JP3670710B2 - 割溝付き錠剤および割溝形成凸部付き杵 - Google Patents
割溝付き錠剤および割溝形成凸部付き杵 Download PDFInfo
- Publication number
- JP3670710B2 JP3670710B2 JP10295295A JP10295295A JP3670710B2 JP 3670710 B2 JP3670710 B2 JP 3670710B2 JP 10295295 A JP10295295 A JP 10295295A JP 10295295 A JP10295295 A JP 10295295A JP 3670710 B2 JP3670710 B2 JP 3670710B2
- Authority
- JP
- Japan
- Prior art keywords
- tablet
- split groove
- forming convex
- radial direction
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000007906 compression Methods 0.000 claims description 29
- 230000006835 compression Effects 0.000 claims description 28
- 230000002093 peripheral effect Effects 0.000 claims description 20
- 238000000465 moulding Methods 0.000 claims description 19
- 238000000748 compression moulding Methods 0.000 claims description 14
- 239000004570 mortar (masonry) Substances 0.000 claims description 13
- 238000009702 powder compression Methods 0.000 claims description 11
- 239000000843 powder Substances 0.000 claims description 10
- 238000003825 pressing Methods 0.000 claims description 6
- 238000000926 separation method Methods 0.000 claims description 3
- 230000037303 wrinkles Effects 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 230000000994 depressogenic effect Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 238000011161 development Methods 0.000 description 2
- HQKMJHAJHXVSDF-UHFFFAOYSA-L magnesium stearate Chemical compound [Mg+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O HQKMJHAJHXVSDF-UHFFFAOYSA-L 0.000 description 2
- GUBGYTABKSRVRQ-QKKXKWKRSA-N Lactose Natural products OC[C@H]1O[C@@H](O[C@H]2[C@H](O)[C@@H](O)C(O)O[C@@H]2CO)[C@H](O)[C@@H](O)[C@H]1O GUBGYTABKSRVRQ-QKKXKWKRSA-N 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000008101 lactose Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 235000019359 magnesium stearate Nutrition 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000011812 mixed powder Substances 0.000 description 1
- 230000000144 pharmacologic effect Effects 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920001592 potato starch Polymers 0.000 description 1
- 230000001953 sensory effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001225 therapeutic effect Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
- B30B11/08—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space co-operating with moulds carried by a turntable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/065—Press rams
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Medicinal Preparation (AREA)
Description
【産業上の利用分野】
本発明は、錠剤に分割するための割溝を設けた割溝付き錠剤およびその割溝を形成するための割溝形成凸部を設けた粉末圧縮成形装置の杵に関する。
【0002】
【従来の技術】
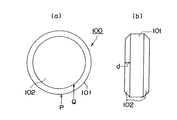
一般に、錠剤として、例えば図8に示すようなものがある。即ち、この錠剤100は、円柱状の錠剤本体101と、その錠剤本体101の両端面の外周縁からそれぞれ径方向内側に向って隆起する隆起部102とを備えた形状から成っている。
【0003】
つまり、錠剤100は、錠剤本体101において外円周Pを有し、隆起部102において内円周Qを有しており、その錠剤100の表面が隆起部102の表面は外円周Pから高さdの分だけ隆起している。
【0004】
しかしながら、投与量を調節するために病院薬局等で錠剤を2分割することがある。そのため、図9に示すように錠剤100の片面に割溝103を設けたものがある。
【0005】
この割溝103は、通常、角度が90°であり、錠剤100の表面の中心線の直下で隆起部102の高さd分、即ち深さdのところに引いた中心線CL上の直線Xaと、錠剤100の表面上に中心線CLと平行に引いた溝幅線である直線Xa1 およびXa2 とから構成される三角柱状の切れ込みを中心線上に貫通形成したものである。図中Yaは、Xa1 およびXa2 間の距離で、幅を表している。
【0006】
【発明が解決しようとする課題】
このように、錠剤100の隆起部102の表面に割溝103を設けて錠剤100中の主薬含量や患者の個体差などから服用量を半分にする必要性が生じたときに2分割できるようにしている。このとき、治療量と中毒量の間が近いものやごく微量で薬理効果を示す錠剤100があるため、可能な限り均等分割性が要求されている。
【0007】
しかし、従来の錠剤100の割溝103のほとんどは隆起部102の高さd分の深さdしかなく、浅いため分割しにくく正確に2分割できない。また、均等に分割できるように錠剤100の隆起部102の表面に中心線上に貫通形成した割溝103を、単に溝角度を大きくして幅Yaを大きくしたり、深さdを深くするだけでは、製造時や輸送時の衝撃に弱いため、錠剤100が割れたり、割溝103の構造付近、特に径方向両端部に欠けが生じやすい。
【0008】
従って、耐衝撃性に優れた割溝103の形状の大きな錠剤の開発は技術的に困難であった。
【0009】
本発明は上記した従来技術の課題を解決するためになされたもので、その目的とするところは、容易かつ正確に分割できると共に、耐衝撃性の向上を図り得る割溝付き錠剤であってこの錠剤を割れにくくし得る割溝形成凸部を設けた粉末圧縮成形装置の杵を提供することにある。
【0010】
【課題を解決するための手段】
上記目的を達成するために、本発明にあっては、錠剤本体と該錠剤本体の端面の外周縁より径方向内側に向って隆起する隆起部とを備えた錠剤であって、前記隆起部の表面に錠剤の中心線に対して貫通形成される錠剤を分割するための割溝を設けた割溝付き錠剤において、前記割溝は、角度を90°より大きく、深さを前記隆起部の高さより深くし、当該径方向の両端は前記錠剤本体と前記隆起部との境界の位置として、該境界より割溝の両側に当該割溝に臨んで径方向内側に向って面取りを形成してなることを特徴とする。
【0011】
前記割溝の面取りは、前記錠剤本体と前記隆起部との境界を頂点とする面で、当該径方向内側の辺が前記割溝幅の線と接する点と前記隆起部の外周縁と接する点とを結ぶもので、前記頂点側にくぼむ円弧状であることが好適である。
【0012】
そして、上記構成の割溝付き錠剤を成形する杵として、支持部材に配設された臼と、該臼に対向して摺動自在に設けられ、臼内に充填された粉末を錠剤本体と該錠剤本体の外周縁より径方向内側に向って隆起する隆起部を備えた錠剤に圧縮成形するための杵と、該杵を押圧するための圧縮手段とを備えた粉末圧縮成形装置であって、前記杵の前記錠剤の圧縮成形部の圧縮面に錠剤の隆起部表面に錠剤の中心線に対して貫通形成される錠剤を分割するための割溝を設けるための割溝形成凸部を設けた杵において、前記割溝形成凸部は、角度を90°より大きく、高さを前記圧縮成形部の隆起部形成部の深さより高くし、当該径方向の両端は前記圧縮成形部の外周縁の位置を境界として、該境界より割溝形成凸部の両側に当該割溝形成凸部に臨んで径方向内側に向って面取りを形成してなることを特徴とする。
【0013】
前記割溝形成凸部の面取りは、前記圧縮成形部の外周縁との境界を頂点とする面で、当該径方向内側の辺が前記割溝形成凸部の幅の線と接する点と前記隆起部形成部の外周縁と接する点とを結ぶもので、前記頂点側にくぼむ円弧状であることが好適である。
【0014】
【作用】
上記構成の割溝付き錠剤にあっては、割溝の角度を従来の90°より大きくしているので、従来の割溝幅より大きく成り、また深さを従来の隆起部の高さ分より深くしている。これらにより、容易かつ正確に分割することができる。
【0015】
そして、割溝の径方向の両端を錠剤本体と隆起部との境界の位置として、その境界より割溝の両側に当該割溝に臨んで径方向内側に向って面取りを形成している。この面取りにて製造時や輸送時等に受ける衝撃を緩衝することができ、欠けにくくなる。また、径方向の両端を錠剤本体と隆起部との境界の位置としていることから、溝の深さが中央部より浅くなり、単に深くしているものよりも衝撃に対して強くなる。
【0016】
また、割溝の面取りの径方向内側の辺が割溝幅の線と接する点と隆起部の外周縁と接する点とを結ぶもので、錠剤本体と隆起部との境界の位置側にくぼむ円弧状とすることで、面取りに加わった衝撃力が径方向内部に作用するのを抑えてくれるため、衝撃に対してより強くなる。
【0017】
そして、上記構成の割溝付き錠剤を形成するための割溝形成凸部付き杵の圧縮成形部において、上記した割溝形状に対応して面取りを設けているため、上記作用により衝撃が緩衝されることになり、割れにくくなる。
【0018】
また、割溝形成凸部の面取りの径方向内側の辺をくぼむ円弧状とすることで、上記した作用により衝撃に対してより強くなるため、割れにくくなる。
【0019】
【実施例】
以下に本発明を図示の実施例に基づいて説明する。本発明の一実施例に係る割溝付き錠剤を示す図1において、1は割溝付き錠剤(以下、単に錠剤という)全体を示しており、この実施例では錠剤1の片面に割溝2を1つ設けて2分割するものである。
【0020】
この錠剤1の基本構造は、円柱状の錠剤本体3と、その錠剤本体3の両端面の外周縁からそれぞれ径方向内側に向って隆起する同心円柱状の隆起部4とを備えた形状から成っており、錠剤本体3は外円周Pを有し、隆起部4は内円周(外周縁)Qを有しており、その錠剤1の表面である隆起部4の表面は外円周Pから高さdの分だけ隆起している。
【0021】
そして、錠剤1には本発明の特徴部分である割溝2が設けられている。この割溝2は、角度が90°より大きい110°であり、錠剤1の表面の中心線の直下で隆起部3の高さd分より深いD(図1(b)中F−F1 の深さ)のところに引いた中心線CL上の直線Xと、錠剤1の表面上に中心線CLと平行に引いた溝幅線である直線X1 およびX2 とから構成される三角柱状の切れ込みを中心線上に貫通形成したものである。図中Yは、X1 およびX2 間の距離で、幅を表している。
【0022】
この割溝2の径方向両端は、錠剤本体3と隆起部4との境界の位置となっている。即ち、Xの両端は外円周P上の点A、A1 にて結ばれている。そして、その両端部であってその両側に面取り5がそれぞれ設けられている。この面取り5の両端部の形状は同じであるため、図中左側について以下に説明する。尚、右側については図中対応する左側の符号に’を付けた符号を付することで説明は省略する。
【0023】
面取り5は、Aより割溝2の両側に割溝2に臨んで径方向内側に向って形成されており、その形状はAを頂点とする略三角形状と成っている。そして、その径方向内側の辺が割溝幅の線であるX1 及びX2 と接する点C1 及びC2 と隆起部3の外周縁である内円周Pと接する点B1 及びB2 とを結ぶもので、A側にくぼむ半径Rの円弧状と成っている。
【0024】
上記構成の錠剤にあっては、割溝2の角度を従来の90°より大きい110°としているので、幅Yが従来の幅Yaより大きく成り、また深さDを従来の隆起部4の高さd分より深くしている。これらにより、容易かつ正確に分割することができる。尚、割溝2の角度は錠剤1の大きさ,材料等によって適宜変更されるもので、少なくとも従来の90°より大きければ良い。
【0025】
そして、割溝2の径方向の両端部A,A1 の両側にそれぞれ面取り5を設けているので、その面取り5にて衝撃を緩衝することができ、欠けにくく成る。また、径方向の両端A,A1 を錠剤本体3と隆起部4との境界の位置としていることから、割溝2の深さが中央部より浅くなり、単に深くしているものよりも衝撃に対して強い。
【0026】
また、面取り5の径方向内側の辺がA,A1 側にくぼむ円弧状としているので、面取り5に加わった衝撃力が径方向内部に作用するのを抑えてくれるため、衝撃に対してより強くなる。
【0027】
以上のことから、容易かつ正確に分割できると共に、耐衝撃性の向上を図ることができる。
【0028】
次に、本発明の一実施例に係る割溝形成凸部付き杵として、上記構成の錠剤1を成形するための粉末圧縮成形装置としての回転式粉末圧縮成形装置(図示せず)に適用される上杵6を図2及び図3に基づいて説明する。
【0029】
上記錠剤1は図3に示す上杵6、臼7、下杵8から成る成形型にて圧縮成形される。これら上杵6、臼7、下杵8は、図示しない回転盤にそれぞれ周方向に複数設けられている。即ち、臼7は、支持部材としての回転盤内に配設されており、その臼7にそれぞれ対向して上杵6と下杵8が摺動自在に設けられている。
【0030】
そして、上杵6の圧縮形成部9にて上記錠剤1における割溝2を形成するようになっており、圧縮面10に本発明の特徴部分である割溝形成凸部11が設けられている。
【0031】
圧縮形成部9は、錠剤1の隆起部4を形成するための隆起部形成部としての陥没部12を有する略凹形状で、その外周縁から径方向内側に向って陥没する形状と成っている。つまり、錠剤本体3の外周縁を成す外円周Sを有し、陥没部12は内円周Tを有しており、その陥没部12は外円周Sから深さhの分だけ陥没しており、その底面が錠剤1を圧縮成形するための圧縮面10と成っている。
【0032】
そして、その圧縮面10に割溝形成凸部11が設けられている。この割溝形成凸部11は、上記した錠剤1の割溝2を形成するためのもので、その角度が90°より大きい110°であり、圧縮面10の中心線CLの直上で陥没部12の深さh分より高いHのところに引いた中心線CL上の直線Zと、圧縮面10の表面上に中心線CLと平行に引いた凸幅線である直線Z1 およびZ2 とから構成される三角柱状の凸部を中心線上に外周縁より突設形成したものである。図中Wは、Z1 およびZ2 間の距離で、幅を表している。
【0033】
この割溝形成凸部11の径方向両端は、外周縁の位置となっている。即ち、Xの両端は外円周S上の点G、G1 にて結ばれている。そして、その両端部であってその両側に面取り13がそれぞれ設けられている。この面取り13の両端部の形状は同じであるため、図中左側について以下に説明する。尚、右側については図中対応する左側の符号に’を付けた符号を付することで説明は省略する。
【0034】
面取り13は、Gより割溝形成凸部11の両側に割溝形成凸部11に臨んで径方向内側に向って形成されており、その形状はGを頂点とする略三角形状と成っている。そして、その径方向内側の辺が凸部幅の線であるZ1 及びZ2 と接する点I1 及びI2 と陥没部12の外周縁である内円周Tと接する点J1 及びJ2 とを結ぶもので、G側にくぼむ半径Rの円弧状と成っている。
【0035】
また、上杵6の上端部及び下杵8の下端部の所定の位置には、それぞれ鍔61,81が形成されている。
【0036】
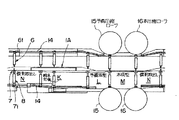
そして、回転式粉末圧縮成形装置には、上記鍔61,81が係合し、回転盤が回転したときに工程に応じて上杵6と下杵8を案内する案内溝14が設けられている。
【0037】
即ち、この案内溝14は、図4の回転式粉末圧縮形成装置の中心展開図に示すように、まず下杵8の先端部は常に臼7内に挿入されるようになっており、粉末充填工程では上,下杵6,8が互いに離れる方向に、また圧縮成形工程では上杵6が臼7内に挿入されるように、錠剤取出工程では上杵6を臼7から離れる方向に、下杵8を錠剤が臼7から突出するように設けられている。
【0038】
また、装置本体には、錠剤を上,下杵6,8にて圧縮成形するために上,下杵6,8を押圧する圧縮手段を設けている。この圧縮手段は、本実施例では錠剤1を予備成型と本成型にて圧縮成形するようになっているため、予備圧縮ローラ15と本圧縮ローラ16とを備えている。
【0039】
次に、回転式粉末圧縮成型装置において上記構成の錠剤1の成形について図4及び図5に基づき説明する。
【0040】
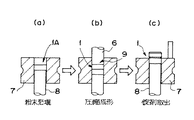
図示しないフィードシュにより粉末1Aが臼7の孔71に所定量充填され(図4中K部及び図5(a)参照)、回転盤の回転により案内溝14を介して上下方向に上,下杵6,8が所定の位置に案内され、その後予備圧縮ローラ15にて上,下杵6,8が押圧されて粉末1Aが予備圧縮成形(予備成型)され(図4中L部参照及び図5(b)参照)、その後本圧縮ローラ16にて上,下杵6,8が押圧されて本圧縮成形(本成型)され(図4中M部及び図5(b)参照)、上記構成の割溝2を付した錠剤1が成形される。
【0041】
この圧縮成形の際、上記したように上杵6の圧縮成形部9に割溝形成凸部11を設けており、この割溝形成凸部11は上記したように割溝2の形状に対応して面取り13を設けているため、押圧時の衝撃が緩衝されることになり、錠剤1が割れにくくなる。
【0042】
また、割溝形成凸部11の面取り13の径方向内側の辺をくぼむ円弧状とすることで、成形時において、上記した作用により衝撃に対してより強くなるため、割れにくくなる。
【0043】
その後、回転盤の回転により、案内溝14を介して上下方向に上,下杵6,8が所定の位置に案内されて、錠剤1が臼7より突出し(図4中N部及び図5(c)参照)、回転盤外に取り出される。
【0044】
尚、上記実施例では、錠剤1を2分割するための割溝2を片面に設けたものを例にとって説明したが、多少耐衝撃性が劣るかもしれないが、割れ性からみて両面に設けても良い。
【0045】
また、割溝を1つ設けて2分割する場合を例にとって説明したが、特に2分割に限るものではなく、割溝を2つ設けて4分割する場合にも同様に適用することができる。
【0046】
ここで、上記実施例に係る具体例、参考例、上記効果を示す試験例を以下に説明する。
【0047】
(具体例)
本実施例に係る錠剤1の大きさは、外円周Pの直径は通常の錠剤に用いられる6〜9mmが好ましく、外円周Pの直径が7mmの場合、内円周Qの直径は6.03mm、隆起部4の高さdが0.28mm、深さDが0.5mm、幅Yが1.42mmであり、円Rの半径は0.3〜0.7mmである。
【0048】
そして、この錠剤1は次のように成形される。
【0049】
乳糖914部および馬鈴薯でんぷん391.7部(土幌農協製)を流動層造粒機(Glatt社製、WSG−I型)へ仕込み、粉末へ結合剤としてポリビニルアルコール26.4部(日本合成化学製)の5.5%(重量%)水溶液をスプレーすることにより、造粒、乾燥させた。乾燥粉末は二本ローター整粒機(徳寿工作所)で整粒し、それぞれに滑沢剤としてステアリン酸マグネシウムを9.9部加えてVブレンダー(徳寿工作所)で5分間混合した。
【0050】
この混合末(1A)を上記した本発明に係る上杵(6)を回転式粉末圧縮成形装置としての高速ロータリー式打錠機CRRECT−12K−PURE−PRESS(菊水製作所)を用い、回転数30rpmで打錠し、1錠122mgの錠剤1を得た。
【0051】
(参考例)
上記本発明に係る上杵(6)の代わりに従来の割溝形成凸部を有する上杵を用い、従来の錠剤100を作成した。その錠剤100の重量、形状(図7参照)は下記の表1の通りである。尚、表1には上記具体例で得た錠剤1についても示している。
【0052】
【表1】

(第1試験例)
上記参考例で得た錠剤100及び具体例で得た錠剤1の径方向と厚み方向の強度を錠剤破壊強度測定器(富山産業社製:TH203CP)にて測定した。径方向は通常の測定方法で行い、厚み方向は治具を用いて強度を測定した。その強度(硬度)測定結果を下記の表2に示す。
【0054】
上記径方向の強度測定は次の通りである。
【0055】
即ち、図6に示すように錠剤100(1)を面が円形の試料台91上に立てて置き(径方向に載置)、測定スタートスイッチ(図示せず)を入れることにより試料台91が上昇し、試料台91に対向して設けられている加圧面が円形のヘッド92に挟み込まれた錠剤100(1)に加圧していく。そして、錠剤100(1)が破壊されたときの加圧数値をその錠剤100(1)の径方向の強度(硬度)としている。これを10回繰り返し平均値を以下に示している。
【0056】
また厚み方向の強度測定は次の通りである。
【0057】
即ち、図7に示すように厚み方向の強度を測定するための治具として試料台91上に所定間隔を有して一対の棒状部材93を設け、その棒状部材93上に錠剤100(1)を平置きする。このとき錠剤100(1)の割溝103(2)の方向は棒状部材93の向きとほぼ平行とする。
【0058】
その後、上記した径方向の強度測定方法と同様に図示しない測定スタートスイッチを入れることにより試料台91が上昇し、試料台91に対向して設けられ、かつ割溝103(2)に対向して設けられている厚み方向の強度を測定するための治具として加圧部が鋭利な刃状と成っているヘッド94に挟み込まれた錠剤100(1)に加圧していく。そして、錠剤100(1)が破壊されたときの加圧数値をその錠剤100(1)の厚み方向の強度(硬度)としている。これを10回繰り返し平均値を以下に示している。尚、割溝103(2)が上向き,下向き両方について測定を行っている。
【0059】
【表2】
【0060】
(第2試験例)
無作為に選出したパネラー5人に錠剤100と錠剤1を各10錠を2分割させ、このときの分割のしやすさの官能を3段階で現した。評価は割れやすい:2点、普通:1点、割れにくい:0点とし、10点満点とした。また、分割した錠剤をそれぞれ化学天秤で精秤し、平均重量や重量変動係数を求めた。その官能評価点および分割錠の特性の結果を下記の表3に示した。
【0061】
【表3】
【0062】
【発明の効果】
本発明は、以上の構成および作用を有するもので、割溝付き錠剤の割溝の角度を従来の90°より大きくしているので、従来の割溝幅より大きく成り、また深さを従来の隆起部の高さ分より深くしていることから、容易かつ正確に分割することができる。
【0063】
そして、割溝の径方向の両端を錠剤本体と隆起部との境界の位置として、その境界より割溝の両側に当該割溝に臨んで径方向内側に向って面取りを形成しているので、この面取りにて製造時や輸送時等に受ける衝撃を緩衝することができ、欠けにくくなる。また、径方向の両端を錠剤本体と隆起部との境界の位置としているので、溝の深さが中央部より浅くなり、単に深くしているものよりも衝撃に対して強くなる。
【0064】
また、割溝の面取りの径方向内側の辺が割溝幅の線と接する点と隆起部の外周縁と接する点とを結ぶもので、錠剤本体と隆起部との境界の位置側にくぼむ円弧状とすることで、面取りに加わった衝撃力が径方向内部に作用するのを抑えてくれるため、衝撃に対してより強くなる。
【0065】
以上のことから、容易かつ正確に分割できると共に、耐衝撃性の向上を図ることができる。
【0066】
そして、上記構成の割溝付き錠剤を形成するための割溝形成凸部付き杵の圧縮成形部において、上記した割溝形状に対応して面取りを設けているので、上記作用により衝撃が緩衝されることになり、割れにくくなる。
【0067】
また、割溝形成凸部の面取りの径方向内側の辺をくぼむ円弧状とすることで、上記した作用により衝撃に対してより強くなるため、割れにくくなる。
【図面の簡単な説明】
【図1】図1は本発明の一実施例に係る割溝付き錠剤を示しており、同図(a)は平面図で、同図(b)は側面図で、同図(c)は斜視図で、同図(d)は要部断面図である。
【図2】図2は本発明の一実施例に係る割溝形成凸部付き杵としての上杵を示しており、同図(a)は正面図で、同図(b)は拡大底面図で、同図(c)は先端部拡大側面図で、同図(d)は先端部斜視図である。
【図3】図3は錠剤の成形型の一部断面正面図である。
【図4】図4は回転式粉末成形装置の中心展開図である。
【図5】図5は錠剤の製造工程を示す要部断面図で、同図(a)は粉末充填工程を示し、同図(b)は圧縮成形工程を示し、同図(c)は錠剤取出工程を示している。
【図6】図6は錠剤の径方向の強度測定方法を示す正面図である。
【図7】図7(a)は錠剤の厚み方向の強度測定方法を示す正面図であり、同図(b)は斜視図である。
【図8】図8(a)は割溝無しの錠剤の平面図で、同図(b)は同図(a)の側面図である。
【図9】図9は従来の割溝付き錠剤を示しており、同図(a)は平面図で、同図(b)は側面図で、同図(c)は斜視図である。
【符号の説明】
1 錠剤(割溝付き錠剤)
1A 粉末
2 割溝
3 錠剤本体
4 隆起部
5 面取り
6 上杵
61 鍔
7 臼
71 孔
8 下杵
81 鍔
9 圧縮成形部
10 圧縮面
11 割溝形成凸部
12 陥没部(隆起部形成部)
13 面取り
14 案内溝
15 予備圧縮ローラ(圧縮手段)
16 本圧縮ローラ(圧縮手段)
91 試料台
92,94 ヘッド
93 棒状部材
Claims (6)
- 錠剤本体と該錠剤本体の端面の外周縁より内側に向って隆起する隆起部とを備えた錠剤であって、前記隆起部の表面に錠剤の中心線に対して貫通形成される錠剤を分割するための割溝を設けた割溝付き錠剤において、
前記割溝は、角度を90°より大きく、深さを前記隆起部の高さ分より深くし、前記割溝の径方向の両端は前記錠剤本体と前記隆起部との境界の位置とし、前記割溝の中央部は径方向の両端よりも深くし、該割溝の両側に当該割溝に臨んで内側に向って、該割溝の径方向の両端を頂点とする略三角形状の面取りを形成してなることを特徴とする割溝付き錠剤。 - 前記略三角形状の面取りが、前記割溝幅の線と接する点と前記隆起部の外周縁と接する点とを結ぶ、前記頂点側にくぼむ円弧状の辺を有することを特徴とする請求項1に記載の割溝付き錠剤。
- 錠剤本体と該錠剤本体の端面の外周縁より内側に向って隆起する隆起部とを備えた錠剤であって、前記隆起部の表面に錠剤の中心線に対して貫通形成される錠剤を分割するための割溝を設けた割溝付き錠剤において、
前記割溝は、角度を90°より大きく、深さを前記隆起部の高さ分より深くし、前記割溝の径方向の両端は前記錠剤本体と前記隆起部との境界の位置とし、前記割溝の中央部は径方向の両端よりも深くすることを特徴とする割溝付き錠剤。 - 支持部材に配設された臼と、
該臼に対向して摺動自在に設けられ、臼内に充填された粉末を錠剤本体と該錠剤本体の外周縁より内側に向って隆起する隆起部を備えた錠剤に圧縮成形するための杵と、
該杵を押圧するための圧縮手段とを備えた粉末圧縮成形装置であって、
前記杵の前記錠剤の圧縮成形部の圧縮面に錠剤の隆起部表面に錠剤の中心線に対して貫通形成される錠剤を分割するための割溝を設けるための割溝形成凸部を設けた杵において、
前記割溝形成凸部は、角度を90°より大きく、高さを前記圧縮成形部の隆起部形成部の深さ分より高くし、前記割溝形成凸部の径方向の両端は前記圧縮成形部の外周縁の位置とし、前記割溝形成凸部の中央部は径方向の両端よりも高くし、該割溝形成凸部の両側に当該割溝形成凸部に臨んで内側に向って、該割溝形成凸部の径方向の両端を頂点とする略三角形状の面取りを形成してなることを特徴とする割溝形成凸部付き杵。 - 前記略三角形状の面取りが、前記割溝形成凸部の幅の線と接する点と前記隆起部形成部の外周縁と接する点とを結ぶ、前記頂点側にくぼむ円弧状の辺を有することを特徴とする請求項4に記載の割溝形成凸部付き杵。
- 支持部材に配設された臼と、
該臼に対向して摺動自在に設けられ、臼内に充填された粉末を錠剤本体と該錠剤本体の外周縁より内側に向って隆起する隆起部を備えた錠剤に圧縮成形するための杵と、
該杵を押圧するための圧縮手段とを備えた粉末圧縮成形装置であって、
前記杵の前記錠剤の圧縮成形部の圧縮面に錠剤の隆起部表面に錠剤の中心線に対して貫通形成される錠剤を分割するための割溝を設けるための割溝形成凸部を設けた杵において、
前記割溝形成凸部は、角度を90°より大きく、高さを前記圧縮成形部の隆起部形成部の深さ分より高くし、前記割溝形成凸部の径方向の両端は前記圧縮成形部の外周縁の位置とし、前記割溝形成凸部の中央部は径方向の両端よりも高くすることを特徴とする割溝形成凸部付き杵。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10295295A JP3670710B2 (ja) | 1995-04-04 | 1995-04-04 | 割溝付き錠剤および割溝形成凸部付き杵 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10295295A JP3670710B2 (ja) | 1995-04-04 | 1995-04-04 | 割溝付き錠剤および割溝形成凸部付き杵 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08277218A JPH08277218A (ja) | 1996-10-22 |
| JP3670710B2 true JP3670710B2 (ja) | 2005-07-13 |
Family
ID=14341155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10295295A Expired - Lifetime JP3670710B2 (ja) | 1995-04-04 | 1995-04-04 | 割溝付き錠剤および割溝形成凸部付き杵 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3670710B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999018008A1 (en) * | 1997-10-02 | 1999-04-15 | Kyowa Hakko Kogyo Co., Ltd. | Press-through pack, seal sheet for press-through pack and method of preparing tablets |
| IN190906B (ja) * | 1998-04-03 | 2003-08-30 | Kyowa Hakko Kogyo Company Ltd | |
| JP4568426B2 (ja) * | 1998-04-08 | 2010-10-27 | 協和発酵キリン株式会社 | 錠剤の製造方法及び錠剤 |
| KR20010042593A (ko) * | 1998-04-10 | 2001-05-25 | 히라타 다다시 | 정제의 제조방법 및 정제 |
| TW200502000A (en) * | 2003-03-28 | 2005-01-16 | Kyowa Hakko Kogyo Kk | Dividing tablet |
| JP5373283B2 (ja) * | 2005-07-08 | 2013-12-18 | 武田薬品工業株式会社 | 錠剤 |
| KR200448126Y1 (ko) * | 2009-10-08 | 2010-03-18 | 송종훈 | 정제 성형용 일체형 멀티팁 펀치 기구 |
| EP2682110B1 (en) | 2011-03-03 | 2019-12-04 | Takeda Pharmaceutical Company Limited | Laminated tablet and manufacturing method therefor |
-
1995
- 1995-04-04 JP JP10295295A patent/JP3670710B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08277218A (ja) | 1996-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3670710B2 (ja) | 割溝付き錠剤および割溝形成凸部付き杵 | |
| JP2002528644A (ja) | 圧粉体の二次変形を伴う燒結部材の製造方法 | |
| JPS61129241A (ja) | プ−リ−の製造方法 | |
| CA2347314A1 (en) | Backing plate with friction material retention members and method and apparatus for manufacturing same | |
| HU191138B (en) | Process for producing tablets of regulated resolution of the active agents | |
| JP3531151B2 (ja) | オルダムリングの製造に用いる粉末成形用金型装置 | |
| US3831423A (en) | Method of making golf ball molds | |
| JPH0671497A (ja) | 回転式粉末圧縮成形機におけるダイセット | |
| JPH0584277A (ja) | 回転式粉末成形機の杵 | |
| CN217589710U (zh) | 一种梨钩式换向器座及其换向器 | |
| JP2019097496A (ja) | 固形調味食品およびその製造方法 | |
| JP2014054673A (ja) | センタリングされた圧縮コーティング錠を作製するための方法および装置 | |
| JP2785049B2 (ja) | 錠剤及びその製造のための杵 | |
| JPH10323210A (ja) | ヘリカルギザを有する円板状製品の製造方法および装置 | |
| JP2005145821A (ja) | 打錠製剤 | |
| JPH07179333A (ja) | 錠 剤 | |
| CN218979813U (zh) | 一种片剂结构及压片模具结构 | |
| US5164206A (en) | Tooling face configuration-particularly adapted for forming tablets (Cargille Curve) | |
| JP3151798B2 (ja) | 粉末成形用金型 | |
| JP3445643B2 (ja) | 板材の突起成形方法および塑性加工用雄型 | |
| JP2590062B2 (ja) | 焼結ヘリカルギヤおよびその成形用金型 | |
| JPH04344878A (ja) | 抵抗溶接用電極の製造方法 | |
| JPS58135740A (ja) | スラストワツシヤの製造方法 | |
| JPS59193712A (ja) | 半球体の製造方法 | |
| JPH0315280Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20041207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050207 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20050217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050415 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080422 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100422 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110422 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110422 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120422 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140422 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |