JP3806392B2 - 射出成形機の表示装置 - Google Patents
射出成形機の表示装置 Download PDFInfo
- Publication number
- JP3806392B2 JP3806392B2 JP2002323235A JP2002323235A JP3806392B2 JP 3806392 B2 JP3806392 B2 JP 3806392B2 JP 2002323235 A JP2002323235 A JP 2002323235A JP 2002323235 A JP2002323235 A JP 2002323235A JP 3806392 B2 JP3806392 B2 JP 3806392B2
- Authority
- JP
- Japan
- Prior art keywords
- signal
- injection molding
- molding machine
- display device
- display
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、コントローラに付設して各種表示を行うディスプレイを備える射出成形機の表示装置に関する。
【0002】
【従来の技術】
従来、射出成形機では、コントローラに備える表示装置(ディスプレイ)に、射出成形中の各種プロセスデータを波形表示することにより、射出成形プロセスに対するモニタを行っていた(例えば、特開平7−205245号公報及び特開平8−216215号公報等参照)。この場合、モニタの目的は、主に成形品の良否評価にあり、射出成形プロセスにおける実際の射出速度及び射出圧力等を検出し、検出した波形データをディスプレイに表示することにより、オペレータがリアルタイムで監視できるようにしていた。
【特許文献1】
特開平7−205245号公報
【特許文献2】
特開平8−216215号公報
【0003】
【発明が解決しようとする課題】
しかし、上述した従来の表示装置における波形データの表示は、主に成形品の良否評価を目的にしていたため、次のような課題も存在した。
【0004】
第一に、射出成形機のトラブルシュートの解析や対策等に必要な信号データは、テスターやオシロスコープ等の別途の測定器により測定して得ていたため、これらの測定器に係わるコスト負担や保管スペース確保等の不利益を生じる。
【0005】
第二に、別途の測定器を使用する場合、測定の都度、射出成形機のカバーを開け、回路基板等の必要個所に測定器のプローブを接続するなどの測定作業が必要になり、作業の煩雑化,作業工数の増加及びデータ取得の遅延等の不具合を生じる。
【0006】
本発明は、このような従来の技術に存在する課題を解決したものであり、トラブルシュートの解析や対策等において、別途の測定器の使用を減らし又は不要にし、測定器使用に伴う不利益及び不具合を低減又は解消することができる射出成形機の表示装置の提供を目的とする。
【0007】
【課題を解決するための手段及び実施の形態】
本発明は、コントローラ2に付設して各種表示を行うディスプレイ3を備える射出成形機Mの表示装置1を構成するに際して、少なくとも射出成形機Mの動作に係わる信号Sm…であって所定の目的に係わる複数の信号Sm…を検出するとともに、検出した信号Sm…から選択した一又は二以上の信号Sm…を、横軸に時間を設定し、かつ縦軸に信号Sm…の大きさを設定したディスプレイ3の画面Va上に、波形P1,P2,P3,P4,P5,P6により表示するとともに、選択した信号Sm…が、予め設定したトリガ条件を満たすことにより表示を行うことを特徴とする。
【0008】
この場合、好適な実施の形態により、所定の目的に係わる信号Sm…には、トラブルシュートに関連する信号Sm…を適用することができる。また、トリガ条件は、信号の大きさ又は範囲により設定することができるとともに、時間又は区間により設定することができる。さらに、プリトリガ条件により、トリガ条件よりも一定時間前又は一定の大きさだけ手前の波形から表示することもできる。一方、検出する信号Sm…には、射出工程,計量工程,型締工程及びエジェクタ工程に係わる信号Sm…であって、少なくとも速度設定値信号,速度検出信号,圧力設定値信号,圧力検出信号,電流指令値信号,現位置検出信号,速度指令値信号,位置偏差値信号,サーボON信号,過負荷検出信号から選択した複数の信号Sm…を含ませることができる。なお、波形P1…を画面Vaの横軸上に表示できないときは、スクロールアウトし、かつスクロール操作によりスクロールアウトした波形P1…を表示可能に構成できる。
【0009】
【実施例】
次に、本発明に係る好適な実施例を挙げ、図面に基づき詳細に説明する。
【0010】
まず、本実施例に係る表示装置1を備える射出成形機Mの構成について、図2及び図3を参照して説明する。
【0011】
図2中、仮想線で示すMは射出成形機であり、機台Mbと、この機台Mb上に設置された射出装置Mi及び型締装置Mcを備える。射出装置Miは、加熱筒10を備え、この加熱筒10の前端に図に現れない射出ノズルを有するとともに、加熱筒10の後部には材料を供給するホッパ11を備える。一方、型締装置Mcには可動型と固定型からなる金型12を備える。また、機台Mb上には、起設した側面パネル13を利用して表示装置1を配設する。この場合、表示装置1は、タッチパネル3tを付設したカラー液晶ディスプレイ等のディスプレイ3を有するディスプレイユニット14と、このディスプレイユニット14に接続するコントローラ2(図3)を含むため、ディスプレイユニット14は側面パネル13に配設するとともに、コントローラ2は機台Mbに内蔵させる。
【0012】
図3は、コントローラ2のブロック系統図を示す。21はCPUであり、このCPU21には内部バス22を介してチップセット23を接続する。また、チップセット23には、PCIバス等のローカルバスを用いたバスライン24を接続してHMI(ヒューマン・マシン・インタフェース)制御系を構成する。このため、バスライン24には、RAM,ROM等の各種メモリ類を総括する内部メモリ25を接続する。さらに、バスライン24には、表示インタフェース26を介して上述したディスプレイユニット14を接続するとともに、入出力インターフェイス27を介してメモリカード等の記憶メディア28に対する読出及び書込を行うドライブユニット29を接続する。
【0013】
一方、チップセット23には、バスライン24と同様のバスライン30を接続してPLC(プログラマブル・ロジック・コントローラ)制御系を構成する。このため、バスライン30には、スイッチ等の切換データ(入力)をCPU21に付与し、かつCPU21から得る制御指令データ(出力)を対応するアクチュエータに付与する入出力インターフェイス31を接続するとともに、各種センサの検出信号(入力)を、アナログ−ディジタル変換してCPU21に付与し、かつCPU21から得る制御指令データをディジタル−アナログ変換して得た制御信号(出力)を対応するアクチュエータに付与する入出力インターフェイス32を接続する。これにより、所定のフィードバック制御系及びオープンループ制御系が構成される。
【0014】
したがって、前述した内部メモリ25には、PLCプログラムとHMIプログラムを格納するとともに、各種処理プログラムを格納する。なお、PLCプログラムは、射出成形機Mにおける各種工程のシーケンス動作や射出成形機Mの監視等を実現するためのソフトウェアであり、HMIプログラムは、射出成形機Mの動作パラメータの設定及び表示,射出成形機Mの動作監視データの表示等を実現するためのソフトウェアである。これらのソフトウェアは、コントローラ2を搭載する射出成形機Mの固有アーキテクチャとして構築される。
【0015】
特に、本実施例に係る表示装置1は、ディスプレイユニット14とコントローラ2を利用することにより測定器Msとしての機能を兼用する。このため、本実施例では、射出成形機Mの動作に係わる信号Sm…であって、所定の目的に係わる信号であるトラブルシュートに関連する複数の信号Sm…を検出し、この信号Sm…を、入力として入出力インターフェイス31及び32に付与する。なお、本実施例では、内部メモリ25に記憶されている設定値や入出力インターフェイス31,32を介さずに付与される内部信号等も、検出される信号Sm…として扱う。
【0016】
このような複数の信号Sm…には、図4に一覧表で示すように、射出工程,計量工程,型締工程及びエジェクタ工程に係わる信号Sm…であって、少なくとも速度設定値信号,速度検出信号,圧力設定値信号,圧力検出信号,電流指令値信号,現位置検出信号,速度指令値信号,位置偏差値信号,サーボON信号,過負荷検出信号から選択した複数の信号Sm…が含まれるとともに、各種の入出力信号が信号Sm…に含まれる。なお、図4に示した一覧表において、〇印を付した信号Sm…は、標準で検出(表示)されるとともに、△印を付した信号Sm…は、仕様により検出(表示)される。
【0017】
次に、本実施例に係る表示装置1の機能(動作)について、図1〜図7を参照して説明する。
【0018】
図1は、ディスプレイ3に表示される信号レコーダ画面Vaを示す。この信号レコーダ画面Vaには、上段と下段に、各種画面Va…を切換える画面項目毎に設けた複数の画面切換キーK1,K2,K3…を表示する。この画面切換キーK1…は、使用頻度の高さを考慮してランク分けされ、上段に、型開閉画面切換キーK1,エジェクタ画面切換キーK2,射出・計量画面切換キーK3,温度画面切換キーK4,モニタ画面切換キーK5,主要条件画面切換キーK6,条件切換画面切換キーK7を有する成形機の動作条件の設定に係わる第一のグループGaを横一列に配するとともに、下段に、これ以外となる段取り画面切換キーK8,履歴画面切換キーK9,プログラム画面切換キーK10,信号レコーダ画面切換キーK11,診断画面切換キーK12,支援画面切換キーK13を有する第二のグループGbを横一列に配する。
【0019】
各画面切換キーK1…は、信号レコーダ画面Vaを他の画面に切換えた場合でも同様に表示される。例えば、図2は、図1には表示されない工程監視画面切換キーを選択した場合の工程監視画面Vbの概要を示すが、各画面切換キーK1…は、図1に示した信号レコーダ画面Vaと同じ位置に同じ形状で表示される。なお、図1に表示される第二のグループGbは、第二階層が表示された状態であるが、画面右端の階層画面切換キーK14をタッチすることにより、第一階層における工程監視画面切換キー,生産情報画面切換キー,波形画面切換キー,統計画面切換キー等が、画面切換キーK8〜K13と入れ替わる形で同様に表示される。また、コントローラ2は、画面切換キーK1…の配列をユーザサイドで任意に変更できる配列変更機能及び変更後の配列を記憶する配列記憶機能を備えている。これにより、ユーザ自身が使い勝手を考慮して画面切換キーK1…の配列(順番)を任意に変更することができる。このようなレイアウト表示により、各画面切換キーK1…に表示される名称表示を変更する場合でも、ソフトウェアにより容易に対処でき、変更に伴う工数の削減及びコストダウンを図れるとともに、各画面切換キーK1…に対する視認性及び操作性を高めることができる。
【0020】
そして、上段の画面切換キーK1…と下段の画面切換キーK8…の間には、信号レコーダ画面Vaの主要部分を表示する。主要部分に係る信号レコーダ画面Vaは、画面略中央に、検出した信号Sm…から選択した一又は二以上の信号Sm…、実施例はCH1(1チャンネル)〜CH6(6チャンネル)に設定した六つの信号Sm…を波形により表示する波形表示部50を設ける。この場合、波形表示部50は、横軸に時間を設定し、かつ縦軸に信号Sm…の大きさを設定する。また、この波形表示部50の下側には、スクロールバー51b及びスクロールボタン51f,51rを表示するとともに、波形表示部50の上側には、時間軸設定部52,モード選択部53,プリトリガ条件設定部54を表示する。さらに、これらの上側には、CH1〜CH6に設定する信号の種類(名称)を表示する信号表示部55を設ける。実施例の信号表示部55は、CH1に射出速度設定値信号を、CH2に射出速度検出信号を、CH3に射出電流指令値信号を、CH4に計量速度検出信号を、CH5に入力X27信号(ノズルタッチ有無信号)を、CH6に出力Y3A信号(射出有無信号)をそれぞれ設定(選択)した場合を示している。
【0021】
一方、波形表示部50の左側には、波形表示部50の縦軸におけるCH1〜CH3の目盛表示部56を設けるとともに、波形表示部50の右側には、波形表示部50の縦軸におけるCH4〜CH6の目盛表示部57を設ける。実施例は、便宜上、CH2に対して100〔%〕〜−100〔%〕の目盛を表示し、また、CH4に対して100〔%〕〜−100〔%〕の目盛を表示した場合を示し、CH1,CH3,CH5,CH6の目盛は省略した。なお、58はチャンネル設定キー、59はトリガ条件等を設定できる詳細設定キー、60は開始キー、61は停止キーである。
【0022】
そして、波形表示部50には、CH1〜CH6に設定した6種類の信号Sm…が、波形P1,P2,P3,P4,P5,P6により表示される。この場合、信号表示部55におけるCH1〜CH6の表示部分は色分けされており、CH1〜CH6の色と、これに対応する波形P1,P2,P3,P4,P5,P6の色はそれぞれ一致する。実施例の場合、P1は射出速度設定値信号(CH1)、P2は射出速度検出信号(CH2)、P3は射出電流指令値信号(CH3)、P4は計量速度検出信号(CH4)、P5は入力X27信号(CH5)、P6は出力Y3A信号(CH6)をそれぞれ示している。特に、P5,P6はON−OFF信号であり、ONのときはハイレベル、OFFのときはローレベル(又は無表示)により表示される。
【0023】
このような各波形P1…は、チャンネル設定部58及び詳細設定部59により設定された6チャンネル分が同時に表示されるとともに、7チャンネル(CH7)〜12チャンネル(CH12),13チャンネル(CH13)〜18チャンネル(CH18)…と順次設定すれば、一定時間間隔で順次表示チャンネルが変更して表示される。一方、時間軸上の表示が一杯になり、波形表示部50の横軸上に波形P1…を表示できなくなったときは、スクロールアウトする。したがって、スクロールアウトした過去の波形P1…を見たいときは、スクロールバー51b又はスクロールボタン51f,51rのスクロール操作により再表示させることができる。
【0024】
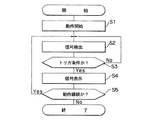
一方、本実施例に係る表示装置1では、このような各波形P1…の全てをそのまま表示することもできるが、選択した信号Sm…が、予め設定したトリガ条件を満たすことにより部分的に表示させることもできる。図5には、トリガ条件を設定した場合の処理手順をフローチャートで示す。同図において、射出成形機Mが動作を開始すれば(ステップS1)、所定の信号Smに対する検出が行われる(ステップS2)。そして、信号Smが予め設定したトリガ条件を満たせば、信号表示部50に波形表示される(ステップS3,S4)。しかし、トリガ条件を満たさない場合には、信号Smに対する検出は継続して行われるが表示は行われない(ステップS3,S2)。このようなトリガ条件に基づく表示処理は、射出成形機Mの動作に対応して継続される(ステップS5)。
【0025】
図6及び図7に、トリガ条件を設定した場合の具体例を示す。図6は、信号の大きさによりトリガ条件を設定した場合を示す。今、同図において、トリガ条件を、縦軸のレベルLu(−40〔%〕)に設定すれば、波形P2はレベルLuを越えた部分だけ表示され、他は表示されない。なお、同様に、レベルLuに達しない部分のみを表示することもでき、これらは任意に選択することができる。また、レベルLuに加えて、このレベルLuよりも小さいレベルLd(不図示)を設定することにより、レベルLd〜レベルLuの範囲に入る波形P2のみを表示することもできる。
【0026】
このような信号の大きさ(又は範囲)によりトリガ条件を設定すれば、特に、トラブルシュートに有効である。即ち、レベルLuを任意の信号Sm…に対する異常レベルに設定すれば、異常が発生ときのみ波形P1…が表示されるため、異常の認識、更にはその異常の程度や挙動を容易かつ速やかに把握することができる。したがって、異常レベルを設定した場合には、異常レベルを越えたことによる波形の表示と同時に、異常が発生した旨のアラーム表示(アラーム音)を別途行うことも有効である。
【0027】
また、図7は、トリガ条件として、区間により設定した場合を示す。今、同図において、トリガ条件を、横軸の時間tf(開始時)とtr(終了時)に設定したとすれば、波形P2は時間tf(開始時)〜tr(終了時)の区間だけ表示されることになり、他の時間では表示されない。同様に、いずれか一方の時間tf又はtrを設定し、時間(開始時)tfになったら表示を開始し、又は時間(終了時)trになったら表示を終了させることもできる。なお、tf(開始時)及びtr(終了時)は、必ずしも時刻を意味するものではなく、例えば、工程開始等のタイミングを設定できる。
【0028】
このような時間又は区間によりトリガ条件を設定すれば、特に、オペレータが注目したい特定の区間(時間)のみ表示させることができるため、繰り返し表示される同一区間の安定性等を的確かつ容易に把握することができるとともに、信号データを記録(記憶)させる際におけるデータ量の軽減に寄与できる。なお、プリトリガ条件設定部54により、プリトリガ条件を設定すれば、トリガ条件よりも一定時間前又は一定の大きさだけ手前の波形から表示(記録)することができ、トリガ条件を満たす直前の状態を確認することができる。
【0029】
このように、本実施例に係る表示装置1は、射出成形機Mの動作に係わる信号Sm…であって、トラブルシュートに関連する信号Sm…を検出するとともに、検出した信号Sm…から選択した複数(六つ)の信号Sm…を、横軸に時間を設定し、かつ縦軸に信号Sm…の大きさを設定したディスプレイ3の信号レコーダ画面Va上に、波形P1,P2,P3,P4,P5,P6により表示するようにしたため、表示装置1を実質的に測定器Msとして機能させることができ、表示装置1を測定器Msに兼用させることができる。したがって、トラブルシュートの解析や対策等において、別途の測定器の使用を減らし又は不要にすることができ、コスト負担や保管スペース確保等の測定器使用に伴う不利益、更には作業の煩雑化,作業工数の増加及びデータ取得の遅延等の測定器使用に伴う不具合を低減又は解消することができる。
【0030】
以上、実施例について詳細に説明したが、本発明はこのような実施例に限定されるものではなく、細部の構成,配置,数量,手法等において、本発明の要旨を逸脱しない範囲で任意に変更,追加,削除することができる。例えば、所定の目的に係わる信号Sm…として、トラブルシュートに関連する信号Sm…を例示したが、他の目的に係わる信号Sm…を適用することもできる。特に、図4に示す一覧表は例示であり、各種信号Sm…を適用することができ、本来、テスター等で測定する回路上の直流電圧に係る単純な信号Sm…であってもよい。
【0031】
【発明の効果】
このように、本発明に係る射出成形機の表示装置は、少なくとも射出成形機の動作に係わる信号であって所定の目的に係わる複数の信号を検出するとともに、検出した信号から選択した一又は二以上の信号を、横軸に時間を設定し、かつ縦軸に信号の大きさを設定したディスプレイの画面上に、波形により表示するとともに、選択した信号が、予め設定したトリガ条件を満たすことにより表示を行うようにしたため、次のような顕著な効果を奏する。
【0032】
(1) 選択した信号がトリガ条件を満たすことにより表示を行うため、例えば、信号の大きさ(又は範囲)により設定したトリガ条件を用いれば、異常の認識、更にはその異常の程度や挙動を容易かつ速やかに把握できるとともに、時間又は範囲により予め設定したトリガ条件を用いれば、繰り返し表示される同一区間の安定性等を的確かつ容易に把握することができ、しかも、信号データを記録(記憶)させる際におけるデータ量の軽減に寄与できる。
【0033】
(2) 表示装置を実質的な測定器としても機能させることができるため、表示装置を測定器に兼用できる。したがって、トラブルシュートの解析や対策等において、別途の測定器の使用を減らし又は不要にすることができ、測定器使用に伴う不利益及び不具合を低減又は解消できる。
【0034】
(3) 好適な実施の形態により、プリトリガ条件により、トリガ条件よりも一定時間前又は一定の大きさだけ手前の波形から表示するようにすれば、トリガ条件を満たす直前の状態を確認することができる。
【図面の簡単な説明】
【図1】本発明の好適な実施例に係る表示装置におけるディスプレイの画面図、
【図2】同表示装置を備える射出成形機の概要図、
【図3】同射出成形機に備えるコントローラの機能ブロック図、
【図4】同表示装置におけるディスプレイにより表示する信号の一覧表、
【図5】同表示装置によりトリガ条件に基づいて表示する際の処理手順を示すフローチャート、
【図6】同表示装置によりトリガ条件に基づいて表示した際の画像図、
【図7】同表示装置によりトリガ条件に基づいて表示した際の他の画像図、
【符号の説明】
1 表示装置
2 コントローラ
3 ディスプレイ
M 射出成形機
Sm… 信号
Va 画面
P1… 波形
Ms 測定器
Claims (7)
- コントローラに付設して各種表示を行うディスプレイを備える射出成形機の表示装置において、少なくとも射出成形機の動作に係わる信号であって所定の目的に係わる複数の信号を検出するとともに、検出した信号から選択した一又は二以上の信号を、横軸に時間を設定し、かつ縦軸に信号の大きさを設定した前記ディスプレイの画面上に、波形により表示するとともに、前記選択した信号が、予め設定したトリガ条件を満たすことにより表示を行うことを特徴とする射出成形機の表示装置。
- 前記所定の目的に係わる信号は、トラブルシュートに関連する信号であることを特徴とする請求項1記載の射出成形機の表示装置。
- 前記トリガ条件は、信号の大きさ又は範囲により設定することを特徴とする請求項1記載の射出成形機の表示装置。
- 前記トリガ条件は、時間又は区間により設定することを特徴とする請求項1記載の射出成形機の表示装置。
- プリトリガ条件により、前記トリガ条件よりも一定時間前又は一定の大きさだけ手前の波形から表示することを特徴とする請求項1,3又は4記載の射出成形機の表示装置。
- 検出する信号は、射出工程,計量工程,型締工程及びエジェクタ工程に係わる信号であって、少なくとも速度設定値信号,速度検出信号,圧力設定値信号,圧力検出信号,電流指令値信号,現位置検出信号,速度指令値信号,位置偏差値信号,サーボON信号,過負荷検出信号から選択した複数の信号を含むことを特徴とする請求項1記載の射出成形機の表示装置。
- 前記波形を前記画面の横軸上に表示できないときは、スクロールアウトし、かつスクロール操作により前記スクロールアウトした波形を表示可能にしたことを特徴とする請求項1記載の射出成形機の表示装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002323235A JP3806392B2 (ja) | 2002-11-07 | 2002-11-07 | 射出成形機の表示装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002323235A JP3806392B2 (ja) | 2002-11-07 | 2002-11-07 | 射出成形機の表示装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004155065A JP2004155065A (ja) | 2004-06-03 |
| JP2004155065A5 JP2004155065A5 (ja) | 2005-03-17 |
| JP3806392B2 true JP3806392B2 (ja) | 2006-08-09 |
Family
ID=32803143
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002323235A Expired - Lifetime JP3806392B2 (ja) | 2002-11-07 | 2002-11-07 | 射出成形機の表示装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3806392B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014133378A (ja) * | 2013-01-11 | 2014-07-24 | Nissei Plastics Ind Co | 射出成形機のトラブルシューティング方法 |
| JP5917424B2 (ja) * | 2013-02-08 | 2016-05-11 | 日精樹脂工業株式会社 | 成形機の表示装置 |
-
2002
- 2002-11-07 JP JP2002323235A patent/JP3806392B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004155065A (ja) | 2004-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3756872B2 (ja) | 成形品の判別条件設定方法 | |
| EP1306188B1 (en) | Display apparatus of an injection molding machine and an injection molding machine | |
| JPH0449020A (ja) | 成形モニタ装置 | |
| JP2014133378A (ja) | 射出成形機のトラブルシューティング方法 | |
| JP4474369B2 (ja) | 成形機のデータ表示方法及び装置 | |
| JP3967655B2 (ja) | 射出成形機の表示装置及び射出成形機 | |
| JP3806392B2 (ja) | 射出成形機の表示装置 | |
| JP3781716B2 (ja) | 射出成形機の段取り支援方法 | |
| JP3688164B2 (ja) | 射出成形機の表示装置 | |
| JP4297280B2 (ja) | 射出成形用波形表示方法及び装置 | |
| JP2001287254A (ja) | 異常監視機能を有する射出成形機 | |
| US6562262B2 (en) | Method for determining molding characteristic and injection molding machine | |
| JP3733102B2 (ja) | 射出成形機のゲージ表示方法 | |
| JP4474368B2 (ja) | 成形機のデータ処理方法及び装置 | |
| JP5917424B2 (ja) | 成形機の表示装置 | |
| JP4298977B2 (ja) | 射出成形機の表示装置 | |
| JP4008365B2 (ja) | 射出成形機の表示方法 | |
| JP3756870B2 (ja) | 射出成形機の動作スイッチ表示方法 | |
| JP3881612B2 (ja) | 射出成形機の表示装置 | |
| JP3881613B2 (ja) | 射出成形機の波形表示方法 | |
| JP4681569B2 (ja) | 成形機のデータ表示方法 | |
| JP3733104B2 (ja) | 射出成形機の設定値表示方法 | |
| JP3766795B2 (ja) | 射出成形機の成形条件出し方法及びデータ表示装置 | |
| JP2013111892A (ja) | 射出成形機のトラブルシューティング方法 | |
| JP4022116B2 (ja) | 射出成形機用製品判別装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040420 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040420 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051021 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060419 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060512 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3806392 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090519 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120519 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120519 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150519 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |