JP3686451B2 - スチールコードの製造方法 - Google Patents
スチールコードの製造方法 Download PDFInfo
- Publication number
- JP3686451B2 JP3686451B2 JP10697295A JP10697295A JP3686451B2 JP 3686451 B2 JP3686451 B2 JP 3686451B2 JP 10697295 A JP10697295 A JP 10697295A JP 10697295 A JP10697295 A JP 10697295A JP 3686451 B2 JP3686451 B2 JP 3686451B2
- Authority
- JP
- Japan
- Prior art keywords
- steel
- cord
- twist
- steel cord
- filament
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 80
- 239000010959 steel Substances 0.000 title claims abstract description 80
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 241001589086 Bellapiscis medius Species 0.000 claims description 34
- 238000000034 method Methods 0.000 claims description 16
- 238000011144 upstream manufacturing Methods 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 4
- 230000001131 transforming effect Effects 0.000 claims description 2
- 238000004804 winding Methods 0.000 claims description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
Images





Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/0646—Reinforcing cords for rubber or plastic articles comprising longitudinally preformed wires
- D07B1/0653—Reinforcing cords for rubber or plastic articles comprising longitudinally preformed wires in the core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0057—Reinforcements comprising preshaped elements, e.g. undulated or zig-zag filaments
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B3/00—General-purpose machines or apparatus for producing twisted ropes or cables from component strands of the same or different material
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B3/00—General-purpose machines or apparatus for producing twisted ropes or cables from component strands of the same or different material
- D07B3/08—General-purpose machines or apparatus for producing twisted ropes or cables from component strands of the same or different material in which the take-up reel rotates about the axis of the rope or cable or in which a guide member rotates about the axis of the rope or cable to guide the rope or cable on the take-up reel in fixed position and the supply reels are fixed in position
- D07B3/10—General-purpose machines or apparatus for producing twisted ropes or cables from component strands of the same or different material in which the take-up reel rotates about the axis of the rope or cable or in which a guide member rotates about the axis of the rope or cable to guide the rope or cable on the take-up reel in fixed position and the supply reels are fixed in position with provision for imparting more than one complete twist to the ropes or cables for each revolution of the take-up reel or of the guide member
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B7/00—Details of, or auxiliary devices incorporated in, rope- or cable-making machines; Auxiliary apparatus associated with such machines
- D07B7/02—Machine details; Auxiliary devices
- D07B7/025—Preforming the wires or strands prior to closing
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/2007—Wires or filaments characterised by their longitudinal shape
- D07B2201/2008—Wires or filaments characterised by their longitudinal shape wavy or undulated
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2016—Strands characterised by their cross-sectional shape
- D07B2201/2018—Strands characterised by their cross-sectional shape oval
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2023—Strands with core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2207/00—Rope or cable making machines
- D07B2207/20—Type of machine
- D07B2207/207—Sequential double twisting devices
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2207/00—Rope or cable making machines
- D07B2207/20—Type of machine
- D07B2207/207—Sequential double twisting devices
- D07B2207/208—Sequential double twisting devices characterised by at least partially unwinding the twist of the upstream double twisting step
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2207/00—Rope or cable making machines
- D07B2207/20—Type of machine
- D07B2207/209—Tubular strander
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2501/00—Application field
- D07B2501/20—Application field related to ropes or cables
- D07B2501/2046—Tyre cords
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S57/00—Textiles: spinning, twisting, and twining
- Y10S57/902—Reinforcing or tyre cords
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ropes Or Cables (AREA)
- Wire Processing (AREA)
Description
【産業上の利用分野】
本発明は、第1方向に互いに撚られたスチールエレメントからなり、それらのスチールエレメントの少なくとも一つは波形であるようなスチールコードを製造する方法およびその装置に関する。
【0002】
また、本発明は、第1方向に互いに撚られたスチールエレメントからなり、それらのスチールエレメントの少なくとも一つは波形を有しているようなスチールコードに関する。
【0003】
【従来技術】
従来技術のEP−A−0551124は、コアフィラメントとそのコアフィラメントを包囲する複数の層フィラメントからなるスチールコードを開示している。このコアフィラメントには、空間的な波形又は平面的な波形を付与することができる。
【0004】
平面的な波形のコアフィラメントを有する実施例は、ゴムタイヤのブレーカ又はベルト層の補強材して用いられるとき、特に有利である。その理由の一つは、波形面がタイヤのゴムプライと平行であれば、コアフィラメントが波形でその結果としてコード径が増加しても、ゴムプライの厚みは増加しない、という点にある。また,他の理由は、平面的な波形は空間的な波形と比較してゴムの浸透性が良好である、という点にある。
【0005】
図1は、1本のコアフィラメントと6本の層フィラメントを有する(1+6)スチールコード10を製造する従来の方法を例示している。コアフィラメント12は平面的な波形である。その製造は、公知の管状撚り機14によって実施される。コアフィラメント12は供給スプール16から巻き戻され、コアフィラメント12に平面的波形を与える変形装置として機能する2つの定置された歯付き輪18の歯間を通過する。歯付き輪18は、外部モータを用いずに、歯間から引き抜かれるコアフィラメント12によって駆動される。このように変形されたコアフィラメント12は管状撚り機14の方に移動し、その管状撚り機14の円筒面(案内要素、図示せず)に沿って案内される。管状撚り機の円筒状主要部は、層フィラメント21が巻き戻される6つの定置された供給スプール20を備えている。これらの層フィラメント21も撚り機14の円筒表面を介して案内される。撚り機14の下流端において、層フィラメント21は予備加工装置22によって塑性的に変形され、(1+6)スチールコード10を形成するために、コード成形金型24によってコアフィラメント12の周囲に巻き付けられる。
【0006】
【発明が解決しようとする課題】
良く知られているように、管状撚り機14は、個々のスチールフィラメント12、21にそれら自身の軸線回りの回転を与えないので、コアフィラメント12の平面的波形は、スチールコード10が作製された後においても一つの平面に沿って残留する。これは、管状撚り機14の一つの利点である。管状撚り機14の欠点は、撚り機14の回転(参照番号25で示す)毎に一つの撚りしかスチールコード10に与えることができない、という点にある。従って、生産量が制限される。管状撚り機14の他の欠点は、供給スプール20の大きさが制限されるという点にある。
【0007】
本発明の目的は、波形のスチールエレメントを少なくとも一つ備えるスチールコードを安価に製造する方法を提供することにある。
【0008】
また、本発明の他の目的は、安価に製造された平面的に波形のスチールエレメントを少なくとも一つ備えるスチールコードを提供することにある。
【0009】
【課題を解決するための手段】
本発明の第1態様によれば、コード撚り方向に互いに撚られたスチールエレメントからなり、それらのスチールエレメントの少なくとも一つは波形であるようなスチールコードの製造方法において、
(i)前記の少なくとも一つのスチールエレメントを平面的な波形を付与するように変形させる工程と、
(ii)前記変形させる工程(i)と同時に、前記の少なくとも一つのスチールエレメントを前記コード撚り方向と逆向きであるエレメント撚り方向に所定量だけ撚る工程と、
(iii)その後に、前記撚られたスチールエレメントを個々に前記コード撚り方向にそれらの軸線回りに回転させるよう、前記の少なくとも一つの変形され撚られたスチールエレメントを他のスチールエレメントと共に前記コード撚り方向に撚って最終的なスチールコードを得るものであり、最終的なスチールコードを得るための撚りの程度は、前記の少なくとも一つのスチールエレメントが平面的な波形を有するようにするための撚りと実質的に同じ程度である工程と、
を含むことを特徴とする。
【0010】
「スチールエレメント」は、一本のスチールフィラメントだけではなく、一本以上のスチールフィラメントからなるストランドも意味する。
【0011】
撚りの「所定量」は、必要とされる最終撚り工程またはスチールコードの撚りピッチによって決定される。よく知られているように、撚りピッチは撚りの回数に反比例する。10mmの撚りピッチの場合、コードの撚り回数は100回/メートルであり、20mmの撚りピッチの場合、コードの撚り回数は50回/メートルである。
【0012】
前記工程(iii)に記載の最終的なスチールコードを得るための撚りは、ダブルツイスタによってある回転速度で行われるのが好ましい。
【0013】
撚られたスチールエレメントは、個々にそれらの軸線回りに回転される。これは、撚りが所謂単一ツイスタによって、または、好ましくは所謂ダブルツイスタによってなされることを意味している。このようなツイスタ、特にダブルツイスタの生産量は、管状撚り機の生産量よりもはるかに高い。
【0016】
前記方法は、個々のスチールエレメントを最終的なスチールコードに必要な長さだけ引き出す工程を含むのが好ましい。
【0017】
前記必要な長さの引き出しは、前記撚りが上流側に移動するようにする斜めに配置される案内プーリによって行われるのが好ましい。
【0018】
前記方法は、フライヤの内側で最終的なスチールコードを巻く工程をさらに含むのが好ましい。
【0019】
前記工程(ii)に記載の前記撚りは、前記回転速度n B の二倍の速度n C で行われるのが好ましい。
【0024】
【実施例】
以下、本発明の実施例を図面に基づいて詳細に説明する。
【0025】
図2は、本発明の第1参考例を概略的に例示している。コアフィラメント12は供給スプール16から引き出され、平面的波形を得るために、2つの定置された歯付き輪18の歯間を通過する。このように変形されたコアフィラメント12は、反転プーリ26を介して、矢印29の方向に回転するフライヤ28を通して、案内プーリ30に案内される。供給スプール16および歯付き輪18はフライヤ28の内側に定置されている。
【0026】
さらに、コアフィラメント12は、ダブルツイスタの上流の組み合わせ点で6本の層フィラメント21と合流する。組み合わされたフィラメント12、21は、案内プーリ34を介して、矢印37の方向に回転するフライヤ36を通って、反転プーリ38に案内される。反転プーリ38によって、スチールコード10は方向が変換されて、そのスチールコード10が巻かれる定置スプール40に導かれる。
【0027】
第1参考例の作用は以下の通りである。フライヤ28,36は同じ方向29、37に、かつ実質的に同じ回転速度nで回転する。平面的な波形のコアフィラメント12は方向29にフライヤ28の各回転毎にS方向において2回の撚りを受ける。しかし、下流側において、そのコアフィラメントはフライヤ36の各回転毎にZ方向において2回の撚りを受ける。フライヤ28,36の回転速度は実質的に同じなので、S方向の撚りはZ方向の撚りによって補償され、波状のコアフィラメント12は、最終的なコード10に撚られる間に、元の平面的波形に戻ることができる。ここで、S方向は、コードを垂直に保持したときに、コードのより目がSの字の中央部の斜めの線の方向に沿う場合のより方向をいう。Z方向は、S方向と逆の関係にあり、より目がZの字の中央部の斜めの線の方向に沿う場合をいう。
【0028】
この参考例において、最終的なコードにおけるコアフィラメントはその中心軸線回りの回転が与えられず、その結果、その表面にらせん状の引抜き線を有しない。
【0029】
前述したように、またよく知られているように、ダブルツイスタのフライヤ36の各回転毎に2度の撚りがコードに与えられ、これはダブルツイスタが管状撚り機の生産量に対して2倍の生産量を有することを意味している。
【0030】
図3は、本発明の第2参考例の方法と装置を概略的に例示する。コアフィラメント12は定置された供給スプール16から引き出され、ダブルツイスタに案内される前に、2つの歯付き輪18の歯間を通過する。歯付き輪は定置され、外部モータを用いずに、歯間から引き抜かれるコアフィラメント12によって駆動される。変形されたコアフィラメント12は、第1案内輪42を介して、フライヤ43およびフライヤ43の内側の第1反転プーリ44を通って、組み合わせ点32に到達する。6つのスプール20がフライヤ43の内側に定置され、組み合わせ点32でコアフィラメント12と組み合わされる層フィラメント21を供給する。その後、組み合わされたスチールフィラメント12、21は、第2反転プーリ46を介して、フライヤ47および案内プーリ48を通って、フライヤ43、47の外側に取り付けられたスプール40に案内される。なお、フライヤ43、47はダブルツイスタの同じ軸の各半分の部分に取り付けられ、矢印49の方向に沿って同じ回転速度で回転する。
【0031】
第2参考例の作用は以下の通りである。フライヤ43の各回転毎に、2度の撚りがZ方向にコアフィラメント12に与えられるが、これらの撚りは各回転毎にS方向に2度の撚りを与えるフライヤ47の作用によって補償される。
【0032】
図4は、本発明の第1実施例を概略的に例示する。図4において、コアフィラメント12は供給スプール16から引き出され、コアフィラメント12に波形を与える2つの歯付き輪18の歯間を通過する。ここで、歯付き輪18は外部モータを用いずにコアフィラメント12自身によって矢印50の方向に駆動される。すなわち、コアフィラメント12の引出し力は、矢印50の方向に歯付き輪を駆動する駆動源として機能する。
【0033】
しかし、本発明の第1および第2参考例と異なって、歯付き輪18は定置されずに、その全体が矢印51の方向に回転速度nCで回転する。変形されたコアフィラメント12は組み合わせ点32に導かれ、そこで6本の層フィラメント21と組み合わされる。組み合わされたフィラメント12、21は、案内プーリ34を介して、フライヤ36と反転プーリ38を通って、フライヤ36の内側に取り付けられた定置スプール40に案内される。残留ねじれを除去するための仮撚り手段(図示せず)、および真直度を改善してまた円弧高さを減少させるためのストレートナ(くせ取り機)(図示せず)を反転プーリ38と定置スプール40間に設けてもよい。
【0038】
図4において、ダブルツイスタのフライヤ36は回転速度nB で回転する。変形装置の回転速度nC は回転速度nB に同調させることができる。もし、第1の形態として、nC が2nB に等しいとき、コアフィラメントの最初の平面的波形に与えられるS方向における撚りは、Z方向において実質的に等しい量の撚りを与えるフライヤ36によって補償され、これはコアフィラメント12が最終的なスチールコード10において元の平面的波形に戻ることができる、ことを意味している。
【0039】
もし、第2の形態として、nC が2nB と異なっているなら、最初の平面的波形に与えられるS方向の撚りは、フライヤ36によって部分的にのみ補償されるだけであり、コアフィラメント12は結果的に、最終的なスチールコード10において、空間的波形を有することとなる。
【0040】
さらに一般的に、変形されたコアフィラメント12の撚りの長さ(lay length)LLcoreと、層フィラメント21の撚りの長さLLcordまたは撚りピッチ、変形装置の回転速度nC 、およびダブルツイスタの回転速度nB 間の関係は、以下の式で表される。
【0041】
【数1】

第1の形態の場合、すなわち、nC =2nB のときに、上記の式から得られる値は無限大であり、これは非回転または平面的波形を意味する。
【0043】
ここで、「コアの撚りの長さ」は、コアフィラメントの1回転に必要な距離であり、コアの波形の波長ではない。
【0044】
また、図4において、ダブルツイスタは、特殊な手段が設けられない場合は、スチールコード10に2つの明確に区分される工程により撚りを与える。第1の撚りは案内プーリ34の上流側で与えられ、第2の撚りは反転プーリ38の下流側で与えられる。層フィラメント21は、第1の撚りに対応する程度だけそれらの供給スプールから巻かれる。第2の撚りがスチールコード10に与えられたとき、層フィラメント21がスチールコードの軸線から離れて位置しているので、長さが不十分になる。このように長さが不十分なために、層フィラメント21の引張力が増す。そして、この層フィラメント21の引張力が増すことによって、コアフィラメント12の圧縮張力が増す。ところが、コアフィラメント12は変形しているので、圧縮張力が増すと、コアフィラメント12を層フィラメント21間に突出させるキンク(もつれ)がコアフィラメントに生じる。径方向コア移行と呼ばれるこの現象は、避けるべきである。
【0045】
径方向コア移行は、各フィラメントを最終的なコードに必要な長さだけ直接的に引き出す手段を有するダブルツイスタを提供することによって避けることができる。
【0046】
これらの手段は、反転プーリ38の工程で与えられる撚りを組み合わせ点32へと上流に送給するのを助けるようなどのような手段によっても構成することができる。
【0047】
このような手段の例は、FR−A−1390922に挙げられている。そこでは、ダブルツイスタのフライヤは、通過するコードをそれ自身の軸線回りに回転させる複数の小さい案内プーリを備えている。さらに、図4に示される他の例は、それぞれ、U溝を有して斜めに配置される、案内プーリ34と反転プーリ38によって構成されている。このように、斜めに配置することによって、コード10はそれ自身の軸線回りに回転して、与えられた撚りが上流側に移動するようにする。
【0048】
他の解決方法として、フライヤ36に沿って上流に移動するように撚りを補助する代わりに、案内プーリ34の上流に、フライヤ36の回転速度nBの二倍の回転速度2nBで回転する仮撚り機を設けてもよい。これによって、最終的なコード10において与えられる撚りと等しいレベルの撚りをこの仮撚り機に与えることができ、これは各フィラメント毎に、最終的なコードに必要な長さが供給スプールから引き出されることを意味する。
【0049】
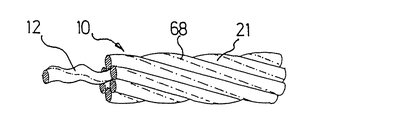
図5および図6は、それぞれ、本発明の製造方法の結果として得られたコードを示すものであって、(1+6)コード10の断面図と長手方向に沿った図である。スチールコード10は、平面的波形を有するコアフィラメント12とそのコアフィラメントを包囲する6本の層フィラメント21によって構成されている。
【0050】
コアフィラメント12の径は層フィラメント21の径と等しいが、層フィラメント21間には、ゴムが浸透するような間隙がある。これはコアフィラメント12の波形による。
【0051】
本発明のコード10と、図1の撚り機14によって製造された従来技術のコード間の差は、以下の通りである。本発明のコードにおいては、少なくとも層フィラメント21は、最終的なスチールコード10の撚り方向70と等しい方向68に個々の軸線回りの回転を受ける。個々のフィラメント軸線回りのこの回転は、フィラメントの表面の引抜き線を肉眼で観察することによって確認することができる。引抜き線は、フィラメントをそれらの最終径に延伸する間に不可避的な欠陥として現れる。管状撚り機14の場合、これらの引抜き線はスチールフィラメントの軸線と平行に現れる。単一ツイスタ又はダブルツイスタの場合、これらの引抜き線はスチールフィラメントの表面にらせん状の形態で現れる。
【0052】
本発明は、(1+6)スチールコードに限定されず、一つの波形を有する1本以上のスチールエレメントを有するあらゆる種類のコードに適用することが可能である。
【0053】
いつかの例を任意に取り上げてみると、
・(1+4)および(1+5)(ただし、単一のコアフィラメントは例えば平面的波形を有している)、
・(2+5)、(2+6)、(2+7)(ただし、2本のコアフィラメントは撚られても撚られていなくてもよく、それらは例えば平面的波形を有している)
・(3+6)、(3+8)、(3+9)(ただし、3本のコアフィラメントは撚られても撚られていなくてもよく、それらは例えば平面的波形を有している)
・(1+6+12)、(1+4+11)(ただし、単一のコアフィラメントは例えば平面的な波形を有している)
【0054】
フィラメントの径は0.05mmないし1.25mmの範囲にあればよく、さらに詳細には、スチールコードがゴムタイヤの補強に用いられるなら、0.10mmないし0.45mmの範囲にあればよい。タイヤコード用のフィラメントの径は、通常は、0.15mm、0.175mm、0.20mm、0.22mm、0.25mm、0.27mm、0.28mm、0.35mm、および0.38mmである。
【0055】
本発明は特定の波形に限定されない。スチールフィラメントに与えられる波形は変形装置に依存して、正弦波またはより鋭角を有する破線の波形であってもよい。波形の振幅および波長は広い範囲にわたって変化してもよい。しかし、コードの安定性およびゴムの浸透性の観点から、波長はスチールコードの撚りピッチよりも小さい方が好ましい。
【0056】
【発明の効果】
本発明は以上のように構成されるので、波形のスチールエレメントを少なくとも一つ備えるスチールコードを安価に製造する方法、および安価に製造された平面的に波形の少なくとも一つのスチールエレメントを備えたスチールコードを提供することが可能である。
【図面の簡単な説明】
【図1】 従来技術による管状撚り機を示す図である。
【図2】 本発明の第1参考例による装置を概略的に示す図である。
【図3】 本発明の第2参考例による装置を概略的に示す図である。
【図4】 本発明の第1実施例による装置を概略的に示す図である。
【図5】 本発明の製造方法によって得られコードの横断面図である。
【図6】 本発明の製造方法によって得られコードの長手方向に沿った図である。
【符号の説明】
10 スチールコード
12 コアフィラメント
16 供給スプール
18 歯付き輪
21 層フィラメント
32 組み合わせ点
34 案内プーリ
36 フライヤ
38 反転プーリ
40 定着スプール
50,51 矢印
Claims (6)
- コード撚り方向に互いに撚られたスチールエレメントからなり、それらのスチールエレメントの少なくとも一つは波形であるようなスチールコードの製造方法において、
(i)前記の少なくとも一つのスチールエレメントを平面的な波形を付与するように変形させる工程と、
(ii)前記変形させる工程(i)と同時に、前記の少なくとも一つのスチールエレメントを前記コード撚り方向と逆向きであるエレメント撚り方向に所定量だけ撚る工程と、
(iii)その後に、前記撚られたスチールエレメントを個々に前記コード撚り方向にそれらの軸線回りに回転させるよう、前記の少なくとも一つの変形され撚られたスチールエレメントを他のスチールエレメントと共に前記コード撚り方向に撚って最終的なスチールコードを得るものであり、最終的なスチールコードを得るための撚りの程度は、前記の少なくとも一つのスチールエレメントが平面的な波形を有するようにするための撚りと実質的に同じ程度である工程と、
を含むスチールコードの製造方法。 - 前記工程(iii)に記載の最終的なスチールコードを得るための撚りは、ダブルツイスタによってある回転速度で行われることを特徴とする請求項1に記載の方法。
- 前記方法は、個々のスチールエレメントを最終的なスチールコードに必要な長さだけ引き出す工程を含むことを特徴とする請求項2に記載の方法。
- 前記必要な長さの引き出しは、前記撚りが上流側に移動するようにする斜めに配置される案内プーリによって行われることを特徴とする請求項3に記載の方法。
- 前記方法は、フライヤの内側で最終的なスチールコードを巻く工程をさらに含むことを特徴とする請求項1〜4のいずれかに記載の方法。
- 前記工程(ii)に記載の前記撚りは、前記回転速度n B の二倍の速度n C で行われることを特徴とする請求項2に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE94200946.5 | 1994-04-07 | ||
| EP94200946 | 1994-04-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH0841790A JPH0841790A (ja) | 1996-02-13 |
| JP3686451B2 true JP3686451B2 (ja) | 2005-08-24 |
Family
ID=8216777
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10697295A Expired - Fee Related JP3686451B2 (ja) | 1994-04-07 | 1995-04-06 | スチールコードの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5581990A (ja) |
| JP (1) | JP3686451B2 (ja) |
| AT (1) | ATE187513T1 (ja) |
| AU (1) | AU685587B2 (ja) |
| BR (1) | BR9501475A (ja) |
| DE (1) | DE69513717T2 (ja) |
| ES (1) | ES2142447T3 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL175665B1 (pl) * | 1993-12-15 | 1999-01-29 | Bekaert Sa Nv | Linka stalowa nie osłonięta i sposób wytwarzania linki stalowej nie osłoniętej |
| DE19535598A1 (de) * | 1995-09-25 | 1997-03-27 | Drahtcord Saar Gmbh & Co Kg | Verfahren zur Herstellung eines Stahlcords |
| WO1997034043A1 (en) * | 1996-03-11 | 1997-09-18 | N.V. Bekaert S.A. | Steel cord consisting of two groups of filaments (m + n) |
| ZA9810315B (en) * | 1997-11-27 | 1999-05-18 | Bekaert Sa Nv | Steel cord with spatially waved elements |
| US6016647A (en) * | 1998-05-06 | 2000-01-25 | Tokyo Rope Manufacturing Co., Ltd. | Manufacturing method and apparatus of steel cord for rubber product reinforcement |
| KR100270170B1 (ko) * | 1998-08-21 | 2000-10-16 | 전원중 | 스틸코드 제조방법 및 그 제조장치 |
| DE69913200T2 (de) * | 1998-12-24 | 2004-09-02 | Pirelli Pneumatici S.P.A. | Verfahren und vorrichtung zum herstellen eines metallseiles zur verstärkung elastomerer erzeugnisse, insbesondere luftreifen |
| KR100680159B1 (ko) | 1998-12-24 | 2007-02-08 | 피렐리 타이어 소시에떼 퍼 아찌오니 | 강화 엘라스토머 제품, 특히 타이어용의 금속 코오드 제작방법 및 장치 |
| ATE491585T1 (de) * | 2001-07-19 | 2011-01-15 | Pirelli | Reifen für kraftfahrzeuge mit gewellten monofilamenten in gürtelverstärkungsschicht |
| ATE465894T1 (de) * | 2001-10-30 | 2010-05-15 | Pirelli | Reifen mit einem wulstkern mit vorgeformten drähten |
| BR0318415B1 (pt) * | 2003-07-25 | 2012-09-04 | pneu. | |
| EP1526216A1 (en) * | 2003-10-22 | 2005-04-27 | Trefilarbed Bettembourg S.A. | Method and device for manufactoring a wire cord |
| CA2594685A1 (en) * | 2005-01-25 | 2006-08-03 | Pirelli Tyre S.P.A. | Pneumatic tyre with improved bead structure |
| ES2582192T3 (es) * | 2006-05-10 | 2016-09-09 | Nv Bekaert Sa | Cable metálico y procedimiento y aparato de fabricación de un cable metálico |
| KR20090088883A (ko) * | 2006-11-22 | 2009-08-20 | 피렐리 타이어 소시에떼 퍼 아찌오니 | 경량 비드코어를 갖는 타이어 |
| WO2008074337A1 (en) * | 2006-12-18 | 2008-06-26 | Pirelli Tyre S.P.A. | Tire having an improved bead structure |
| EP2173573B1 (en) * | 2007-06-22 | 2012-02-01 | Pirelli Tyre S.P.A. | Heavy load vehicle tire |
| CN102224292B (zh) * | 2008-11-25 | 2012-08-22 | 贝卡尔特公司 | 具有波形绞线的工程机械钢绳 |
| JP2012516393A (ja) * | 2009-01-28 | 2012-07-19 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | 楕円形コードの芯として構成された波形状偏平ワイヤ |
| US8966872B2 (en) * | 2010-12-10 | 2015-03-03 | Nv Bekaert Sa | Multi-strand steel cord with waved core strand |
| FR3008469B1 (fr) * | 2013-07-11 | 2015-08-14 | Technip France | Roue de guidage pour les ensembles de pose de couches de fils d'armure |
| ES2704894T3 (es) * | 2014-05-08 | 2019-03-20 | Bekaert Sa Nv | Cable de acero con torsiones residuales reducidas |
| KR101647091B1 (ko) * | 2014-10-14 | 2016-08-09 | 홍덕산업 주식회사 | 타이어 보강용 스틸코드 |
| CN109338771A (zh) * | 2018-11-10 | 2019-02-15 | 江苏兴达钢帘线股份有限公司 | 一种结构钢帘线新型生产方法 |
| CN109338767A (zh) * | 2018-12-03 | 2019-02-15 | 江苏兴达钢帘线股份有限公司 | 一种2+7×d结构的子午线轮胎钢丝帘线的生产工艺 |
| CN113550162A (zh) * | 2021-07-26 | 2021-10-26 | 江苏兴达钢帘线股份有限公司 | 一种捻制防冒丝组合装置及方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1390922A (fr) * | 1963-04-12 | 1965-03-05 | Geoffroy Delore | Procédé pour transmettre un mouvement de rotation de l'une à l'autre des extrémités d'un élément filiforme, et machines à câbler pour la mise en oeuvre de ce procédé |
| CH452635A (de) * | 1966-05-04 | 1968-03-15 | Cableries Sa Des | Verfahren und Vorrichtung zur Herstellung von konzentrischen Aussenleitern elektrischer Kabel |
| JPH0718103B2 (ja) * | 1989-05-23 | 1995-03-01 | 興国鋼線索株式会社 | タイヤ用スチールコードおよびその製造方法 |
| DE69110771T2 (de) * | 1990-06-16 | 1996-03-21 | Tokusen Kogyo Kk | Stahlkabel zur Verstärkung von elastomeren Erzeugnissen. |
| EP0551124B1 (en) * | 1992-01-09 | 1998-05-20 | Bridgestone Corporation | Steel cord |
| JPH05302282A (ja) * | 1992-04-24 | 1993-11-16 | Bridgestone Corp | ゴム物品補強用スチールコード及び重荷重用空気入りラジアルタイヤ |
| JP2895689B2 (ja) * | 1992-09-25 | 1999-05-24 | ブリヂストンメタルファ株式会社 | ゴム物品補強用スチールコード及びその製造方法 |
| JP3222257B2 (ja) * | 1993-04-09 | 2001-10-22 | 株式会社ブリヂストン | ゴム物品補強用スチールコード及びそれを用いた空気入りラジアルタイヤ |
-
1995
- 1995-03-22 US US08/408,837 patent/US5581990A/en not_active Expired - Lifetime
- 1995-03-23 ES ES95200722T patent/ES2142447T3/es not_active Expired - Lifetime
- 1995-03-23 DE DE69513717T patent/DE69513717T2/de not_active Expired - Lifetime
- 1995-03-23 AT AT95200722T patent/ATE187513T1/de not_active IP Right Cessation
- 1995-03-29 AU AU16171/95A patent/AU685587B2/en not_active Ceased
- 1995-04-06 BR BR9501475A patent/BR9501475A/pt not_active IP Right Cessation
- 1995-04-06 JP JP10697295A patent/JP3686451B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ATE187513T1 (de) | 1999-12-15 |
| JPH0841790A (ja) | 1996-02-13 |
| AU1617195A (en) | 1995-10-19 |
| DE69513717T2 (de) | 2000-04-06 |
| BR9501475A (pt) | 1995-11-07 |
| DE69513717D1 (de) | 2000-01-13 |
| ES2142447T3 (es) | 2000-04-16 |
| US5581990A (en) | 1996-12-10 |
| AU685587B2 (en) | 1998-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3686451B2 (ja) | スチールコードの製造方法 | |
| US4887421A (en) | Apparatus and process of manufacturing a metal cord | |
| US4195469A (en) | Method and device for producing metallic cords | |
| US7434381B2 (en) | Method and device for manufacturing a wire cord | |
| JPH0718104B2 (ja) | スチ−ルコ−ドの製造方法及び装置 | |
| JPS6351773B2 (ja) | ||
| EP0676500B1 (en) | Manufacturing steel cord with an element having a wave form | |
| KR100270170B1 (ko) | 스틸코드 제조방법 및 그 제조장치 | |
| WO2005098126A1 (ja) | ゴム物品補強用金属コ-ド及びそのコ-ドの製造方法 | |
| JP3576321B2 (ja) | ゴム製品補強用スチールワイヤの波付け加工装置 | |
| JP3588402B2 (ja) | ゴム物品補強用スチ−ルコ−ド及びその製法並びに製造装置 | |
| WO2010106875A1 (ja) | 環状金属コード、無端金属ベルト及び環状金属コードの製造方法 | |
| JP3568692B2 (ja) | ゴム製品補強用スチールコードの製造方法および装置 | |
| JP2907589B2 (ja) | スチールコードの製造方法 | |
| JP3579371B2 (ja) | 多層撚り線の加工方法と装置 | |
| JPS5823525A (ja) | 撚線の製造装置 | |
| JP2631462B2 (ja) | 異形鋼撚線用素線のプレフオーム装置 | |
| JPS6211936B2 (ja) | ||
| JP2010209504A (ja) | 環状金属コード、無端金属ベルト及び環状金属コードの製造方法 | |
| JP2011132989A (ja) | 伝動ベルト及びその製造方法 | |
| JPH10235444A (ja) | バンチャー撚線機による撚線方法およびその装置 | |
| JPS59183946A (ja) | 撚り線の撚り仕上げ方法 | |
| JPH08246367A (ja) | ゴム補強用スチ−ルコ−ドの製造方法及びその装置 | |
| JPH0333286A (ja) | スチールコードの製造方法 | |
| JPS589526B2 (ja) | コウゴヨリドウジタルミツキ シユウゴウヨリセンノセイゾウホウホウナラビニ ソノソウチ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040528 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040804 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20040824 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20040929 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20041214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050308 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20050422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050517 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050603 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090610 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090610 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100610 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100610 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110610 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120610 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |