JP3673554B2 - ガラスゴブの成形方法及び成形装置 - Google Patents
ガラスゴブの成形方法及び成形装置 Download PDFInfo
- Publication number
- JP3673554B2 JP3673554B2 JP13423695A JP13423695A JP3673554B2 JP 3673554 B2 JP3673554 B2 JP 3673554B2 JP 13423695 A JP13423695 A JP 13423695A JP 13423695 A JP13423695 A JP 13423695A JP 3673554 B2 JP3673554 B2 JP 3673554B2
- Authority
- JP
- Japan
- Prior art keywords
- molding
- molten glass
- mold
- glass
- molding surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B19/00—Other methods of shaping glass
- C03B19/02—Other methods of shaping glass by casting molten glass, e.g. injection moulding
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B40/00—Preventing adhesion between glass and glass or between glass and the means used to shape it, hold it or support it
- C03B40/04—Preventing adhesion between glass and glass or between glass and the means used to shape it, hold it or support it using gas
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B7/00—Distributors for the molten glass; Means for taking-off charges of molten glass; Producing the gob, e.g. controlling the gob shape, weight or delivery tact
- C03B7/10—Cutting-off or severing the glass flow with the aid of knives or scissors or non-contacting cutting means, e.g. a gas jet; Construction of the blades used
- C03B7/12—Cutting-off or severing a free-hanging glass stream, e.g. by the combination of gravity and surface tension forces
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
【産業上の利用分野】
本発明は、レンズ等の光学素子の成形用素材として用いるのに適したガラスゴブの成形方法及び成形装置に関する。
【0002】
【従来の技術】
従来、レンズ等の光学素子を成形する方法として、ガラスゴブ(ガラス塊)を加熱し、軟化させ、成形型でプレスし、所望の光学素子に近い形状にガラスゴブを成形した後、この成形体の表面を研磨して、所望の光学素子を得ることが行われている。
【0003】
しかし、この成形体の表面の研磨作業はきわめて煩雑であり、光学素子の成形に多大な時間と費用を要するうえ、この成形体の表面の研磨作業によって、ガラス屑や使用済みの研磨剤等が混じった廃棄物(スラッジ)が発生するという問題点がある。
【0004】
そこで、近年、このガラスゴブを高精度にプレス成形することにより、研磨することなく直接所望の光学素子を成形する方法が行われるようになっている。しかし、このガラスゴブを高精度にプレス成形することにより、直接所望の光学素子を成形する方法においては、ガラスゴブの表面または表層部にキズ、汚れ、脈理等の欠陥があった場合、このガラスゴブを成形して得られる光学素子においてもキズ、汚れ、脈理等の欠陥が生じてしまうため、これらのキズ、汚れ、脈理等の欠陥のないガラスゴブをきわめて高い収率で精度よく製作することが必要とされている。
【0005】
そこで、このようなキズ等の欠陥のないガラスゴブを成形する方法として、特開平2−34525号公報には、成形型で溶融ガラス流を受け、所定量の溶融ガラスが成形型内に鋳込まれたときに成形型を降下させ、流下する溶融ガラス流と成形型内に鋳込まれた溶融ガラスとを分離し、ガラス素子(ガラスゴブ)を成形する方法が開示されている。
【0006】
【発明が解決しようとする課題】
上記従来の特開平2−34525号公報に開示されたガラスゴブの成形方法においては、成形型で溶融ガラス流を受ける際に高温の溶融ガラスが成形型と接触して冷却されるため、溶融ガラスにおける成形型との接触部分にシワが生じ易く、この部分がガラスゴブの表面に欠陥として残るという問題がある。
【0007】
本発明は、上記従来の問題点を解決するためになされたもので、その目的とするところは、シワ、キズ、汚れ、脈理等の欠陥のないガラスゴブをきわめて高い収率で精度よく成形することが可能なガラスゴブの成形方法及び成形装置を提供することにある。
【0008】
【課題を解決するための手段】
請求項1のガラスゴブの製造方法は、流出管から溶融ガラスを流下させ、この流下する溶融ガラスの下部を、温度制御可能な成形型の成形面上に形成したガスクッション上に保持しつつ、成形型を下降させ、流下する前記溶融ガラスを切断して溶融ガラス塊を得、前記成形型を温度制御で、この溶融ガラス塊を、前記ガスクッション上に保持しつつ、溶融ガラス塊の表面が軟化点以下の温度になるまで前記ガスクッション及び前記溶融ガラス塊の側面の空冷により冷却し、ガラスゴブを製造することを特徴とするものである。
【0009】
請求項2のガラスゴブの製造方法は、請求項1において、成形面を設けた多孔質材に成形面の反対側から加圧気体を導入し、前記成形面上にガスクッションを形成することを特徴とするものである。
【0010】
請求項3のガラスゴブの製造方法は、請求項1または2において、成形面に開口する少なくとも一つの細孔から気体を噴出し、前記成形面上にガスクッションを形成することを特徴とするものである。
請求項4のガラスゴブの成形装置は、溶融ガラスを流下させる流出管と、前記流出管から流下する溶融ガラスの下部を保持するためのガスクッションを成形面上に形成する成形型と、前記成形型を加熱するヒータと、前記成形型の温度を検知する熱電対と、前記熱電対の検知結果に基づき前記ヒータの電気量を制御して前記成形型を温度制御する温度制御装置と、前記成形型を上下動させる上下駆動手段と、を備え、前記流出管が溶融ガラスを流下させ、前記成形型が流下した溶融ガラスの下部を前記ガスクッション上に保持しつつ、前記上下駆動手段が前記成形型を下降させて流下した溶融ガラスを切断し、溶融ガラス塊を得、前記温度制御装置が前記成形型を温度制御した状態で、前記成形型が、前記溶融ガラス塊を、前記ガスクッション上に保持しつつ、前記溶融ガラス塊の表面が軟化点以下の温度になるまで前記ガスクッション及び前記溶融ガラス塊の側面の空冷により冷却し、ガラスゴブを製造することを特徴とするものである。
請求項5のガラスゴブの成形装置は、請求項4において、前記成形型の成形面を有する部位が多孔質材からなり、前記成形型が、前記成形面の反対側から加圧気体の導入を受けて前記成形面上にガスクッションを形成することを特徴とするものである。
請求項6のガラスゴブの成形装置は、請求項4または5において、前記成形型が、前記成形面に開口する1又は2以上の細孔を有し、前記細孔の少なくとも一つから気体を噴出して前記成形面上に前記ガスクッションを形成することを特徴とするものである。
【0011】
【作用】
請求項1のガラスゴブの成形方法においては、流出管から溶融ガラスを流下させ、この流下する溶融ガラスの下部を、温度制御可能な成形型の成形面上に形成したガスクッション上に保持しつつ、成形型を下降させることにより、流下する溶融ガラスがきわめて容易に切断され、溶融ガラス塊が得られる。そして成形型を温度制御した状態で、この溶融ガラス塊を、ガスクッション上に保持しつつ、溶融ガラス塊の表面が軟化点以下の温度になるまでガスクッション及び溶融ガラス塊の側面の空冷により冷却し、ガラスゴブを製造することにより、高温の溶融ガラスが成形型の成形面と直接接触して冷却されることがない。従って、溶融ガラスの成形型の成形面との接触部分にシワ等が生じることがなく、表面にシワ等の欠陥のないきわめて高精度のガラスゴブが成形できる。
【0012】
請求項2のガラスゴブの成形方法においては、成形面を設けた多孔質材に成形面の反対側から加圧気体を導入し、成形面上にガスクッションを形成するため、多孔質材で形成された成形部表面の成形面から噴出した気体によって形成されたガスクッションによって、高温の溶融ガラスが成形型の成形面と直接接触して冷却されることがない。
従って、溶融ガラスの成形型の成形面との接触部分にシワが生じることがなく、表面にシワ等の欠陥のないきわめて高精度のガラスゴブが成形できる。
【0013】
請求項3のガラスゴブの成形方法においては、成形面に開口する少なくとも一つの細孔から気体を噴出し、前記成形面上にガスクッションを形成するため、細孔から噴出した気体によって形成されたガスクッションによって、高温の溶融ガラスが成形型の成形面と直接接触して冷却されることがない。従って、溶融ガラスの成形型の成形面との接触部分にシワ等が生じることがなく、表面にシワ等の欠陥のないきわめて高精度のガラスゴブが成形できる。
請求項4のガラスゴブの成形装置においては、流出管が溶融ガラスを流下させ、成形型が流下した溶融ガラスの下部をガスクッション上に保持しつつ、上下駆動手段が成形型を下降させることにより、流下した溶融ガラスがきわめて容易に切断され、溶融ガラス塊が得られる。そして温度制御装置が成形型を温度制御した状態で、成形型が、この溶融ガラス塊を、ガスクッション上に保持しつつ、溶融ガラス塊の表面が軟化点以下の温度になるまでガスクッション及び溶融ガラス塊の側面の空冷により冷却し、ガラスゴブを製造することにより、高温の溶融ガラスが成形型の成形面と直接接触して冷却されることがない。従って、溶融ガラスの成形型の成形面との接触部分にシワ等が生じることがなく、表面にシワ等の欠陥のないきわめて高精度のガラスゴブが成形できる。
請求項5のガラスゴブの成形装置においては、成形型の成形面を有する部位が多孔質材からなり、成形型が成形面の反対側から加圧気体の導入を受けて成形面上にガスクッションを形成するため、そのガスクッションによって、高温の溶融ガラスが成形型の成形面と直接接触して冷却されることがない。従って、溶融ガラスの成形型の成形面との接触部分にシワが生じることがなく、表面にシワ等の欠陥のないきわめて高精度のガラスゴブが成形できる。
請求項6のガラスゴブの成形装置においては、成形型が成形面に開口する1又は2以上の細孔を有し、その細孔の少なくとも一つから気体を噴出して成形面上にガスクッションを形成するため、そのガスクッションによって、高温の溶融ガラスが成形型の成形面と直接接触して冷却されることがない。従って、溶融ガラスの成形型の成形面との接触部分にシワ等が生じることがなく、表面にシワ等の欠陥のないきわめて高精度のガラスゴブが成形できる。
【0014】
【実施例】
以下、図面を参照して実施例について説明する。図1は本発明の実施例に係わるガラスゴブの成形方法に用いられる成形装置の一概略構成及びその成形手順の一例を示す断面図である。
【0015】
図1に示されるように、本発明のガラスゴブの成形方法に用いられる成形装置10は、図示されていないガラス溶解炉から、その溶解炉で溶解された溶融ガラス11が供給される白金または白金合金製の流出管12を備えている。流出管12には、流出管通電加熱用の導線13が接続されている。
【0016】
また、流出管12には温度制御装置(図示略)に接続された熱電対16が設けられている。この熱電対16により流出管12内の溶融ガラス11の温度が検知され、温度制御装置によって流出管12内の溶融ガラス11が所定の温度になるように、流出管通電加熱用の導線13の電気量が制御される。
【0017】
流出管12の下方には、耐熱金属製の成形型14、14・・・が、複数個設けられており、例えば図示されていない回転テ−ブルの周縁に沿って並んで配置されている。
成形型14、14・・・は、成形装置10に設けられた図示されていない周知の上下駆動手段に取付けられており、所定のタイミングで上下動する構成となっている。
【0018】
この成形型14、14・・・の上面14aには略摺鉢状の成形面14b、14b・・・が形成されている。
また、成形型14、14・・・には、成形型14、14・・・の成形面14b、14b・・・に開口する細孔15が設けられている。この細孔15からは窒素ガス等の不活性ガスや空気等が吹き出すように構成されている。更に、成形型14、14・・・の成形面14b、14b・・・は鏡面仕上げされている。
【0019】
加えて、これらの成形型14、14・・・には、溶融ガラス塊11bを適度な速度で冷却できるように、図示されていないヒ−タ、熱電対16および温度制御装置が設けられている。この熱電対16によって成形型14、14・・・の温度が検知され、温度制御装置によって、成形型14、14・・・の温度が所定の温度になるように、ヒ−タの電気量が制御される。
また、前記成形型14、14・・・は、図1に示されるようにその側面から空冷される構成となっている。
【0020】
このように構成された成形装置10を用いてガラスゴブを成形する方法について以下に説明する。
【0021】
先ず、成形装置10の図示しないスイッチをオンして成形型14、14・・・を所定の回転サイクルで移動させるとともに、流出管通電加熱用の導線13により電圧を印加し、流出管12を加熱する。また、図示しないガラス溶解炉を作動させて、その溶解炉で溶解した溶融ガラス11を流出管12内に供給する。この際、流出管12内の溶融ガラス11の粘性logηが0.3〜3.0ポアズ程度の最適な値となるように、流出管12の温度を調整する。
【0022】
流出管12内に溶融ガラス11が充分に供給され、且つ、成形装置10の運転が定常状態になった後、図1(A)の初期位置から図1(B)の溶融ガラス流下位置に移動した、空の成形型14の成形面14b上に開口する細孔15から気体を吹き出し、成形面14b上にガスクッションを形成する。
【0023】
その後、成形型14の成形面14bのガスクッション上に、流出管12内から溶融ガラス11を、所定量流下させることによって、成形型14に溶融ガラス11を供給する。
流出管12内から流下する溶融ガラス11の下部は、成形型14の成形面14b上に形成したガスクッションによって受け止められ、途中部分がくびれて除々に細くなり、くびれ部分11aが形成される。そして、所定のタイミングで成形型14を急速降下させることにより、くびれ部分11aが図1の(B’)に示されるように切断され、成形面14b上に溶融ガラス塊11bが保持される。
溶融ガラス塊11bが、成形型14の成形面14b上に保持された後、この成形型14を図1の(C)位置に移動する。
【0024】
図1の(C)位置において、成形型14は図示されていない温度制御装置により温度制御された状態となっており、成形型14の成形面14b上のガスクッション上に保持された溶融ガラス塊11bは、成形型14の成形面14b上に開口する細孔15から吹き出す気体によって、略摺鉢状の成形面14bの側面に沿って転動する。溶融ガラス塊11bは、この転動により真球状に球形化されながら、その表面が軟化温度以下の温度までガスクッション及びその側面の空冷により冷却され、略球状のガラスゴブ20が成形される。その後、成形型14の成形面14b上に開口する細孔15からの気体の吹き出しを終了させ、成形型14を、図1の(D)位置に移動する。
【0025】
そして、ガラスゴブ20は図1の(D)位置において、図示されていない調温手段によって調温されながら、冷却され、取り出し位置(図1の(E)位置)に移動される。十分に冷却されたガラスゴブ20は、この取り出し位置(図1の(E)位置)において真空吸着手段や成形型14の傾動手段等公知の手段により取り出される。空になった成形型14は再び初期位置(図1の(A)位置)に移動し、次のガラスゴブ成形に供される。
【0026】
なお、流下による成形型14への溶融ガラス11の供給のタイミング、成形型14の成形面14b上に開口する細孔15からの気体吐出のタイミング、成形型の上下動のタイミング等は、成形型14、14・・・の回動サイクルや図1の(C)位置、または(D)位置における冷却過程に要する時間等を考慮して決められる。
【0027】
ここで、図1の(C)位置において溶融ガラス塊11bが転動しながら冷却される時間、すなわち、成形型14の成形面14b上のガスクッション上に保持された溶融ガラス塊11bが、成形型14の成形面14b上に開口する細孔15から吹き出される気体によって、成形面14bの側面に沿った状態で転動を開始する時点から、細孔15からの気体の吹き出しを終了させて溶融ガラス塊11bの転動を終了させるまでに要する時間は、通常2〜10秒程度である。
【0028】
また、図1の(D)位置における冷却時間、すなわち、図1の(D)位置に移動した成形型14上のガラスゴブ20が、図示されていない調温手段によって冷却され始める時点から、この調温手段による冷却を終了し、成形型14の、ガラスゴブ20の取り出し位置(図1の(E)位置)への移動が開始されるまでに要する時間は、通常5〜15秒程度である。
【0029】
このように構成されたガラスゴブ20の成形装置10を用いた成形方法においては、流出管12から溶融ガラス11を流下させ、この流下する溶融ガラス11の下部を、温度制御可能な成形型14の成形面14b上に形成したガスクッション上に保持しつつ、成形型14を急速に降下させることにより、流下する溶融ガラス11のくびれ部分11aがきわめて容易に切断され、溶融ガラス塊11bが得られる。
【0030】
そして、成形型14を温度制御した状態で、このガスクッション上に供給され、保持された溶融ガラス塊11bを、ガスクッション上で転動させながら、溶融ガラス塊11bの表面が軟化点以下の温度になるまでガスクッション及び溶融ガラス塊11bの側面の空冷により冷却し、ガラスゴブ20を成形するため、高温の溶融ガラス11は、成形型14の成形面14bと直接接触して冷却されることがない。
従って、溶融ガラス11の成形型14の成形面14bとの接触部分にシワ等が生じることがなく、表面にシワ等の欠陥のないきわめて高精度のガラスゴブ20が収率よく成形できる。
また、高温の溶融ガラス11は、成形型14の成形面14bと直接接触して冷却されることがないため、成形型14の成形面14bと溶融ガラス塊11bとの融着が有効に防止される。
【0031】
また、本実施例のガラスゴブの成形装置10を用いた成形方法においては、成形型14を急速に降下させることにより、流出管12から流下した溶融ガラス11のくびれ部分11aを切断しているが、レ−ザ−、赤外放射、高周波加熱、酸水素炎等によりくびれ部分11aを急速加熱する等、周知の切断方法の補助的な適用も可能である。
【0032】
また、本実施例のガラスゴブ20の成形装置10を用いた成形方法においては、成形型14に、この成形型14の成形面14bに開口する一つの細孔15が設けられているが、細孔15は二つ以上設けられていてもよい。
【0033】
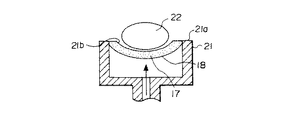
図2は本発明に用いられる成形型の他の実施例を示すものである。成形型21の上面21aには多孔質材からなる成形部17が設けられており、成形部17の表面には鏡面仕上げされた凹面状の成形面21bが形成されている。この成形型21は成形部17の裏面18から窒素ガス等の不活性ガスや空気等を導入し、これらの気体が成形面21bから吹き出すように構成されている。
【0034】
この成形型21では、成形面21b上に形成されたガスクッション上に保持された溶融ガラス塊は、気体により転動することなく、その表面が軟化温度以下の温度まで冷却され、レンズ状のガラスゴブ22が成形される。
【0035】
【発明の効果】
請求項1〜3のガラスゴブの成形方法においては、溶融ガラスと成形型の成形面との接触部分にシワ等が生じることがなく、表面にシワ等の欠陥のないきわめて精度の高いガラスゴブが収率よく成形できる。
請求項4〜6のガラスゴブの成形装置においても、溶融ガラスと成形型の成形面との接触部分にシワ等が生じることがなく、表面にシワ等の欠陥のないきわめて精度の高いガラスゴブが収率よく成形できる。
【図面の簡単な説明】
【図1】本発明の実施例に係わるガラスゴブの成形方法に用いられる成形装置の一概略構成及びその成形手順の一例を示す断面図である。
【図2】本発明の他の実施例に係わるガラスゴブの成形方法に用いられる成形型の断面図である。
【符号の説明】
10 成形装置
11 溶融ガラス
11b 溶融ガラス塊
12 流出管
13 流出管通電加熱用導線
14 成形型
14b、21b 成形面
15 細孔
16 熱電対
17 成形部
20、22 ガラスゴブ
Claims (6)
- 流出管から溶融ガラスを流下させ、この流下する溶融ガラスの下部を、温度制御可能な成形型の成形面上に形成したガスクッション上に保持しつつ、成形型を下降させ、流下する前記溶融ガラスを切断して溶融ガラス塊を得、前記成形型を温度制御で、この溶融ガラス塊を、前記ガスクッション上に保持しつつ、溶融ガラス塊の表面が軟化点以下の温度になるまで前記ガスクッション及び前記溶融ガラス塊の側面の空冷により冷却し、ガラスゴブを製造することを特徴とするガラスゴブの成形方法。
- 成形面を設けた多孔質材に成形面の反対側から加圧気体を導入し、前記成形面上にガスクッションを形成することを特徴とする請求項1記載のガラスゴブの成形方法。
- 成形面に開口する少なくとも一つの細孔から気体を噴出し、前記成形面上にガスクッションを形成することを特徴とする請求項1または2記載のガラスゴブの成形方法。
- 溶融ガラスを流下させる流出管と、
前記流出管から流下する溶融ガラスの下部を保持するためのガスクッションを成形面上に形成する成形型と、
前記成形型を加熱するヒータと、
前記成形型の温度を検知する熱電対と、
前記熱電対の検知結果に基づき前記ヒータの電気量を制御して前記成形型を温度制御する温度制御装置と、
前記成形型を上下動させる上下駆動手段と、
を備え、
前記流出管が溶融ガラスを流下させ、前記成形型が流下した溶融ガラスの下部を前記ガスクッション上に保持しつつ、前記上下駆動手段が前記成形型を下降させて流下した溶融ガラスを切断し、溶融ガラス塊を得、
前記温度制御装置が前記成形型を温度制御した状態で、前記成形型が、前記溶融ガラス塊を、前記ガスクッション上に保持しつつ、前記溶融ガラス塊の表面が軟化点以下の温度になるまで前記ガスクッション及び前記溶融ガラス塊の側面の空冷により冷却し、ガラスゴブを製造することを特徴とするガラスゴブの成形装置。 - 前記成形型の前記成形面を有する部位が多孔質材からなり、
前記成形型が、前記成形面の反対側から加圧気体の導入を受けて前記成形面上にガスクッションを形成することを特徴とする請求項4記載のガラスゴブの成形装置。 - 前記成形型が、前記成形面に開口する1又は2以上の細孔を有し、前記細孔の少なくとも一つから気体を噴出して前記成形面上に前記ガスクッションを形成することを特徴とする請求項4または5記載のガラスゴブの成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13423695A JP3673554B2 (ja) | 1995-05-31 | 1995-05-31 | ガラスゴブの成形方法及び成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13423695A JP3673554B2 (ja) | 1995-05-31 | 1995-05-31 | ガラスゴブの成形方法及び成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08325021A JPH08325021A (ja) | 1996-12-10 |
| JP3673554B2 true JP3673554B2 (ja) | 2005-07-20 |
Family
ID=15123612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP13423695A Expired - Fee Related JP3673554B2 (ja) | 1995-05-31 | 1995-05-31 | ガラスゴブの成形方法及び成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3673554B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004034797B4 (de) | 2004-07-19 | 2010-01-28 | Schott Ag | Verfahren zur Herstellung feuerpolierter Gobs |
| JP4918182B2 (ja) * | 2006-09-26 | 2012-04-18 | Hoya株式会社 | ガラス成形体の製造方法及び製造装置、並びに光学素子の製造方法 |
-
1995
- 1995-05-31 JP JP13423695A patent/JP3673554B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08325021A (ja) | 1996-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4682003A (en) | Laser beam glass cutting | |
| US5762673A (en) | Method of manufacturing glass optical elements | |
| JP3853622B2 (ja) | ガラス成形体の製造方法、プレス成形品の製造方法、ガラス光学素子の製造方法及びガラス成形体の製造装置 | |
| KR20010049665A (ko) | 유리 제품을 제조하기 위한 방법, 압축 몰딩된 제품을제조하기 위한 방법, 및 유리 매스 제품을 제조하기 위한장치 | |
| JP2798208B2 (ja) | ガラスゴブの成形方法 | |
| JP3673554B2 (ja) | ガラスゴブの成形方法及び成形装置 | |
| JP3494390B2 (ja) | ガラス光学素子の製造方法 | |
| JPH0471853B2 (ja) | ||
| JP3630829B2 (ja) | 光学素子成形用素材の製造方法 | |
| JP4289716B2 (ja) | ガラス素子の成形方法 | |
| JPH05286728A (ja) | ガラスレンズの製造方法 | |
| JPH07165431A (ja) | ゴブの成形方法及びそれに用いられる成形装置 | |
| JPH08245223A (ja) | 光学素子の成形方法 | |
| JP2501585B2 (ja) | 光学素子の成形方法 | |
| JP2002348133A (ja) | 光学ガラス成形品および光学素子の製造方法 | |
| JPH08169722A (ja) | ガラス光学素子の成形方法および装置 | |
| JP2798207B2 (ja) | 精密球状ガラスゴブの成形方法及びその成形装置 | |
| JPH08208244A (ja) | 光学ガラス素子成形装置 | |
| JPH0672725A (ja) | 光学ガラス成形方法 | |
| JP3164923B2 (ja) | 光学素子成形用ガラス素材及びその製造方法 | |
| JPH0416414B2 (ja) | ||
| JPH0632624A (ja) | 光学ガラスの成形方法および装置 | |
| JPH06345444A (ja) | ガラス素子の製造方法 | |
| JPH0543258A (ja) | 球状ガラスの製造法 | |
| JP5166011B2 (ja) | 熱間プレス成形品の製造方法、精密プレス成形用プリフォームの製造方法、及び光学素子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050419 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050425 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110428 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110428 Year of fee payment: 6 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110428 Year of fee payment: 6 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110428 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |