JP3695802B2 - フラットディスプレイパネルの隔壁形成方法 - Google Patents
フラットディスプレイパネルの隔壁形成方法 Download PDFInfo
- Publication number
- JP3695802B2 JP3695802B2 JP25965095A JP25965095A JP3695802B2 JP 3695802 B2 JP3695802 B2 JP 3695802B2 JP 25965095 A JP25965095 A JP 25965095A JP 25965095 A JP25965095 A JP 25965095A JP 3695802 B2 JP3695802 B2 JP 3695802B2
- Authority
- JP
- Japan
- Prior art keywords
- partition wall
- solid layer
- partition
- material solid
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Description
【発明の属する技術分野】
本発明はガス放電形式のフラットディスプレイパネル(FDP)の隔壁形成方法に関するものである。
【0002】
この種のディスプレイパネルとしてプラズマディスプレイパネル(PDP)、又はカラー・フィルタとなる液晶パネルとスイッチング素子としてのプラズマ放電パネルとを組み合わせたプラズマアドレス液晶パネル(PALC)等が知られている。
【0003】
PDPやPALC等は簡易なプロセスにより大画面化が可能であり、高輝度、高速応答性、拡視野角を有するなどの利点により、直視型大画面の高品位TV用表示デバイスとして有望視されている。
【0004】
一般に、これらのPDPやPALCには画素(ドッドピクセル)間のクロストークや放電干渉等を防止して表示品質を高めるために、放電空間を画素毎、またはY方向に並ぶ複数の画素を共通空間に区画する隔壁が設けられている。
【0005】
上記した隔壁は100〜200μmの高さを必要としているため、その形成に際しては、隔壁パターンに対応する開口を有する印刷マスクを用いてスクリーン印刷工程と乾燥工程とを繰り返して10層程度積層した厚い隔壁対応の隔壁材層を形成したり、それと同様なスクリーン印刷と乾燥工程とを繰り返してベタ状の隔壁材層を形成後、隔壁パターンマスクを用いてパターニングして隔壁を設けているので均一な膜厚に積層した隔壁材層が得られ難く、それらの隔壁形成工程が煩雑となることから均一な厚い隔壁材層が簡単に形成でき、その後の隔壁形成工程も容易で大量生産に有利な隔壁の形成方法が要望されている。
【0006】
【従来の技術】
図8はフラットディスプレイパネル(FDP)として、例えばカラー表示用の面放電型PDPの一例を示す要部分解斜視図であり、一つの画素EGに対応する部分の基本的な構造を示している。
【0007】
図示のように、マトリクス表示の単位発光領域EUには一対の表示電極X,Yとアドレス電極Aとが対向する3電極構造を有しており、カラー表示用の蛍光体の配置形態による分類上では反射型の面放電型PDPと呼ばれている。
【0008】
そして、面放電のための一対のX,Yからなる表示電極12は、放電空間24に対して表示面H側のガラス基板11上に設けられ、面放電を広範囲にし、かつ表示光の遮光を最小限にするためにITO(Indium Tin Oxide) 膜などからなる幅広い透明導電膜12a とその導電性を補う (低抵抗化) ように幅狭いバス金属膜12b とを積層した構成からなっている。
【0009】
また、その表示電極12は、壁電荷を利用してガス放電を維持するAC駆動のための誘電体層13によって放電空間24に対して絶縁状態となるように被覆されており、該誘電体層13の表面には、更に数千Å程度の膜厚のMgO膜からなる保護膜14が被覆されている。
【0010】
一方、単位発光領域EUを選択的に発光させるためのアドレス電極Aは、背面側のガラス基板21上に、前記一対のX,Yからなる表示電極12と直交するように一定のピッチで配列され、各アドレス電極Aの間には100〜200μm程度の高さを有するストライプ状の隔壁22が設けられ、これによって放電空間24がライン方向 (表示電極12の延長方向) に単位発光領域EU毎に区画され、かつ該放電空間24の間隔寸法が規定されている。
【0011】
更に、前記ガラス基板21には、アドレス電極Aの上面及び隔壁22の側面を含む背面側の内面を被覆するようにR(赤),G(緑),B(青)の3原色の蛍光体23を設けて輝度を高め、その各色の蛍光体23は面放電時に放射される紫外線により励起されて発光し、R,G,Bの組み合わせによるフルカラー表示を可能にしている。その表示に際しては前記隔壁22により単位発光領域EU間のクロストークや放電干渉等を防止している。
【0012】
以上の構成のようなPDP1は、各ガラス基板11, 21について個別に所定の構成要素を設けた後、該ガラス基板11と21を対向配置してその間隙の周囲をシール材により封止し、間隙内部の排気と放電ガスの封入を行う一連の工程によって製造している。
【0013】
ところで、上記したような放電空間24を単位発光領域EU毎に仕切るように背面側のガラス基板21上に隔壁22を形成する場合、図9(a) に示すように例えばアドレス電極Aが形成されたガラス基板21上に低融点ガラスフリットとバインダとを混合したガラスペーストをスクリーン印刷法等により複数回の重ね印刷により100〜200μmの厚さに塗布し、乾燥させてベタ状のガラス塗布層31を形成する。
【0014】
次に、該ガラス塗布層31上に耐サンドブラスト性のドライフィルム等の感光樹脂材32をコーティングし、所定のパターン露光及び現像処理を行って図9(b) に示すようにパターニングした隔壁形成用のレジストマスク33を形成し、そのレジストマスク33を介して前記ガラス塗布層31をサンドブラスト法によって選択的に切削してパターニングした後、レジストマスク33を除去し、そのパターニング層を例えば450〜550℃で数十分間加熱焼成することにより、図9(b) に示すように各アドレス電極Aの間の領域に放電空間を区画する100〜200μmの高さの隔壁を形成している。
【0015】
【発明が解決しようとする課題】
ところが、前記したような従来の隔壁の形成方法において、スクリーン印刷法によりガラスペーストを塗布した際の一回の塗布厚さは10〜20μm程度であるので、100〜200μmの厚さのベタ状の隔壁形成用のガラス塗布層31を形成する場合には、スクリーン印刷と乾燥の工程を10回程度、或いはそれ以上繰り返して行わなければならないので工数がかなりかかり、また該ガラス塗布層31を均一な厚さのベタ状に形成することが難しい等、重ね合わせ印刷に高度な技術と熟練を要し、大量生産には不利であるといった問題があった。
【0016】
また、スクリーン印刷により形成されたガラス塗布層31の表面は、スクリーン・パターンのメッシュが転写され、そのメッシュ跡が残り易く、平坦な表面を得ることが難しい。このため対向側の基板と重ね合わせて放電間隙を形成した際、当該隔壁の頂上部(接合面)に隙間が生じて隣接の放電領域との間でクロストークが起こるという問題があった。
【0017】
本発明は上記した従来の問題点に鑑み、100μm以上の膜厚の大面積のベタ状の隔壁形成用のガラス塗布層の形成工程を低減し、均一な膜厚分布の隔壁材層と結果的に高さ精度の良い隔壁を簡単に形成することにより製造工数の削減とコストダウン及び隔壁上面の平坦化を図り、クロストークの低減と表示品質を向上させた新規なフラットディスプレイパネルの隔壁形成方法を提供することを目的とするものである。
【0018】
【課題を解決するための手段】
本発明は上記した目的を達成するため、放電領域を区画または仕切る隔壁が放電空間内に設けられたフラットディスプレイパネルの隔壁形成方法において、隔壁形成面積より大きい開口部を有する印刷マスクを用いて隔壁材料のガラスペーストをパネル基板上に印刷することにより、均一な膜厚分布を有するベタ状の隔壁形成用のガラス塗布層(以下、隔壁材ベタ層と記す)を少なくとも一回の塗布操作で簡単に形成することが可能になる。
【0019】
その後、乾燥を行って上記隔壁材ベタ層を、隔壁パターニング用のレジストマスクを介してサンドブラスト法等によりパターニングすることによって、高さ精度の良い隔壁を簡単な製造工程で低コストに形成することが可能となる。その上、上記ガラスペーストの塗布工程には、従来のようなメッシュを用いたスクリーン印刷を用いないので、形成された隔壁の上面は極めて平坦となり、該隔壁により仕切られた隣接絵素間のクロストークの低減のために有利となる。
【0020】
このようにして形成された隔壁材ベタ層の厚さは均一であるが、乾燥時において乾燥の遅い中央部分から乾燥の速い縁端部分(隔壁形成領域外)にガラスペーストが引っ張られて移動が生じ、該縁端部分のみが数十μm程度隆起することがある。この縁端部の隆起した隔壁材ベタ層ではレジストを設けたり、該レジストに隔壁パターンを精度良くパターニングすることが困難となるので、以下のような方法を併用するのが望ましい。
【0021】
▲1▼ 前記隔壁材ベタ層を乾燥する際に、該隔壁材ベタ層に対する加熱温度を中央部領域で高く、縁端部領域で低くなるような温度分布にして加熱乾燥させるか、或いは印刷マスクを付けたままの状態で乾燥させる。これにより縁端部領域に隆起の生じない隔壁形成に好適な均一な厚さの隔壁材ベタ層を得る
ことができる。
【0022】
▲2▼ 前記隔壁材ベタ層を印刷する前に、パネル基板面の隔壁形成領域の外側に、予め引き剥がし可能なテープを貼り付けておき、隔壁材ベタ層の形成後に該テープと共に隆起の生じた縁端部分も同時にリフトオフさせる。これにより全体が均一な厚さの隔壁材ベタ層を得ることができる。
【0023】
【発明の実施の形態】
以下図面を用いて本発明の実施例について詳細に説明する。
図1及び図2は本発明のフラットディスプレイパネル(FDP)の隔壁形成方法の一実施例を工程順に示す図であり、図1(a) は平面図、図1(b) は図1(a) の要部断面図、図2は要部断面図である。
【0024】
この実施例は前述したカラー表示用の面放電型プラズマディスプレイパネルの隔壁を対象としている。
先ず図1(a) 及び図1(b) に示すように、塗布装置におけるステージ41上の±20μmの平坦度を有する載置面に隔壁を形成すべき一方のガラス基板51を真空吸着により固定する。なおガラス基板51には図示しないがアドレス電極とそれを被覆する誘電体層が形成されている。このような基板面に、隔壁形成領域の面積より大きい開口部42a を有し、かつ形成すべき隔壁の高さが100〜200μmである場合、塗布層の焼成時の収縮量を見越した高さに相当する例えば200〜400μmの板厚で、その厚さ精度が±20μm以下の経時変化の少ないステンレス製の印刷マスク42を載置する。
【0025】
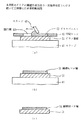
次に図2(a) に示すように前記印刷マスク42上に低融点ガラスフリットとバインダとを混合したガラスペースト52を配置し直線性の高いスキージ43を矢印の方向に移動させて該ガラスペースト52をガラス基板51上に塗布した後、図2(b) に示すように印刷マスク42を除去してベタ状のガラス塗布層(以下、隔壁材ベタ層と記す)53を形成する。
【0026】
次にこの隔壁材ベタ層53を、前記ステージ41上で10分間以上静置して該ベタ層中に混入された気泡の脱泡と細やかな凹凸を落ちつかせて滑らかになったところで50〜150℃程度に加熱して乾燥させる。このように1回のペースト塗布操作と乾燥工程により図2(c) に示す全体が均一な厚さの隔壁材ベタ層54を簡単に形成することができる。
【0027】
その後、前記隔壁材ベタ層54を、従来と同様に隔壁パターニング用のレジストマスクを介してサンドブラスト法によりパターニングすることによって、従来よりも高さ精度が良く、上面が極めて平坦な隔壁を簡単な形成工程で低コストに形成することが可能となる。
【0028】
なお、以上の実施例において隔壁材ベタ層54の乾燥工程において、図3(a) の断面図に示すようにガラス基板51上の隔壁材ベタ層54の縁端部分のみに数十μm程度の隆起部55が生じることがある。
【0029】
この隆起現象は、隔壁材ベタ層53の乾燥が縁端部分と表面部分とから順に進んで行くため、該隔壁材ベタ層53を塗布し終わった状態から十数秒間で図3(b) の要部断面図に示すように隔壁材ベタ層53の縁端部分に表面張力による隆起55a ができはじめ、その後、本格的な乾燥工程に入ると図3(c) に示すように乾燥の遅い中央部分からその周囲の乾燥の速い縁端部分にガラスペーストが引っ張られて移動が生じ、それに連れて前記縁端部分の隆起55b が大きくなって行く。
【0030】
乾燥後は最終的に図3(d) に示すような形状の隆起部55が縁端部分に生じた隔壁材ベタ層54が得られることになるので、この隔壁材ベタ層54上にレジストを設ける、或いはそのレジストを所定パターンにパターニングすることが困難となる。
【0031】
そこで、上記したような問題を解消する方法を以下に説明する。
図4は図2に示される隔壁材ベタ層の乾燥方法の第1実施例を工程順に説明する要部断面図である。なお、図4において図2と対応する構成要素部分には同一符号を付している。
【0032】
先ず図4(a) に示すように前記ステージ41上に配置したガラス基板51上に載置された前記印刷マスク42上で、低融点ガラスフリットとバインダとを混合したガラスペースト52を矢印の方向へスキージ43を移動操作して該ガラスペースト52をガラス基板51上に塗布した後、図4(b) に示すように印刷マスク42を除去してベタ状の隔壁材ベタ層53を形成する。
【0033】
次にその隔壁材ベタ層53は、前記ステージ41上で10分間以上静置して該ベタ層中に混入された気泡の脱泡と細やかな凹凸を落ちつかせて滑らかになったところで、その隔壁材ベタ層53を含むガラス基板51を、例えば隔壁材ベタ層53の中央部Cの温度を例えば均一な100℃程度とし、その均熱範囲の周囲における縁端部Dの温度を前記中央部Cの温度よりも低い50℃程度となるように温度分布を制御したホットプレート等の乾燥装置44によって乾燥させる。
【0034】
このような乾燥方法により、図4(c) に示すように隔壁材ベタ層53の縁端部分の乾燥が中央部分よりも遅くなり、ベタ層全体の乾燥速度が略均一になるので、該縁端部分での隆起現象がなくなると共に、その膜厚が中央部分よりもむしろ薄くなる傾向となる。
【0035】
しかし、図4(d) に示すように膜厚の薄くなった縁端部分が生じても、その他の均一な厚さを有する中央部分の面積が隔壁形成領域以上に確保された隔壁材ベタ層54が得られるので、その後のレジスト材の配設、レジストマスクのパターニング及び隔壁材ベタ層54のパターニングによる隔壁形成等のプロセスに悪影響を及ぼすことはなく、むしろ、それらのプロセスを容易に進めることが可能となる。
【0036】
図5は図2に示される隔壁材ベタ層の乾燥方法の第2実施例を工程順に説明する要部断面図である。なお、図5において図2と対応する構成要素部分には同一符号を付している。
【0037】
この実施例では、図5(a) に示すように前記ステージ41上のガラス基板51上に載置された前記印刷マスク42上で、低融点ガラスフリットとバインダとを混合したガラスペースト52を矢印の方向へのスキージ43の移動操作によりガラス基板51上に塗布して図5(b) に示すようにベタ状の隔壁材ベタ層53を形成する。
【0038】
次に図5(c) に示すようにガラス基板51上の隔壁材ベタ層53は印刷マスク42を付けたままで前記ステージ41上で10分間以上静置して該ベタ層中に混入された気泡の脱泡と細やかな凹凸を落ちつかせて滑らかになったところで、50〜150℃程度に加熱して乾燥させることにより、隔壁材ベタ層53の中央部分とその周囲の縁端部分との乾燥速度が略一様になり、図5(d) に示すように前記縁端部分に隆起現象の生じない、つまり全体が均一な厚さの隔壁材ベタ層54を得ることができる。
【0039】
更に、図6及び図7は図2に示される隔壁材ベタ層の乾燥方法の第3実施例を工程順に示す図であり、図6(a) は平面図、図6(b) は図6(a) の要部断面図、図7は要部断面図である。なお、図6及び図7において図2と対応する構成要素部分には同一符号を付している。
【0040】
本実施例では、図6(a) 及び図6(b) に示すように前記ステージ41上に真空吸着手段等により配置したガラス基板51の図示しないアドレス電極の形成面に前記印刷マスク42を載置するに先立って、該ガラス基板51上の隔壁形成領域以外の周囲に、予め引き剥がし可能なテープ、例えば耐熱性のテープ(以下、耐熱性テープと記す)45を貼り付けた後、その貼り付けた耐熱性テープ45を含む基板面に印刷マスク42を載置する。この時、貼り付けた耐熱性テープ45は図示のように印刷マスク42の開口部42a に内接するような配置になることが好ましい。
【0041】
次に、図7(a) に示すように前記耐熱性テープ45を含む基板面に印刷マスク42を介して低融点ガラスフリットとバインダとを混合したガラスペースト52を矢印方向へのスキージ43の移動操作によりガラス基板51上に塗布して図7(b) に示すようにベタ状の隔壁材ベタ層53を形成する。
【0042】
次に印刷マスク42を取り除いた基板51上の隔壁材ベタ層53を前記ステージ41上で10分間以上静置して該ベタ層中に混入された気泡の脱泡と細やかな凹凸を落ちつかせて滑らかになったところで、50〜150℃程度に加熱して乾燥させることにより、隔壁材ベタ層53の中央部分に対するその周囲の縁端部分の乾燥速度が、縁端部分であることと、該縁端部分の厚さが耐熱性テープ45の貼設により他の部分よりも薄くなるという二つの条件の相乗作用により速くなることから、図7(c) に示すように耐熱性テープ45上の対応する縁端部分にのみ隆起部56が生じた隔壁材ベタ層57が形成されることになる。
【0043】
従って、その後に前記耐熱性テープ45を引き剥がすことによって前記隔壁材ベタ層57における隆起部56の生じている縁端部分も同時にリフトオフされ、図7(d) に示すように隆起部56が確実に除去された隔壁形成に好適な均一な厚さを有するベタ状の隔壁材ベタ層57を得ることができる。
【0044】
この場合、隔壁材ベタ層57における隆起部56の生じた縁端部分を除去してもその他の均一な厚さを有する中央部分の面積は隔壁形成領域よりも大きく確保されているので、その後のレジスト材の配設、レジストマスクのパターニング、隔壁材ベタ層57のパターニング等のプロセスに悪影響を及ぼすことはなく、むしろ、それらのプロセスを容易に進めることが可能となる。
【0045】
なお、以上の実施例では乾燥した状態の隔壁材ベタ層54、または57をサンドブラスト法によりパターニングして隔壁を形成する場合の例で説明したが、焼成した隔壁材ベタ層をサンドブラスト法によりパターニングして隔壁を形成するようにしても良い。しかし、乾燥した状態の隔壁材ベタ層をサンドブラスト法によりパターニングして隔壁を形成すると、適度の切削レートが得やすく、適切な切削の実現が容易になり、精度の良い隔壁を得ることができる。
【0046】
また、以上の実施例では面放電型のPDPの隔壁を形成する場合の例について説明したが、この例に限定するものではなく、例えば隔壁を有する各種PDPやPALCなどのフラットディスプレイパネルの製造に適用して極めて有利である。
【0047】
【発明の効果】
以上の説明から明らかなように、本発明に係るフラットディスプレイパネルの隔壁形成方法によれば、100μm以上の膜厚の大面積の隔壁材ベタ層の印刷工程を低減すると共に、均一な膜厚分布の隔壁材ベタ層を簡単に形成することが可能となり、またそのような隔壁材ベタ層を適用することにより高さ精度の良い隔壁が得られ、更にメッシュを用いたスクリーン印刷を適用しないので、上面が極めて平坦化された隔壁が得られ、製造工数の削減により低コスト化が実現できる等、PDPやPALCなどのフラットディスプレイパネルの大量生産に有利であり、実用上、優れた効果を奏する。
【図面の簡単な説明】
【図1】 本発明のフラットディスプレイパネル(FDP)の隔壁形成方法の一実施例を工程順に示す平面図とその要部断面図である。
【図2】 本発明のフラットディスプレイパネル(FDP)の隔壁形成方法の一実施例を図1に引き続いて工程順に示す要部断面図である。
【図3】 フラットディスプレイパネル(FDP)の隔壁材ベタ層の乾燥工程での縁端部分に隆起部が生じる現象を説明するための要部断面図である。
【図4】 図2に示される隔壁材ベタ層の乾燥方法の第1実施例を工程順に説明する要部側面図である。
【図5】 図2に示される隔壁材ベタ層の乾燥方法の第2実施例を工程順に説明する要部断面図である。
【図6】 図2に示される隔壁材ベタ層の乾燥方法の第3実施例を工程順に説明する平面図と要部断面図である。
【図7】 図2に示される隔壁材ベタ層の乾燥方法の第3実施例を図6に引き続いて工程順に説明する要部断面図である。
【図8】 一般的なフラットディスプレイパネル(FDP)としてカラー表示用の面放電型PDPの構造の一例を示す要部分解斜視図である。
【図9】 従来の面放電型PDPの隔壁の形成方法を工程順に示す要部断面図である。
【符号の説明】
41 ステージ
42 印刷マスク
42a 開口部
43 スキージ
44 乾燥装置
45 耐熱性テープ
51 ガラス基板
52 ガラスペースト
53,54,57 隔壁材ベタ層
55,56 隆起部
Claims (3)
- 放電領域を区画、または仕切る隔壁が放電空間内に設けられたフラットディスプレイパネルの隔壁形成方法において、
隔壁形成面積より大きい開口部を有する印刷マスクを用いて隔壁材料のガラスペーストをパネル基板上に印刷し隔壁材ベタ層を形成する工程と、該隔壁材ベタ層を乾燥させる工程と、乾燥した前記隔壁材ベタ層上に隔壁パターニング用のレジストマスクを設け、該レジストマスクを介して前記隔壁材ベタ層をパターニングして隔壁を形成する工程とを含んでなり、
前記隔壁材ベタ層の乾燥工程が、該隔壁材ベタ層に対する加熱温度を中央部領域で高く、縁端部領域で低くなるような温度分布にして加熱乾燥させる
ことを特徴とするフラットディスプレイパネルの隔壁形成方法。 - 放電領域を区画、または仕切る隔壁が放電空間内に設けられたフラットディスプレイパネルの隔壁形成方法において、
隔壁形成面積より大きい開口部を有する印刷マスクを用いて隔壁材料のガラスペーストをパネル基板上に印刷し隔壁材ベタ層を形成する工程と、該隔壁材ベタ層を乾燥させる工程と、乾燥した前記隔壁材ベタ層上に隔壁パターニング用のレジストマスクを設け、該レジストマスクを介して前記隔壁材ベタ層をパターニングして隔壁を形成する工程とを含んでなり、
前記隔壁材ベタ層の乾燥工程は、前記印刷マスクを付けたままの状態で前記隔壁材ベタ層を乾燥させる
ことを特徴とするフラットディスプレイパネルの隔壁形成方法。 - 放電領域を区画、または仕切る隔壁が放電空間内に設けられたフラットディスプレイパネルの隔壁形成方法において、
隔壁形成領域の面積より大きい開口部を有する印刷マスクを用いて隔壁材料のガラスペーストをパネル基板上に印刷し隔壁材ベタ層を形成する工程と、該隔壁材ベタ層を乾燥させる工程と、乾燥した前記隔壁材ベタ層上に隔壁パターニング用のレジストマスクを設け、該レジストマスクを介して前記隔壁材ベタ層をパターニングして隔壁を形成する工程とを含んでなり、
前記印刷マスクを用いて前記隔壁材ベタ層を形成するに先立って、パネル基板面の前記隔壁形成領域の外側に予め引き剥がし可能なテープを貼り付けておき、前記隔壁材ベタ層形成後において該テープ上の隔壁材をテープと共に除去する
ことを特徴とするフラットディスプレイパネルの隔壁形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25965095A JP3695802B2 (ja) | 1995-10-06 | 1995-10-06 | フラットディスプレイパネルの隔壁形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25965095A JP3695802B2 (ja) | 1995-10-06 | 1995-10-06 | フラットディスプレイパネルの隔壁形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09102275A JPH09102275A (ja) | 1997-04-15 |
| JP3695802B2 true JP3695802B2 (ja) | 2005-09-14 |
Family
ID=17337003
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP25965095A Expired - Lifetime JP3695802B2 (ja) | 1995-10-06 | 1995-10-06 | フラットディスプレイパネルの隔壁形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3695802B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW396365B (en) * | 1997-08-27 | 2000-07-01 | Toray Industries | Plasma display decive and its method of manufacture |
-
1995
- 1995-10-06 JP JP25965095A patent/JP3695802B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09102275A (ja) | 1997-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1041600B1 (en) | Method for Manufacturing a surface discharge plasma display panel | |
| JP4162039B2 (ja) | 表示パネルの組立てに用いる基板構体の製造方法 | |
| JP4604752B2 (ja) | フラットディスプレイパネルの製造に用いるフォトマスクおよびフラットディスプレイパネルの製造方法 | |
| CN1154528A (zh) | 一种表面放电的等离子体显示面板及其制造方法 | |
| JP3695802B2 (ja) | フラットディスプレイパネルの隔壁形成方法 | |
| JPH08212918A (ja) | プラズマディスプレイパネルの製造方法 | |
| KR100197131B1 (ko) | 플라즈마 디스플레이 패널 및 그의 제조방법 | |
| JP3409784B2 (ja) | プラズマディスプレイ表示装置およびその製造方法 | |
| JP3718095B2 (ja) | プラズマディスプレイパネル及びその製造方法 | |
| JP3536554B2 (ja) | フラットディスプレイパネルの隔壁形成方法 | |
| JPH08222135A (ja) | プラズマディスプレイパネルの製造方法 | |
| US7722423B2 (en) | Method of manufacturing plasma display panel with concave barrier wall portion | |
| JP2000348606A (ja) | ガス放電表示パネルの製造方法 | |
| JPH07320641A (ja) | Pdpの隔壁形成方法 | |
| JPH11195375A (ja) | プラズマディスプレイパネルの製造方法 | |
| US20050148151A1 (en) | Plasma display panel and manufacturing method thereof | |
| JP2005166632A (ja) | プラズマディスプレイパネル及びその製造方法 | |
| JPH10321141A (ja) | 気体放電表示装置及び気体放電表示装置の製造方法 | |
| JP2005116528A (ja) | プラズマディスプレイパネルおよびその製造方法 | |
| JP3918897B2 (ja) | プラズマディスプレイパネル隔壁形成方法 | |
| JP3085375B2 (ja) | カラープラズマディスプレイパネルの製造方法 | |
| JP4247767B2 (ja) | 薄型平面表示装置 | |
| JP3429933B2 (ja) | 表示パネルの隔壁形成方法 | |
| JP2002216640A (ja) | ガス放電表示装置およびその製造方法 | |
| JP2000208042A (ja) | プラズマディスプレイパネルの隔壁形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Effective date: 20040127 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20040329 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20040907 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20041108 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| RD02 | Notification of acceptance of power of attorney |
Effective date: 20050428 Free format text: JAPANESE INTERMEDIATE CODE: A7422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Effective date: 20050628 Free format text: JAPANESE INTERMEDIATE CODE: A61 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20050720 |
|
| RD01 | Notification of change of attorney |
Effective date: 20050720 Free format text: JAPANESE INTERMEDIATE CODE: A7421 |
|
| A072 | Dismissal of procedure |
Free format text: JAPANESE INTERMEDIATE CODE: A072 Effective date: 20050913 |
|
| A072 | Dismissal of procedure |
Free format text: JAPANESE INTERMEDIATE CODE: A072 Effective date: 20050913 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S131 | Request for trust registration of transfer of right |
Free format text: JAPANESE INTERMEDIATE CODE: R313131 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 3 Free format text: PAYMENT UNTIL: 20080708 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090708 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090708 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 5 Free format text: PAYMENT UNTIL: 20100708 |