JP3731279B2 - 放電加工機 - Google Patents
放電加工機 Download PDFInfo
- Publication number
- JP3731279B2 JP3731279B2 JP05768897A JP5768897A JP3731279B2 JP 3731279 B2 JP3731279 B2 JP 3731279B2 JP 05768897 A JP05768897 A JP 05768897A JP 5768897 A JP5768897 A JP 5768897A JP 3731279 B2 JP3731279 B2 JP 3731279B2
- Authority
- JP
- Japan
- Prior art keywords
- current
- discharge
- electric discharge
- electrode
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H1/00—Electrical discharge machining, i.e. removing metal with a series of rapidly recurring electrical discharges between an electrode and a workpiece in the presence of a fluid dielectric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H11/00—Auxiliary apparatus or details, not otherwise provided for
- B23H11/006—Electrical contacts or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H1/00—Electrical discharge machining, i.e. removing metal with a series of rapidly recurring electrical discharges between an electrode and a workpiece in the presence of a fluid dielectric
- B23H1/02—Electric circuits specially adapted therefor, e.g. power supply, control, preventing short circuits or other abnormal discharges
- B23H1/022—Electric circuits specially adapted therefor, e.g. power supply, control, preventing short circuits or other abnormal discharges for shaping the discharge pulse train
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H2300/00—Power source circuits or energization
- B23H2300/20—Relaxation circuit power supplies for supplying the machining current, e.g. capacitor or inductance energy storage circuits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H2300/00—Power source circuits or energization
- B23H2300/20—Relaxation circuit power supplies for supplying the machining current, e.g. capacitor or inductance energy storage circuits
- B23H2300/22—Circuits using or taking into account line impedance to shape the discharge pulse
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Description
【発明の属する技術分野】
この発明は、放電加工機用電源装置の放電発生時の加工電流の制御と放電発生または停止の検出に関するものである。
【0002】
【従来の技術】
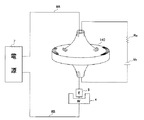
従来の技術として、図26に、特開平6−31534に開示された「放電加工機用電源装置」を示す。図において、加工槽1内に充満された加工液2の中に、数値制御装置等で制御される加工テーブル3に設置された被加工物4、電極送り手段6により位置を制御され被加工物に所望の形状の加工をするための電極5を備え、電源7から給電線8A,8Bにより加工電力を電極5と被加工物4間に供給する。一般に、電源7は電極5と被加工物6から離れているため給電線8A,8Bは距離が2〜5mになる。そのため、この給電線8A,8Bは配線のインダクタンスを減らすため近接して配線されたり、ツイストして配線される。従って給電線8A,8B間の静電容量が増加する場合がある。
【0003】
図27は、特開平7−68417に開示された「放電加工装置波形制御装置」の図である。この装置は電極5と被加工物4に加工電力を供給する電源7の一例である。この装置の動作は該特許に詳しく書かれているので説明は省略する。スイッチング素子TR2がオンすると加工電力が供給され、オフすると遮断される。ダイオードD22はこの特許には書かれていないが電極5と被加工物4に他の電源を接続する場合があるので用いられる場合が多い。給電線8A,8Bには配線のインダクタンス100,101があり、電極5と被加工物4間に放電が発生した瞬間の電圧変動によりこの配線のインダクタンス100,101と給電線間の静電容量が共振する場合がある。図28は電極5と被加工物4間に放電が発生した瞬間の電圧420と電流421の実際の波形である。放電の直前は電圧は424で示す無負荷電圧で約87Vであり、放電電流421はゼロである。423で放電が発生すると電圧は425で示す放電電圧に急峻に下がり、約25V程度になる。この瞬間から放電電流421は流れ始めて増加していき、この例では30Aで一定になる。給電線間の静電容量が大きいと給電線のインダクタンスと静電容量が共振し、図の426で示す部分のように電流が負またはゼロになると放電が消えてしまう現象である。これをパルス割れと言うが、放電が正常に発生しないので加工速度が低下したり、電極消耗が増加したりする。
【0004】
また、図27においてスイッチング素子TR2がオフし加工電流がゼロになり、ダイオードD22がオフになると、ダイオードD22の接合容量と配線のインダクタンス100,101が共振する。図29は電極5と被加工物4間に放電が発生している状態でスイッチング素子TR2がオフした瞬間433前後の電源7の出力電圧430と電流421の実際の波形である。オフする直前は電圧は425で示す放電電圧で約25Vであり、放電電流421はこの例では20Aである。433で図27のスイッチング素子TR2がオフすると電圧は435で示す定電圧体B20の電圧約−60Vに急峻に下がる。この瞬間から放電電流421は減少していき、431でゼロになる。この電流がゼロになった直後ダイオードD22はオフするが、この接合容量と配線のインダクタンス100,101が共振するので432のようにかなり高い高周波の電圧が発生する。また、放電電流も434のように電極5と被加工物4間に共振電流が流れる。この高周波の電圧432はノイズとして制御回路に悪影響を与え、放電電流の共振電流434は逆電流が流れるため電極消耗の増加の原因になる。
【0005】
図30は図26と同等の放電加工機の加工の状態を示すものである。電源7と電極5、被加工物4間を給電線8A,8Bにより接続している。この給電線8A,8Bは近接して配線するため線間の静電容量がある。数mの長さになると数ナノファラッドにもなる。また、電源の出力は半導体回路であるので、スイッチング素子やダイオードの接合容量等の静電容量が存在する。これらの静電容量を静電容量C1で表す。図31は図30の放電加工機の電極5と被加工物4間の電圧と電流を示したものである。電圧420が上昇し、放電が発生する前は静電容量C1は無負荷電圧424に充電される。次に423で放電が発生すると、電極5と被加工物4間の電圧は放電電圧425になる。従って静電容量C1に蓄積された電荷は給電線8A,8Bを通り放電発生点Aに大きな電流として流れる。これを図31の450に示すが、給電線のインダクタンスが低ければ立ち上がりの鋭い、ピークの高い短時間のパルス電流450が流れる。このパルス電流450は放電電流421の大きさに無関係に流れる。従って放電電流421が小さい電流であるとき、すなわち仕上げ放電加工のときは電極5は小さな形状である場合が多く、このパルス電流450による電極5の消耗は大きなものとなる。放電加工性能を上げるため給電線のインダクタンスをできるだけ小さくなるように給電線8A,8Bをツイストする等して近接して配線すると、静電容量C1が増え、パルス電流450のピーク値が高くなってかえって電極消耗が増加してしまうという不具合があった。
【0006】
図32は特開平6−31534に開示された「放電加工機用電源装置」の図である。電源7と電極5と被加工物4間を同軸ケーブル36により接続している。このように同軸ケーブルにより配線すると配線のインダクタンスが少なくなり加工電流の応答が速くなるので加工速度が向上するなど、放電加工機の性能が向上する。しかし、同軸ケーブルの性質状静電容量37が大きく、配線のインダクタンスも少ないこともあり、図31で示したサージ電流450が非常に高くなり電極消耗が多くなって同軸ケーブルによる配線を使用できないという不具合があった。
【0007】
図33は特開平6−226538に開示された「分割加工用放電加工装置」である。複数の電極5a,5b,5cと被加工物4間を共通電源7に接続している。このような接続をすると、例えば電極5bで放電が発生した場合、電極5aと被加工物4間の静電容量と、電極5cと被加工物4間の静電容量に蓄えられた電荷が470のように放電発生点Aに流れこむ。この電流は電極の数が多いほど大きな電流になる。このように、複数の電極を接続して放電加工を行なうと、図31に示すサージ電流450が大きくなり電極消耗が多くなる。また、図34に示すように複数の電極5a,5b,5cにそれぞれ電源7a,7b,7cを接続する方法があるが、コストが高くなり、制御が複雑になるので実用的でない等の不具合があった。
【0008】
図35は放電加工機の放電検出回路の一例である。電極5と被加工物4間の電圧と比較電圧491を比較器490に入力し、この比較器490の出力492を放電検出信号として出力するものである。
この回路の動作を図36に示す。(a)において、電源7から加工電圧を加えると電極5と被加工物4間の電圧は無負荷電圧424になる。そして423で放電が発生すると放電電圧425になり(b)に示す放電電流421が流れる。比較電圧491を500の電圧に設定しておくと、(c)501に示すように電極5と被加工物4間の電圧が比較電圧500を越えたとき放電検出信号492を501のように出力する。しかし即放電といって、(a)の点線で示す501のように無負荷電圧に到達しないですぐに放電が発生し放電電圧425になることは頻繁に発生する。従ってこのような場合(c)502に示すように放電検出信号は出力されないことがある。このような場合放電が発生したことがわからないで放電電流421が流れている時間503を正確に検出できないなどの不具合があった。
【0009】
図37は図28と同じく、電極5と被加工物4間に放電が発生した瞬間の電圧420と電流421の実際の波形である。放電の直前は電圧は424で示す無負荷電圧で約87Vであり、放電電流421はゼロである。423で放電が発生すると電圧は425で示す放電電圧に急峻に下がり、約25V程度になる。この瞬間から放電電流421は流れ始めて増加していき、この例では30Aで一定になる。この放電電流421の増加は非常に速く、放電発生から0.5μsec後では511の約13A、1μsecでは512の約27Aに達している。そのため放電発生423から例えば図35に示す比較器490に非常に応答の速い比較器を使用して放電検出信号492を得てももう既に放電電流421は立ち上がってしまっているので、放電電流421に立ち上がり近傍513を制御することはできなかった。従って放電の立ち上がりの瞬間から放電電流を任意の波形に制御できる放電加工機は存在しなかった。従って電極消耗が最も影響する放電電流の立ち上がりにおいて消耗の少ない最適な波形の研究結果は見当たらない。ただし、放電電流を放電開始から直線的なスロープ状に上昇させるスロープコントロール制御という方法が製品に使用され、スロープの傾きが低いほど電極の消耗は少ないことが分かっている。しかし、あまりスロープの傾きを低くしてしまうと、放電電流の立ち上がり近傍以後の電流の立ち上がりも遅くなってしまい、加工電流の平均値が下がることにより、加工速度が低下してしまう不具合が生じる。
【0010】
図38は三菱電機技報1987年 No.6 Vol.61に示されている「スロープコントロール波形と立ち上がり時間に対する特性」の横軸を電流の変化率に書き替えたものである。この加工は電極に銅、被加工物に鉄(SK3))、ピーク電流11A、パルス幅250μsecで加工し、放電電流の立ち上がり速度を変えて測定したものである。この図から分かることは、電流の変化率(増加率)の低いほど電極消耗少ないということである。また加工の速度は電流の変化率の低い部分で目立って低下している。
また、この文献の2.1.2超低消耗加工の項には、「アーク柱の膨張に合わせて全電流密度を低く保ち、この結果、前項で述べたように電子電流密度が低く保たれ陽極の消耗を減ぜられる。スロープコントロール回路を使用すれば、0.1〜0.01%の電極消耗比が得られ」と記されている。しかし放電電流を放電開始から直線的なスロープ状に上昇させるスロープコントロール制御は電流の低い状態からピーク電流まで一定の速度で電流を増加させるもので、アーク柱(放電柱)の膨張に合わせて全電流密度を一定に保つ作用は放電開始直後に対して有効で、電流がある程度増加した以後は放電柱の断面積の増加に対してスロープによる電流の増加のほうが遅くなることが考えられ、等価的には電流の平均値が下ることになり、このことが加工の速度は電流の変化率の低い部分で目立って低下する原因と考えられる。
【0011】
【発明が解決しようとする課題】
従来の放電加工機の加工電流制御は以上のように構成されているので、前記のように電極の消耗が多くなったり、加工速度が低下したり、即放電状態では放電検出ができなかったり、放電電流が立ち上がる前に放電発生を検出できないという問題点があった。
この発明は前記のような問題点を解消するためになされたもので、即放電状態でも放電発生を検出でき、放電電流が立ち上がる前に放電発生を検出でき、電極の消耗が少なく、加工速度が低下しない放電加工機を得ることを目的とする。
【0012】
【課題を解決するための手段】
この発明に係る放電加工機は、電極と被加工物間に放電を発生させて前記被加工物を加工する放電加工機において、加工用電源から前記電極と前記被加工物とに加工電力を供給する給電線に、放電電流が励磁する方向とは逆の方向に励磁される、磁路長の異なる複数の可飽和リアクトルを挿入し、前記複数の可飽和リアクトルの内最も磁路長の短い可飽和リアクトルを励磁するために貫通または巻回した電線に発生する電圧を検出して、前記電極と前記被加工物間に放電が発生した信号または放電が停止した信号として出力するようにしたものである。
【0019】
また、電極と被加工物間に放電を発生させて前記被加工物を加工する放電加工機において、加工用電源から前記電極と前記被加工物とに加工電力を供給する給電線に、放電電流が励磁する方向とは逆の方向に励磁される、前記給電線の巻き回数の異なる複数の可飽和リアクトルを挿入し、前記複数の可飽和リアクトルの内最も巻き回数の多い可飽和リアクトルを励磁するために貫通または巻回した電線に発生する電圧を検出して、前記電極と前記被加工物間に放電が発生した信号または放電が停止した信号として出力するようにしたものである。
【0020】
また、電極と被加工物間に放電が発生した信号を得るために設けた可飽和リアクトルを電極または被加工物に近い位置に設け、他の飽和リアクトルは加工用電源の出力側に近い位置に設けたものである。
【0025】
また、加工用電源から電極と被加工物に加工電力を供給する給電線を貫通または巻回させた可飽和リアクトルに、前記給電線とは別に設けて貫通または巻回した電線を同軸ケーブルの心線とシールドとに接続し、前記同軸ケーブルの他端に前記可飽和リアクトルが放電電流とは逆の電流で励磁されるように抵抗と直流電源の直列体を接続し、前記同軸ケーブルの他端の心線とシールド間の電圧を設定値と比較することにより前記電極と前記被加工物間の放電が発生した信号または放電が停止した信号を得るものである。
【0026】
また、加工用電源から電極と被加工物に加工電力を供給する給電線を貫通または巻回させた可飽和リアクトルに、前記給電線とは別に設けて貫通または巻回した電線を同軸ケーブルの心線とシールドとに接続し、前記同軸ケーブルの他端に前記可飽和リアクトルが放電電流とは逆の電流で励磁されるように抵抗と直流電源の直列体を接続し、前記同軸ケーブルの他端の心線とシールド間の電圧を設定値と比較することにより電極と被加工物間の放電が停止した信号を得るものである。
【0027】
また、抵抗と直流電源の直列体における抵抗の抵抗値を、同軸ケーブルの特性インピーダンスと同じ値に設定することとしたものである。
【0028】
さらに、可飽和リアクトルは、軸方向の中心部は径が広く、両端部に近くなるに従い径が小さくなる形状であるものである。
【0029】
また、加工用電源から電極と被加工物とに加工電力を供給する給電線を貫通または巻回させた、磁路長または巻数が異なる複数の可飽和リアクトルの前記給電線とは別に設けて貫通または巻回した電線にそれぞれ前記可飽和リアクトルが放電電流とは逆の電流で励磁されるように抵抗と直流電源の直列体を接続し、前記抵抗の抵抗値または直流電源の電圧を変えることにより、放電電流の増加曲線を放電加工に適した曲線に合わせるようにしたものである。
【0030】
さらに、前記給電線とは別に設けて貫通または巻回した電線に並列にスイッチをそれぞれ設け、該スイッチのオン・オフの組合せを変えることにより放電電流の増加曲線を放電加工に適した電極の消耗が少なく、加工速度が低下しない曲線に合わせるようにしたものである。
【0031】
また、前記貫通または巻回した給電線に並列にスイッチをそれぞれ設け、該スイッチのオン・オフの組合せを変えることにより放電電流の増加曲線を放電加工に適した電極の消耗が少なく、加工速度が低下しない曲線に合わせるようにしたものである。
【0032】
【発明の実施の形態】
実施の形態1.
以下に添付の図を参照してこの発明の実施の形態について詳細に説明する。なお、この発明の実施の形態について上述の従来例と同一の構成部分は、上述の従来例に付した符号と同一の符号を付してその説明を省略する。
可飽和リアクトルとは一般に、磁性材料に磁界を加え磁界の強度を強くしていったとき、その磁性材料の磁束密度が増加しなくなる、すなわち飽和するもののうち、比較的弱い強度の磁界でも飽和する磁性材料をドーナツ状、または筒状にして電線を貫通または巻回したものを言う。この発明では前記可飽和リアクトルに加え磁性材料に飽和する特性があれば可飽和リアクトルとして使用できる。
従って、磁性材料としてはアモルファス、パーマロイ、珪素鋼板等飽和特性のある各種の磁性材料を含む。
【0033】
図1に示す放電加工機の波形制御装置はこの発明の実施の形態1である。
図において、電源7は従来例の図27に示す「放電加工装置の波形制御装置」である。電源7と電極5、被加工物4間に接続する給電線8A,8Bの、電源7に近い部分に可飽和リアクトル111,112を、電極5に近い部分に可飽和リアクトル113を設け、可飽和リアクトル111,112は電源7の直流電源B10に接続した抵抗110により流れる電流が、可飽和リアクトル111,112を放電電流が励磁する方向とは逆の励磁になるように接続する。可飽和リアクトル113は任意の長さの同軸ケーブル114の可飽和リアクトル113側の心線とシールドを可飽和リアクトル113を貫通または巻回して接続する。同軸ケーブル114の他方の側には、抵抗115と直流電源116の直列体を、この可飽和リアクトル113を貫通または巻回した同軸ケーブル114の線に流れる電流が、可飽和リアクトル113を放電電流が励磁する方向とは逆の励磁になるように接続し、また、比較器490の正入力端子には同軸ケーブルの心線を、負入力端子には比較電圧491を接続し、同軸ケーブルの心線とシールド間の電圧が比較電圧491を越えたとき放電発生信号492を出力するように構成する。このように構成することにより電極の近くに設けた可飽和リアクトル113に発生する電圧を任意の距離だけ離れた位置まで同軸ケーブルを配線し、例えば制御回路の位置に比較器490を設けることができる。また、抵抗115は同軸ケーブル114の特性インピーダンスと同じ値の抵抗値が良い。例えば50Ωの同軸ケーブルであれば50Ωが良い。
【0034】
次にこの実施の形態1の放電加工機の波形制御装置の動作を説明する。図2において、電極5と被加工物4間の電圧420を(a)に、電流421を(b)に示す。117で図1のスイッチング素子TR2をオンすると直流電源B10の電圧V10が電極5と被加工物4間に加わる。この電圧は放電が発生する前は無負荷電圧424として約87Vが加わる。放電が423で発生すると、電圧420は放電電圧425の約25Vに急峻に下がる。また放電電流421は予めリアクトルL2に流れている電流値例えば20Aに急峻に立ち上がる。そしてスイッチング素子TR1をオンオフして電流の平均値を設定値の20Aに制御する。この値がピーク電流であり、約200μsecのパルス幅の放電電流が流れている。設定した時間433においてスイッチング素子TR2をオフすると放電電流421は急速に遮断されてゼロになり、電極5と被加工物4間の放電が消弧する。
【0035】
図3は図2の放電発生時点423の前後を拡大測定したものである。(a)は電極5と被加工物4間の電圧420であり、瞬時に放電電圧425に下がっている。(b)は放電電流421であり、放電が発生すると放電電流が流れようとするが、可飽和リアクトル111,112,113のインピーダンスにより制限され飽和電流130で一定の期間維持される。この飽和電流130をlsとするとlsは次の式で表される。
ls=Hs・L/N (A)・・・・・<500>
Hs:飽和磁束密度Bsに必要な磁力 (AT/m)
L :可飽和リアクトルのコア平均磁路長
N :コア巻数
式500に示すように飽和電流130は可飽和リアクトル111,112,113のうち可飽和リアクトルのコア平均磁路長Lが短く、コア巻数Nが多いほど小さいので、図1の電極5と被加工物4間に放電が発生した信号を得るために設けた可飽和リアクトル113は、磁路長の異なる複数の可飽和リアクトルを組み合わせたもののうち、いちばん飽和電流130が小さいものとするまたは巻き回数の異なる複数の可飽和リアクトルを組み合わせたもののうち、いちばん巻き回数の多いものとすることにより(d)に示す電圧133が可飽和リアクトル113の両端に他の可飽和リアクトル111,112に比べ最も早く生ずる。この電圧は同軸ケーブル114により比較器490に入力された比較電圧491との電圧比較により(f)に示す放電発生信号492を出力する。
この時抵抗115が同軸ケーブル114の特性インピーダンスと同じ抵抗値であれば、反射が生じず波形のノイズが少なくなるので正確な放電発生信号492を出力することができる。図1の直流電源116は放電電流がゼロになった後可飽和リアクトル113の飽和がリセットされる電流が流れればよいので比較的低い電圧で良い。5〜15V程度で十分に動作するので比較器490の電源を使用することができ安価に構成できる。
【0036】
また、同軸ケーブル114の可飽和リアクトル113側は心線とシールドが直流的には短絡されているので、比較器490の正入力端子に入力される電圧は定常時はゼロであり、放電開始直後のみ一定期間電圧133が出る。また、可飽和リアクトル113が飽和すると電圧は出力されないので、放電加工時のノイズ等が出力されず検出精度が高い効果がある。
【0037】
可飽和リアクトル111は可飽和リアクトル113よりコア巻数Nが少ないかコア平均磁路長Lが長いもので、可飽和リアクトル112はさらに111よりコア巻数Nが少ないかコア平均磁路長Lが長くなるように設定する。これはコア径の異なるものや個数、巻数で調節することにより図3の放電電流421の増加曲線を期間132のように指数曲線的に増加することができる。この電流上昇曲線は放電柱の膨張に合わせて増加するようにすれば放電柱の電流密度を一定に保つことができ、放電柱の断面積が小さいときに放電電流が急激に増加しないので電極の消耗を少なくすることができる。例えば放電柱の径が直線的に増加すれば、放電柱の面積は二乗で増加するので、放電電流421の増加は2次曲線的に増加するようにコアを調節することにより実現できる。
【0038】
期間131と132の飽和時間Tsは各可飽和リアクトル111,112,113について次の式で表せる。
Ts=N・S・Bs/E (μsec)・・・・・<501>
N :コア巻数
S :コア断面積
Bs:全磁束変化
E :電圧
この飽和時間Tsはコア巻数Nとコア断面積Sが大きいと長くなる。式<500>で示した飽和電流lsの設定によりコア巻数Nは決められるから、コア断面積Sにより飽和時間Tsを設定することになる。すなわち飽和時間Tsを長くするにはコア断面積Sの大きい、大型のコアを使用する。また、放電電流421の増加曲線を目的の曲線に合わせるには飽和電流lsと飽和時間Tsの違う可飽和リアクトルを各種組み合わせる方法や、それぞれの可飽和リアクトルのコア巻数Nを調節する方法や、図4に示すような中心は幅が広く、外径に近くなるに従って細くなる形状の可飽和リアクトル140を給電線8Aまたは8Bに挿入し、放電電流とは逆の励磁電流を流すためのバイアス用直流電源Vbとこれに直列に接続した抵抗Rbを接続する等の方法があり、前記各種の方法は同等の効果を奏する。
【0039】
飽和時間Tsを過ぎると可飽和リアクトルは磁気飽和するのでそのインピーダンスはゼロに近くなり、放電電流がピーク電流に達し、その後放電遮断時に放電電流がゼロになり逆の励磁電流で飽和状態がリセットされるまで、放電加工の電流電圧にはなんら影響を与えない。この点が飽和しないリアクトルとは異なる効果がある。例えば空心のコイルやギャップ付きのコア等を使用すると、インピーダンスがゼロにならずインダクタンスが残り、放電電流遮断時の電流遮断時間が遅くなる。従って放電電流が流れている時に飽和状態になる可飽和リアクトルを使用することは単なるリアクトルを使用したこととは異なり前記のような固有の効果がある。
【0040】
図1の可飽和リアクトル111,112は電源7の出力に近い側に、可飽和リアクトル113は電極5に近い側に設けた。この電源7に近い側に設けた可飽和リアクトル111,112は、従来の技術2の図29において説明したように、電源7の出力に設けたダイオードD22またはD20等の静電容量と給電線8A,8Bのインダクタンスが共振するのを防止する効果がある。また、図29の放電電流が遮断された瞬間431に電極5に共振による負の電流434が流れるのを妨げる働きがある。またこの電極5に近い側に設けた可飽和リアクトル113は、従来の技術2の図28において説明したように、放電した瞬間423の給電線8A,8B間の静電容量とインダクタンスが共振して426のように電流が負になるパルス割れを防止する働きがある。また、図3の放電電流421の飽和電流130を有することにより放電発生直後の電極5の電流を、図31の(b)に示すようなサージ電流450が流れるのを防止する働きがある。
【0041】
図5は図2の放電電流遮断時433前後の各部の拡大波形である。図1のイッチング素子TR2を433でオフすると、(b)に示す放電電流421は給電線8A,8Bのインダクタンスと定電圧体B20の電圧によって決まる勾配で電流が減少し、150においてゼロになる。このとき図29の434に示すように、電源7の出力に設けたダイオードD22またはD20等の静電容量と給電線8A,8Bのインダクタンスが共振するのを、可飽和リアクトル111,112,113が高いインピーダンスになるので逆電流が流れないように動作する。すなわち可飽和リアクトルは(e),(d)の電圧が151において発生し逆電流を防止するので、(b)の151の部分の逆電流は非常にわずかであり、図29のように共振電流434は発生していない。従って電流遮断時間152は可飽和リアクトル111,112,113が無い場合と殆ど変わらない時間であるうえに、逆電流による電極の消耗が少ないことと、図29の共振電圧432が発生しないのでノイズが少なくなり、他の制御回路に与えるノイズ誤動作を少なくすることができる等の効果がある。
【0042】
実施の形態2.
図6に示す放電加工機の波形制御装置はこの発明の実施の形態2である。
この実施の形態は主として放電発生検出と放電停止検出の機能だけを使用したものである。図において、電源7の出力と電極5と被加工物4間の給電線8A,8Bの電極5に近い位置に可飽和リアクトル113を設ける。この可飽和リアクトル113は飽和電流lsの低いもので、可飽和リアクトルのコア平均磁路長Lが短いか、コア巻数Nが多い可飽和リアクトルを使用する。実際には可飽和リアクトルのコアとしては、内径2mm、外径4mm、長さ8mmのアモルファスコアを8個使用している。同軸ケーブル114、抵抗115、直流電源116、比較器490、比較電圧491、放電発生信号492の構成は図1と同様である。比較器160の正入力端子に負の比較電圧161を、同軸ケーブル114の出力を負入力端子に入力し、比較器160の出力を放電停止信号162として出力する。
【0043】
図7は図6の可飽和リアクトル113に発生する電圧133と放電電流421の放電が発生した瞬間の前後の拡大波形である。放電が発生すると可飽和リアクトル113の放電電流lsによって決まる飽和電流130が流れる。この場合約1Aの電流が期間131に示すように約700nsec続き、その後放電電流421の上昇は期間132に示すようにほぼ直線的に上昇しており、この上昇の勾配は可飽和リアクトル113が無い場合とほぼ同じである。可飽和リアクトル113に発生する電圧133は図7に示すように発生するから比較器490の正入力端子にも同様の電圧が発生する。この電圧を比較電圧491と比較して得られる放電発生信号を(c)に示す。ここで重要なことは、放電電流421が飽和電流130でしばらくの間わずかの電流しか流れず、放電電流421が増加する前に放電発生信号492が得られることである。すなわち放電加工機の制御装置としては放電電流421が増加する直前から各種の制御が可能になる。そして、放電発生信号492を出力後は可飽和リアクトル113は放電電流421に対して何ら影響を与えないことと、放電発生瞬間の共振電流も殆ど無いという優れた効果を奏する。
【0044】
図8は図6の電極5と被加工物4間の放電電圧133と放電電流421の放電を遮断した瞬間の前後の拡大波形である。図1のスイッチング素子TR2を433でオフすると放電電流421は給電線8A,8Bのインダクタンスと図1の定電圧体B20の電圧によって決まる勾配で電流が減少し、150においてゼロになる。このとき図29の434に示すように、図1の電源7の出力に設けたダイオードD22またはD20等の静電容量と給電線8A,8Bのインダクタンスが共振するのを、可飽和リアクトル113が高いインピーダンスになることにより防止し、また逆電流が流れないように動作する。すなわち可飽和リアクトルには(b)の電圧が151において発生し逆電流を防止するので、(a)の151の部分の逆電流は非常にわずかであり、図29のように共振電流434は発生していない。(b)の可飽和リアクトルの電圧は151の期間で負の電圧を出力する。この電圧を比較器160の負入力端子に入力し負の比較電圧161と比較することにより放電停止信号162を出力することができる。この出力を(c)に示す。従来はスイッチング素子を遮断した時点433から一定期間が過ぎたら放電は停止しているものとして制御していたが、放電が停止したことがわかると次に放電を開始するまでの時間が正確に分かり、放電が継続している間に放電を開始してしまうことが無くなり高精度の放電加工の制御が可能になる。また、電流遮断時間152は可飽和リアクトル113が無い場合と殆ど変わらない時間であるうえに、逆電流による電極の消耗が少ないことと、図29の共振電圧432が発生しないのでノイズが少なくなり、他の制御回路に与えるノイズ誤動作を少なくすることができる等の効果がある。
【0045】
実施の形態3.
図9に示す放電加工機の波形制御装置はこの発明の実施の形態3である。
図9は、図6に示す可飽和リアクトルを使用した放電発生検出回路を同一の電源7で3台の電極5A,5B,5Cと被加工物4A,4B,4Cのそれぞれの給電線に設けたものである。それぞれの動作は図6の実施の形態2と同じであるが、電極と被加工物が複数であることが異なる。従来の技術5において説明したように、放電はどれか一つの電極においてしか発生しないので、複数の電極のそれぞれの放電発生が分かると放電加工の進み具合、電極の送り速度等放電加工機を制御する上で重要な信号が得られる。従来の放電電圧を検出して放電発生を検出する方法ではそれぞれの放電発生を検出することはできなかったので、同一の電源で複数の電極と被加工物を加工することはできなかった。この方法によれば、同一の電源で複数の電極と被加工物を加工することができるので、電源のコストが安くなる効果がある。
【0046】
実施の形態4.
図10に示す放電加工機の波形制御装置はこの発明の実施の形態4である。
図10は、図6に示す可飽和リアクトルを使用した放電発生検出回路を可飽和リアクトル113の給電線に比較器490の入力端子を直接接続したものである。このような接続においても実施の形態2と同等の効果を奏する。
【0047】
実施の形態5.
図11に示す放電加工機の波形制御装置はこの発明の実施の形態5である。
図11は、図6に示す可飽和リアクトルを使用した放電発生検出回路を、可飽和リアクトル113の給電線とは別の巻線と、これに直列に接続した抵抗115と直流電源116を設け、放電電流とは逆の励磁をするようにして、この巻線に比較器490の入力端子を直接接続したものである。このような接続においても実施の形態2と同等の効果を奏する。
【0048】
実施の形態6.
図12に示す放電加工機の波形制御装置はこの発明の実施の形態6である。
図12はこの発明の動作を説明するための最も簡単な構成の図である。可飽和リアクトル120は少なくとも一個、磁路長の異なる複数の可飽和リアクトルを組み合わせたもの、中心は幅が広く、外径に近くなるに従って細くなる形状の可飽和リアクトル、給電線の卷き回数の異なる複数の可飽和リアクトルを組み合わせたもの等を使用し、放電電流とは逆の方向に励磁する定電流源121を設ける。定電流源121は抵抗と直流電源を組み合わせても良い。このような簡単な構成で図3の421に示すような放電発生直後の放電電流の増加曲線を可飽和リアクトルの組合わせにより任意の曲線に制御できる。以上により前記した数々の特有の効果を奏する。
【0049】
実施の形態7.
図13に示す放電加工機の波形制御装置はこの発明の実施の形態7である。
図13は、図12に示す可飽和リアクトルを使用した放電加工機の加工電流制御装置の給電線に直接定電流源121を接続したものであり、実施の形態6と同等の効果を奏する。
【0050】
実施の形態8.
図14に示す放電加工機の波形制御装置はこの発明の実施の形態8である。
図14は、図12に示す可飽和リアクトルを使用した放電加工機の加工電流制御装置の可飽和リアクトル120をコア巻数Nの異なるもの、または磁路長Lの異なる可飽和リアクトル120A,120B,120Cを組み合わせて、それぞれに給電線8Aとは別の巻線と、これに直列に接続した抵抗110A,110B,110Cと直流電源140A,140B,140Cを設け、放電電流とは逆の励磁をするようにしたものであり、実施の形態6と同等の効果を奏する。
【0051】
実施の形態9.
図15に示す放電加工機の波形制御装置はこの発明の実施の形態9である。
図15は、図12に示す可飽和リアクトルを使用し放電加工機の加工電流制御装置の可飽和リアクトル120をコア平均磁路長Lの異なるもの、またはコア断面積Sの異なる可飽和リアクトル120D,120E,120Fを組み合わせて、給電線8Aとは別の巻線と、これに直列に接続した抵抗110と直流電源140を設け、放電電流とは逆の励磁をするようにしたものである。実際に使用したものは、抵抗110は500Ω、直流電源140は87V、可飽和リアクトル120Dは内径2mm、外径4mm、長さ8mmのコバルト系のアモルファスコア4個、可飽和リアクトル120Eは内径7mm、外径10mm、長さ4.5mmのコバルト径のアモルファスコア3個、可飽和リアクトル120Fは内径14mm、外径21mm、長さ4.5mmのコバルト系のアモルファスコア2個をそれぞれ使用したもので、その放電電流の増加曲線は図3の421と同等である。この実施の形態9は実施の形態6と同等の効果を奏する。
【0052】
実施の形態10.
図16に示す放電加工機の波形制御装置はこの発明の実施の形態10である。実施の形態9の図15の実際例として、電極5を電極送り手段6に取り付けるための治具260の一部を細くし、この部分に内径の小さい可飽和リアクトル120D、または120Eを設け、セラミック、ガラス、プラスチック等の絶縁支持物261で機械的強度を保ち、内径の太い可飽和リアクトル120Fは治具260に貫通するようにして構成することにより、実施の形態6と同等の効果を奏する。図17はこの実施の形態10を電極送り手段6に取り付けた状態を示す。この実施の形態10によれば、電極それぞれに飽和電流ls、電流増加曲線等を合わせられるので、電極5を治具260と一体にして交換すれば、小さな電極から大きな電極までそれぞれの加工条件に合った放電加工機の波形制御装置が得られる等の効果がある。
【0053】
実施の形態11.
図18は実施の形態6の放電加工機の波形制御装置の設置場所を電極5への給電線8Aの近くに設けたものであり、実施の形態6と同等の効果を奏する。
【0054】
実施の形態12.
図19は実施の形態6の放電加工機の波形制御装置の設置場所を給電線8Bの被加工物4の近くに設けたものであり、実施の形態6と同等の効果を奏する。
【0055】
実施の形態13.
図20は実施の形態6の放電加工機の波形制御装置の設置場所を電極5への給電線8Aの近くと給電線8Bの被加工物4の近くに設けたものであり、実施の形態6と同等の効果を奏する。
【0056】
実施の形態14.
図21は実施の形態6の放電加工機の波形制御装置の設置場所を電極5への給電線8Aの電源7の近くに設けたものであり、実施の形態6と同等の効果を奏する。
【0057】
実施の形態15.
図22は従来の技術4の図32で述べた給電線に同軸ケーブル36を使用した放電加工機用電源装置であるが、実施の形態6の放電加工機の波形制御装置の設置場所を電極5の近くに設けたものであり、実施の形態6と同等の効果を奏する。また、同軸ケーブル36を使用しても静電容量37の影響は無くなり、同軸ケーブルにより配線すると配線のインダクタンスが少なくなることによって、加工電流の応答が速くなるので加工速度が向上するなど、放電加工機の性能が向上する。同軸ケーブル36による給電が可能になることは、加工速度の向上、微細加工、大型電極における大電流加工、ノイズの外部への放射防止、より遠くからの給電等、放電加工機の電源装置の性能を高め、加工性能を飛躍的に高めることができる効果がある。
【0058】
実施の形態16.
図23は従来の技術5で述べた、複数の電極5A,5B,5Cと被加工物4間を共通の電源7に接続したものである。各電極5A,5B,5Cへの給電線に可飽和リアクトル112A,112B,112Cをそれぞれ設け、給電線とは別の巻線を直列に接続し、可飽和リアクトル112A,112B,112Cが放電電流による励磁とは逆の方向に励磁されるように抵抗110と直流電源140を直列に接続する。このような接続をすると、例えば電極5Bで放電が発生した場合、電極5Aと被加工物4間の静電容量と、電極5Cと被加工物4間の静電容量に蓄えられた電荷は可飽和リアクトル112Aと112Cにより放電電流とは逆の電流を阻止する作用があるので放電発生点Aに流れこむ電流は少ない。また、この電流は電極の数がさらに多くても同様である。このように、複数の電極を接続して放電加工を行なっても、図31に示すサージ電流450は小さく電極消耗が多くなることはない。すなわち、1台の電源7で複数の電極5を接続して加工することができ、大面積の放電加工が高精度で安価に実現できる効果がある。
【0059】
実施の形態17.
図24は図示していない電極送り手段6や加工槽1で構成される加工機が複数ある場合等の実施の形態を示したもので、複数の電極5A,5B,5Cと複数の被加工物4A,4B,4C間を共通の電源7に接続したものである。各電極5A,5B,5Cへの給電線に可飽和リアクトル112A,112B,112Cをそれぞれ設け、給電線とは別の巻線と、可飽和リアクトルが放電電流とは逆の方向に励磁されるように抵抗110A,110B,110Cと直流電源140A,140B,140Cを図のようにそれぞれ直列に接続する。このような接続をすると、例えば電極5Bで放電が発生した場合、電極5Aと被加工物4A間の静電容量と、電極5Cと被加工物4C間の静電容量に蓄えられた電荷は、可飽和リアクトル112Aと112Cにより放電電流とは逆の電流を阻止する作用があるので放電発生点Aに流れこむ電流は少ない。また、この電流は加工機の数がさらに多くても同様である。このように、複数の加工機の電極を接続して放電加工を行なっても、図31に示すサージ電流450は小さく電極消耗が多くなることはない。すなわち、1台の電源7で複数の加工機の電極5と被加工物4を接続して加工することができ、複数の違った形状の被加工物を同時に同一の電源で加工できる効果がある。
【0060】
実施の形態18.
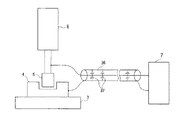
図25はこの発明の実施の形態18である。加工用電源7から電極5と被加工物4に加工電力を供給する給電線8A、8Bを貫通または巻回させた、磁路長Lまたはコア巻数Nが異なる複数の可飽和リアクトル120A,120B,120C,120Dの給電線8A,8Bとは別に設けて貫通または巻回した電線にそれぞれ可飽和リアクトル120A,120B,120C,120Dが放電電流による励磁とは逆の電流で励磁されるように抵抗110A,110B,110C,110Dと直流電源140A,140B,140C,140Dの直列体を接続し、抵抗110A,110B,110C,110Dの抵抗値または直流電源140A,140B,140C,140Dの電圧を変えられるようにして放電電流の増加曲線を放電加工に適した曲線に合わせるようにする。可飽和リアクトル120Dは磁路長Lの最も短いもので、主として飽和電流lsを決める。可飽和リアクトル120A,120B,120Cは次第に磁路長Lが長く、コア断面積Sも大きいものを使用し飽和電流と飽和時間を抵抗の抵抗値と直流電源の電圧により加工に適した電流の増加曲線になるように調節する。このようにすることにより任意の増加曲線を得ることができ、前記のような種々の優れた効果を奏する。
【0061】
また、可飽和リアクトル120A,120B,120C,120Dを貫通する給電線8A,8Bの両端をスイッチ250A,250B,250C,250Dで必要な増加曲線が得られるように、使用しない可飽和リアクトルを短絡しても良い。
【0062】
また、可飽和リアクトル120A,120B,120C,120Dを貫通する給電線8A,8Bとは別に設けて貫通または巻回した電線にそれぞれスイッチ251A,251B,251C,251Dを接続し、必要な増加曲線が得られるように使用しない可飽和リアクトルを短絡しても良い。
【0063】
【発明の効果】
この発明は、以上説明したように構成されているので、以下に記載されるような効果を奏する。
この発明は、即放電状態でも放電発生を検出でき、放電電流が立ち上がる前に放電発生を検出でき、電極の消耗が少なく、加工速度が低下しない放電加工機の加工電流制御装置を得ることができる効果がある。
【0064】
放電加工のノイズ等が少なく、正確な放電発生信号が得られ、検出精度が高く、構成が簡単で安価に構成できる。
放電した瞬間の2本の給電線の静電容量とインダクタンスが共振するのを防止する働きがある。
サージ電流が流れるのを防止する働きがある。
電流遮断時間が遅くならないうえに、逆電流による電極の消耗が少ないことと、共振電圧が発生しないのでノイズが少なくなり、他の制御回路に与えるノイズ誤動作を少なくすることができる等の効果がある。
【0065】
放電電流が飽和電流で暫くの間わずかの電流しか流れず、放電電流が増加する前に放電発生信号が得られ、放電電流が増加する直前から各種の制御が可能になる。
放電発生信号出力後は放電電流に対して何ら影響を与えないことと、放電発生瞬間の共振電流も殆ど無いという効果を奏する。
放電が停止したことがわかると次に放電を開始するまでの時間が正確に分かり、高精度の放電加工の制御が可能になる。
【0067】
簡単な構成で放電発生直後の放電電流の増加曲線を可飽和リアクトルの組み合わせにより任意の曲線に制御できる効果がある。
【0069】
同軸ケーブルによる給電が可能になり、加工速度の向上、微細加工、大型電極における大電流加工、ノイズの外部への放射防止、より遠くからの給電等、放電加工機の電源装置の性能を高め、加工性能を飛躍的に高めることができる効果がある。
【0072】
放電電流の任意の増加曲線を得ることができ、多くの電極または被加工物に最適の増加曲線にすることにより、加工速度が速く電極の消耗が少ない等の優れた効果を奏する。
【図面の簡単な説明】
【図1】 この発明の実施の形態1の放電加工機の波形制御装置である。
【図2】 この発明の実施の形態1の放電加工機の波形制御装置の動作を説明するための図である。
【図3】 この発明の実施の形態1の放電加工機の波形制御装置の動作を説明するための波形図である。
図3は図2の放電発生時点423の前後を拡大測定したものである。
【図4】 この発明の実施の形態1の可飽和リアクトルの形状を示す図である。
【図5】 この発明の実施の形態1の放電加工機の波形制御装置の動作を説明するための波形図である。
図5は図2の放電電流遮断時433前後の各部の拡大波形である。
【図6】 この発明の実施の形態2の放電加工機の波形制御装置である。
【図7】 この発明の実施の形態2の放電加工機の波形制御装置の動作を説明するための波形図である。
図7は図6の電極5と被加工物4間の放電電圧133と放電電流421の放電が発生した瞬間の前後の拡大波形である。
【図8】 この発明の実施の形態2の放電加工機の波形制御装置の動作を説明するための波形図である。
図8は図6の電極5と被加工物4間の放電電圧133と放電電流421の放電を遮断した瞬間の前後の拡大波形である。
【図9】 この発明の実施の形態3の放電加工機の波形制御装置である。
図9は、図6に示す可飽和リアクトルを使用した放電発生検出回路を同一の電源7で3台の電極5A,5B,5Cと被加工物4A,4B,4Cのそれぞれの給電線に設けたものである。
【図10】 この発明の実施の形態4の放電加工機の波形制御装置である。
【図11】 この発明の実施の形態5の放電加工機の波形制御装置である。
【図12】 この発明の実施の形態6の放電加工機の波形制御装置である。
図12はこの発明の動作を説明するための最も簡単な構成の図である。
【図13】 この発明の実施の形態7の放電加工機の波形制御装置である。
【図14】 この発明の実施の形態8の放電加工機の波形制御装置である。
【図15】 この発明の実施の形態9の放電加工機の波形制御装置である。
【図16】 この発明の実施の形態10の放電加工機の波形制御装置である。
【図17】 この発明の実施の形態10の放電加工機の波形制御装置である。
図17はこの実施の形態10を電極送り手段6に取り付けた状態を示す。
【図18】 この発明の実施の形態11の放電加工機の波形制御装置である。
【図19】 この発明の実施の形態12の放電加工機の波形制御装置である。
【図20】 この発明の実施の形態13の放電加工機の波形制御装置である。
【図21】 この発明の実施の形態14の放電加工機の波形制御装置である。
【図22】 この発明の実施の形態15の放電加工機の波形制御装置である。
【図23】 この発明の実施の形態16の放電加工機の波形制御装置である。
【図24】 この発明の実施の形態17の放電加工機の波形制御装置である。
【図25】 この発明の実施の形態18の放電加工機の波形制御装置である。
【図26】 従来の放電加工機用電源装置の動作を説明するための構成図である。
【図27】 従来の放電加工機用電源装置の動作を説明するための回路図である。
【図28】 従来の放電加工機用電源装置の動作を説明するための波形図である。
【図29】 従来の放電加工機用電源装置の動作を説明するための波形図である。
【図30】 従来の放電加工機用電源装置の動作を説明するための構成図である。
【図31】 図30の放電加工機の動作を説明するための波形図である。
【図32】 従来の放電加工機用電源装置の動作を説明するための構成図である。
【図33】 従来の放電加工機用電源装置の動作を説明するための構成図である。
【図34】 従来の放電加工機用電源装置の動作を説明するための構成図である。
【図35】 従来の放電加工機用電源装置の動作を説明するための放電加工機の放電検出回路の一例である。
【図36】 図35の従来の放電加工機用電源装置の動作を説明するための波形図である。
【図37】 従来の放電加工機用電源装置の動作を説明するための波形図である。
【図38】 従来の放電加工機用電源装置の動作を説明するための図である。
【符号の説明】
1 加工槽、2 加工液、3 加工テーブル、4 被加工物、5,5a,5b,5c,5A,5B,5C 電極、6 電極送り手段、7,7a,7b,7c 電源、8A,8B 給電線、36 同軸ケーブル、37 静電容量、100,101 配線のインダクタンス、110,110A,110B 抵抗、110C,110D 抵抗、111,112,113 可飽和リアクトル、112A,112B,112C 可飽和リアクトル、114 同軸ケーブル、115 抵抗、116 直流電源、120,120A,120B,120C 可飽和リアクトル、120D,120E,120F 可飽和リアクトル、121 定電流源、130飽和電流、140,140A,140B 直流電源、140C,140D 直流電源、160 比較器、161 比較電圧、162 放電停止信号、250A,250B,250C,250D スイッチ、251A,251B,251C,251D スイッチ、260 治具、261 絶縁支持物、424 無負荷電圧、491 比較電圧、490 比較器、492 放電発生信号、A 放電発生点、B10 直流電源、B20 定電圧体、Bs 全磁束変化、C1 静電容量、D22,D20 ダイオード、E 電圧、Hs 飽和磁束密度Bsに必要な磁力、ls 飽和電流、L コア平均磁路長、L2 リアクトル、N コア巻数、Sコア断面積、TR2 スイッチング素子、Ts 飽和時間、vb 直流電源、Rb 抵抗。
Claims (7)
- 電極と被加工物間に放電を発生させて前記被加工物を加工する放電加工機において、加工用電源から前記電極と前記被加工物とに加工電力を供給する給電線に、放電電流が励磁する方向とは逆の方向に励磁される、磁路長の異なる複数の可飽和リアクトルを挿入し、前記複数の可飽和リアクトルの内最も磁路長の短い可飽和リアクトルを励磁するために貫通または巻回した電線に発生する電圧を検出して、前記電極と前記被加工物間に放電が発生した信号または放電が停止した信号として出力することを特徴とする放電加工機。
- 電極と被加工物間に放電を発生させて前記被加工物を加工する放電加工機において、加工用電源から前記電極と前記被加工物とに加工電力を供給する給電線に、放電電流が励磁する方向とは逆の方向に励磁される、前記給電線の巻き回数の異なる複数の可飽和リアクトルを挿入し、前記複数の可飽和リアクトルの内最も巻き回数の多い可飽和リアクトルを励磁するために貫通または巻回した電線に発生する電圧を検出して、前記電極と前記被加工物間に放電が発生した信号または放電が停止した信号として出力することを特徴とする放電加工機。
- 電極と被加工物間に放電が発生した信号を得るために設けた可飽和リアクトルを前記電極または前記被加工物に近い位置に設け、他の可飽和リアクトルは加工用電源の出力側に近い位置に設けたことを特徴とする請求項1または請求項2に記載の放電加工機。
- 加工用電源から電極と被加工物に加工電力を供給する給電線を貫通または巻回させた可飽和リアクトルに、前記給電線とは別に設けて貫通または巻回した電線を同軸ケーブルの心線とシールドとに接続し、前記同軸ケーブルの他端に前記可飽和リアクトルが放電電流とは逆の電流で励磁されるように抵抗と直流電源の直列体を接続し、前記同軸ケーブルの他端の心線とシールド間の電圧を設定値と比較することにより前記電極と前記被加工物間の放電が発生した信号または放電が停止した信号を得ることを特徴とする請求項1〜請求項3のいずれかに記載の放電加工機。
- 抵抗と直流電源の直列体における抵抗の抵抗値を、同軸ケーブルの特性インピーダンスと同じ値に設定することを特徴とする請求項4に記載の放電加工機。
- 可飽和リアクトルは、軸方向の中心部は径が広く両端部に近くなるに従い径が小さくなる形状であることを特徴とする請求項1または請求項2に記載の放電加工機。
- 電極と被加工物間に放電を発生させて前記被加工物を加工する放電加工機において、加工用電源から前記電極と前記被加工物とに加工電力を供給する給電線を貫通または巻回させた、磁路長または巻数が異なる複数の可飽和リアクトルの前記給電線とは別に設けて貫通または巻回した電線にそれぞれ前記可飽和リアクトルが放電電流とは逆の電流で励磁されるように抵抗と直流電源の直列体を接続し、前記抵抗の抵抗値または直流電源の電圧を変えることにより、放電電流の増加曲線を放電加工に適した電極の消耗が少なく、加工速度が低下しない曲線に合わせることを特徴とする放電加工機。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP05768897A JP3731279B2 (ja) | 1997-03-12 | 1997-03-12 | 放電加工機 |
| TW086109776A TW376346B (en) | 1997-03-12 | 1997-07-11 | Electric discharging machine |
| KR1019970046430A KR100248250B1 (ko) | 1997-03-12 | 1997-09-09 | 방전 가공기 |
| DE19740714A DE19740714C2 (de) | 1997-03-12 | 1997-09-16 | Funkenerosionsmaschine |
| US08/931,748 US6069335A (en) | 1997-03-12 | 1997-09-16 | Electric discharge machine |
| CH02197/97A CH693088A5 (de) | 1997-03-12 | 1997-09-17 | Funkenerosionsmaschine. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP05768897A JP3731279B2 (ja) | 1997-03-12 | 1997-03-12 | 放電加工機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10249645A JPH10249645A (ja) | 1998-09-22 |
| JP3731279B2 true JP3731279B2 (ja) | 2006-01-05 |
Family
ID=13062895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP05768897A Expired - Fee Related JP3731279B2 (ja) | 1997-03-12 | 1997-03-12 | 放電加工機 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6069335A (ja) |
| JP (1) | JP3731279B2 (ja) |
| KR (1) | KR100248250B1 (ja) |
| CH (1) | CH693088A5 (ja) |
| DE (1) | DE19740714C2 (ja) |
| TW (1) | TW376346B (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6326576B1 (en) * | 1999-09-22 | 2001-12-04 | General Electric Company | Method and apparatus for electrical discharge machining |
| WO2003103348A1 (ja) * | 2002-05-31 | 2003-12-11 | 芝浦メカトロニクス株式会社 | 放電用電源、スパッタリング用電源及びスパッタリング装置 |
| KR100545736B1 (ko) * | 2004-02-21 | 2006-01-24 | (주)무한 | 공기조화기용 배관재의 pvc 주름관 덧씌움 장치 |
| JP4629393B2 (ja) | 2004-09-10 | 2011-02-09 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| JP4513772B2 (ja) * | 2006-03-09 | 2010-07-28 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| JP4921482B2 (ja) * | 2006-10-24 | 2012-04-25 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| CN104066540B (zh) * | 2012-10-30 | 2016-04-20 | 三菱电机株式会社 | 放电加工装置 |
| CN103769705B (zh) * | 2014-01-17 | 2016-06-15 | 清华大学 | 一种用于深小孔电火花加工的多功能主轴机构 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3409753A (en) * | 1964-10-05 | 1968-11-05 | Inoue Kiyoshi | Saturable reactor type control system for electrical discharge machining apparatus |
| US3390245A (en) * | 1965-09-16 | 1968-06-25 | Elox Inc | Electrical discharge machining power supply apparatus |
| JPS55164428A (en) * | 1979-06-06 | 1980-12-22 | Inoue Japax Res Inc | System for electric discharge machining |
| US4441005A (en) * | 1980-05-06 | 1984-04-03 | Sodick Co., Ltd. | EDM Pulse generator with a variable output inductor for producing pulse with gradually rising edges |
| CH649024A5 (fr) * | 1982-08-06 | 1985-04-30 | Charmilles Sa Ateliers | Machine pour usiner par decharges electriques erosives. |
| JPS61260921A (ja) * | 1985-05-15 | 1986-11-19 | Mitsubishi Electric Corp | 放電加工用電源 |
| JPS6226538A (ja) * | 1985-07-26 | 1987-02-04 | Canon Inc | 除算器 |
| JPS63174816A (ja) * | 1987-01-16 | 1988-07-19 | Hoden Seimitsu Kako Kenkyusho Ltd | 放電加工機用電源装置 |
| US5019685A (en) * | 1989-04-13 | 1991-05-28 | Sodick Co., Ltd. | Discharge working machine |
| JPH04765A (ja) * | 1990-04-17 | 1992-01-06 | Fujitsu Ltd | 半導体装置の製造方法 |
| JP2734887B2 (ja) * | 1992-07-14 | 1998-04-02 | 三菱電機株式会社 | 放電加工機用電源装置 |
| JP3008713B2 (ja) * | 1993-02-03 | 2000-02-14 | 三菱電機株式会社 | 分割加工用放電加工装置 |
| JP3019676B2 (ja) * | 1993-09-01 | 2000-03-13 | 三菱電機株式会社 | 放電加工装置の波形制御装置 |
-
1997
- 1997-03-12 JP JP05768897A patent/JP3731279B2/ja not_active Expired - Fee Related
- 1997-07-11 TW TW086109776A patent/TW376346B/zh not_active IP Right Cessation
- 1997-09-09 KR KR1019970046430A patent/KR100248250B1/ko not_active IP Right Cessation
- 1997-09-16 US US08/931,748 patent/US6069335A/en not_active Expired - Fee Related
- 1997-09-16 DE DE19740714A patent/DE19740714C2/de not_active Expired - Fee Related
- 1997-09-17 CH CH02197/97A patent/CH693088A5/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE19740714C2 (de) | 2002-09-12 |
| US6069335A (en) | 2000-05-30 |
| CH693088A5 (de) | 2003-02-28 |
| KR19980079355A (ko) | 1998-11-25 |
| JPH10249645A (ja) | 1998-09-22 |
| KR100248250B1 (ko) | 2000-04-01 |
| DE19740714A1 (de) | 1998-09-24 |
| TW376346B (en) | 1999-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3731279B2 (ja) | 放電加工機 | |
| JP5414864B1 (ja) | ワイヤカット放電加工装置の加工電源装置 | |
| US4469933A (en) | Consumable electrode type arc welding power source | |
| US8648275B2 (en) | Power supply device for sinker electric discharge machining | |
| JP2983139B2 (ja) | 放電加工用電源回路及び放電加工装置 | |
| WO2012114524A1 (ja) | 放電加工機用電源装置およびその制御方法 | |
| Sen et al. | Developments in electric power supply configurations for electrical-discharge-machining (EDM) | |
| JP5409963B1 (ja) | 放電加工装置 | |
| EP3085482B1 (en) | Wire electric discharge machine | |
| US5897792A (en) | Power supply system for electrical discharge machining unit, and method for electrical discharge machining | |
| US7045735B2 (en) | Machining power supply for wire electrical discharge machine | |
| EP0525682B1 (en) | Power supply for electronic discharge machining system | |
| US4967054A (en) | Electric-discharge-machining power source | |
| JP5013392B2 (ja) | ワイヤ放電加工機の加工電源装置 | |
| US5399826A (en) | Electric discharge machining apparatus | |
| US6630641B2 (en) | Electric discharge machining apparatus generating preliminary discharge and machining discharge pulses | |
| JP7378547B2 (ja) | 放電加工機の電流検出回路 | |
| WO1995000277A1 (fr) | Coupe-fil a decharge electrique | |
| JP2002176034A (ja) | プラズマエッチングにおける異常放電自動防止装置 | |
| US7608795B2 (en) | Device for machining by electroerosion | |
| JPH059209B2 (ja) | ||
| US9276559B2 (en) | Induced signal removing circuit | |
| WO2001032342A1 (fr) | Dispositif d'alimentation destine a un usinage par etincelage, et procede d'usinage par etincelage | |
| JP4339601B2 (ja) | 放電状態検出方法及び放電加工機 | |
| SU352733A1 (ru) | УСТРОЙСТВО дл ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040406 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040604 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20040715 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050303 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050920 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051003 |
|
| LAPS | Cancellation because of no payment of annual fees |