JP3675254B2 - セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 - Google Patents
セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 Download PDFInfo
- Publication number
- JP3675254B2 JP3675254B2 JP28393499A JP28393499A JP3675254B2 JP 3675254 B2 JP3675254 B2 JP 3675254B2 JP 28393499 A JP28393499 A JP 28393499A JP 28393499 A JP28393499 A JP 28393499A JP 3675254 B2 JP3675254 B2 JP 3675254B2
- Authority
- JP
- Japan
- Prior art keywords
- slurry
- ceramic
- dispersion
- mixing
- binder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Preparation Of Clay, And Manufacture Of Mixtures Containing Clay Or Cement (AREA)
- Ceramic Capacitors (AREA)
Description
【発明の属する技術分野】
本願発明は、積層セラミック電子部品の製造に使用されるセラミックスラリー及びセラミックグリーンシートの製造方法、並びに積層セラミック電子部品の製造方法に関する。
【0002】
【従来の技術】
積層セラミックコンデンサやセラミック多層基板などの積層セラミック電子部品は、通常、セラミックグリーンシートを積層、圧着し、熱処理して、セラミックや電極を焼結させる工程を経て製造されている。
【0003】
例えば、図1に示すように、セラミック素子1中に内部電極2が配設されているとともに、セラミック素子1の両端部に、交互に異なる側の端面に引き出された内部電極2と導通するように一対の外部電極3a,3bが配設された構造を有する積層セラミックコンデンサを製造する場合、通常は、以下のような方法で製造されている。
【0004】
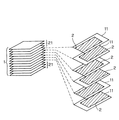
(1)まず、上述のようにして製造したセラミックグリーンシートに容量形成用の内部電極を配設することにより、電極配設シート11(図2)を形成する。
(2)次に、図2に示すように、電極配設シート11を所定枚数積層し、さらにその上下両面側に電極の配設されていないセラミックグリーンシート(外層用シート)21を積層、圧着することにより、各内部電極2の一端側が交互に異なる側の端面に引き出された積層体(積層圧着体)を形成する。
(3)そして、この積層圧着体を所定の条件で焼成してセラミックを焼結させた後、焼成後の積層体(セラミック素子)1(図1)の両端部に導電性ペーストを塗布、焼付けして、内部電極2と導通する外部電極3a,3b(図1)を形成する。
これにより、図1に示すような積層セラミックコンデンサが得られる。
【0005】
また、積層セラミック多層基板などの他の積層セラミック電子部品も、セラミックグリーンシートを積層する工程を経て製造されている。
【0006】
ところで、積層セラミック電子部品の製造に用いられるセラミックグリーンシートは、一般に、セラミック粉末を、分散媒(溶媒)、分散剤、バインダー、可塑剤などと所定の割合で配合し、ビーズミル、ボールミル、アトライタ、ペイントシェーカ、サンドミルなどの媒体型分散機を用いて混合・解砕することにより製造したセラミックスラリーを、ドクターブレード法などの方法により所定の厚さのシートに成形した後、乾燥させることにより製造されている。
【0007】
しかしながら、近年、積層セラミックコンデンサをはじめとする種々の積層セラミック電子部品に対しては、他の電子素子に対するのと同様に、小型化、高性能化が求められるようになっている。
そして、そのためには、積層セラミック電子部品の製造に用いられるセラミックグリーンシートを薄くすることが必要になり、近年は、厚みが10μm以下の極めて薄いセラミックグリーンシートを用いることが必要になりつつある。
【0008】
このように、厚みの薄いセラミックグリーンシートを製造しようとすると、セラミックグリーンシートの製造に用いられるセラミックスラリーとして、セラミック原料粉末が十分に分散しているものを用いることが必要となり、そのためには、セラミック原料粉末として、平均粒径が0.01〜1μmの微粉末のセラミック原料を用いることが必要になる。
【0009】
【発明が解決しようとする課題】
しかしながら、セラミック粉末を、分散媒(溶媒)、分散剤、バインダー、可塑剤などと所定の割合で配合し、ビーズミル、ボールミル、アトライタ、ペイントシェーカー、サンドミルなどの媒体型分散機を用いて混合・解砕する、従来のセラミックスラリーの製造方法では、1μm以下のセラミック微粉末を十分に分散させることは困難で、均一に分散されたセラミックスラリーを得ることができず、厚みが薄く、しかも高品質なセラミックグリーンシートを製造することは困難であるのが実情である。
【0010】
すなわち、上述の従来の方法で製造したセラミックスラリーを用いて製造したセラミックグリーンシートは、(1)表面の円滑性が十分ではない、(2)高密度のものが得られず、引張り強度が不十分である、(3)バインダーや可塑剤などの樹脂の分布が不均一となり、積層後の焼成工程における収縮率が部位によりばらつき、十分な寸法精度が得られない、というような問題点がある。なお、これらの問題点は、高重合度のバインダーを用いる場合に特に顕著になる。
【0011】
また、従来のセラミックスラリーの製造方法では、分散性を向上させるために玉石を充填したボールミルや、ビーズを充填したビーズミルを用いて、強制的な衝突あるいは衝撃力を付与してセラミック粉末を分散させる方法が用いられる場合があるが、その場合、衝突や衝撃による解砕力が大きすぎたり、またそれらの力の制御性が良くないため、セラミック粉末へのダメージが大きくなり、セラミック粉末の結晶性の低下や、比表面積の増加を招き、所望の電気特性を備えた積層セラミック電子部品を得ることができなくなるという問題点がある。
【0012】
また、セラミック粉末を含むスラリーを高圧に加圧して流動させることによりセラミック粉末を分散させる高圧分散の方法が用いられる場合もあるが、高圧分散のみでは、ボールミルやビーズミルなどの媒体型分散法のような強制的な衝突あるいは衝撃力による解砕の方法に比べて解砕力が小さいため、強固に凝集した凝結粒子を十分に解砕することは困難で、十分に分散されたセラミックスラリーを製造することができず、高品質なセラミックグリーンシートを得ることができないという問題点がある。
【0013】
また、セラミック粉末を含むスラリーに高圧を負荷して、微小なオリフィスあるいはノズルから噴出させたスラリーを、硬質材料、例えば、超硬合金、セラミック、ダイヤモンドなどの固体壁に衝突させたり、複数の微小なオリフィスあるいはノズルから噴出させたスラリーどうしを衝突させることにより分散させる方法もあるが、この方法では、上記のタイプの高圧分散方式に比べ、同一のエネルギーをスラリーに負荷した場合、流動するセラミック粉末に負荷する応力は大きくできるが、その均一性が劣るため、強固に凝集した凝結粒子を解砕することはできても、十分に分散されたセラミックスラリーを製造することができず、高品質なセラミックグリーンシートを得ることができないという問題点がある。
【0014】
本願発明は、このような背景に鑑みてなされたものであり、セラミック粉末に過度のダメージを与えることなく、セラミック粉末を均一に分散させることが可能で、セラミック電子部品の製造に用いるのに適したセラミックスラリーを効率よく製造することが可能なセラミックスラリーの製造方法、及びセラミックグリーンシート並びに積層セラミック電子部品の製造方法を提供することを目的とする。
【0015】
【課題を解決するための手段】
上記目的を達成するため、本願発明(請求項1)のセラミックスラリーの製造方法は、
セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と分散媒とを、100kg/cm2以上の圧力に加圧して噴射し、100m/s以上の速度で硬質材料からなる固体壁に衝突させて、所望の状態までセラミック粉末を解砕して分散させることにより混合、解砕スラリーを得る、衝撃力型高圧分散法による混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーを、100kg/cm2以上の圧力に加圧して、所定の流路を、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法による分散工程と
を具備することを特徴としている。
【0016】
また、本願発明(請求項2)のセラミックスラリーの製造方法は、
セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と分散媒とを、100kg/cm2以上の圧力に加圧し、それを複数の互いに対向させた噴射口から噴射し、セラミック粉末と分散媒の両者を50m/s以上の速度で互いに衝突させることにより、所望の状態までセラミック粉末を解砕して分散させることにより混合・解砕スラリーを得る、衝撃力型高圧分散法による混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーを、100kg/cm2以上の圧力に加圧して、所定の流路を、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法による分散工程と
を具備することを特徴としている。
【0017】
本願発明(請求項1及び2)のセラミックスラリーの製造方法においては、平均粒径が0.01〜1μmのセラミック粉末と分散媒(溶媒)とを、微小ノズルやオリフィスなどから噴出させて、固体壁に衝突させるかあるいは噴流体どうしを衝突させる衝撃力型高圧分散法により混合・解砕スラリーを得た後、これを高速で微小流路を流動させるせん断応力型高圧分散法で分散させるようにしているので、セラミック粉末が十分に分散された分散スラリーを得ることが可能になる。
すなわち、衝撃力型高圧分散法とせん断応力型高圧分散法を組み合わせてセラミック粉末を分散させることにより、セラミック粉末の結晶性を損なったり、比表面積が過度に大きくなったりすることを抑制しつつ、セラミック粉末を均一に分散させることが可能になり、高品質のセラミックスラリーを製造することが可能になる。
なお、本願発明においては、分散媒として、分散剤、可塑剤、帯電防止剤を含むものを用いることが可能であり、さらに他の添加剤を含むものを用いることも可能である。
【0018】
また、本願発明は、セラミック粉末の平均粒径(電子顕微鏡で求めた平均の一次粒径)が、0.01〜1μmの範囲にある場合に、特に有利に適用されるが、0.01〜1μmの範囲を超える場合にも適用することが可能である。
なお、本願発明において、衝撃力型高圧分散法による混合・解砕を行う場合、セラミック粉末と分散媒とを加圧して噴射させる手段として、微小ノズルや、所定の直径の噴射口を形成したオリフィスなど、種々の手段(機構)を用いることが可能である。
【0019】
また、請求項3のセラミックスラリーの製造方法は、バインダーを添加した状態で、前記衝撃力型高圧分散法による混合・解砕を行うことを特徴としている。
【0020】
バインダーを添加した状態で、混合・解砕工程を実施するようにした場合にも、セラミック粉末に過度のダメージを与えることなく、セラミック粉末を均一に分散させることが可能になり、高品質のセラミックスラリーを製造することが可能になる。
なお、バインダーは分散媒にあらかじめ配合しておいてもよく、セラミック粉末を分散媒に分散させる際に配合してもよく、その添加のタイミングに特別の制約はない。
【0021】
また、本願発明(請求項4)のセラミックスラリーの製造方法は、
セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と、バインダーを含有していない分散媒とを、100 kg/cm 2 以上の圧力に加圧して噴射し、100 m/s 以上の速度で硬質材料からなる固体壁に衝突させて、所望の状態までセラミック粉末を解砕して分散させることにより混合・解砕スラリーを得る、衝撃力型高圧分散法による混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーにバインダーを添加するバインダー添加工程と、
前記バインダー添加工程でバインダーが添加された前記混合・解砕スラリーを、100 kg/cm 2 以上の圧力に加圧して、所定の流路を、セラミック粉末に1000 Pa 以上の最大せん断応力、又は10 6 [ 1/s ]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法による分散工程と
を具備することを特徴としている。
【0022】
セラミック粉末と、バインダーを含有していない分散媒とを、衝撃力型高圧分散法により混合・解砕して得た混合・解砕スラリーにバインダーを添加し、せん断応力型高圧分散法により分散させることにより、セラミック粉末がさらによく分散された分散スラリーを得ることができるようになる。
【0023】
すなわち、バインダーは、一部がゲル状になって分散媒中に存在することがあり、そのような状態で衝撃力型高圧分散法によりセラミック粉末を混合・解砕するよりも、バインダーを添加する前にセラミック粉末と分散媒とを衝撃力型高圧分散法により混合・解砕することにより、混合・解砕の効率を向上させることが可能になり、最終的なセラミック粉末の分散性をより向上させることができるようになる。
【0024】
また、請求項5のセラミックスラリーの製造方法は、
セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μ m のセラミック粉末と、バインダーを含有していない分散媒とを、100 kg/cm 2 以上の圧力に加圧し、それを複数の互いに対向させた噴射口から噴射し、セラミック粉末と分散媒の両者を50 m/s 以上の速度で互いに衝突させることにより、所望の状態までセラミック粉末を解砕して分散させることにより混合・解砕スラリーを得る、衝撃力型高圧分散法による混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーにバインダーを添加するバインダー添加工程と、
前記バインダー添加工程でバインダーが添加された前記混合・解砕スラリーを、100 kg/cm 2 以上の圧力に加圧して、所定の流路を、セラミック粉末に1000 Pa 以上の最大せん断応力、又は10 6 [ 1/s ]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法による分散工程と
を具備することを特徴としている。
【0025】
本願発明(請求項5)のセラミックスラリーの製造方法においても、上記請求項4のセラミックスラリーの製造方法の場合と同様に、セラミック粉末と、バインダーを含有していない分散媒とを、衝撃力型高圧分散法により混合・解砕して得た混合・解砕スラリーにバインダーを添加し、せん断応力型高圧分散法により分散させることにより、セラミック粉末がさらによく分散された分散スラリーを得ることができるようになる。
【0026】
また、本願発明(請求項6)のセラミックスラリーの製造方法は、
セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と、バインダーを含有していない分散媒とを、前記衝撃力型高圧分散法により混合・解砕して混合・解砕スラリーを得る混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーを、前記せん断応力型高圧分散法により分散させて一次分散スラリーを得る一次分散工程と、
前記一次分散工程において得た前記一次分散スラリーにバインダーを添加し、さらに前記せん断応力型高圧分散法により分散させて二次分散スラリー(最終分散スラリー)を得る二次分散工程と
を具備することを特徴としている。
【0027】
セラミック粉末と、バインダーを含有していない分散媒とを、衝撃力型高圧分散法により混合・解砕して得た混合・解砕スラリーを、せん断応力型高圧分散法により分散させて得た一次分散スラリーにバインダーを添加し、さらにせん断応力型高圧分散法により分散させるようにした場合、セラミック粉末に過度のダメージを与えることなく、セラミック粉末を均一に分散させることが可能になり、高品質のセラミックスラリーを製造することが可能になる。
【0028】
また、本願発明(請求項7)のセラミックスラリーの製造方法は、
セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と、バインダーを含有していない分散媒とを、前記衝撃力型高圧分散法により混合・解砕して一次混合・解砕スラリーを得る一次混合・解砕工程と、
前記一次混合・解砕工程において得た前記一次混合・解砕スラリーにバインダーを添加し、前記衝撃力型高圧分散法により混合・解砕して二次混合・解砕スラリーを得る二次混合・解砕工程と、
前記二次混合・粉砕工程において得た前記二次混合・解砕スラリーを、前記せん断応力型高圧分散法により分散させて分散スラリーを得る分散工程と
を具備することを特徴としている。
【0029】
セラミック粉末と、バインダーを含有していない分散媒とを、衝撃力型高圧分散法により混合・解砕して得た一次混合・解砕スラリーにバインダーを添加し、再び、衝撃力型高圧分散法により混合・解砕して得た二次混合・解砕スラリーを、せん断応力型高圧分散法で分散させるようにした場合にも、セラミック粉末に過度のダメージを与えることなく、セラミック粉末を均一に分散させることが可能になり、高品質のセラミックスラリーを製造することが可能になる。
【0030】
また、請求項8のセラミックスラリーの製造方法は、前記バインダーとして、溶媒とバインダーとを撹拌混合し、100kg/cm2以上の圧力に加圧して、所定の流路を、1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法により分散させたバインダー溶液を用いることを特徴としている。
【0031】
バインダーとして、溶媒とバインダーとを撹拌混合し、せん断応力型高圧分散法により分散させたバインダー溶液を用いることにより、バインダーを直接添加する場合に生じるようなゲルの発生を抑制、防止して、セラミック粉末の分散性をさらに向上させることが可能になる。
【0032】
また、請求項9のセラミックスラリーの製造方法は、前記バインダーとして、溶媒とバインダーとを撹拌混合したバインダー混合溶液を、40〜100℃で加熱還流させたバインダー溶液を用いることを特徴としている。
【0033】
バインダーとして、溶媒とバインダーとを撹拌混合したバインダー混合溶液を、40〜100℃で加熱還流させたバインダー溶液を用いるようにした場合、バインダーをより確実に溶解させた状態(μmサイズの凝集のない状態)で添加することが可能になり、さらにセラミック粉末の分散性を向上させることが可能になる。
【0034】
また、請求項10のセラミックスラリーの製造方法は、前記分散スラリー(最終分散スラリー)の粘度が0.003〜0.1Pasであることを特徴としている。
【0035】
分散スラリー(最終分散スラリー)の粘度が0.003〜0.1Pasとなるようにした場合、シート状に成形したセラミックグリーンシートを作製する工程で用いるのに適したセラミックスラリーを得ることができるようになり、本願発明をさらに実効あらしめることができる。
【0036】
また、本願発明(請求項11)のセラミックグリーンシートの製造方法は、本願発明(請求項1〜10)の方法により製造されたセラミックスラリーを、所定の基材上にシート状に成形して、厚さが0.1〜10μmのセラミックグリーンシートを形成することを特徴としている。
【0037】
請求項1〜10の方法により製造されたセラミックスラリーにおいては、平均粒径が0.01〜1μmのセラミック粉末が分散媒に十分に分散しており、これをシート状に成形することにより、厚さが薄く(0.1〜10μm)、高品質のセラミックグリーンシートを確実に製造することが可能になる。すなわち、表面の円滑性に優れ、高密度で、引張り強度が大きく、しかも、バインダーや可塑剤などの樹脂の分布が均一な、積層セラミック電子部品の製造に用いるのに適したセラミックグリーンシートを得ることが可能になる。そして、このセラミックグリーンシートを用いて積層セラミック電子部品を製造した場合、所望の特性を有する高品質で信頼性の高い積層セラミック電子部品を得ることが可能になる。
【0038】
また、本願発明(請求項12)の積層セラミック電子部品の製造方法は、本願発明(請求項1〜10)の方法により製造されたセラミックスラリーを用いてセラミックグリーンシートを形成し、該セラミックグリーンシートを卑金属内部電極とともに積層、切断、焼成した後、外部電極を形成することを特徴としている。
【0039】
本願発明の方法により製造されたセラミックスラリーを用いてセラミックグリーンシートを形成し、該セラミックグリーンシートを卑金属内部電極とともに積層、切断、焼成した後、外部電極を形成することにより、所望の特性を有する高品質で信頼性の高い積層セラミック電子部品を得ることが可能になる。
【0040】
【発明の実施の形態】
以下、本願発明の実施の形態を示してその特徴とするところをさらに詳しく説明する。
本願発明を実施するにあたっては、セラミック粉末の種類や具体的な組成に特別の制約はなく、チタン酸バリウム系、チタン酸ストロンチウム系、チタン酸鉛系などの誘電体セラミック粉末、フェライト系などの磁性体セラミック粉末、圧電体セラミック粉末、アルミナ、シリカなどの絶縁体セラミック粉末などの種々のセラミック粉末を用いたセラミックスラリーに広く適用することが可能である。
【0041】
また、セラミック粉末の粒径については、基本的には高圧分散装置を通過する径であれば問題なく適用できるが、従来の分散方法では分散が困難とされている、電子顕微鏡で求めた平均粒径が0.01〜1μmのセラミック粉末に適用されるとき、この発明による効果が最も発揮される。
【0042】
また、セラミック粉末は、添加物や夾雑物を含有していてもよい。例えば、セラミック粉末がチタン酸バリウムを主成分としている場合に、添加剤としてガラス、酸化マグネシウム、酸化マンガン、酸化バリウム、希土類酸化物、酸化カルシウム成分などを含有していてもよい。
【0043】
また、本願発明においては、分散媒(溶媒)の種類に特別の制約はなく、例えば、トルエン、キシレンなどの芳香族系や、エチルアルコール、イソプロピルアルコール、ブチルアルコールなどのアルコール系などの分散媒(溶媒)を用いることが可能であり、また、これらのうちの1種を単独で使用してもよく、また、混合して用いてもよい。また、分散媒としては、さらに他の有機溶剤を用いることも可能であり、また、水を用いることも可能である。
【0044】
また、本願発明において用いることが可能な分散剤としては、カルボン酸塩、スルホン酸塩、リン酸塩などのアニオン系分散剤が好ましい例として挙げられる。また、より好ましいものとしては、金属イオンを含まないポリカルボン酸タイプのものが挙げられる。なお、分散剤に特別の制約はなく、その他の種々の分散剤を用いることも可能である。
【0045】
また、バインダーとしては、ポリビニルブチラール樹脂、セルロース系樹脂、アクリル系樹脂、酢酸ビニル樹脂などを用いることが可能であるが、目的とするセラミックグリーンシートに応じて、適宜その種類及び量が選択される。
【0046】
また、可塑剤としては、ポリエチレングリコール、フタル酸エステルなどの種々の可塑剤が適宜用いられる。また、その量は、目的とするセラミックグリーンシートに応じて選択される。
【0047】
なお、上述のセラミック粉末、分散媒、分散剤、可塑剤などの添加物についての諸条件は、本願のすべての請求項の発明にあてはまるものである。
【0048】
[実施例1]
(1)市販の、粒径0.2μmの誘電体材料(ここではチタン酸バリウム系セラミック粉末)100重量部に対し、アニオン系分散剤2重量部、バインダーとしてアクリル樹脂系のバインダー10重量%溶液80重量部、可塑剤としてフタル酸エステルであるジオクチルフタレイト(以下「DOP」)1.4重量部、分散媒(溶剤)としてトルエンとエタノールそれぞれ50重量部を配合する。
(2)次いで、この配合スラリーを、衝撃力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで2回処理して、混合・解砕スラリーを得る。
(3)それから、混合・解砕スラリーを、せん断応力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで20回処理してセラミックグリーンシート製造用の分散スラリー(最終分散スラリー)を得る。
なお、このせん断応力型高圧分散法による分散の条件(圧力1300kg/cm2、処理量300cc/minで20回処理)は、混合・解砕スラリーが所定の流路を通過する際に、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な条件である。
【0049】
そして、このようにして得た分散スラリーの分散性を、マイクロトラック社製の粒度分布測定装置により評価した。その結果、粒度分布の積算90%粒子径(D90)は0.45μmであった。
また、この分散スラリーを乾燥し、500℃に加熱して脱バインダーを行った後、比表面積を測定したところ、元の比表面積に対する増加率は8%であった。
【0050】
次に、この分散スラリーを、ドクターブレード法によりシート状に成形してセラミックグリーンシートを作製した。 そして、作製したセラミックグリーンシートの表面粗さ(Ra)を原子間力顕微鏡により測定し、さらにセラミックグリーンシートの密度比として、実測密度と理論密度の比(実測密度/理論密度)を求めた。その結果、Raは60nmで、密度比は1.00であった。
【0051】
次に、このセラミックグリーンシートを用いて、図1に示すように、セラミック素子1中に内部電極2が配設されているとともに、セラミック素子1の両端部に、交互に異なる側の端面に引き出された内部電極2と導通するように一対の外部電極3a,3bが配設された構造を有する積層セラミックコンデンサを製造した。
【0052】
なお、積層セラミックコンデンサの製造方法は以下の通りである。
(1)まず、上述のようにして作製したセラミックグリーンシートに、Niペーストをスクリーン印刷することにより、容量形成用の内部電極が配設された電極配設シートを形成する。
(2)次に、図2に示すように、電極配設シート11を所定枚数(ここでは70層)積層し、さらにその上下両面側に電極の配設されていないセラミックグリーンシート(外層用シート)21を積層、圧着することにより、各内部電極2の一端側が交互に異なる側の端面に引き出された積層体(積層圧着体)を形成する。
(3)そして、この積層圧着体を、ダイサーにより所定のサイズにカットした後、脱バインダー及び焼成を行う。
脱バインダーは、窒素雰囲気中で熱処理することにより行う。
また、焼成は、弱還元性雰囲気で所定の温度に加熱することにより行う。
(4)それから、焼成後の積層体(セラミック素子)1の両端部に銀を導電成分とする導電性ペーストを塗布、焼付けすることにより、内部電極2と導通する外部電極3a,3b(図1)を形成する。
これにより、図1に示すような、Niを内部電極2とする積層セラミックコンデンサが得られる。
【0053】
上記のようにして製造した積層セラミックコンデンサのショート率(ショート発生率)を測定した結果、3.0%と良好であった。また、静電容量の温度特性は、X7Rを満足するものであった。
【0054】
[実施例2]
(1)まず、市販の、粒径0.2μmの誘電体材料(ここではチタン酸バリウム系セラミック粉末)100重量部に対し、アニオン系分散剤2重量部、トルエンとエタノールをそれぞれ35重量部配合する。
(2)次いで、この配合スラリーを衝撃力型高圧分散法より、圧力1300kg/cm2、処理量300cc/minで2回処理して混合・解砕スラリーを得る。
(3)その後、混合・解砕スラリーを取り出し、これに、予め、バインダーとしてアクリル樹脂系のバインダー10重量部、可塑剤としてDOP1.4重量部、溶媒としてトルエンとエタノールそれぞれ35重量部をあわせて撹拌溶解することにより調製しておいたバインダー溶液を添加する。
(4)次いで、せん断応力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで15回処理してセラミックグリーンシート製造用の分散スラリー(最終分散スラリー)を得る。
なお、このせん断応力型高圧分散法による分散の条件(圧力1300kg/cm2、処理量300cc/minで15回処理)は、混合・解砕スラリーが所定の流路を通過する際に、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な条件である。
【0055】
そして、このようにして得た分散スラリーの分散性を、マイクロトラック社製の粒度分布測定装置により評価した。その結果、D90は0.45μmであった。
また、この分散スラリーを乾燥し、500℃に加熱して脱バインダーを行った後、比表面積を測定したところ、元の比表面積に対する増加率は8%であった。
【0056】
次に、この分散スラリーを、ドクターブレード法によりシート状に成形してセラミックグリーンシートを作製した。
そして、作製したセラミックグリーンシートの表面粗さ(Ra)を原子間力顕微鏡により測定し、さらにセラミックグリーンシートの密度比として、実測密度と理論密度の比(実測密度/理論密度)を求めた。その結果、Raは60nmで、密度比は1.00であった。
【0057】
次に、このセラミックグリーンシートを用いて積層セラミックコンデンサを製造した。
なお、積層セラミックコンデンサの製造方法は、上記実施例1の場合と同様であることから、重複を避けるため、説明を省略する。
製造した積層セラミックコンデンサのショート率を測定した結果、3.0%と良好であった。また、静電容量の温度特性は、X7Rを満足するものであった。
【0058】
[実施例3]
(1)まず、市販の粒径0.2μmの誘電体材料(ここではチタン酸バリウム系セラミック粉末)100重量部に対し、アニオン系分散剤2重量部、トルエンとエタノールそれぞれ35重量部を配合する。
(2)それから、この配合スラリーを衝撃力型高圧分散法より、圧力1300kg/cm2、処理量300cc/minで2回処理して混合・解砕スラリーを得る。
(3)その後、混合・解砕スラリーを取り出し、せん断応力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで10回処理して分散スラリー(一次分散スラリー)を得る。
なお、このせん断応力型高圧分散法による分散の条件(圧力1300kg/cm2、処理量300cc/minで10回処理)は、混合・解砕スラリーが所定の流路を通過する際に、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な条件である。
(4)次に、この一次分散スラリーに、予め、バインダーとしてアクリル樹脂系のバインダー10重量部、可塑剤としてDOP1.4重量部、溶媒としてトルエンとエタノールそれぞれ35重量部をあわせて撹拌溶解することにより調製しておいたバインダー溶液を添加する。
(5)それから、さらに、せん断応力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで5回処理してセラミックグリーンシート製造用の二次分散スラリー(最終分散スラリー)を得る。
なお、このせん断応力型高圧分散法による分散の条件(圧力1300kg/cm2、処理量300cc/minで5回処理)も、混合・解砕スラリーが所定の流路を通過する際に、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な条件である。
【0059】
そして、このようにして得た最終分散スラリーの分散性をマイクロトラック社製の粒度分布測定装置により評価した。その結果、D90は0.42μmであった。
また、この最終分散スラリーを乾燥し、500℃に加熱して脱バインダーを行った後、比表面積を測定したところ、元の比表面積に対する増加率は8%であった。
【0060】
次に、この分散スラリーを、ドクターブレード法によりシート状に成形してセラミックグリーンシートを作製した。 そして、作製したセラミックグリーンシートの表面粗さ(Ra)を原子間力顕微鏡により測定し、さらにセラミックグリーンシートの密度比として、実測密度と理論密度の比(実測密度/理論密度)を求めた。その結果、Raは55nmで、密度比は1.00であった。
【0061】
次に、このセラミックグリーンシートを用いて積層セラミックコンデンサを製造した。
なお、積層セラミックコンデンサの製造方法は、上記実施例1の場合と同様であることから、重複を避けるため、説明を省略する。
得られた積層セラミックコンデンサのショート率を測定した結果、3.0%と良好であった。また、静電容量の温度特性は、X7Rを満足するものであった。
【0062】
[実施例4]
(1)まず、市販の粒径0.2μmの誘電体材料(ここではチタン酸バリウム系セラミック粉末)100重量部に対し、アニオン系分散剤2重量部、トルエンとエタノールそれぞれ35重量部配合する。
(2)それから、この配合スラリーを衝撃力型高圧分散法により圧力1300kg/cm2、処理量300cc/minで2回処理して混合・解砕スラリーを得る。
(3)その後、混合・解砕スラリーを取り出し、せん断応力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで10回処理して分散スラリー(一次分散スラリー)を得る。
なお、このせん断応力型高圧分散法による分散の条件(圧力1300kg/cm2、処理量300cc/minで10回処理)は、混合・解砕スラリーが所定の流路を通過する際に、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な条件である。
(4)次に、この一次分散スラリーに、予め、バインダーとしてアクリル樹脂系のバインダー10重量部、可塑剤としてDOP1.4重量部、溶媒としてトルエンとエタノールそれぞれ35重量部をあわせて撹拌溶解し、さらに、65℃で5時間、加熱還流を行って調製しておいたバインダー溶液を添加する。
(5)それから、さらに、せん断応力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで5回処理してセラミックグリーンシート製造用の二次分散スラリー(最終分散スラリー)を得る。
なお、このせん断応力型高圧分散法による分散の条件(圧力1300kg/cm2、処理量300cc/minで5回処理)も、混合・解砕スラリーが所定の流路を通過する際に、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な条件である。
【0063】
このようにして得た最終分散スラリーの分散性をマイクロトラック社製の粒度分布測定装置により評価した。その結果、D90は0.42μmであった。
また、この最終分散スラリーを乾燥し、500℃に加熱して脱バインダーを行った後、比表面積を測定したところ、元の比表面積に対する増加率は8%であった。
【0064】
次に、この最終分散スラリーを、ドクターブレード法によりシート状に成形してセラミックグリーンシートを作製した。
そして、作製したセラミックグリーンシートの表面粗さ(Ra)を原子間力顕微鏡により測定し、さらにセラミックグリーンシートの密度比として、実測密度と理論密度の比(実測密度/理論密度)を求めた。その結果、Raは55nmで、密度比は1.00であった。
【0065】
次に、このセラミックグリーンシートを用いて積層セラミックコンデンサを製造した。
なお、積層セラミックコンデンサの製造方法は、上記実施例1の場合と同様であることから、重複を避けるため、説明を省略する。
得られた積層セラミックコンデンサのショート率を測定した結果、1.5%と良好であった。また、静電容量の温度特性は、X7Rを満足するものであった。
【0066】
[実施例5]
(1)まず、市販の粒径0.2μmの誘電体材料(ここではチタン酸バリウム系セラミック粉末)100重量部に対し、アニオン系分散剤2重量部、トルエンとエタノールそれぞれ35重量部配合する。
(2)それから、このスラリーを衝撃力型高圧分散法より、圧力1300kg/cm2、処理量300cc/minで2回処理して混合・解砕スラリーを得る。
(3)その後、混合・解砕スラリーを取り出し、せん断応力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで10回処理して分散スラリー(一次分散スラリー)を得る。
なお、このせん断応力型高圧分散法による分散の条件(圧力1300kg/cm2、処理量300cc/minで10回処理)は、混合・解砕スラリーが所定の流路を通過する際に、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な条件である。
(4)次に、この一次分散スラリーに、予め、バインダーとしてアクリル樹脂系のバインダー10重量部、可塑剤としてDOP1.4重量部、溶媒としてトルエンとエタノールそれぞれ35重量部をあわせて撹拌溶解した後、さらに、せん断応力型高圧分散法により、圧力1000kg/cm2、処理量300cc/minで5回処理することにより調製しておいたバインダー溶液を添加する。
(5)それから、さらに、せん断応力型高圧分散法により、圧力1300kg/cm2、処理量300cc/minで5回処理してセラミックグリーンシート製造用の二次分散スラリー(最終分散スラリー)を得る。
なお、このせん断応力型高圧分散法による分散の条件(圧力1300kg/cm2、処理量300cc/minで5回処理)も、混合・解砕スラリーが所定の流路を通過する際に、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な条件である。
【0067】
このようにして得た最終分散スラリーの分散性をマイクロトラック社製の粒度分布測定装置により評価した。その結果、D90は0.42μmであった。
また、この最終分散スラリーを乾燥し、500℃に加熱して脱バインダーを行った後、比表面積を測定したところ、元の比表面積に対する増加率は8%であった。
【0068】
次に、この最終分散スラリーを、ドクターブレード法によりシート状に成形してセラミックグリーンシートを作製した。
そして、作製したセラミックグリーンシートの表面粗さ(Ra)を原子間力顕微鏡により測定し、さらにセラミックグリーンシートの密度比として、実測密度と理論密度の比(実測密度/理論密度)を求めた。その結果、Raは55nmで、密度比は1.00であった。
【0069】
次に、このセラミックグリーンシートを用いて積層セラミックコンデンサを作製した。
なお、積層セラミックコンデンサの製造方法は、上記実施例1の場合と同様であることから、重複を避けるため、説明を省略する。
得られた積層セラミックコンデンサのショート率を測定した結果、0.5%と良好であった。また、静電容量の温度特性は、X7Rを満足するものであった。
【0070】
[実施例6]
バインダーをポリビニルブチラールに変更したこと以外は、上記実施例1と同じ条件で分散スラリーを製造するとともに、この分散スラリーからセラミックグリーンシートを作製した。
この実施例で製造した分散スラリーの分散性をマイクロトラック社製の粒度分布測定装置により評価した。その結果、D90は0.45μmであった。
また、この分散スラリーを乾燥し、500℃に加熱して脱バインダーを行った後、比表面積を測定したところ、元の比表面積に対する増加率は8%であった。
【0071】
次に、この実施形態の分散スラリーを、ドクターブレード法によりシート状に成形してセラミックグリーンシートを作製した。
そして、作製したセラミックグリーンシートの表面粗さ(Ra)を原子間力顕微鏡により測定し、さらにセラミックグリーンシートの密度比として、実測密度と理論密度の比(実測密度/理論密度)を求めた。その結果、Raは60nmで、密度比は1.00であった。
【0072】
次に、このセラミックグリーンシートを用いて積層セラミックコンデンサを作製した。
なお、積層セラミックコンデンサの製造方法は、上記実施例1の場合と同様であることから、重複を避けるため、説明を省略する。
得られた積層セラミックコンデンサのショート率を測定した結果、3.0%と良好であった。また、静電容量の温度特性は、X7Rを満足するものであった。
【0073】
[比較例1]
上記実施例1〜6で用いた衝撃力型高圧分散法を、サンドミルによる分散法に変えたこと以外は、上記実施例1と同様の条件で分散スラリーを製造するとともに、分散スラリーからセラミックグリーンシートを作製した。
この比較例の方法で製造した分散スラリーの分散性をマイクロトラック社製の粒度分布測定装置により評価した。その結果、D90は0.60μmであった。
また、この分散スラリーを乾燥し、500℃に加熱して脱バインダーを行った後、比表面積を測定したところ、元の比表面積に対する増加率は30%であった。
【0074】
次に、この比較例の分散スラリーを、ドクターブレード法によりシート状に成形してセラミックグリーンシートを作製した。
そして、得られたセラミックグリーンシートの表面粗さ(Ra)を原子間力顕微鏡により測定し、さらにセラミックグリーンシートの密度比として、実測密度と理論密度の比(実測密度/理論密度)を求めた。その結果、Raは110nmで、密度比は0.80であった。
【0075】
次に、このセラミックグリーンシートを用いて積層セラミックコンデンサを作製した。
なお、積層セラミックコンデンサの製造方法は、上記実施例1の場合と同様であることから、重複を避けるため、説明を省略する。
得られた積層セラミックコンデンサのショート率を測定した結果、ショート率は50%と高かった。また、静電容量の温度特性は、X7Rを満足するものではなかった。
【0076】
[比較例2]
せん断応力型高圧分散法によりスラリーを分散する際の圧力を1300kg/cm2から50kg/cm2に変更したこと以外は、上記実施例1と同様の条件で分散スラリーを製造するとともに、分散スラリーからセラミックグリーンシートを作製した。
この比較例の方法で製造した分散スラリーの分散性をマイクロトラック社製の粒度分布測定装置により評価した。その結果、D90は0.60μmであった。
また、この分散スラリーを乾燥し、500℃に加熱して脱バインダーを行った後、比表面積を測定したところ、元の比表面積に対する増加率は7%であった。
【0077】
次に、この実施形態の分散スラリーを、ドクターブレード法によりシート状に成形してセラミックグリーンシートを作製した。
そして、得られたセラミックグリーンシートの表面粗さ(Ra)を原子間力顕微鏡により測定し、さらにセラミックグリーンシートの密度比として、実測密度と理論密度の比(実測密度/理論密度)を求めた。その結果、Raは110nmで、密度比は0.80であった。
【0078】
次に、このセラミックグリーンシートを用いて積層セラミックコンデンサを作製した。
なお、積層セラミックコンデンサの製造方法は、上記実施例1の場合と同様であることから、重複を避けるため、説明を省略する。
得られた積層セラミックコンデンサのショート率を測定したが、ショート率は45%と高かった。また、静電容量の温度特性は、X7Rを満足するものであった。
【0079】
なお、上記実施例1〜6及び比較例1及び2において得た分散スラリー(最終分散スラリー)の分散性、脱バインダー後の比表面積、作製したセラミックグリーンシートの表面粗さ、密度比、セラミックグリーンシートを用いて製造した積層セラミックコンデンサのショート率及び静電容量の温度特性に関するデータを表1にまとめて示す。
【0080】
【表1】

なお、本願発明は、上記の発明の実施の形態及び実施例に限定されるものではなく、セラミック粉末や分散媒の種類、高圧分散を行うのに用いる高圧分散装置の具体的な構成、分散剤、可塑剤、帯電防止剤などの添加物の種類や添加量その他に関し、発明の要旨の範囲内において、種々の応用、変形を加えることが可能である。
【0082】
【発明の効果】
上述のように、本願発明(請求項1及び2)のセラミックスラリーの製造方法は、平均粒径が0.01〜1μmのセラミック粉末と分散媒(溶媒)とを、100kg/cm2以上の圧力で衝撃力型高圧分散法により混合・解砕して得た混合・解砕スラリーを、100kg/cm2以上の圧力でせん断応力型高圧分散法により分散させるようにしており、衝撃力型高圧分散法とせん断応力型高圧分散法を組み合わせてセラミック粉末の分散を行うようにしているので、媒体型分散法、あるいは衝撃力型高圧分散法のみにより分散を行う場合のように、セラミック粉末の結晶性を損なったり、比表面積が過度に大きくなったりすることを抑制することが可能になるとともに、せん断応力型高圧分散法のみの場合のように、凝結粒子の解砕が不十分になることを抑制することが可能になり、セラミック粉末の過度のダメージを与えることなく、セラミック粉末を均一に分散させて、高品質のセラミックスラリーを効率よく製造することができる。
すなわち、本願発明のセラミックスラリーの製造方法によれば、衝撃力型高圧分散法により凝結した粒子が効率よく解砕され、せん断応力型高圧分散法により過剰な粉砕を回避した理想的なスラリーの分散設計が可能になる。
また、このように分散性の良好なセラミックスラリーを用いて製造したセラミックグリーンシートは、高密度で、表面の平滑性に優れているため、該セラミックグリーンシートを用いて積層セラミック電子部品を製造した場合、ショート率を低下させて信頼性を向上させることが可能になる。また、セラミック粉末へのダメージが小さいために、所望の特性の再現性を向上させることができる。
【0083】
また、請求項3のセラミックスラリーの製造方法のように、バインダーを添加した状態で、混合・解砕工程を実施するようにした場合にも、セラミック粉末に過度のダメージを与えることなく、セラミック粉末を均一に分散させることが可能になり、高品質のセラミックスラリーを製造することが可能になる。
【0084】
また、請求項4及び5のセラミックスラリーの製造方法のように、セラミック粉末と、バインダーを含有していない分散媒とを衝撃力型高圧分散法により混合・解砕して得た混合・解砕スラリーにバインダーを添加し、せん断応力型高圧分散法により分散させるようにした場合にも、セラミック粉末がさらによく分散された分散スラリーを得ることができるようになる。
【0085】
すなわち、バインダーは、一部がゲル状になって分散媒中に存在することがあり、そのような状態で衝撃力型高圧分散法によりセラミック粉末を混合・解砕するよりも、バインダーを添加する前にセラミック粉末と分散媒とを衝撃力型高圧分散法により混合・解砕することにより、混合・解砕の効率を向上させることが可能になり、最終的なセラミック粉末の分散性をより向上させることができるようになる。
【0086】
また、請求項6のセラミックスラリーの製造方法のように、セラミック粉末と、バインダーを含有していない分散媒とを、衝撃力型高圧分散法により混合・解砕した混合・解砕スラリーをせん断応力型高圧分散法により分散させることにより得た一次分散スラリーにバインダーを添加し、さらにせん断応力型高圧分散法により分散させるようにした場合、セラミック粉末に過度のダメージを与えることなく、セラミック粉末を均一に分散させることが可能になり、高品質のセラミックスラリーを製造することが可能になる。
【0087】
また、請求項7のセラミックスラリーの製造方法のように、セラミック粉末と、バインダーを含有していない分散媒とを、衝撃力型高圧分散法により混合・解砕した一次混合・解砕スラリーにバインダーを添加し、再び、衝撃力型高圧分散法により混合・解砕することにより得られた二次混合・解砕スラリーを、せん断応力型高圧分散法により分散させるようにした場合にも、セラミック粉末に過度のダメージを与えることなく、セラミック粉末を均一に分散させることが可能になり、高品質のセラミックスラリーを製造することが可能になる。
【0088】
また、請求項8のセラミックスラリーの製造方法のように、バインダーとして、溶媒とバインダーとを撹拌混合し、せん断応力型高圧分散法により分散させたバインダー溶液を用いるようにした場合、バインダーを直接添加する場合に生じるようなゲルの発生を抑制、防止して、セラミック粉末の分散性をさらに向上させることが可能になる。
【0089】
また、請求項9のセラミックスラリーの製造方法のように、バインダーとして、溶媒とバインダーとを撹拌混合したバインダー混合溶液を、40〜100℃で加熱還流させたバインダー溶液を用いるようにした場合、バインダーをより確実に溶解させた状態(μmサイズの凝集のない状態)で添加することが可能になり、さらにセラミック粉末の分散性を向上させることが可能になる。
【0090】
また、請求項10のセラミックスラリーの製造方法のように、分散スラリー(最終分散スラリー)の粘度が0.003〜0.1Pasとなるようにした場合、シート状に成形したセラミックグリーンシートを作製する工程で用いるのに適したセラミックスラリーを得ることができるようになり、本願発明をさらに実効あらしめることができる。
【0091】
また、本願発明(請求項11)のセラミックグリーンシートの製造方法は、本願発明(請求項1〜10)の方法により製造された、平均粒径が0.01〜1μmのセラミック粉末が分散媒に十分に分散されたセラミックスラリーを所定の基材上にシート状に成形して、厚さが0.1〜10μmのセラミックグリーンシートを形成するようにしているので、厚さが薄く、高品質のセラミックグリーンシートを確実に製造することが可能になる。すなわち、表面の円滑性に優れ、高密度で、引張り強度が大きく、しかも、バインダーや可塑材などの樹脂の分布が均一な、積層セラミック電子部品の製造に用いるのに適したセラミックグリーンシートを得ることが可能になる。
【0092】
また、本願発明(請求項12)の積層セラミック電子部品の製造方法は、本願発明(請求項1〜10)の方法により製造されたセラミックスラリーを用いてセラミックグリーンシートを形成し、該セラミックグリーンシートを卑金属内部電極とともに積層、切断、焼成した後、外部電極を形成するようにしているので、所望の特性を有する高品質で信頼性の高い積層セラミック電子部品を得ることが可能になる。
【図面の簡単な説明】
【図1】 セラミックグリーンシートを積層して製造される積層セラミックコンデンサの構造を示す断面図である。
【図2】 積層セラミックコンデンサの製造方法を示す図である。
【符号の説明】
1 セラミック素子
2 内部電極
3a,3b 外部電極
11 電極配設シート
21 外層用シート
Claims (12)
- セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と分散媒とを、100kg/cm2以上の圧力に加圧して噴射し、100m/s以上の速度で硬質材料からなる固体壁に衝突させて、所望の状態までセラミック粉末を解砕して分散させることにより混合、解砕スラリーを得る、衝撃力型高圧分散法による混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーを、100kg/cm2以上の圧力に加圧して、所定の流路を、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法による分散工程と
を具備することを特徴とするセラミックスラリーの製造方法。 - セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と分散媒とを、100kg/cm2以上の圧力に加圧し、それを複数の互いに対向させた噴射口から噴射し、セラミック粉末と分散媒の両者を50m/s以上の速度で互いに衝突させることにより、所望の状態までセラミック粉末を解砕して分散させることにより混合・解砕スラリーを得る、衝撃力型高圧分散法による混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーを、100kg/cm2以上の圧力に加圧して、所定の流路を、セラミック粉末に1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法による分散工程と
を具備することを特徴とするセラミックスラリーの製造方法。 - バインダーを添加した状態で、前記衝撃力型高圧分散法による混合・解砕を行うことを特徴とする請求項1又は2記載のセラミックスラリーの製造方法。
- セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と、バインダーを含有していない分散媒とを、100 kg/cm 2 以上の圧力に加圧して噴射し、100 m/s 以上の速度で硬質材料からなる固体壁に衝突させて、所望の状態までセラミック粉末を解砕して分散させることにより混合・解砕スラリーを得る、衝撃力型高圧分散法による混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーにバインダーを添加するバインダー添加工程と、
前記バインダー添加工程でバインダーが添加された前記混合・解砕スラリーを、100 kg/cm 2 以上の圧力に加圧して、所定の流路を、セラミック粉末に1000 Pa 以上の最大せん断応力、又は10 6 [ 1/s ]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法による分散工程と
を具備することを特徴とするセラミックスラリーの製造方法。 - セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μ m のセラミック粉末と、バインダーを含有していない分散媒とを、100 kg/cm 2 以上の圧力に加圧し、それを複数の互いに対向させた噴射口から噴射し、セラミック粉末と分散媒の両者を50 m/s 以上の速度で互いに衝突させることにより、所望の状態までセラミック粉末を解砕して分散させることにより混合・解砕スラリーを得る、衝撃力型高圧分散法による混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーにバインダーを添加するバインダー添加工程と、
前記バインダー添加工程でバインダーが添加された前記混合・解砕スラリーを、100 kg/cm 2 以上の圧力に加圧して、所定の流路を、セラミック粉末に1000 Pa 以上の最大せん断応力、又は10 6 [ 1/s ]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法による分散工程と
を具備することを特徴とするセラミックスラリーの製造方法。 - セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と、バインダーを含有していない分散媒とを、前記衝撃力型高圧分散法により混合・解砕して混合・解砕スラリーを得る混合・解砕工程と、
前記混合・解砕工程において得た前記混合・解砕スラリーを、前記せん断応力型高圧分散法により分散させて一次分散スラリーを得る一次分散工程と、
前記一次分散工程において得た前記一次分散スラリーにバインダーを添加し、さらに前記せん断応力型高圧分散法により分散させて二次分散スラリー(最終分散スラリー)を得る二次分散工程と
を具備することを特徴とする請求項1又は2に記載のセラミックスラリーの製造方法。 - セラミック電子部品の製造に用いられるセラミックスラリーの製造方法において、
平均粒径が0.01〜1μmのセラミック粉末と、バインダーを含有していない分散媒とを、前記衝撃力型高圧分散法により混合・解砕して一次混合・解砕スラリーを得る一次混合・解砕工程と、
前記一次混合・解砕工程において得た前記一次混合・解砕スラリーにバインダーを添加し、前記衝撃力型高圧分散法により混合・解砕して二次混合・解砕スラリーを得る二次混合・解砕工程と、
前記二次混合・粉砕工程において得た前記二次混合・解砕スラリーを、前記せん断応力型高圧分散法により分散させて分散スラリーを得る分散工程と
を具備することを特徴とする請求項1又は2記載のセラミックスラリーの製造方法。 - 前記バインダーとして、溶媒とバインダーとを撹拌混合し、100kg/cm2以上の圧力に加圧して、所定の流路を、1000Pa以上の最大せん断応力、又は106[1/s]以上の壁面せん断速度を与えることが可能な流速で通過させることにより分散させる、せん断応力型高圧分散法により分散させたバインダー溶液を用いることを特徴とする請求項3〜7のいずれかに記載のセラミックスラリーの製造方法。
- 前記バインダーとして、溶媒とバインダーとを撹拌混合したバインダー混合溶液を、40〜100℃で加熱還流させたバインダー溶液を用いることを特徴とする請求項3〜7のいずれかに記載のセラミックスラリーの製造方法。
- 前記分散スラリー(最終分散スラリー)の粘度が0.003〜0.1Pasであることを特徴とする請求項1〜9のいずれかに記載のセラミックスラリーの製造方法。
- 請求項1〜10の方法により製造されたセラミックスラリーを、所定の基材上にシート状に成形して、厚さが0.1〜10μmのセラミックグリーンシートを形成することを特徴とするセラミックグリーンシートの製造方法。
- 請求項1〜10の方法により製造されたセラミックスラリーを用いてセラミックグリーンシートを形成し、該セラミックグリーンシートを卑金属内部電極とともに積層、切断、焼成した後、外部電極を形成することを特徴とする積層セラミック電子部品の製造方法。
Priority Applications (13)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP28393499A JP3675254B2 (ja) | 1999-10-05 | 1999-10-05 | セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 |
| GB0119921A GB2363087B (en) | 1999-07-23 | 2000-07-17 | Method of producing ceramic slurry, ceramic green sheet and multilayer ceramic electronic part |
| GB0119918A GB2363086B (en) | 1999-07-23 | 2000-07-17 | Method of producing ceramic slurry, ceramic slurry composition,ceramic green sheet and multilayer ceramic electronic part |
| GB0119924A GB2363088B (en) | 1999-07-23 | 2000-07-17 | Method of producing ceramic slurry,ceramic green sheet and multilayer ceramic electronic part |
| GB0017546A GB2355947B (en) | 1999-07-23 | 2000-07-17 | Method of producing ceramic slurry, ceramic slurry composition, ceramic green sheet and multilayer ceramic electronic part |
| TW089114517A TW474861B (en) | 1999-07-23 | 2000-07-20 | Method of producing ceramic slurry, ceramic slurry composition, ceramic green sheet and multilayer ceramic electronic part |
| US09/620,256 US6579394B1 (en) | 1999-07-23 | 2000-07-21 | Method of producing ceramic slurry, ceramic slurry composition, ceramic green sheet and multilayer ceramic electronic part |
| KR10-2000-0042196A KR100376084B1 (ko) | 1999-07-23 | 2000-07-22 | 세라믹 슬러리, 세라믹 슬러리 조성물, 세라믹 그린시트 및 다층 세라믹 전자부품의 제조방법 |
| CNB001202006A CN1162262C (zh) | 1999-07-23 | 2000-07-24 | 陶瓷糊浆制造方法、陶瓷糊浆组合物和多层陶瓷电子部件 |
| DE10066196A DE10066196B4 (de) | 1999-07-23 | 2000-07-24 | Verfahren zur Erzeugung eines keramischen Schlickers und Verwendung für die Erzeugung einer ungesinterten Keramikschicht und eines keramischen Mehrschicht-Elektronikbauteils |
| DE10066197A DE10066197B4 (de) | 1999-07-23 | 2000-07-24 | Verfahren zur Erzeugung einer keramischen Schlickerzusammensetzung, keramische Schlickerzusammensetzung und Verwendung der keramischen Schlickerzusammensetzung zur Erzeugung einer ungesinterten Keramikschicht und eines keramischen Mehrschichtelektronikbauteils |
| DE10066199A DE10066199B4 (de) | 1999-07-23 | 2000-07-24 | Verfahren zur Erzeugung eines keramischen Schlickers und Verwendung eines keramischen Schlickers zur Erzeugung einer ungesinterten Keramikschicht und eines keramischen Mehrschicht-Elektronikbauteils |
| DE10035987A DE10035987B4 (de) | 1999-07-23 | 2000-07-24 | Verfahren zur Erzeugung eines keramischen Schlickers und Verwendung desselben zur Herstellung einer ungesinterten Keramikschicht und eines keramischen Mehrschicht-Elektronikbauteils |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP28393499A JP3675254B2 (ja) | 1999-10-05 | 1999-10-05 | セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001106578A JP2001106578A (ja) | 2001-04-17 |
| JP3675254B2 true JP3675254B2 (ja) | 2005-07-27 |
Family
ID=17672119
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP28393499A Expired - Fee Related JP3675254B2 (ja) | 1999-07-23 | 1999-10-05 | セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3675254B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4152841B2 (ja) | 2003-09-12 | 2008-09-17 | Tdk株式会社 | セラミックスラリーの製造方法、グリーンシートおよび積層セラミック部品 |
| JP4403920B2 (ja) * | 2004-08-20 | 2010-01-27 | Tdk株式会社 | 剥離層用ペーストの製造方法及び積層型電子部品の製造方法 |
| CN101142152B (zh) | 2005-03-14 | 2012-04-25 | 株式会社村田制作所 | 分散设备、陶瓷浆料制备方法、叠层陶瓷电子元件及其制造方法 |
| JP2007106621A (ja) * | 2005-10-12 | 2007-04-26 | Tokuyama Corp | 窒化アルミニウムグリーン体の製造方法 |
| JP4687412B2 (ja) * | 2005-11-15 | 2011-05-25 | Tdk株式会社 | セラミックスラリーの製造方法 |
| JP5481811B2 (ja) * | 2008-08-20 | 2014-04-23 | 株式会社村田製作所 | 無機粉末ペーストの製造方法 |
-
1999
- 1999-10-05 JP JP28393499A patent/JP3675254B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001106578A (ja) | 2001-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3675264B2 (ja) | セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 | |
| KR100376084B1 (ko) | 세라믹 슬러리, 세라믹 슬러리 조성물, 세라믹 그린시트 및 다층 세라믹 전자부품의 제조방법 | |
| US6589446B1 (en) | Ceramic slurry composition | |
| KR101383253B1 (ko) | 적층세라믹커패시터의 내부전극용 금속페이스트 제조방법 | |
| JP3675254B2 (ja) | セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 | |
| JP3387455B2 (ja) | セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 | |
| JP4152841B2 (ja) | セラミックスラリーの製造方法、グリーンシートおよび積層セラミック部品 | |
| JP4687412B2 (ja) | セラミックスラリーの製造方法 | |
| JP4506138B2 (ja) | スラリーの製造方法、グリーンシートの製造方法及び積層型電子部品の製造方法 | |
| KR100951319B1 (ko) | 유전체 세라믹재료의 제조방법, 이를 이용하여 제조된그린시트, 소결체 및 세라믹 콘덴서 | |
| JP3538706B2 (ja) | セラミックスラリー組成物の製造方法及びセラミックグリーンシートの製造方法 | |
| JP3304927B2 (ja) | セラミックスラリー、セラミックグリーンシート及び積層セラミック電子部品の製造方法 | |
| KR100769717B1 (ko) | 반응챔버용 마이크로슬롯 및 이를 포함하는 고압 분산기 | |
| KR100951318B1 (ko) | 세라믹 슬러리의 제조 방법, 이를 이용하여 제조된 세라믹슬러리, 세라믹 슬러리를 포함하는 그린시트, 소결체 및세라믹 콘덴서 | |
| JP4601438B2 (ja) | グリーンシートの製造方法 | |
| JP2003146764A (ja) | セラミックスラリーの製造方法 | |
| KR100568282B1 (ko) | 적층 세라믹 콘덴서의 유전체 조성물용 첨가제, 이첨가제를 제조하는 방법 및 이 첨가제를 첨가한 유전체조성물 슬러리 | |
| JP4490754B2 (ja) | セラミック粉末が混合されたニッケル粉末の製造方法、及びセラミック粉末が混合されたニッケルペーストの製造方法 | |
| JP2001196257A (ja) | セラミックグリーンシートの製造方法 | |
| JP2007180217A (ja) | 積層セラミック電子部品の製造方法 | |
| KR20220140441A (ko) | 전기분사용 전극조성물 | |
| JP2006269918A (ja) | 積層セラミックコンデンサおよびその製法 | |
| JP2003068561A (ja) | 積層セラミックコンデンサの製造方法 | |
| CN116655373A (zh) | 一种低电容电压系数的x7r瓷粉及其制备方法和应用 | |
| GB2363088A (en) | Method of producing ceramic slurry |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040824 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041022 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050412 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050425 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3675254 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |