JP3680523B2 - ポリエステルの固相重合方法 - Google Patents
ポリエステルの固相重合方法Info
- Publication number
- JP3680523B2 JP3680523B2 JP33041397A JP33041397A JP3680523B2 JP 3680523 B2 JP3680523 B2 JP 3680523B2 JP 33041397 A JP33041397 A JP 33041397A JP 33041397 A JP33041397 A JP 33041397A JP 3680523 B2 JP3680523 B2 JP 3680523B2
- Authority
- JP
- Japan
- Prior art keywords
- chip
- polyester
- phase polymerization
- solid
- polymerization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Polyesters Or Polycarbonates (AREA)
Description
【発明の属する技術分野】
本発明は、ポリエステルチップの固相重合方法に関するものである。更に詳しくは、固相重合時のチップ融着がなく、生産性の良好な固相重合方法に関するものである。
【0002】
【従来の技術】
ポリエステルの固相重合は、通常回分式または連続式の装置で減圧または不活性ガス流通下において、高温でおこなわれることが知られている。この内竪型の装置の場合には、攪拌によって発生するチップの削れ粉を、装置の下方から上方へ不活性ガスの気流にのせて除去できるというメリットを有し、多くの公知例(特開昭63−191823、特開平4−214733、特開 平5−345320)があり、実用化されている。
【0003】
しかしながら竪型の固相重合装置の場合には、チップの自重による融着が起こるという固有の問題を有している。特に近年共重合ポリエステルが多用化されているが、共重合ポリエステルは融点が低いため一層融着しやすく、生産性低下に大きく影響している。
【0004】
【発明が解決しようとする課題】
本発明の目的は、特に前述した従来公知の竪型固相重合方法の欠点を排除し、融点の低いポリエステルチップであっても、融着させずに固相重合することにより、生産性の高いチップを提供することである。
【0005】
【課題を解決するための手段】
前記課題は、ポリエステルチップを固相重合する際、竪型撹拌式固相重合装置内のチップ充填体積を、静置時の1.03〜1.18倍とすることを特徴とするポリエステルの固相重合方法によって達成できる。
【0006】
【発明の実施の形態】
本発明のポリエステルチップは、芳香族ジカルボン酸成分とグリコール成分から成るポリエステル、及び該ポリエステルを主として構成する芳香族ジカルボン酸成分、あるいはグリコール成分以外のジカルボン酸成分及び/またはグリコール成分を25重量%以下共重合したポリエステルを言う。芳香族ジカルボン酸成分及び/またはグリコール成分からなるポリエステルとしては、従来公知の、例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等を挙げることができる。
【0007】
前記したポリエステルに共重合するジカルボン酸成分及び/またはグリコール成分としては、例えばテレフタル酸、イソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸、アジピン酸、セバシン酸、ダイマー酸、マレイン酸等の脂肪族ジカルボン酸等を挙げることができる。
【0008】
グリコール成分としては、例えばエチレングリコール、プロパンジオール、ブタンジオール、ヘキサンジオール等の脂肪族グリコール、ビスフェノールA、ビスフェノールS等の芳香族グリコール、シクロヘキサンジメタノール等の脂環族グリコール等を挙げることができる。
【0009】
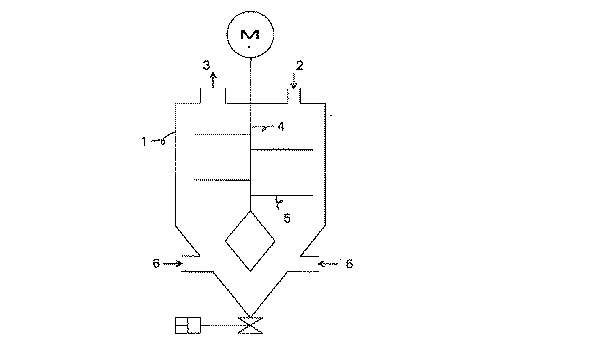
次に本発明で好適に用いることのできる竪型固相重合装置について、図1で詳細に説明する。本装置は竪型円筒と下部が逆円錐形状の組み合わせからなる固相重合塔1に、原料ポリエステルチップ投入口2、および不活性ガス供給口6排気口3、固相重合終了チップの排出口7が設けられている。装置内部の攪拌部は水平方向の翼5を複数本有する攪拌軸4で構成されている。固相重合に際しては、まず不活性ガスを連続的に供給し、更に攪拌軸4を回転させこの状態で、チップ投入口2より原料ポリエステルチップを定量投入する。投入終了後不活性ガス供給口6から供給される不活性ガスの温度を、徐々に所定の温度まで上げていき、所定の温度に到達後、ポリエステルチップが所定の重合度に到達するまで最終温度で加熱を続ける。所定の重合度に到達後、直ちに供給する不活性ガスを冷却風に切り替え、ポリエステルチップを規定の温度まで冷却する。固相重合後のポリエステルチップはチップ排出口7より全量排出する。不活性ガスは入手のしやすさ、コストの点で窒素ガスが好ましい。
【0010】
次に本発明の固相重合装置内部におけるチップの充填体積は、固相重合塔1の下部におけるチップの自重による融着を防ぐため、浮かせた状態にすることで結晶化時の融着を防ぐことができる。具体的には不活性ガスを流通した状態で、所定量のポリエステルチップをチップ投入口2より投入した後、不活性ガスの供給流量を制御してチップを浮かせた状態にする。その際、チップの充填体積は静置時の1.03〜1.13倍がよい。好ましくは1.05〜1.15倍、更に好ましくは1.07〜1.18倍がよい。1.03倍未満であると固相重合塔下部でチップの自重による融着が発生する。一方、1.18倍を越えるとチップの飛散が激しくなり生産量が低下するので好ましくない。
【0011】
チップを均一に浮かせるためには、不活性ガスの供給方向、供給速度を均一にすることが望ましく、例えばチップサイズよりも小さな穴を多数設けたプレート等を介して供給することがよい。
【0012】
次に、不活性ガスの塔内流速は、0.4〜1.0m/sの範囲とすることが好ましい。この際チップの飛散をおさえるために、チップ飛散防止板を取り付けることは構わない。またその形状については特に問わないがたとえばチップサイズよりも小さな目の金網を不活性ガス排気口に設置する等の方法がある。
【0013】
ポリエステルチップの加熱昇温速度も融着防止に効果的である。本発明においては、Tg−5℃〜Tg+15℃の範囲を0.3℃/分以下の速度で加熱昇温することで目的を一層達成できる。好ましくは0.2℃/分以下である。0.3℃/分以上を越えると、特に共重合ポリエステルチップの場合は融着が発生しやすい。
【0014】
【実施例】
以下実施例を挙げて本発明をさらに具体的に説明する。なお、実施例中で用いた物性は次の方法により求めた。
【0015】
(1)ガラス転移温度(Tg)
示差走査熱量計(パーキン・エルマー社製DSC−2型)により、10℃/分の昇温速度で測定した。
【0016】
(2)固有粘度
ポリエステルチップをオルソクロロフェノールに溶解し、25℃において測定した。
【0017】
(3)竪型固相重合装置内部でのチップ充填体積
不活性ガスを流していない状態でのチップ粒面に対して、不活性ガスを流した際のチップ粒面から体積を計算する。
【0018】
(4)チップの融着
固相重合終了後、乾燥装置から排出する途中に格子(目開き6mm)を設置し、それに捕捉された2連以上のチップ個数で融着程度を判断する。
【0019】
実施例1
テレフタル酸95モル%、イソフタル酸5モル%、固有粘度0.6、Tg75℃の共重合ポリエステルチップ100重量部を、窒素ガス雰囲気下で図1のような竪型固相重合装置に投入した。投入終了後に窒素流量を0.4m/sに調節し、ポリエステルチップの充填体積が、静置時の1.03倍になるようにした。次にヒーターで窒素ガスを加熱しポリエステルチップ温度が70〜90℃の範囲を0.3℃/分の速度で昇温した。その後210℃まで4時間かけて昇温しそのままの温度を保ち固相重合をおこなった。所定の重合度に到達した後、冷却しチップを払い出した。格子上に融着チップは2コ捕捉された。
【0020】
実施例2
窒素流量を0.8m/s、チップの充填体積倍率を1.15倍、70〜90℃の範囲を0.2℃/分の速度で昇温する以外は実施例1と同様に固相重合をおこなった。格子上に融着チップは捕捉されなかった。
【0021】
実施例3
窒素流量を1.0m/s、チップの充填体積倍率を1.18倍、70〜90℃の範囲を0.3℃/分の速度で昇温する以外は実施例1と同様に固相重合をおこなった。格子上に融着チップは捕捉されなかった。
【0022】
実施例4
テレフタル酸75モル%、イソフタル酸25モル%、固有粘度0.6、Tg70℃の共重合ポリエステルチップ100重量部を、窒素ガス雰囲気下の竪型固相重合装置に投入した。投入終了後に窒素流量を0.4m/sに調節し、ポリエステルチップの充填体積が、静置時の1.03倍になるようにした。次に、ヒーターで窒素ガスを加熱し、ポリエステルチップ温度が65〜85℃の範囲を0.3℃/分の速度で昇温した。その後180℃まで4時間をかけて昇温し、そのままの温度を保ち固相重合をおこなった。所定の重合度に到達した後、冷却しチップを払い出した。格子上には4コの融着チップが捕捉された。
【0023】
実施例5
窒素流量を0.8m/s、チップの充填体積倍率を1.15、チップの昇温速度を0.2℃/分とする以外は実施例4と同様に固相重合をおこなった。格子上に捕捉され融着チップは2コであった。
【0024】
実施例6
窒素流量を1.0m/s、チップの充填体積を1.18とする以外は、実施例4と同様に固相重合をおこなった。格子上に融着チップは捕捉され なかった。
【0025】
比較例1
実施例1において窒素流量を0.3m/s、ポリエステルチップの充填体積が、静置時の1.02倍になるようにした以外は同じ方法で固相重合をおこなった。所定の重合度に到達した後、冷却しチップを払い出した。格子上には融着チップが8コ捕捉された。
【0026】
比較例2
実施例1において窒素流量を0.2m/s、ポリエステルチップ充填体積が、静置時の1.01倍になるようにし、70〜90℃の範囲の昇温速度を0.4℃/分とする以外は同じ方法で固相重合をおこなった。所定の重合度に到達した後、冷却しチップを払い出した。格子上には融着チップが12コ捕捉されていた。
【0027】
比較例3
実施例4において窒素流量を0.3m/s、ポリエステルチップ充填体積が、静置時の1.02倍、65〜85℃の範囲の昇温速度を0.3℃/分とする以外は同じ方法で固相重合をおこなった。所定の重合度に到達した後、冷却しチップを払い出した。格子上には融着チップが30コ捕捉された。
【0028】
比較例4
実施例4において窒素流量を0.2m/s、ポリエステルチップの充填体積が、静置時の1.01倍、65〜85℃の範囲の昇温速度を0.4℃/分とする以外は同じ方法で固相重合をおこなった。所定の重合度に到達した後、冷却しチップを払い出した。格子上には融着チップが40コ捕捉された。
【0029】
【表1】
【発明の効果】
本発明の固相重合方法は、竪型固相重合装置内でチップの融着がなく、生産性を向上できる。特に、融着しやすい共重合ポリエステルの場合有効である。
【図面の簡単な説明】
【図1】本発明で好ましく用いることのできる、竪型固相重合装置
【符号の説明】
1:固相重合塔
2:チップ投入口
3:窒素ガス排気口
4:攪拌軸
5:攪拌翼
6:窒素ガス供給口
7:チップ排出口
Claims (2)
- ポリエステルチップを固相重合する際、竪型撹拌式固相重合装置内のチップ充填体積を、静置時の1.03〜1.18倍とすることを特徴とするポリエステルの固相重合方法。
- ポリエステルチップを固相重合する際、ポリエステルチップを予めTg−5℃〜Tg+15℃の範囲を0.3℃/分以下の速度で、昇温することを特徴とする請求項1記載のポリエステルの固相重合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33041397A JP3680523B2 (ja) | 1997-12-01 | 1997-12-01 | ポリエステルの固相重合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33041397A JP3680523B2 (ja) | 1997-12-01 | 1997-12-01 | ポリエステルの固相重合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11158259A JPH11158259A (ja) | 1999-06-15 |
| JP3680523B2 true JP3680523B2 (ja) | 2005-08-10 |
Family
ID=18232331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33041397A Expired - Lifetime JP3680523B2 (ja) | 1997-12-01 | 1997-12-01 | ポリエステルの固相重合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3680523B2 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2345684A1 (en) | 2010-01-18 | 2011-07-20 | Fujifilm Corporation | Polymerization method for polyester resin, polyester resin composition, and polyester film |
| WO2011087159A1 (en) | 2010-01-18 | 2011-07-21 | Fujifilm Corporation | Back sheet for solar cell, method for producing the same, and solar cell module |
| WO2011087156A1 (en) | 2010-01-18 | 2011-07-21 | Fujifilm Corporation | Solar cell back sheet film and method for producing the same |
| WO2011099390A1 (en) | 2010-02-10 | 2011-08-18 | Fujifilm Corporation | Solar cell backsheet and solar cell module |
| WO2011105597A1 (en) | 2010-02-23 | 2011-09-01 | Fujifilm Corporation | Back sheet for solar cell, method for producing the same, and solar cell module |
| EP2365029A2 (en) | 2010-03-09 | 2011-09-14 | Fujifilm Corporation | Polyester resin composition, method of producing the same, polyester film, and solar cell power generation module |
| WO2011118844A1 (en) | 2010-03-25 | 2011-09-29 | Fujifilm Corporation | Solar cell backsheet |
| EP2450397A1 (en) | 2010-08-26 | 2012-05-09 | Fujifilm Corporation | Solar cell protective sheet and its production method, backsheet for solar cell, and solar cell module |
| WO2012063946A1 (ja) | 2010-11-12 | 2012-05-18 | 富士フイルム株式会社 | 太陽電池用バックシート及びその製造方法、並びに、太陽電池モジュール |
| WO2013115117A1 (ja) | 2012-02-03 | 2013-08-08 | 富士フイルム株式会社 | 太陽電池モジュール用裏面保護シート及び太陽電池モジュール |
| WO2013146516A1 (ja) | 2012-03-28 | 2013-10-03 | 富士フイルム株式会社 | ポリマーシート、太陽電池用裏面保護シートおよび太陽電池モジュール |
| US9533945B2 (en) | 2012-11-06 | 2017-01-03 | Fujifilm Corporation | Ketene imine compound, polyester film, back sheet for solar cell module and solar cell module |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT410942B (de) * | 2001-10-29 | 2003-08-25 | Fellinger Markus | Verfahren und vorrichtung zur erhöhung der grenzviskosität von polyester |
| KR100880465B1 (ko) * | 2002-09-24 | 2009-01-28 | 에스케이케미칼주식회사 | 폐 폴리에스테르 플레이크의 고상중합 방법 및 장치 |
| JP5045078B2 (ja) * | 2005-12-02 | 2012-10-10 | 東レ株式会社 | ポリエステル樹脂の製造方法 |
-
1997
- 1997-12-01 JP JP33041397A patent/JP3680523B2/ja not_active Expired - Lifetime
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2345684A1 (en) | 2010-01-18 | 2011-07-20 | Fujifilm Corporation | Polymerization method for polyester resin, polyester resin composition, and polyester film |
| WO2011087159A1 (en) | 2010-01-18 | 2011-07-21 | Fujifilm Corporation | Back sheet for solar cell, method for producing the same, and solar cell module |
| WO2011087156A1 (en) | 2010-01-18 | 2011-07-21 | Fujifilm Corporation | Solar cell back sheet film and method for producing the same |
| WO2011099390A1 (en) | 2010-02-10 | 2011-08-18 | Fujifilm Corporation | Solar cell backsheet and solar cell module |
| WO2011105597A1 (en) | 2010-02-23 | 2011-09-01 | Fujifilm Corporation | Back sheet for solar cell, method for producing the same, and solar cell module |
| EP2365029A2 (en) | 2010-03-09 | 2011-09-14 | Fujifilm Corporation | Polyester resin composition, method of producing the same, polyester film, and solar cell power generation module |
| WO2011118844A1 (en) | 2010-03-25 | 2011-09-29 | Fujifilm Corporation | Solar cell backsheet |
| EP2450397A1 (en) | 2010-08-26 | 2012-05-09 | Fujifilm Corporation | Solar cell protective sheet and its production method, backsheet for solar cell, and solar cell module |
| WO2012063946A1 (ja) | 2010-11-12 | 2012-05-18 | 富士フイルム株式会社 | 太陽電池用バックシート及びその製造方法、並びに、太陽電池モジュール |
| WO2013115117A1 (ja) | 2012-02-03 | 2013-08-08 | 富士フイルム株式会社 | 太陽電池モジュール用裏面保護シート及び太陽電池モジュール |
| WO2013146516A1 (ja) | 2012-03-28 | 2013-10-03 | 富士フイルム株式会社 | ポリマーシート、太陽電池用裏面保護シートおよび太陽電池モジュール |
| US9533945B2 (en) | 2012-11-06 | 2017-01-03 | Fujifilm Corporation | Ketene imine compound, polyester film, back sheet for solar cell module and solar cell module |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11158259A (ja) | 1999-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3680523B2 (ja) | ポリエステルの固相重合方法 | |
| CN1263783C (zh) | 改性的聚酯瓶用树脂及其制备方法 | |
| JP4167159B2 (ja) | ポリエステル樹脂の製造方法 | |
| US20080182963A1 (en) | Method For Producing Polyester | |
| US8329857B2 (en) | Polyester resin particle and method for producing the same | |
| JP2004067997A5 (ja) | ||
| JPS63191823A (ja) | ポリエステルチツプの連続固相重合槽 | |
| JP2003071834A (ja) | ポリエステル樹脂の結晶化処理方法 | |
| JP2867296B2 (ja) | 高重合度ポリエステルの製造方法 | |
| JP5444803B2 (ja) | ポリエチレンテレフタレートの製造方法 | |
| JP2000506799A (ja) | ポリエチレンテレフタレート製容器の寸法安定化法 | |
| JP2004123917A (ja) | ポリエステル樹脂の製造方法 | |
| JP2008169328A (ja) | ポリエステル組成物の製造方法 | |
| JP3799167B2 (ja) | ポリエステルの製造方法 | |
| JP3780897B2 (ja) | ポリエステルまたはその共重合体の製造法 | |
| JP5045078B2 (ja) | ポリエステル樹脂の製造方法 | |
| JP3690390B2 (ja) | 粉体状ポリマーの固相重合方法 | |
| CN102333810B (zh) | 容器成形用对苯二甲酸乙二酯型聚酯树脂及其生产方法 | |
| JP2004224931A (ja) | ポリエステル樹脂ペレットの製造方法 | |
| JPS5936130A (ja) | ポリエステル−ポリエ−テル共重合体の製造方法 | |
| JP3061999B2 (ja) | ポリエステルの製造方法 | |
| JP2003160654A (ja) | ポリアルキレンテレフタレート及びそれからなる成形品 | |
| JPS5845228A (ja) | ポリエステルチツプの製造法 | |
| JPH0830116B2 (ja) | 熱水可溶性ポリエステルの製造法 | |
| JP2005281481A (ja) | 熱可塑性樹脂の回分式固相重合装置及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050331 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050426 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050509 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080527 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090527 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090527 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100527 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110527 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120527 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120527 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130527 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130527 Year of fee payment: 8 |
|
| EXPY | Cancellation because of completion of term |