JP3752181B2 - タイヤ加硫機用モールドクランプ装置 - Google Patents
タイヤ加硫機用モールドクランプ装置 Download PDFInfo
- Publication number
- JP3752181B2 JP3752181B2 JP2002001304A JP2002001304A JP3752181B2 JP 3752181 B2 JP3752181 B2 JP 3752181B2 JP 2002001304 A JP2002001304 A JP 2002001304A JP 2002001304 A JP2002001304 A JP 2002001304A JP 3752181 B2 JP3752181 B2 JP 3752181B2
- Authority
- JP
- Japan
- Prior art keywords
- clamp
- mold
- cylinder
- heating plate
- bolster
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/20—Opening, closing or clamping
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
【発明の属する技術分野】
本発明は、タイヤ加硫機においてモールドを加熱板に密着させると共にモールド交換時にモールドを着脱させるためのタイヤ加硫機用モールドクランプ装置に関するものである。
【0002】
【従来の技術】
乗用車、トラック等に使用するタイヤは、板状のゴム、繊維補強材、スチール網等を多層円筒状に構成してタイヤの形状に形成し、さらに同タイヤを加硫して製造される。これに用いる加硫機は、図5に示すように、内部にタイヤを装填して加硫するモールド(金型)1と、モールド1を加熱する上部加熱板2と、モールド1を加熱する下部加熱板3と、プレート4と、断熱板5と、フレーム6と、モールド1を着脱するクランプ装置31と、モールド1を上下動させる昇降シリンダ8と、そのガイド9とを有する。
従来のクランプ装置31は、図6に示すように、クランプ軸13と、クランプ筒14と、クランプ玉15と、クランプ金具23とを備えていて、これらで直接モールド1をクランプするためのクランプ部を構成している。エアーシリンダ16およびピストン17によりクランプ軸13を昇降させることができる。従来のクランプ装置31はまた、ピストン17の下部に付設したテーパリング25と、ボール26と、テーパリング25と共にボール26を保持するカムリング27およびカムスリーブ28と、ピストン17を介してテーパリング25を常に下方に付勢するクランプ保持バネ(以下保持バネと略す)29とを備えていて、これらでクランプを強固にすると共に安全装置を構成している。リリースポート30からエアーシリンダ16に圧縮空気を供給する。クランプ装置31の各部材はボディ24で保持されていて、昇降シリンダ8(図5)によりクランプ装置31を上部加熱板2に装着させている。
【0003】
クランプ装置7の作動を図6ないし図9を用いて説明する。まず、図6に示すように、リリースポート30からエアーシリンダ16に圧縮空気を注入して保持バネ29に抗してピストン17を上方に押し上げ、クランプ軸13を引き上げておく。そして、図7に示すように、クランプ筒14の下端を、クランプ玉15が内側に引き込んだ状態でモールド1のクランプ金具23に挿入した後にリリースポート30から注入した圧縮空気を徐々に排出すると、図8に示すように、保持バネ29の付勢力によりピストン17と共にクランプ軸13が降下する。
クランプ軸13の降下により、クランプ軸13の大径部でクランプ玉15がクランプ金具23の凹部に押し出される。また、図9に示すように、ピストン17の降下により、テーパリング25のテーパー部でボール26がカムリング27とカムスリーブ28に押し付けられ、これにより、クランプ筒14が上方に引き上げられてクランプ玉15がクランプ金具23に押し付けられ、上部加熱板2がモールド1に密着して強固なクランプが完了する。
【0004】
このクランプの解除は、リリースポート30から圧縮空気を注入してピストン17を上方に押し上げることにより、テーパリング25を上昇させてボール26により締め付けを緩ませると共に、クランプ軸13を上昇させて下方のクランプ玉15を内側に引き込ませ、これによりクランプを解除する。
【0005】
【発明が解決しようとする課題】
上記従来型クランプ装置は機能的に優れているが、図6ないし図9に示すように、その構造が複雑である。すなわち、上部加熱板2とモールド1とを密着させる機構のテーパリング25は、ピストン17に一体的に構成されると共にその内面の一部にテーパー部を形成し、ボディ24の内管との摺動部にシール部を形成している。また、クランプ筒14の上端は、ボール26、カムリング27およびカムスリーブ28を収納するためにフック状に形成されている。このように構造が複雑で、装置を構成する部品の数が多いので、装置コストが高くなり、また部品数が多いことは故障の原因になり易く、メンテナンスに多くの時間や労力を必要とする。
本発明は、かかる状況に鑑みてなされたものであり、構造が簡素なタイヤ加硫機用モールドクランプ装置を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明は、タイヤ加硫機のモールドを加熱板に着脱するクランプ装置であって、主としてクランプ軸、クランプ筒、クランプ玉およびエアーシリンダからなるクランプ部を取り付けたボルスタと上部加熱板の間に両者を離間させる方向に付勢するバネを設けた。前記バネが皿バネであるのが好ましい。また、前記クランプ筒がボルスタ内に、軸方向摺動自在に設けられるのが好ましい。
【0007】
【発明の実施の形態】
次に、本発明に係るタイヤ加硫機用モールドクランプ装置の実施の形態について図面に基づいて説明する。
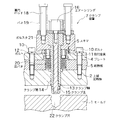
本実施形態のクランプ装置の構成について図1を用いて説明する。このクランプ装置7は、昇降シリンダ8(図5参照)により昇降可能であり、成形されたタイヤを加硫するモールド1をクランプするためのものである。
【0008】
クランプ装置7は、上部加熱板2と、この上部加熱板2からの熱を遮断する断熱板5と、上部加熱板2および断熱板5を保持するためのプレート4とを備え、ボルト10でこれらを一体に締結している。
クランプ筒14は、上部加熱板2を通り抜けた下端部(先端部)にクランプ用のクランプ玉15を複数個半径方向に出入自在に保持していて、上部でボルスタ21に取付けている。クランプ筒14の内部にクランプ軸13を軸方向に摺動自在に設けている。このクランプ軸13は、下部にクランプ玉15を押し出す大径部を有していて、上部にエアーシリンダ(駆動手段)16と連結している。このエアーシリンダ16は、クランプ軸13を昇降するためのもので、常に下方に付勢する内部バネ(図示省略)を内蔵している。クランプ軸13、クランプ筒14、クランプ玉15およびエアーシリンダ16で主としてクランプ部を構成している。案内ロッド18は、クランプ軸13やクランプ筒14が下方の障害物に当たったときに上方に退避するためのもので、エアーシリンダ16を下方に付勢するバネ19を有する。
これらのエアーシリンダ16、案内ロッド18、バネ19およびクランプ筒14をボルスタ21に取り付けている。また、取付金具11をボルト12でボルスタ21に取付けている。この取付金具11は、皿バネ20により上方に付勢されていて、その突出部上面がプレート4の突出部下面と当接するように取り付けられているので、皿バネ20の付勢力がボルスタ21のほかにプレート4にも作用する。このように、皿バネ20は、取付金具11、プレート4、ボルスタ21およびクランプ筒14を上方に付勢していて、この付勢力によりボルスタ21とプレート4との間にスキマSが形成されている。また、皿バネ20の付勢力によりクランプ筒14は、下端部が上部加熱板2から引っ込む方向に付勢されている。
【0009】
クランプ装置7の作動について図1ないし図4を用いて説明する。まず、図1に示すように、エアーシリンダ16に圧縮空気を供給して内部バネの付勢力に抗してそのピストンを上方に押し上げてクランプ軸13を引き上げ、クランプ玉15が内側に引き込んだ状態にしておく。
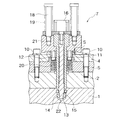
図2に示すように、この状態でクランプ筒14の下端部をモールド1のクランプ穴22に挿入する。この時、昇降シリンダ8(図5参照)により、上部加熱板2がモールド1に密着し、さらにボルスタ21とプレート4とのスキマSが0になるように降下させる。取付金具11が皿バネ20を押圧し、皿バネ20は圧縮された状態になる。次いで、エアーシリンダ16内の圧縮空気を徐々に排出して、内部バネの加圧力によりピストンと共にクランプ軸13を降下させ、図3に示すように、クランプ軸13の大径部でクランプ玉15をクランプ穴22の凹部に押し出す。なお、圧縮空気を排出するのではなく、エアーシリンダ16のヘッド側に圧縮空気を供給するように構成してもよい。この場合には、クランプ軸13を降下させる力は、内部バネの加圧力と圧縮空気圧である。
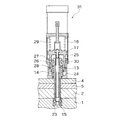
その後、図4に示すように、昇降シリンダ8による降下力を徐々に低下させ、ボルスタ21とプレート4との間にスキマSが形成されるようにする(S>0)。スキマSが形成されると、皿バネ19の付勢力でボルスタ21と共にクランプ筒14が持ち上げられる。これにより、クランプ玉15とクランプ穴22の凹部とが密着し、昇降シリンダ8の降下力を利用した強固なクランプが完了する。
【0010】
クランプを解除するときは、昇降シリンダ8の降下力をボルスタ21がプレート4に接するまで付加すると共にエアーシリンダ16に圧縮空気を供給してクランプ軸13を上方へ引き上げる。これによりクランプ玉15が内側に引き込まれてクランプが解除される。
【0011】
クランプ筒14がボルスタ21に対して軸方向に摺動自在に取付けているので、上部加熱板2の降下中にクランプ筒14が何らかの障害物に接触した場合には、クランプ筒14の上部がボルスタ21との間で軸方向に摺動し、クランプ軸13およびシリンダ16と共に上昇退避し、クランプ筒14やクランプ軸13の損傷を防止できる。また、この変位を検知する手段を設けることにより、自動的に上部加熱板2の降下を停止させるように構成できる。
【0012】
上述したように、本実施形態では、昇降機構を除いてモールド1のクランプに直接関与する部材がクランプ軸13、クランプ筒14、クランプ玉15および皿バネの4つの部品であるのに対し、従来技術のそれは、クランプ軸13、クランプ筒14、クランプ玉15、テーパリング25、ボール26、カムリング27およびカムスリーブ28の7つの部品と多く、さらに、クランプ筒14の上部、テーパリング24、ボール25、カムリング26、カムスリーブ27およびこれらを保持する二重筒のボディが複雑な形状と構成をしているが、本実施形態のクランプ装置は従来より簡素な構造である。その結果次のような効果を得ることができる。
(1)クランプ装置を構成する部品点数が減少し、構造が簡素になったことにより加工、組立て等の時間が短縮でき、製造コストを低減できる。
(2)クランプ装置を構成する部品点数が減少し、構造が簡素になったことによりメンテナンスが容易になり、装置の信頼性が向上する。
【0013】
なお、本実施形態では、皿バネを使用してクランプ装置をコンパクトに構成したが、各種のコイルバネを使用しても同様の効果が得られる。本実施形態では、クランプ筒とバネを同一位置としているが、位相及び数量を変えても良い。また、本実施形態では、エアーシリンダ16を用いてクランプ軸13を軸方向に移動しているが、他の駆動手段を使用してもよい。
【0014】
【発明の効果】
本発明は、タイヤ加硫機のモールドを加熱板に着脱するためのタイヤ加硫機用モールドクランプ装置であって、前記モールドのクランプ穴に前記加熱板を通り抜けた先端部が挿入されるクランプ筒と、該クランプ筒内で軸方向に移動可能なクランプ軸と、前記先端部で半径方向に出入自在に保持され、前記クランプ軸の移動により突出して前記クランプ穴と係合するクランプ玉と、前記クランプ軸を軸方向に移動する駆動手段とを有するクランプ部を昇降可能なボルスタに取り付け、該ボルスタと前記加熱板との間に、前記先端部が前記加熱板に対して引っ込む方向に付勢するバネを設けたので、構造が簡素になり、コストの低減や信頼性向上を図ることができる。
【図面の簡単な説明】
【図1】本発明の一実施形態に係るタイヤ加硫機用モールドクランプ装置の断面図である。
【図2】図1のモールドクランプ装置でモールドをクランプするときの作動状態を示す断面図である。
【図3】図2の次の作動状態を示す断面図である。
【図4】図3の次の作動状態を示す断面図である。
【図5】従来のモールドクランプ装置を適用したタイヤ加硫機を概略的に示す正面図である。
【図6】図5のモールドクランプ装置の断面図である。
【図7】図6の次の作動状態を示す断面図である。
【図8】図7の次の作動状態を示す断面図である。
【図9】図8の次の作動状態を示す断面図である。
【符号の説明】
1 モールド
2 上部加熱板
3 下部加熱板
4 プレート
5 断熱板
6 フレーム
7 クランプ装置
8 昇降シリンダ
9 昇降ガイド
10 締結ボルト
11 取付金具
12 ボルト
13 クランプ軸
14 クランプ筒
15 クランプ玉
16 エアーシリンダ
18 ロッド
19 バネ
20 皿バネ
21 ボルスタ
22 クランプ穴
S スキマ
Claims (3)
- タイヤ加硫機のモールドを加熱板に着脱するためのタイヤ加硫機用モールドクランプ装置であって、前記モールドのクランプ穴に前記加熱板を通り抜けた先端部が挿入されるクランプ筒と、該クランプ筒内で軸方向に移動可能なクランプ軸と、前記先端部で半径方向に出入自在に保持され、前記クランプ軸の移動により突出して前記クランプ穴と係合するクランプ玉と、前記クランプ軸を軸方向に移動する駆動手段とを有するクランプ部を昇降可能なボルスタに取り付け、該ボルスタと前記加熱板との間に、前記先端部が前記加熱板に対して引っ込む方向に付勢するバネを設けたことを特徴とするタイヤ加硫機用モールドクランプ装置。
- 前記バネが皿バネであることを特徴とする請求項1に記載のタイヤ加硫機用モールドクランプ装置。
- 前記クランプ筒が前記ボルスタに対して軸方向に摺動自在であることを特徴とする請求項1に記載のタイヤ加硫機用モールドクランプ装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002001304A JP3752181B2 (ja) | 2002-01-08 | 2002-01-08 | タイヤ加硫機用モールドクランプ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002001304A JP3752181B2 (ja) | 2002-01-08 | 2002-01-08 | タイヤ加硫機用モールドクランプ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003200430A JP2003200430A (ja) | 2003-07-15 |
| JP3752181B2 true JP3752181B2 (ja) | 2006-03-08 |
Family
ID=27641465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002001304A Expired - Fee Related JP3752181B2 (ja) | 2002-01-08 | 2002-01-08 | タイヤ加硫機用モールドクランプ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3752181B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5544218B2 (ja) * | 2010-05-20 | 2014-07-09 | 株式会社ブリヂストン | タイヤ成型ドラム連結部材およびタイヤ成型機 |
| US8500436B2 (en) | 2011-04-21 | 2013-08-06 | Delaware Capital Formation, Inc. | Ball lock clamp |
| CN108340607B (zh) * | 2015-08-12 | 2021-01-12 | 华澳轮胎设备科技(苏州)股份有限公司 | 快速锁模装置 |
| CN109094031A (zh) * | 2018-11-14 | 2018-12-28 | 芜湖新宝超声波设备有限公司 | 一种用于汽车内饰件智能焊接的固定工装 |
| CN110640946A (zh) * | 2019-09-30 | 2020-01-03 | 青岛科技大学 | 一种轮胎模具快速装夹装置 |
| CN115284657B (zh) * | 2022-09-28 | 2022-12-06 | 山东豪迈数控机床有限公司 | 导向装置及硫化设备 |
-
2002
- 2002-01-08 JP JP2002001304A patent/JP3752181B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003200430A (ja) | 2003-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1272567A (en) | Vulcanizing method in tire press | |
| JP3752181B2 (ja) | タイヤ加硫機用モールドクランプ装置 | |
| TWI233876B (en) | Tire vulcanizer | |
| JP5069636B2 (ja) | タイヤ加硫プレス | |
| US20090162462A1 (en) | Tire vulcanizing device | |
| TW397756B (en) | Central mechanism for tire vulcanizer | |
| US6273698B1 (en) | Tire vulcanizing system | |
| JP3810585B2 (ja) | タイヤ加硫装置 | |
| JPH08309755A (ja) | タイヤ加硫装置 | |
| JP4191352B2 (ja) | タイヤ金型用コンテナ | |
| US5290503A (en) | Method and apparatus for inserting a green tire in a vulcanizing machine | |
| JP4007714B2 (ja) | タイヤ加硫装置およびその金型交換方法 | |
| JP3085833B2 (ja) | タイヤ加硫用金型 | |
| JPH0412811A (ja) | タイヤ加硫機用中心機構 | |
| US20230150218A1 (en) | Tire vulcanizing apparatus | |
| JP3354752B2 (ja) | タイヤ加硫金型組立体 | |
| CN219706146U (zh) | 一种轮胎硫化快速装钉结构 | |
| US5223273A (en) | Bladder control mechanism of tire vulcanizer | |
| JP4064750B2 (ja) | タイヤ加硫装置 | |
| JP7131254B2 (ja) | タイヤ用ローカバーの装着装置 | |
| JPH11333845A (ja) | タイヤ加硫装置およびタイヤ加硫装置の金型交換方法並びにタイヤ加硫方法 | |
| CN116476425A (zh) | 一种轮胎硫化快速装钉结构及其镶钉方法 | |
| JPH0626813B2 (ja) | タイヤ加硫機のタイヤ取出装置 | |
| JPH0371244B2 (ja) | ||
| JPH07314452A (ja) | タイヤ搬送ローダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051017 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051209 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091216 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091216 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101216 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101216 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111216 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111216 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121216 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121216 Year of fee payment: 7 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121216 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131216 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |