JP3708612B2 - 異音防止型ウエザーストリップ用ゴム成形品の製造方法及び製造装置 - Google Patents
異音防止型ウエザーストリップ用ゴム成形品の製造方法及び製造装置 Download PDFInfo
- Publication number
- JP3708612B2 JP3708612B2 JP02619296A JP2619296A JP3708612B2 JP 3708612 B2 JP3708612 B2 JP 3708612B2 JP 02619296 A JP02619296 A JP 02619296A JP 2619296 A JP2619296 A JP 2619296A JP 3708612 B2 JP3708612 B2 JP 3708612B2
- Authority
- JP
- Japan
- Prior art keywords
- opening
- mixture
- supply
- die
- suction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/20—Sealing arrangements characterised by the shape
- B60J10/24—Sealing arrangements characterised by the shape having tubular parts
- B60J10/244—Sealing arrangements characterised by the shape having tubular parts inflatable or deflatable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/20—Sealing arrangements characterised by the shape
- B60J10/24—Sealing arrangements characterised by the shape having tubular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/50—Sealing arrangements characterised by means for prevention or reduction of noise, e.g. of rattling or vibration of windows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/70—Sealing arrangements specially adapted for windows or windscreens
- B60J10/74—Sealing arrangements specially adapted for windows or windscreens for sliding window panes, e.g. sash guides
- B60J10/75—Sealing arrangements specially adapted for windows or windscreens for sliding window panes, e.g. sash guides for sealing the lower part of the panes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Vehicle Waterproofing, Decoration, And Sanitation Devices (AREA)
- Window Of Vehicle (AREA)
- Seal Device For Vehicle (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、自動車の窓ガラスの保持、防水及び防塵等のために用いられるウエザーストリップの構成部材であるゴム成形品の製造方法及び製造装置に関する。本発明の異音防止型ウエザーストリップ用ゴム成形品は、特に車室側のインナーウエザーストリップ用ゴム成形品として使用される。
【0002】
【従来の技術】
図3に示すように、自動車の窓ガラスGは、インナーウエザーストリップとアウターウエザーストリップにより挟まれており、両ウエザーストリップを所定量たわみ変形させることにより発生する反発荷重(所謂、たわみ荷重)により水平方向に保持されている。また、リップ部表面に設けられたガラス慴動部によって、水や塵埃等異物の車室内への侵入が防止されている。
【0003】
図3のように、ウエザーストリップ用ゴム成形品1は、インナー及びアウターともに、ガラス摺動部2を有するゴム製の2個のリップ部(下側のリップ部11には中空部111が設けられている。)と、固定部12により構成されている。インナーウエザーストリップ用ゴム成形品では、固定部12は金属製リテーナー3に組み付けられており、このリテーナー3には車室内のトリム4に取り付け、固定するための爪(図示せず)が設けれられている。また、各リップ部に設けられた植毛又はコーティング等により構成されるガラス慴動部2によって、ウエザーストリップの耐摩耗性及びウエザーストリップと窓ガラスとの摺動性が向上する。
【0004】
ウエザーストリップは、現在、リップ部及び固定部からなるゴム成形品を押出成形法にて連続的に製造し、後工程にて植毛又はコーティング等からなるガラス慴動部の形成、及びリテーナーとの組み付けがなされ、製造されている。このリップ部及び固定部の成形に用いるダイスは、口金と、中空部を形成するための芯金と呼ばれる中空部に相当する部材とからなり、その形状は、成形品の所定寸法及びダイスウエルや変形、又は押出機の性能等の設備要因などを考慮して決定される。
【0005】
上記芯金には、上記中空部に外部より空気を導入するための1つ以上の貫通孔が開口しており、この貫通孔を通じて、押し出された直後のゴム成形品の中空部内に加圧空気が吹き込まれる。そのため、中空部内は減圧状態にはならず、成形品は変形(潰れる)を生ずることなく、安定した断面形状を保ちつつ、連続して押出成形することができる。
【0006】
図5は従来より使用されているダイスの代表例であり、図5(A)はゴム成形品が押し出される方向からみたダイスの正面図、図5(B)は、そのX−X’断面図である。図中、開口部611cは押し出された直後のゴム成形品の中空部内に加圧空気を吹き込むための開口部であり、芯金の成形方向端面の任意の位置に、任意の個数を設定することができる。また、開口部611aは空気をその供給源より供給するための開口部であり、成形に影響のないダイスの側面部等、任意の個所に任意の個数を設定することができる。
【0007】
【発明が解決しようとする課題】
しかし、近年、自動車のデザイン上の問題から、窓ガラスは3次元の複雑な曲面を有するものとなり、更にその曲率が部分的に小さくなる傾向があり、ガラスの上昇、下降に伴うたわみ量の変化、及び窓ガラスの前後方向における各部分でのたわみ量の相違が大きくなっている。そのため、図4に示すように、特にインナーウエザーストリップ用ゴム成形品の下側のリップ部に設けられた中空部の内表面同士が、部分的に接触する状況が発生するようになっている。
【0008】
この中空部の内表面には、ゴム配合物中に含まれている或いは成形過程において生成する低温揮発成分が付着しているため、表面活性の高い状態となっており、接触した場合にそのまま容易に自着してしまうことがある。内表面同士が一旦自着してしまうと、簡単には剥離せず、暫くして再び中空状態に戻る際、即ち、中空部の内表面同士が剥離する時に異音が発生する。乗用車、特に高級車等では静粛性がその性能上の大きなポイントとなっている今日、この窓の開閉後暫くして発生する異音は大きな問題となっている。
【0009】
この異音を防止するためには中空部内表面の活性を低下させればよいが、低温揮発成分を含まないゴム配合によって、満足できる性能の製品を得ようとすれば、コストの大幅な上昇を招くため得策ではない。また、後加工によって低温揮発成分を除去する、或いは表面活性低下剤を付着させる等によって、表面活性を低下させることも同様にコストの上昇を招くため好ましくない。
【0010】
また、図5の従来のダイスを使用して、開口部611aより加圧空気とともに中空部内の表面活性を低下させるための表面活性低下剤を導入し、開口部611cより、押し出された直後のゴム成形品の中空部に、圧を調整しながら吹き付けることも検討された。しかし、加圧空気等が多すぎる場合は、ゴム成形品の先端開口部からの排出量に比べて供給量が過多となり、時間の経過とともに成形品の断面形状が変化(膨らむ)し、連続して押し出すことができなくなることがある。また、上記加圧空気等を排出量と均衡する程度に少量としたのでは、中空部内表面に十分な量の表面活性低下剤を付着させることができず、異音の発生を防止することができない。
【0011】
【課題を解決するための手段】
本発明により得られる異音防止型ウエザーストリップ用ゴム成形品は、中空部111を有するリップ部11を備えるウエザーストリップ用ゴム成形品1において、該中空部の内表面に表面活性低下剤13が付着保持されており、該内表面同士の自着が防止されていることを特徴とする。本発明により得られるゴム成形品では、図3に示すウエザーストリップにおいて、ゴム成形品1の下部リップ部11の中空部111に適量の表面活性低下剤13が付着している。
【0012】
上記の表面活性低下剤の付着量は、3〜30g/m2 の範囲であることが好ましく、この範囲の付着量であれば、過剰の表面活性低下剤によるゴム成形品の物性等への悪影響もまったくなく、また、十分な自着防止効果が奏せられる。
【0013】
上記「中空部」は、インナー及びアウターウエザーストリップ用ゴム成形品それぞれの下側のリップ部に設けられる。窓ガラスの開閉により、押圧されて中空部の内表面同士が自着してしまうのは、通常、インナーウエザーストリップの中空部であり、この中空部に表面活性低下剤を付着させる。一方、アウターウエザーストリップの中空部は比較的変形が小さいため、押圧され自着することは少ないが、必要であれば同様に表面活性低下剤を付着させてもよい。
【0014】
上記「表面活性低下剤」としては、加圧空気とともに芯金の開口部より吹き出すことができ、吹き出された後暫くは、上記中空部内において浮遊するような状態となり、中空部の内表面に均一に分散して付着するものを使用することができる。また、ゴム成形品を押出成形後、後工程における加熱、例えば加硫等の操作時に溶融流動したり、変質したりしないものが好ましい。
【0015】
表面活性低下剤の具体例としては、200℃以上の融点を有する無機粉末などが挙げられ、そのような無機粉末としては、タルク、シリカ、アルミナ、アルミノケイ酸塩が好適である。これらの無機粉末の中では、含水ケイ酸マグネシウムを主成分とし、従来より、ゴム工業において打粉或いは練り込み等に使用されているタルクが特に好ましい。
【0016】
尚、本発明の異音防止型ウエザーストリップ用ゴム成形品は、EPDM、SBR等の合成ゴムを主成分とし、成形品の耐熱性、耐候性等の向上を目的とし、或いは増量剤として、炭酸カルシウム、カーボンブラック、酸化チタン、クレー等の無機充填剤を配合した組成物を用いて成形することができる。また、必要に応じて熱安定剤、酸化防止剤、光安定剤、難燃剤、帯電防止剤等を配合してもよく、パラフィン系、ナフテン系等の鉱物油系軟化剤の添加により、成形時の流動加工性を向上させ、成形品に柔軟性を付与することもできる。更に、スチレン系、オレフィン系、ウレタン系等の熱可塑性樹脂を適量添加することもできる。
【0017】
本発明の異音防止型ウエザーストリップ用ゴム成形品の製造方法は、中空部を形成するための芯金と、該中空部以外の部分を形成するための口金とからなるダイスを用いて、押出成形法により異音防止型ウエザーストリップ用ゴム成形品を連続的に成形する方法であって、上記芯金には、一端が該芯金の成形方向端面に開口し、他端が上記芯金の外表面に開口する複数の貫通孔が設けられ、該貫通孔の上記他端側に位置する開口部の少なくとも1個は、供給用開口部として、加圧空気及び表面活性低下剤からなる内表面被覆用混合物の供給源に接続され、上記貫通孔の上記他端に位置する開口部のうちの、上記供給用開口部を除く他の開口部は、吸引用開口部として、吸引源に接続されており、上記ダイスから押し出された直後の成形体の上記中空部の内表面に、上記供給用開口部から上記内表面被覆用混合物が供給され、同時に上記吸引用開口部から吸引され、上記内表面被覆用混合物の供給量を上記吸引量と同じか又はそれよりも大きくして、上記中空部の内表面に上記表面活性低下剤を付着させることを特徴とする。
【0018】
また、本発明の異音防止型ウエザーストリップ用ゴム成形品の製造装置は、押出成形機5と、該押出成形機の押出側先端に取り付けられた、中空部を形成するための芯金61と該中空部以外の部分を形成するための口金62とからなるダイス6と、該ダイスに連結され、加圧空気及び表面活性低下剤からなる内表面被覆用混合物を供給するための供給装置7と、該ダイスに連結され、余剰の内表面被覆用混合物を吸引するための吸引装置8と、を備え、上記芯金61には、一端が該芯金の成形方向端面に開口し、他端が上記芯金の外表面に開口する複数の貫通孔611が設けられ、上記貫通孔の上記他端に位置する開口部の少なくとも1個は、供給用開口部611aとして上記供給装置に接続され、上記貫通孔の上記他端に位置する開口部のうちの上記供給用開口部を除く他の開口部は、吸引用開口部611bとして上記吸引装置に接続されていることを特徴とする。
【0019】
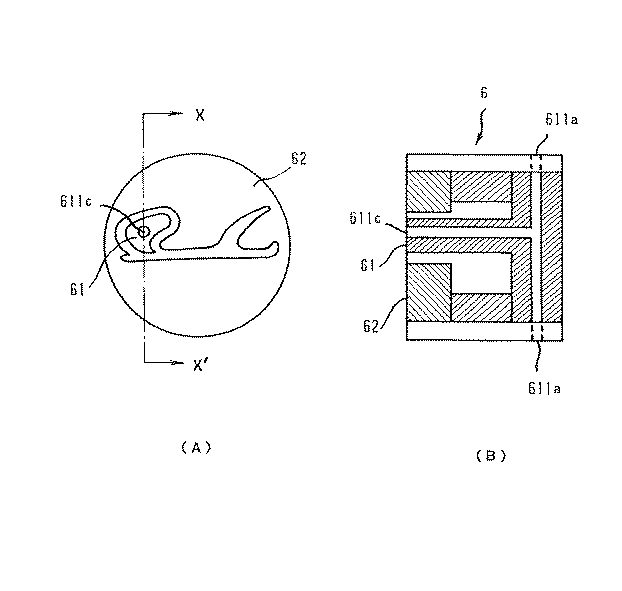
図1は本発明の製造方法及び本発明の製造装置におけるダイスの概略を表すものである。図1(A)はゴム成形品が押し出される方向からみたダイスの正面図、図1(B)は、そのX−X’断面図である。図中、開口部611cは押し出し直後の中空部内に混合物を吹き込むための開口部であり、開口部611aはこの混合物をその供給源より供給するための開口部である。開口部611cと611aとは、通常略同一の横断面積(以下、断面積という。)を有する断面円形の貫通孔によって連通している。
【0020】
また、開口部611dは余剰の混合物を速やかに中空部内から排出するための開口部であり、開口部611bはそれをダイス外部へ吸引するための開口部である。この開口部dとbも、上記と同様、略同一の断面積を有する貫通孔によって連通している。開口部611c及び611dは、芯金端面の任意の位置に、任意の個数設定することができ、開口部611a及び611bは、成形に影響のないダイスの側面部等、任意の個所に任意の個数設定することができる。両貫通孔は、当然のことに短絡していてはならない。
【0021】
尚、開口部611aと611cを連通する貫通孔、及び開口部611bと611dを連通する貫通孔は、ともに通常1本で十分であるが、いずれかを2本とすることもでき、また、それぞれを2本以上としてもよい。
【0022】
図2は、本発明の製造装置の概略を表す説明図である。
コンプレッサー等の加圧空気供給源71によって発生した加圧空気は、オイルフィルター(図示せず)によってドライエアとされ、第1の流量調整弁72によって所定の流量に調整される。一方、表面活性低下剤貯蔵槽73より、第2の流量調整弁74によって所定量に調整され、供給される表面活性低下剤が、表面活性低下剤供給管75を経て、加圧空気供給管76中を流れてくる加圧空気に混合され、内表面被覆用混合物(以下、単に混合物という。)供給管77中を、加圧空気に同伴して移送される。
【0023】
上記の混合物供給管77は、押出成形機5の先端に取り付けられたダイス6の外表面に開口している供給用開口部611aに接続される。この開口部611aは、図1のダイスの正面図に示す混合物吹き込み用開口部611cに連通しており、混合物は、ダイスから連続的に押し出されているゴム成形品の中空部内に吹き込まれ、表面活性低下剤は中空部内を浮遊しつつ直ちに中空部内表面に付着して、その表面活性を低下させる。
【0024】
一方、付着しなかった余剰の表面活性低下剤は、加圧空気とともに、図1のダイスの正面図に示す余剰混合物排出用開口部611dから、貫通孔611及び吸引用開口部611bに接続される余剰混合物吸引管81を通じ吸引される。吸引ポンプ82に接続されるこの余剰混合物吸引管81には、第3の流量調整弁83が配置されており、第1の流量調節弁72と連動させながら、上記中空部への混合物の供給、吹き込み量と排出、吸引量とを適量に調整することができる。
【0025】
尚、排出、吸引される表面活性低下剤がそれほど多量でなければ、それを回収する手段は特に必要としないが、吸引ポンプ82及び第3の流量調整弁83の保守等を考慮すると、第3の流量調整弁83よりダイス6寄りにフィルター84を介装することが好ましい。これにより余剰の表面活性低下剤はトラップされ、第3の流量調整弁83及び吸引ポンプ82には、実質的に空気のみが移送されることになる。以上のようにして製造されたゴム成形品は、以降、通常の工程を経て製品に組み込まれるが、付着した表面活性低下剤は中空部内表面より容易に脱落することがなく、異音発生を防止する効果は長期間持続する。
【0026】
本発明においていうところの表面活性とは、固相−固相の境界面に働く界面張力を指す。元来、ウエザーストリップに使用されている素材は粘着性があり、他の基材と粘着する性質があるが、中でも同質の素材であるリップ部の中空部の内表面同士は特になじみ易く、強い自己粘着性を有している。そこで、素材の粘着性を利用し、粉体を中空部内表面へ吹き付け、付着保持させることができ、単位面積当たり一定量の粉体を付着させることで、内表面にこの粉体を含む層が形成され、自己粘着が防止されるものである。
【0027】
また、自己粘着したリップ部の内表面が形状的、弾性的に回復する時、異音が発生する理由については定かではないが、接着テープ等一旦粘着乃至接着した二つの部材を剥離する場合、剥離に伴って破壊音が発生する現象は日常、容易に観察できる。上記の異音も恐らくこれと類似した現象ではないかと考えられる。
【0028】
【発明の実施の形態】
以下、本発明を実施例によって具体的に説明する。
(1) ゴム成形品の製造装置の構成
実施例において使用した製造装置は、押出成形機5と、該押出成形機の押出側先端に取り付けられたダイス6と、該ダイス6に連結され、混合物を供給するための供給装置7と、該ダイス6に連結され、余剰の混合物を吸引するための吸引装置8と、を備える。
【0029】
押出成形機5としては、イーエム技研株式会社製、型式;EMR−U90D18を使用した。ダイス6は、図1のように、芯金61と口金62とからなる。芯金61には、一端が該芯金の成形方向端面に開口し、他端が上記芯金の外表面に開口する2本又は3本の貫通孔611が設けられている。この貫通孔611の上記他端に位置する開口部の1個又は2個は、混合物供給用の開口部611aであり、上記供給装置7の混合物供給管77が接続されている。また、開口部611a以外の2個又は1個の開口部は、余剰混合物の吸引用開口部611bであり、上記吸引装置8の余剰混合物吸引管81が接続されている。
【0030】
上記開口部611aと開口部611bは、芯金61の成形方向端面に開口する混合物吹き込み用の開口部611c、余剰混合物排出用開口部611dにそれぞれ連通している。混合物供給管77を経て開口部611aから供給された混合物は、開口部611cから成形直後のゴム成形品の中空部内に吹き込まれ、余剰の混合物は開口部611dから排出され、余剰混合物吸引管81を経て吸引される。尚、貫通孔611の本数及びその断面積は、表1のダイスA〜Fの通りである。
【0031】
【表1】
 【0032】
【0032】
芯金端面における開口部611c、611dの開口位置は、ダイスA〜Cでは図1に示す位置とし、ダイスFでは図5のように端面の略中央部とした。ダイスD、Eではそれぞれ開口部611d又は611cが2個となるが、そのうちの2個は図1の位置とし、他の1個はダイスDでは開口部611dの直近とし、ダイスEでは開口部611cの直近とした。また、開口部611a、611bの開口位置は、ダイスA〜C及びFでは、それぞれ図1又は図5の位置とし、ダイスD、Eでは、それぞれ二つの開口部611b又は二つの開口部611bを近接して配置した。
【0033】
混合物を供給するための貫通孔は、その全長さに渡って、断面積が5〜9mm2 の範囲であることが好ましい。この貫通孔の断面積が5mm2 未満では、第1の流量調整弁72の開度を大きくしても、供給加圧空気量が不足して、中空部内表面に十分な量の表面活性低下剤13が付着せず、内表面同士が自着することがあるため好ましくない。また、断面積が9mm2 を越えると、加圧空気の流量を調整する第1の流量調整弁72の開度を小さくしても、供給加圧空気量が過大となり、経時とともに中空部111の形状が変化する(膨らむ)ことがあるため好ましくない。
【0034】
更に、余剰の混合物を吸引するための貫通孔は、その全長さに渡って、断面積が2〜4mm2 の範囲であることが好ましい。この貫通孔の断面積が2mm2 未満では、加圧空気の供給量を減らしても、吸引が不十分となって、経時とともに中空部111の形状が変化する(膨らむ)ことがあり好ましくない。また、断面積が4mm2 を越える場合は、加圧空気の供給量を増やしても、吸引過多となって表面活性低下剤が中空部内表面に十分な量付着せず、自着を生ずることがあるため好ましくない。
【0035】
尚、開口部611cと611dとの外周縁の間隔は2mm以上であることが好ましい。この間隔が2mm未満では、開口部611cから吹き込まれた表面活性低下剤13が、そのまま直ちに開口部611dに吸い込まれ、排出されてしまう恐れがあり、十分な量を吹き込んでも、実際には表面活性低下剤13が不足することになってしまうため好ましくない。
【0036】
混合物供給装置7は、加圧空気の供給経路、表面活性低下剤の供給経路、及び混合物供給管からなる。加圧空気の供給経路は、加圧空気供給源71と、これに接続される第1の流量調整弁72と、一端がこの流量調整弁72に接続される加圧空気供給管76とからなる。表面活性低下剤の供給経路は、表面活性低下剤貯蔵槽73と、これに接続される表面活性低下剤の流量を調整する第2の流量調整弁74と、一端がこの流量調整弁74に接続される表面活性低下剤供給管75とからなる。そして、加圧空気供給管76と表面活性低下剤供給管75とは一体に接続され、これに更に混合物供給管77の一端が接続され、この混合物供給管77の他端はダイス6の開口部611aに接続されている。
【0037】
また、余剰混合物の吸引装置は、吸引ポンプ82と、これに接続される余剰混合物の流量を調整する第3の流量調整弁83と、この流量調整弁83の上流側に配置されるフィルター84と、一端がこのフィルター84に接続され、他端がダイス6の開口部611bに接続される余剰混合物吸引管81とからなる。
【0038】
加圧空気供給源71としては、日東工機株式会社製のリニアコンプレッサー(型式;AC−0920)を用い、吸引ポンプ82としては、日東工機株式会社製(型式;AC−0301)を使用した。また、第1〜3の流量調整弁72、74及び83としてはCKD株式会社製(型式;SCI−8)の調整弁を使用した。表面活性低下剤貯蔵槽73としては、株式会社イノアックコーポレーション製のものを用いた。尚、各供給管75、76、77及び81としては内径5mmのステンレススティール管を用い、その長さはレイアウト、操作等に無理のない範囲でできるだけ短くした。
【0039】
表面活性低下剤としてはタルク(ソブエクレイ株式会社製、商品名「シーエスタルク」、平均粒径;9μm)を使用した。このタルクは、第2の流量調整弁74の弁の開度が1の時に、その供給量が約0.1g/分であり、開度が10(全開)の時の供給量は約100g/分であって、その間の開度における供給量は開度に略比例していた。
【0040】
(2) ゴム成形品の製造方法
押出成形機5のバーレル温度を50℃、ダイス6の温度を60℃に設定し、エチレンプロピレンゴム100重量部にカーボンブラックを150重量部、パラフィン系プロセス油を100重量部及び亜鉛華を5重量部配合したゴム組成物を供給し、5m/分の成形速度で押出成形した。コンプレッサー71の圧力は20kg/cm2 とし、吸引ポンプ82の吸引量空気量は5m3 /分とした。各実施例及び比較例においては表2のダイスを使用し、また、各流量調整弁の開度を表2のように設定した。
【0041】
得られた成形品の断面形状は図3の従来品(インナーウエザーストリップのゴム成形品)と同じであり、その寸法は、固定部12の長さが35mm、幅が約2mm、中空部を有さないリップ部の長さが約12mmであった。また、中空部111を有するリップ部11の、図中、横方向の幅が約13mm、縦方向の長さが約20mmであり、その肉厚は約2mmであった。
【0042】
実施例1〜8
実施例1は、ダイスAを使用し、各流量調整弁の開度を標準条件とした例、実施例2は、同じダイスを使用し、各流量調整弁の開度を大きくし、加圧空気等の供給量他を増やした例である。
【0043】
また、実施例3〜6は、それぞれダイスB〜Eを使用し、各流量調整弁の開度を標準条件とした例である。また、実施例7は、混合物供給用の貫通孔の断面積が3mm2と小さいダイスBを使用し、実施例8は、余剰混合物吸引用の貫通孔の断面積が1mm2と小さいダイスCを使用した例である。
【0044】
比較例1〜6
比較例1は第2の流量調整弁の開度を0とした例、比較例2及び3は、ダイスAを使用し、それぞれ第3の流量調整弁を全閉とした例、及び開口部dからの自然排出とした例である。また、比較例4及び5は余剰混合物吸引のための貫通孔を有さない従来型のダイスFを使用した例であり、比較例6は、後加工にて中空部内にタルクを吹き込んだ例である。
【0045】
(3) ゴム成形品の成形性及び性能評価並びに実施例及び比較例の効果
上記の各条件に従ってゴム成形品を成形する際のリップ部の中空部の形状安定性を目視で観察した。また、得られたゴム成形品の植毛をする位置に、植毛してガラス慴動部を形成する際に用いられる接着剤を塗布し、碁盤目法による付着性試験によって接着強度を測定した。自着性については、実使用時を模擬して中空部を押圧した後の異音の発生の有無を聴覚によって評価した。これらの結果を表2に併記する。
【0046】
尚、各評価項目の基準は、自着性:○;まったく異音がしない、△;僅かに異音がするが使用は可能、×;異音がする、形状安定性:○;1時間を越えて連続生産が可能、△;1時間程度の連続生産が可能、×;正常な連続生産ができない、及び接着性:○;従来品と同等、×;従来品より劣る、である。
【0047】
【表2】
【0048】
表2の結果によれば、本発明の範囲内である実施例1〜5では、自着性、形状安定性及び接着性いずれも優れていることが分かる。また、それぞれ余剰混合物排出用の貫通孔、又は混合物供給用の貫通孔を2本有するダイスD又はEを使用した実施例5及び6においても、各流量調整弁の開度はダイスAを使用した実施例Aと同じであって、供給量及び吸引量は変わらないため、同様に良好な結果であった。
【0049】
更に、混合物供給用貫通孔の断面積が、その好ましい範囲の下限を下回るダイスBを使用した実施例7では、余剰混合物吸引用の流量調節弁の開度を小さくしたが、それでも上記混合物の供給量が不足し、やや自着を生ずるとともに、中空部が潰れる傾向にあり、形状安定性にも問題があった。また、余剰混合物吸引用貫通孔の断面積が、その好ましい範囲の下限を下回るダイスCを使用し、余剰混合物吸引用の流量調節弁の開度を小さくした実施例8では、自着はまったくなかったものの、余剰の混合物の排出、吸引が不十分となって、中空部が膨らむ傾向にあり、同様に形状安定性に問題があることが分かる。
【0050】
一方、ダイスAを使用し、タルクを供給しなかった比較例1、従来のダイスFを使用し、加圧空気、タルクともに供給量を少量とした比較例4では、自着性に劣っていることが分かる。また、余剰混合物吸引用の流量調整弁を全閉とした比較例2では、中空部が膨らむ傾向にあり、自然排出とした比較例3でも同様であった。
【0051】
更に、比較例5では、同じくダイスFを使用し、混合物の供給量を増やしたところ、中空部が膨らむ傾向となり、形状安定性に劣っていることが分かる。尚、比較例6では中空部を従来通り加工後、タルクを吹き込んだ。この場合、作業時にゴム成形品の外表面にタルクが付着することが避けられない。そのため、植毛等の後工程において接着剤を使用すると、タルクの付着による接着不良等の不具合が起き易い。
【0052】
尚、本発明においては、目的、用途に応じて本発明の範囲内で、種々変更したものとすることができる。例えば、装置の大小、口金の形状等、各種成形条件に対応して応用することができる。更に、ウエザーストリップばかりでなく、中空部を有する各種のゴム成形品に対して広く応用することができる。
【0053】
【発明の効果】
本発明により得られる異音防止型ウエザーストリップ用ゴム成形品は、そのリップ部に設けられた中空部の内表面にタルク等の表面活性低下剤が付着しており、内表面同士が自着せず、異音の発生が防止される。特に特定の表面活性低下剤を使用すれば、より確実に自着、ひいては異音の発生が防止される。
【0054】
また、本発明のウエザーストリップ用ゴム成形品の製造方法によれば、圧縮空気等の供給用貫通孔と吸引用貫通孔とを備える芯金を使用し、圧縮空気等の供給量と吸引量とを適度にバランスさせることにより、リップ部の中空部内表面に十分な量の表面活性低下剤を付着させることができ、窓ガラスの開閉によって中空部が押圧され内面同士が接触したとしても、自着することがなく、従って異音が発生することもないゴム成形品が得られる。また、圧縮空気等の過剰供給又は供給不足によって経時的に成形品の形状が変化するようなこともない。
【0055】
更に、本発明の異音防止型ウエザーストリップ用ゴム成形品の製造装置によれば、特殊な機器、装置等を要することなく、効率よく優れた性能のウエザーストリップ用ゴム成形を製造することができる。
【図面の簡単な説明】
【図1】(A)は、本発明の異音防止型ウエザーストリップ用ゴム成形品の製造方法における成形用ダイスを、ゴム成形品が押し出される方向からみた正面図である。(B)は、(A)のX−X′断面図である。
【図2】本発明の異音防止型ウエザーストリップ用ゴム成形品の製造装置の説明図である。尚、ダイス6は図1に示すものである。
【図3】従来の自動車の窓ガラス及びウエザーストリップの使用状態を示す断面図である。
【図4】従来のウエザーストリップの使用状態において、インナーウエザーストリップのリップ部の中空部内表面が自着ししている状態を表す断面図である。
【図5】(A)は、従来のウエザーストリップ用ゴム成形品成形用ダイスを、ゴム成形品が押し出される方向からみた正面図である。(B)は、(A)のX−X′断面図である。
【符号の説明】
G;自動車の窓ガラス、1;ウエザーストリップ用ゴム成形品、11;リップ部、111;中空部、12;固定部、13;表面活性低下剤、2;ガラス慴動部、3;金属製リテーナー、4;車室内トリム、5;押出成形機、6;ダイス、61;芯金、611;貫通孔、611a;供給用開口部、611b;吸引用開口部、611c;吹き込み用開口部、611d;排出用開口部、62;口金、7;混合物供給装置、71;加圧空気供給源、72;第1の流量調整弁、73;表面活性低下剤貯蔵槽、74;第2の流量調整弁、75;表面活性低下剤供給管、76;加圧空気供給管、77;混合物供給管、8;吸引装置、81;余剰混合物吸引管、82;吸引ポンプ、83;第3の流量調整弁、84;フィルター。
【発明の属する技術分野】
本発明は、自動車の窓ガラスの保持、防水及び防塵等のために用いられるウエザーストリップの構成部材であるゴム成形品の製造方法及び製造装置に関する。本発明の異音防止型ウエザーストリップ用ゴム成形品は、特に車室側のインナーウエザーストリップ用ゴム成形品として使用される。
【0002】
【従来の技術】
図3に示すように、自動車の窓ガラスGは、インナーウエザーストリップとアウターウエザーストリップにより挟まれており、両ウエザーストリップを所定量たわみ変形させることにより発生する反発荷重(所謂、たわみ荷重)により水平方向に保持されている。また、リップ部表面に設けられたガラス慴動部によって、水や塵埃等異物の車室内への侵入が防止されている。
【0003】
図3のように、ウエザーストリップ用ゴム成形品1は、インナー及びアウターともに、ガラス摺動部2を有するゴム製の2個のリップ部(下側のリップ部11には中空部111が設けられている。)と、固定部12により構成されている。インナーウエザーストリップ用ゴム成形品では、固定部12は金属製リテーナー3に組み付けられており、このリテーナー3には車室内のトリム4に取り付け、固定するための爪(図示せず)が設けれられている。また、各リップ部に設けられた植毛又はコーティング等により構成されるガラス慴動部2によって、ウエザーストリップの耐摩耗性及びウエザーストリップと窓ガラスとの摺動性が向上する。
【0004】
ウエザーストリップは、現在、リップ部及び固定部からなるゴム成形品を押出成形法にて連続的に製造し、後工程にて植毛又はコーティング等からなるガラス慴動部の形成、及びリテーナーとの組み付けがなされ、製造されている。このリップ部及び固定部の成形に用いるダイスは、口金と、中空部を形成するための芯金と呼ばれる中空部に相当する部材とからなり、その形状は、成形品の所定寸法及びダイスウエルや変形、又は押出機の性能等の設備要因などを考慮して決定される。
【0005】
上記芯金には、上記中空部に外部より空気を導入するための1つ以上の貫通孔が開口しており、この貫通孔を通じて、押し出された直後のゴム成形品の中空部内に加圧空気が吹き込まれる。そのため、中空部内は減圧状態にはならず、成形品は変形(潰れる)を生ずることなく、安定した断面形状を保ちつつ、連続して押出成形することができる。
【0006】
図5は従来より使用されているダイスの代表例であり、図5(A)はゴム成形品が押し出される方向からみたダイスの正面図、図5(B)は、そのX−X’断面図である。図中、開口部611cは押し出された直後のゴム成形品の中空部内に加圧空気を吹き込むための開口部であり、芯金の成形方向端面の任意の位置に、任意の個数を設定することができる。また、開口部611aは空気をその供給源より供給するための開口部であり、成形に影響のないダイスの側面部等、任意の個所に任意の個数を設定することができる。
【0007】
【発明が解決しようとする課題】
しかし、近年、自動車のデザイン上の問題から、窓ガラスは3次元の複雑な曲面を有するものとなり、更にその曲率が部分的に小さくなる傾向があり、ガラスの上昇、下降に伴うたわみ量の変化、及び窓ガラスの前後方向における各部分でのたわみ量の相違が大きくなっている。そのため、図4に示すように、特にインナーウエザーストリップ用ゴム成形品の下側のリップ部に設けられた中空部の内表面同士が、部分的に接触する状況が発生するようになっている。
【0008】
この中空部の内表面には、ゴム配合物中に含まれている或いは成形過程において生成する低温揮発成分が付着しているため、表面活性の高い状態となっており、接触した場合にそのまま容易に自着してしまうことがある。内表面同士が一旦自着してしまうと、簡単には剥離せず、暫くして再び中空状態に戻る際、即ち、中空部の内表面同士が剥離する時に異音が発生する。乗用車、特に高級車等では静粛性がその性能上の大きなポイントとなっている今日、この窓の開閉後暫くして発生する異音は大きな問題となっている。
【0009】
この異音を防止するためには中空部内表面の活性を低下させればよいが、低温揮発成分を含まないゴム配合によって、満足できる性能の製品を得ようとすれば、コストの大幅な上昇を招くため得策ではない。また、後加工によって低温揮発成分を除去する、或いは表面活性低下剤を付着させる等によって、表面活性を低下させることも同様にコストの上昇を招くため好ましくない。
【0010】
また、図5の従来のダイスを使用して、開口部611aより加圧空気とともに中空部内の表面活性を低下させるための表面活性低下剤を導入し、開口部611cより、押し出された直後のゴム成形品の中空部に、圧を調整しながら吹き付けることも検討された。しかし、加圧空気等が多すぎる場合は、ゴム成形品の先端開口部からの排出量に比べて供給量が過多となり、時間の経過とともに成形品の断面形状が変化(膨らむ)し、連続して押し出すことができなくなることがある。また、上記加圧空気等を排出量と均衡する程度に少量としたのでは、中空部内表面に十分な量の表面活性低下剤を付着させることができず、異音の発生を防止することができない。
【0011】
【課題を解決するための手段】
本発明により得られる異音防止型ウエザーストリップ用ゴム成形品は、中空部111を有するリップ部11を備えるウエザーストリップ用ゴム成形品1において、該中空部の内表面に表面活性低下剤13が付着保持されており、該内表面同士の自着が防止されていることを特徴とする。本発明により得られるゴム成形品では、図3に示すウエザーストリップにおいて、ゴム成形品1の下部リップ部11の中空部111に適量の表面活性低下剤13が付着している。
【0012】
上記の表面活性低下剤の付着量は、3〜30g/m2 の範囲であることが好ましく、この範囲の付着量であれば、過剰の表面活性低下剤によるゴム成形品の物性等への悪影響もまったくなく、また、十分な自着防止効果が奏せられる。
【0013】
上記「中空部」は、インナー及びアウターウエザーストリップ用ゴム成形品それぞれの下側のリップ部に設けられる。窓ガラスの開閉により、押圧されて中空部の内表面同士が自着してしまうのは、通常、インナーウエザーストリップの中空部であり、この中空部に表面活性低下剤を付着させる。一方、アウターウエザーストリップの中空部は比較的変形が小さいため、押圧され自着することは少ないが、必要であれば同様に表面活性低下剤を付着させてもよい。
【0014】
上記「表面活性低下剤」としては、加圧空気とともに芯金の開口部より吹き出すことができ、吹き出された後暫くは、上記中空部内において浮遊するような状態となり、中空部の内表面に均一に分散して付着するものを使用することができる。また、ゴム成形品を押出成形後、後工程における加熱、例えば加硫等の操作時に溶融流動したり、変質したりしないものが好ましい。
【0015】
表面活性低下剤の具体例としては、200℃以上の融点を有する無機粉末などが挙げられ、そのような無機粉末としては、タルク、シリカ、アルミナ、アルミノケイ酸塩が好適である。これらの無機粉末の中では、含水ケイ酸マグネシウムを主成分とし、従来より、ゴム工業において打粉或いは練り込み等に使用されているタルクが特に好ましい。
【0016】
尚、本発明の異音防止型ウエザーストリップ用ゴム成形品は、EPDM、SBR等の合成ゴムを主成分とし、成形品の耐熱性、耐候性等の向上を目的とし、或いは増量剤として、炭酸カルシウム、カーボンブラック、酸化チタン、クレー等の無機充填剤を配合した組成物を用いて成形することができる。また、必要に応じて熱安定剤、酸化防止剤、光安定剤、難燃剤、帯電防止剤等を配合してもよく、パラフィン系、ナフテン系等の鉱物油系軟化剤の添加により、成形時の流動加工性を向上させ、成形品に柔軟性を付与することもできる。更に、スチレン系、オレフィン系、ウレタン系等の熱可塑性樹脂を適量添加することもできる。
【0017】
本発明の異音防止型ウエザーストリップ用ゴム成形品の製造方法は、中空部を形成するための芯金と、該中空部以外の部分を形成するための口金とからなるダイスを用いて、押出成形法により異音防止型ウエザーストリップ用ゴム成形品を連続的に成形する方法であって、上記芯金には、一端が該芯金の成形方向端面に開口し、他端が上記芯金の外表面に開口する複数の貫通孔が設けられ、該貫通孔の上記他端側に位置する開口部の少なくとも1個は、供給用開口部として、加圧空気及び表面活性低下剤からなる内表面被覆用混合物の供給源に接続され、上記貫通孔の上記他端に位置する開口部のうちの、上記供給用開口部を除く他の開口部は、吸引用開口部として、吸引源に接続されており、上記ダイスから押し出された直後の成形体の上記中空部の内表面に、上記供給用開口部から上記内表面被覆用混合物が供給され、同時に上記吸引用開口部から吸引され、上記内表面被覆用混合物の供給量を上記吸引量と同じか又はそれよりも大きくして、上記中空部の内表面に上記表面活性低下剤を付着させることを特徴とする。
【0018】
また、本発明の異音防止型ウエザーストリップ用ゴム成形品の製造装置は、押出成形機5と、該押出成形機の押出側先端に取り付けられた、中空部を形成するための芯金61と該中空部以外の部分を形成するための口金62とからなるダイス6と、該ダイスに連結され、加圧空気及び表面活性低下剤からなる内表面被覆用混合物を供給するための供給装置7と、該ダイスに連結され、余剰の内表面被覆用混合物を吸引するための吸引装置8と、を備え、上記芯金61には、一端が該芯金の成形方向端面に開口し、他端が上記芯金の外表面に開口する複数の貫通孔611が設けられ、上記貫通孔の上記他端に位置する開口部の少なくとも1個は、供給用開口部611aとして上記供給装置に接続され、上記貫通孔の上記他端に位置する開口部のうちの上記供給用開口部を除く他の開口部は、吸引用開口部611bとして上記吸引装置に接続されていることを特徴とする。
【0019】
図1は本発明の製造方法及び本発明の製造装置におけるダイスの概略を表すものである。図1(A)はゴム成形品が押し出される方向からみたダイスの正面図、図1(B)は、そのX−X’断面図である。図中、開口部611cは押し出し直後の中空部内に混合物を吹き込むための開口部であり、開口部611aはこの混合物をその供給源より供給するための開口部である。開口部611cと611aとは、通常略同一の横断面積(以下、断面積という。)を有する断面円形の貫通孔によって連通している。
【0020】
また、開口部611dは余剰の混合物を速やかに中空部内から排出するための開口部であり、開口部611bはそれをダイス外部へ吸引するための開口部である。この開口部dとbも、上記と同様、略同一の断面積を有する貫通孔によって連通している。開口部611c及び611dは、芯金端面の任意の位置に、任意の個数設定することができ、開口部611a及び611bは、成形に影響のないダイスの側面部等、任意の個所に任意の個数設定することができる。両貫通孔は、当然のことに短絡していてはならない。
【0021】
尚、開口部611aと611cを連通する貫通孔、及び開口部611bと611dを連通する貫通孔は、ともに通常1本で十分であるが、いずれかを2本とすることもでき、また、それぞれを2本以上としてもよい。
【0022】
図2は、本発明の製造装置の概略を表す説明図である。
コンプレッサー等の加圧空気供給源71によって発生した加圧空気は、オイルフィルター(図示せず)によってドライエアとされ、第1の流量調整弁72によって所定の流量に調整される。一方、表面活性低下剤貯蔵槽73より、第2の流量調整弁74によって所定量に調整され、供給される表面活性低下剤が、表面活性低下剤供給管75を経て、加圧空気供給管76中を流れてくる加圧空気に混合され、内表面被覆用混合物(以下、単に混合物という。)供給管77中を、加圧空気に同伴して移送される。
【0023】
上記の混合物供給管77は、押出成形機5の先端に取り付けられたダイス6の外表面に開口している供給用開口部611aに接続される。この開口部611aは、図1のダイスの正面図に示す混合物吹き込み用開口部611cに連通しており、混合物は、ダイスから連続的に押し出されているゴム成形品の中空部内に吹き込まれ、表面活性低下剤は中空部内を浮遊しつつ直ちに中空部内表面に付着して、その表面活性を低下させる。
【0024】
一方、付着しなかった余剰の表面活性低下剤は、加圧空気とともに、図1のダイスの正面図に示す余剰混合物排出用開口部611dから、貫通孔611及び吸引用開口部611bに接続される余剰混合物吸引管81を通じ吸引される。吸引ポンプ82に接続されるこの余剰混合物吸引管81には、第3の流量調整弁83が配置されており、第1の流量調節弁72と連動させながら、上記中空部への混合物の供給、吹き込み量と排出、吸引量とを適量に調整することができる。
【0025】
尚、排出、吸引される表面活性低下剤がそれほど多量でなければ、それを回収する手段は特に必要としないが、吸引ポンプ82及び第3の流量調整弁83の保守等を考慮すると、第3の流量調整弁83よりダイス6寄りにフィルター84を介装することが好ましい。これにより余剰の表面活性低下剤はトラップされ、第3の流量調整弁83及び吸引ポンプ82には、実質的に空気のみが移送されることになる。以上のようにして製造されたゴム成形品は、以降、通常の工程を経て製品に組み込まれるが、付着した表面活性低下剤は中空部内表面より容易に脱落することがなく、異音発生を防止する効果は長期間持続する。
【0026】
本発明においていうところの表面活性とは、固相−固相の境界面に働く界面張力を指す。元来、ウエザーストリップに使用されている素材は粘着性があり、他の基材と粘着する性質があるが、中でも同質の素材であるリップ部の中空部の内表面同士は特になじみ易く、強い自己粘着性を有している。そこで、素材の粘着性を利用し、粉体を中空部内表面へ吹き付け、付着保持させることができ、単位面積当たり一定量の粉体を付着させることで、内表面にこの粉体を含む層が形成され、自己粘着が防止されるものである。
【0027】
また、自己粘着したリップ部の内表面が形状的、弾性的に回復する時、異音が発生する理由については定かではないが、接着テープ等一旦粘着乃至接着した二つの部材を剥離する場合、剥離に伴って破壊音が発生する現象は日常、容易に観察できる。上記の異音も恐らくこれと類似した現象ではないかと考えられる。
【0028】
【発明の実施の形態】
以下、本発明を実施例によって具体的に説明する。
(1) ゴム成形品の製造装置の構成
実施例において使用した製造装置は、押出成形機5と、該押出成形機の押出側先端に取り付けられたダイス6と、該ダイス6に連結され、混合物を供給するための供給装置7と、該ダイス6に連結され、余剰の混合物を吸引するための吸引装置8と、を備える。
【0029】
押出成形機5としては、イーエム技研株式会社製、型式;EMR−U90D18を使用した。ダイス6は、図1のように、芯金61と口金62とからなる。芯金61には、一端が該芯金の成形方向端面に開口し、他端が上記芯金の外表面に開口する2本又は3本の貫通孔611が設けられている。この貫通孔611の上記他端に位置する開口部の1個又は2個は、混合物供給用の開口部611aであり、上記供給装置7の混合物供給管77が接続されている。また、開口部611a以外の2個又は1個の開口部は、余剰混合物の吸引用開口部611bであり、上記吸引装置8の余剰混合物吸引管81が接続されている。
【0030】
上記開口部611aと開口部611bは、芯金61の成形方向端面に開口する混合物吹き込み用の開口部611c、余剰混合物排出用開口部611dにそれぞれ連通している。混合物供給管77を経て開口部611aから供給された混合物は、開口部611cから成形直後のゴム成形品の中空部内に吹き込まれ、余剰の混合物は開口部611dから排出され、余剰混合物吸引管81を経て吸引される。尚、貫通孔611の本数及びその断面積は、表1のダイスA〜Fの通りである。
【0031】
【表1】
芯金端面における開口部611c、611dの開口位置は、ダイスA〜Cでは図1に示す位置とし、ダイスFでは図5のように端面の略中央部とした。ダイスD、Eではそれぞれ開口部611d又は611cが2個となるが、そのうちの2個は図1の位置とし、他の1個はダイスDでは開口部611dの直近とし、ダイスEでは開口部611cの直近とした。また、開口部611a、611bの開口位置は、ダイスA〜C及びFでは、それぞれ図1又は図5の位置とし、ダイスD、Eでは、それぞれ二つの開口部611b又は二つの開口部611bを近接して配置した。
【0033】
混合物を供給するための貫通孔は、その全長さに渡って、断面積が5〜9mm2 の範囲であることが好ましい。この貫通孔の断面積が5mm2 未満では、第1の流量調整弁72の開度を大きくしても、供給加圧空気量が不足して、中空部内表面に十分な量の表面活性低下剤13が付着せず、内表面同士が自着することがあるため好ましくない。また、断面積が9mm2 を越えると、加圧空気の流量を調整する第1の流量調整弁72の開度を小さくしても、供給加圧空気量が過大となり、経時とともに中空部111の形状が変化する(膨らむ)ことがあるため好ましくない。
【0034】
更に、余剰の混合物を吸引するための貫通孔は、その全長さに渡って、断面積が2〜4mm2 の範囲であることが好ましい。この貫通孔の断面積が2mm2 未満では、加圧空気の供給量を減らしても、吸引が不十分となって、経時とともに中空部111の形状が変化する(膨らむ)ことがあり好ましくない。また、断面積が4mm2 を越える場合は、加圧空気の供給量を増やしても、吸引過多となって表面活性低下剤が中空部内表面に十分な量付着せず、自着を生ずることがあるため好ましくない。
【0035】
尚、開口部611cと611dとの外周縁の間隔は2mm以上であることが好ましい。この間隔が2mm未満では、開口部611cから吹き込まれた表面活性低下剤13が、そのまま直ちに開口部611dに吸い込まれ、排出されてしまう恐れがあり、十分な量を吹き込んでも、実際には表面活性低下剤13が不足することになってしまうため好ましくない。
【0036】
混合物供給装置7は、加圧空気の供給経路、表面活性低下剤の供給経路、及び混合物供給管からなる。加圧空気の供給経路は、加圧空気供給源71と、これに接続される第1の流量調整弁72と、一端がこの流量調整弁72に接続される加圧空気供給管76とからなる。表面活性低下剤の供給経路は、表面活性低下剤貯蔵槽73と、これに接続される表面活性低下剤の流量を調整する第2の流量調整弁74と、一端がこの流量調整弁74に接続される表面活性低下剤供給管75とからなる。そして、加圧空気供給管76と表面活性低下剤供給管75とは一体に接続され、これに更に混合物供給管77の一端が接続され、この混合物供給管77の他端はダイス6の開口部611aに接続されている。
【0037】
また、余剰混合物の吸引装置は、吸引ポンプ82と、これに接続される余剰混合物の流量を調整する第3の流量調整弁83と、この流量調整弁83の上流側に配置されるフィルター84と、一端がこのフィルター84に接続され、他端がダイス6の開口部611bに接続される余剰混合物吸引管81とからなる。
【0038】
加圧空気供給源71としては、日東工機株式会社製のリニアコンプレッサー(型式;AC−0920)を用い、吸引ポンプ82としては、日東工機株式会社製(型式;AC−0301)を使用した。また、第1〜3の流量調整弁72、74及び83としてはCKD株式会社製(型式;SCI−8)の調整弁を使用した。表面活性低下剤貯蔵槽73としては、株式会社イノアックコーポレーション製のものを用いた。尚、各供給管75、76、77及び81としては内径5mmのステンレススティール管を用い、その長さはレイアウト、操作等に無理のない範囲でできるだけ短くした。
【0039】
表面活性低下剤としてはタルク(ソブエクレイ株式会社製、商品名「シーエスタルク」、平均粒径;9μm)を使用した。このタルクは、第2の流量調整弁74の弁の開度が1の時に、その供給量が約0.1g/分であり、開度が10(全開)の時の供給量は約100g/分であって、その間の開度における供給量は開度に略比例していた。
【0040】
(2) ゴム成形品の製造方法
押出成形機5のバーレル温度を50℃、ダイス6の温度を60℃に設定し、エチレンプロピレンゴム100重量部にカーボンブラックを150重量部、パラフィン系プロセス油を100重量部及び亜鉛華を5重量部配合したゴム組成物を供給し、5m/分の成形速度で押出成形した。コンプレッサー71の圧力は20kg/cm2 とし、吸引ポンプ82の吸引量空気量は5m3 /分とした。各実施例及び比較例においては表2のダイスを使用し、また、各流量調整弁の開度を表2のように設定した。
【0041】
得られた成形品の断面形状は図3の従来品(インナーウエザーストリップのゴム成形品)と同じであり、その寸法は、固定部12の長さが35mm、幅が約2mm、中空部を有さないリップ部の長さが約12mmであった。また、中空部111を有するリップ部11の、図中、横方向の幅が約13mm、縦方向の長さが約20mmであり、その肉厚は約2mmであった。
【0042】
実施例1〜8
実施例1は、ダイスAを使用し、各流量調整弁の開度を標準条件とした例、実施例2は、同じダイスを使用し、各流量調整弁の開度を大きくし、加圧空気等の供給量他を増やした例である。
【0043】
また、実施例3〜6は、それぞれダイスB〜Eを使用し、各流量調整弁の開度を標準条件とした例である。また、実施例7は、混合物供給用の貫通孔の断面積が3mm2と小さいダイスBを使用し、実施例8は、余剰混合物吸引用の貫通孔の断面積が1mm2と小さいダイスCを使用した例である。
【0044】
比較例1〜6
比較例1は第2の流量調整弁の開度を0とした例、比較例2及び3は、ダイスAを使用し、それぞれ第3の流量調整弁を全閉とした例、及び開口部dからの自然排出とした例である。また、比較例4及び5は余剰混合物吸引のための貫通孔を有さない従来型のダイスFを使用した例であり、比較例6は、後加工にて中空部内にタルクを吹き込んだ例である。
【0045】
(3) ゴム成形品の成形性及び性能評価並びに実施例及び比較例の効果
上記の各条件に従ってゴム成形品を成形する際のリップ部の中空部の形状安定性を目視で観察した。また、得られたゴム成形品の植毛をする位置に、植毛してガラス慴動部を形成する際に用いられる接着剤を塗布し、碁盤目法による付着性試験によって接着強度を測定した。自着性については、実使用時を模擬して中空部を押圧した後の異音の発生の有無を聴覚によって評価した。これらの結果を表2に併記する。
【0046】
尚、各評価項目の基準は、自着性:○;まったく異音がしない、△;僅かに異音がするが使用は可能、×;異音がする、形状安定性:○;1時間を越えて連続生産が可能、△;1時間程度の連続生産が可能、×;正常な連続生産ができない、及び接着性:○;従来品と同等、×;従来品より劣る、である。
【0047】
【表2】
表2の結果によれば、本発明の範囲内である実施例1〜5では、自着性、形状安定性及び接着性いずれも優れていることが分かる。また、それぞれ余剰混合物排出用の貫通孔、又は混合物供給用の貫通孔を2本有するダイスD又はEを使用した実施例5及び6においても、各流量調整弁の開度はダイスAを使用した実施例Aと同じであって、供給量及び吸引量は変わらないため、同様に良好な結果であった。
【0049】
更に、混合物供給用貫通孔の断面積が、その好ましい範囲の下限を下回るダイスBを使用した実施例7では、余剰混合物吸引用の流量調節弁の開度を小さくしたが、それでも上記混合物の供給量が不足し、やや自着を生ずるとともに、中空部が潰れる傾向にあり、形状安定性にも問題があった。また、余剰混合物吸引用貫通孔の断面積が、その好ましい範囲の下限を下回るダイスCを使用し、余剰混合物吸引用の流量調節弁の開度を小さくした実施例8では、自着はまったくなかったものの、余剰の混合物の排出、吸引が不十分となって、中空部が膨らむ傾向にあり、同様に形状安定性に問題があることが分かる。
【0050】
一方、ダイスAを使用し、タルクを供給しなかった比較例1、従来のダイスFを使用し、加圧空気、タルクともに供給量を少量とした比較例4では、自着性に劣っていることが分かる。また、余剰混合物吸引用の流量調整弁を全閉とした比較例2では、中空部が膨らむ傾向にあり、自然排出とした比較例3でも同様であった。
【0051】
更に、比較例5では、同じくダイスFを使用し、混合物の供給量を増やしたところ、中空部が膨らむ傾向となり、形状安定性に劣っていることが分かる。尚、比較例6では中空部を従来通り加工後、タルクを吹き込んだ。この場合、作業時にゴム成形品の外表面にタルクが付着することが避けられない。そのため、植毛等の後工程において接着剤を使用すると、タルクの付着による接着不良等の不具合が起き易い。
【0052】
尚、本発明においては、目的、用途に応じて本発明の範囲内で、種々変更したものとすることができる。例えば、装置の大小、口金の形状等、各種成形条件に対応して応用することができる。更に、ウエザーストリップばかりでなく、中空部を有する各種のゴム成形品に対して広く応用することができる。
【0053】
【発明の効果】
本発明により得られる異音防止型ウエザーストリップ用ゴム成形品は、そのリップ部に設けられた中空部の内表面にタルク等の表面活性低下剤が付着しており、内表面同士が自着せず、異音の発生が防止される。特に特定の表面活性低下剤を使用すれば、より確実に自着、ひいては異音の発生が防止される。
【0054】
また、本発明のウエザーストリップ用ゴム成形品の製造方法によれば、圧縮空気等の供給用貫通孔と吸引用貫通孔とを備える芯金を使用し、圧縮空気等の供給量と吸引量とを適度にバランスさせることにより、リップ部の中空部内表面に十分な量の表面活性低下剤を付着させることができ、窓ガラスの開閉によって中空部が押圧され内面同士が接触したとしても、自着することがなく、従って異音が発生することもないゴム成形品が得られる。また、圧縮空気等の過剰供給又は供給不足によって経時的に成形品の形状が変化するようなこともない。
【0055】
更に、本発明の異音防止型ウエザーストリップ用ゴム成形品の製造装置によれば、特殊な機器、装置等を要することなく、効率よく優れた性能のウエザーストリップ用ゴム成形を製造することができる。
【図面の簡単な説明】
【図1】(A)は、本発明の異音防止型ウエザーストリップ用ゴム成形品の製造方法における成形用ダイスを、ゴム成形品が押し出される方向からみた正面図である。(B)は、(A)のX−X′断面図である。
【図2】本発明の異音防止型ウエザーストリップ用ゴム成形品の製造装置の説明図である。尚、ダイス6は図1に示すものである。
【図3】従来の自動車の窓ガラス及びウエザーストリップの使用状態を示す断面図である。
【図4】従来のウエザーストリップの使用状態において、インナーウエザーストリップのリップ部の中空部内表面が自着ししている状態を表す断面図である。
【図5】(A)は、従来のウエザーストリップ用ゴム成形品成形用ダイスを、ゴム成形品が押し出される方向からみた正面図である。(B)は、(A)のX−X′断面図である。
【符号の説明】
G;自動車の窓ガラス、1;ウエザーストリップ用ゴム成形品、11;リップ部、111;中空部、12;固定部、13;表面活性低下剤、2;ガラス慴動部、3;金属製リテーナー、4;車室内トリム、5;押出成形機、6;ダイス、61;芯金、611;貫通孔、611a;供給用開口部、611b;吸引用開口部、611c;吹き込み用開口部、611d;排出用開口部、62;口金、7;混合物供給装置、71;加圧空気供給源、72;第1の流量調整弁、73;表面活性低下剤貯蔵槽、74;第2の流量調整弁、75;表面活性低下剤供給管、76;加圧空気供給管、77;混合物供給管、8;吸引装置、81;余剰混合物吸引管、82;吸引ポンプ、83;第3の流量調整弁、84;フィルター。
Claims (2)
- 中空部を形成するための芯金と、該中空部以外の部分を形成するための口金とからなるダイスを用いて、押出成形法により異音防止型ウエザーストリップ用ゴム成形品を連続的に成形する方法であって、
上記芯金には、一端が該芯金の成形方向端面に開口し、他端が上記芯金の外表面に開口する複数の貫通孔が設けられ、該貫通孔の上記他端側に位置する開口部の少なくとも1個は、供給用開口部として、加圧空気及び表面活性低下剤からなる内表面被覆用混合物の供給源に接続され、上記貫通孔の上記他端に位置する開口部のうちの、上記供給用開口部を除く他の開口部は、吸引用開口部として、吸引源に接続されており、
上記ダイスから押し出された直後の成形体の上記中空部の内表面に、上記供給用開口部から上記内表面被覆用混合物が供給され、同時に上記吸引用開口部から吸引され、上記内表面被覆用混合物の供給量を上記吸引量と同じか又はそれよりも大きくして、上記中空部の内表面に上記表面活性低下剤を付着させることを特徴とする異音防止型ウエザーストリップ用ゴム成形品の製造方法。 - 押出成形機5と、該押出成形機の押出側先端に取り付けられた、中空部を形成するための芯金61と該中空部以外の部分を形成すたるめの口金62とからなるダイス6と、該ダイスに連結され、加圧空気及び表面活性低下剤からなる内表面被覆用混合物を供給するための供給装置7と、該ダイスに連結され、余剰の上記内表面被覆用混合物を吸引するための吸引装置8と、を備え、
上記芯金61には、一端が該芯金の成形方向端面に開口し、他端が上記芯金の外表面に開口する複数の貫通孔611が設けられ、該貫通孔の上記他端に位置する開口部の少なくとも1個は、供給用開口部611aとして上記供給装置に接続されており、上記貫通孔の上記他端に位置する開口部のうちの上記供給用開口部を除く他の開口部は、吸引用開口部611bとして上記吸引装置に接続されていることを特徴とする異音防止型ウエザーストリップ用ゴム成形品の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02619296A JP3708612B2 (ja) | 1996-01-18 | 1996-01-18 | 異音防止型ウエザーストリップ用ゴム成形品の製造方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02619296A JP3708612B2 (ja) | 1996-01-18 | 1996-01-18 | 異音防止型ウエザーストリップ用ゴム成形品の製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09193721A JPH09193721A (ja) | 1997-07-29 |
| JP3708612B2 true JP3708612B2 (ja) | 2005-10-19 |
Family
ID=12186640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP02619296A Expired - Fee Related JP3708612B2 (ja) | 1996-01-18 | 1996-01-18 | 異音防止型ウエザーストリップ用ゴム成形品の製造方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3708612B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4636399B2 (ja) * | 2001-03-26 | 2011-02-23 | 高浜工業株式会社 | 押出成形体の押出成形方法およびその装置 |
| JP4817059B2 (ja) * | 2006-03-17 | 2011-11-16 | トキワケミカル工業株式会社 | 自動車用ウェザーストリップの成形方法 |
| KR101719468B1 (ko) * | 2015-09-21 | 2017-03-24 | 주식회사 디알비동일 | 웨더스트립 압출 성형용 구금 |
| CN117549520B (zh) * | 2024-01-11 | 2024-03-12 | 常州龙光医疗技术有限公司 | 电缆生产方法 |
-
1996
- 1996-01-18 JP JP02619296A patent/JP3708612B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09193721A (ja) | 1997-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7368074B2 (en) | Method for manufacturing automobile weather strip | |
| US6686020B2 (en) | Weather strip for automobile and continuous extrusion molding system for molding same | |
| JP2007008988A (ja) | タイヤトレッド用ゴム組成物およびそれからなる空気入りタイヤ | |
| JP2008044573A (ja) | ウエザストリップ及びその製造方法 | |
| JP2005082005A (ja) | 自動車用ガラスウエザストリップ | |
| JPH07503425A (ja) | 熱可塑性プラスチック材料とエラストマー材料の共同加硫方法および装置 | |
| JP3708612B2 (ja) | 異音防止型ウエザーストリップ用ゴム成形品の製造方法及び製造装置 | |
| US20100052362A1 (en) | Method for mutually adhering moulded articles of vulcanized rubber | |
| JP2002514524A (ja) | 混合ポリオレフィン及びゴム共重合体からなる泡立ち得る溶融物の押出し | |
| JPH05237448A (ja) | ウエザストリップの製造方法 | |
| JP2008044572A (ja) | ドアウエザストリップ及びその製造方法 | |
| JPH09176408A (ja) | 表皮部材用ポリオレフィン樹脂組成物及びその積層物 | |
| JPH1120479A (ja) | 自動車用ウェザストリップ | |
| JP2006182210A (ja) | ガラスラン | |
| CN101134822A (zh) | 长模塑制品 | |
| JP2004299640A (ja) | ウェザーストリップ及びその製造方法 | |
| JP2000313024A (ja) | 熱可塑性エラストマー発泡体の製造方法 | |
| JP3425665B2 (ja) | 自動車ドアー用ウエザストリップの成形方法 | |
| JP4245420B2 (ja) | パウダースラッシュ成形方法 | |
| CN109563295A (zh) | 橡胶构件、其制造方法和轮胎 | |
| JP2005329728A (ja) | 自動車用ガラスラン | |
| KR101110496B1 (ko) | 도어 사이드 조인트용 열가소성 엘라스토머 조성물 | |
| JP5691482B2 (ja) | 複合部材 | |
| KR101976944B1 (ko) | 외장 범퍼용 웨더 스트립 제조방법 및 이로부터 제조된 웨더 스트립 | |
| JP2000272350A (ja) | 自動車用グラスラン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050208 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050712 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050804 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |