものである。
【0013】
本発明はまた、ヘム加工後の板材曲がり部の外側半径と同じ曲率半径で、かつ縁部の自由端側の方向に開いた断面略1/4円形の凹部が、板片状本体の先端部に当て面として設けられ、曲げ加工に際し板材の曲がり部曲面に当て面を押し当てる押し込み部材として用いられることを特徴とするヘム加工用治具である。
【0014】
【発明の実施の形態】
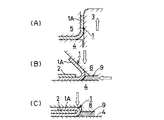
本発明の実施例に係る加工工程が説明される図1を参照して、ヘム加工しようとする板材1をアンビル4とダイス5で挟んでこの板材1の縁部の自由端側1Aを90°曲げ用ラム3によってダイス5に押し当て90°の曲げ角度に曲げ加工した後、(第1段曲げ工程:図1(A)参照)、ダイス5を取り除いて前記板材1に別の板材2を合着させ、次いで、90°に曲げ加工された板材1の曲がり部曲面に対応する当て面を有するヘム加工用治具9をアンビル4に沿って押し込み、前記曲がり部曲面に押し当てながら前記自由端側1Aを135°曲げ用ラム6によって押し曲げて135°の曲げ角度に曲げ加工する(第2段曲げ工程:図1(B)参照)。
【0015】
続いて、第2段曲げ工程と同じように、ヘム加工用治具9をアンビル4に沿わせて更に押し込み、前記曲がり部曲面に押し当てながら自由端側1Aを180°曲げ用ラム8によって押し曲げて180°の曲げ角度に曲げ加工し、自由端側1Aを別の板材2に密着するフラット状態に曲げ加工する(終段曲げ工程:図1(C)参照)。以上述べた3段の加工工程を順次行うことによって、フラットヘム加工が終了する。
【0016】
本発明の曲げ加工方法を用いることで、各曲げ段階においてひずみの集中する位置を分散させ、破断を抑制することが可能となる。図2には、加工に伴うひずみ集中位置の移動態様が、本発明方法(図2の(A)→(B)→(C)で表される)と従来方法(図2の(A)→(D)→(E)で表される)との比較で模式的に示されるが、従来方法では初期90°曲げでひずみの集中した位置Aが常に曲げ中心となり、従ってA部にひずみが集中するのに対して、本発明方法による場合、第1段曲げ工程でひずみの集中した位置Aが曲げ端部側へと移動し、第2段、終段曲げ工程それぞれでB,Cのように新たにひずみの集中する位置が変化して行く。
【0017】
この結果、曲げ外側フランジ部の曲げ方向変位Sに対するひずみ分布は図3のようになる。つまり、本発明曲げ方法ではひずみの生じる領域がより広範囲となるため、結果的に最大ひずみ量は小さくなり、従って破断が抑制可能である。また、ヘム加工用治具9を押し込むことで板材1の曲げ端部側の直片部分はその影響でアンビル4面に対して90°以上の角度に曲がることから、第2段曲げ工程を省略して直接終段曲げ工程に続ける加工が可能となり、金型費用の節減、加工時間の短縮が図れる。
【0018】
なお、本発明方法に使用されるヘム加工用治具9は、図1及び図2に示される例から明らかな通り、ヘム加工後の板材曲がり部の外側半径と同じ曲率半径で、かつ縁部の自由端側1Aの方向に開いた断面略1/4円形の凹部が、板片状本体の先端部に当て面として設けられてなる逆ナイフ形の板片に形成されたものであって、板材1の厚さ寸法に応じて曲率半径が種々異なるものを準備しておけば良い。
【0019】
更に、各ラム3,6,8及びヘム加工用治具9と接触する板材1の外側表面部分にビニールシートを貼り、或いはビニール皮膜を塗布するなどによる樹脂コーティングを施して摩擦係数を低減することで、ヘム加工時により一層スムーズな板材の移動が生じ、均一なひずみ分布が得られ易くなるものであり、かかる手段は好ましいことである。
【0020】
【実施例】
以下、本発明の実施例について添付図面を参照しながら説明する。板材1として板厚1.2mmのAl6061材のパネルを用い、これに合着する板材2(Al6061材)の板厚を0.7mmから1.2mmまで変化させ、曲げ限界を調査した。ここで、ヘム加工用治具9の押し込み量は第2,3段曲げ工程それぞれで3mmとしている。なお、曲げ加工に際して、鋼板用潤滑油を使用する例と各ラム3,6,8及びヘム加工用治具9と接触する板材1の外側表面部分にビニールコーティングを施す例との2例の潤滑手段を行った。この場合の試験結果は下記表1に示される。
【0021】
【表1】

通常の曲げ成形では板材2の板厚が1.2mmの時にだけ肌荒れのない成形品が得られるに過ぎないのに対して、本発明に係る曲げ加工方法を用いた場合、板材2を1.0mmとした場合についても肌荒れのない成形が可能となり、曲げ内側半径Rと板厚tとの比については、R/t=0.5→R/t=0.42程度までの向上が見られた。また、板材の曲げ外側表面にビニールコーティングを施した後に曲げ加工を行った場合、板材2の板厚が0.8mmとした場合についても肌荒れが生じず、R/t=0.33以上の向上が見られた。
【0023】
【発明の効果】
以上説明したように、本発明に係る曲げ加工方法によれば、簡易な手法でしかも低コストの下での大量生産が可能であり、さらに曲げ半径が小さい場合についてもひずみが1個所に集中するのを確実に回避して曲げ部での破断や肌荒れを未然に防ぐことができる。また、曲げ加工の際に使用するヘム加工用治具は、簡単な構造の逆ナイフ形板片で形成されているので、ダイスやラムとの併用が何ら支障なく行えるとともに破断や肌荒れの抑制に有効に機能する利点がある。
【図面の簡単な説明】
【図1】本発明の実施例に係る加工工程の説明図である。
【図2】本発明の実施例に係る加工に伴うひずみ集中位置の移動態様を従来方法との比較で示す説明図である。
【図3】本発明の実施例と従来方法との比較で示すひずみ分布図である。
【図4】ヘム加工の両例を示す断面図である。
【図5】従来のヘム加工の例に係る加工工程の説明図である。
【図6】従来のヘム加工の他例に係る加工工程の説明図である。
【図7】フラットヘム加工の実例の説明図である。
【符号の説明】
1…ヘム加工される板材
1A…板材縁部の自由端側
2…別の板材
3…90°曲げ用ラム
4…アンビル
5…ダイス
6…135°曲げ用ラム
7…180°曲げ用ラム
8…180°曲げ用ラム
9…ヘム加工用治具
Claims (6)
- 板材の縁部の自由端側を180°の曲げ角度で折り返してヘム加工するに際し、前記自由端側を90°を含みその近辺の曲げ角度に曲げ加工する第1段曲げ工程、次いで、板材の曲がり部曲面に該曲面に対応する当て面を有するヘム加工用治具を押し当てながら前記自由端側を90°と180°の中間の鈍角に曲げ加工する第2段曲げ工程、前記ヘム加工用治具を板材の曲がり部曲面に更に押し当てながら前記自由端側を180°の曲げ角度で板材に平行なフラット状態に曲げ加工する終段曲げ工程の3段工程によってヘム加工することを特徴とする板材のヘム加工方法。
- 板材の縁部の自由端側を180°の曲げ角度で折り返してヘム加工するに際し、前記自由端側を押し曲げて曲げ角度が90°に達するのに相前後して、板材の曲がり部曲面に、該曲面に対応する当て面を有するヘム加工用治具を押し当てながら前記自由端側を90°を超える鈍角の曲げ角度に曲げ加工する第1段曲げ工程、次いで、前記ヘム加工用治具を板材の曲がり部曲面に更に押し当てながら前記自由端側を180°の曲げ角度で板材に平行なフラット状態に曲げ加工する終段曲げ工程の2段工程によってヘム加工することを特徴とする板材のヘム加工方法。
- 板材をアンビルとダイスで挟んでこの板材の縁部の自由端側を90°曲げ用ラムによってダイスに押し当て90°の曲げ角度に曲げ加工する第1段曲げ工程、次いで、ダイスを取り除いて前記板材に別の板材を合着した後、90°に曲げ加工された板材の曲がり部曲面に対応する当て面を有するヘム加工用治具をアンビルに沿って押し込み、前記曲がり部曲面に押し当てながら前記自由端側を135°曲げ用ラムによって押し曲げて135°の曲げ角度に曲げ加工する第2段曲げ工程、前記ヘム加工用治具をアンビルに沿わせて更に押し込み、前記曲がり部曲面に押し当てながら前記自由端側を180°曲げ用ラムによって押し曲げて180°の曲げ角度に曲げ加工し、自由端側を前記別の板材に密着するフラット状態に曲げ加工する終段曲げ工程の3段工程によって、フラットヘム加工することを特徴とする板材のヘム加工方法。
- 板材と別の板材とを合着してアンビルとダイスで挟んで、前記板材の縁部の自由端側を鈍角曲げ用ラムによって押し曲げ、曲げ角度が90°に達するのに相前後して、板材の曲がり部曲面に対応する当て面を有するヘム加工用治具をアンビルに沿って押し込み、前記曲がり部曲面に押し当てながら前記自由端側を鈍角の曲げ角度に曲げ加工する第1段曲げ工程、次いで、前記ヘム加工用治具をアンビルに沿わせて更に押し込み、前記曲がり部曲面に押し当てながら前記自由端側を180°曲げ用ラムによって押し曲げて180°の曲げ角度に曲げ加工し、自由端側を前記別の板材に密着するフラット状態に曲げ加工する終段曲げ工程の2段工程によって、フラットヘム加工することを特徴とする板材のヘム加工方法。
- 前記各ラム及び前記ヘム加工用治具と接触する板材の表面に予め樹脂コーティングを施し摩擦係数を低減させて成る請求項3又は4記載の板材のヘム加工方法。
- ヘム加工後の板材曲がり部の外側半径と同じ曲率半径で、かつ縁部の自由端側の方向に開いた断面略1/4円形の凹部が、板片状本体の先端部に当て面として設けられ、曲げ加工に際し板材の曲がり部曲面に当て面を押し当てる押し込み部材として用いられることを特徴とするヘム加工用治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP07395596A JP3857744B2 (ja) | 1996-03-28 | 1996-03-28 | 板材のヘム加工方法並びにヘム加工用治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP07395596A JP3857744B2 (ja) | 1996-03-28 | 1996-03-28 | 板材のヘム加工方法並びにヘム加工用治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09262624A JPH09262624A (ja) | 1997-10-07 |
| JP3857744B2 true JP3857744B2 (ja) | 2006-12-13 |
Family
ID=13533019
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP07395596A Expired - Lifetime JP3857744B2 (ja) | 1996-03-28 | 1996-03-28 | 板材のヘム加工方法並びにヘム加工用治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3857744B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108772447A (zh) * | 2018-06-20 | 2018-11-09 | 浙江新宝汽车电器有限公司 | 一种用于转向灯接触片加工的对折免酸洗工艺 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100329510B1 (ko) * | 1999-06-30 | 2002-03-23 | 이계안 | 패널 구부림용 기구 |
| DE202014105862U1 (de) * | 2014-12-04 | 2016-03-03 | Kuka Systems Gmbh | Falzwerkzeug und Falzeinrichtung |
| CN111215499B (zh) * | 2020-01-15 | 2021-08-17 | 东莞市壬鼎模具有限公司 | 一种超薄电视背板转角折弯包边的设备 |
| CN111715783B (zh) * | 2020-07-15 | 2022-07-19 | 安徽英力电子科技股份有限公司 | 一种金属外壳侧壁的包圆成型工艺 |
-
1996
- 1996-03-28 JP JP07395596A patent/JP3857744B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108772447A (zh) * | 2018-06-20 | 2018-11-09 | 浙江新宝汽车电器有限公司 | 一种用于转向灯接触片加工的对折免酸洗工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09262624A (ja) | 1997-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6810707B2 (en) | Compressed-radius hem-forming process and tool | |
| JP5836972B2 (ja) | L形製品の製造方法 | |
| US20040187542A1 (en) | Flanging processes with radial compression of the blank stretched surface | |
| JPH0538535A (ja) | ローラー式ヘミング加工におけるヘムローラーの転圧方法 | |
| US6332644B1 (en) | Automotive sunshade panel and method of manufacturing same | |
| US6052887A (en) | Apparatus and method for joining sheet metal layers | |
| JP3857744B2 (ja) | 板材のヘム加工方法並びにヘム加工用治具 | |
| JPH0238287B2 (ja) | ||
| US11090710B2 (en) | Method and die set for forming a surface in a metal panel | |
| JPS62151227A (ja) | 板金部品の端部のヘミング加工方法 | |
| JP2001293522A (ja) | 曲げ部を有するアルミニウム又はアルミニウム合金板及びその製造方法 | |
| JP2000210737A (ja) | かしめ結合方法およびかしめ結合構造 | |
| JP3997290B2 (ja) | カーリング加工用溶接鋼管 | |
| EP3960321A1 (en) | Press molding method | |
| JP3181802B2 (ja) | ピアス加工方法 | |
| JP3644466B2 (ja) | ヘミング加工方法 | |
| US5148696A (en) | Metal forming and drawing process and apparatus | |
| JP5077211B2 (ja) | 異形コ字状部を有する成形体及びその製造方法 | |
| CN218015539U (zh) | 一种锻造用快速夹紧装置 | |
| MXPA05011842A (es) | Proceso para la formacion a presion de tubos de metal. | |
| US6923036B1 (en) | Hemming apparatus and method | |
| US20220258224A1 (en) | Flange forming device and method of forming a flange on a sheet metal part to reduce surface distortion | |
| EP1666171B1 (en) | Aluminum alloy plate member having hem portion | |
| JPH054165B2 (ja) | ||
| JP3727533B2 (ja) | 2枚重ね製品の成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060418 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060619 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060915 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130922 Year of fee payment: 7 |
|
| EXPY | Cancellation because of completion of term |