JP3655729B2 - プラズマディスプレイパネル用隔壁の焼成方法 - Google Patents
プラズマディスプレイパネル用隔壁の焼成方法 Download PDFInfo
- Publication number
- JP3655729B2 JP3655729B2 JP10431597A JP10431597A JP3655729B2 JP 3655729 B2 JP3655729 B2 JP 3655729B2 JP 10431597 A JP10431597 A JP 10431597A JP 10431597 A JP10431597 A JP 10431597A JP 3655729 B2 JP3655729 B2 JP 3655729B2
- Authority
- JP
- Japan
- Prior art keywords
- firing
- partition
- zone
- temperature
- furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Gas-Filled Discharge Tubes (AREA)
Description
【発明の属する技術分野】
本発明は、プラズマディスプレイパネル(以下、PDPという)用隔壁の焼成方法に関するものである。
【0002】
【従来の技術】
PDPは、対向するガラス基板の少なくとも一方に多数の隔壁を設ける必要がある。そして、この隔壁をガラス基板に形成するには種々の方法があるが、その一つとして厚膜印刷法がある。
これは、粉末ガラス等(PbO・B2O3系低融点ガラス粉末と特殊セラミック粉末とを混合したもの)に、樹脂バインダーを溶剤に溶解したビークルを加えて混練したペーストをスクリーン印刷法によりガラス基板上に数回塗布して所定高さの隔壁を形成し、所定時間放置してレベリングを行なったのち、100〜150℃で10〜15分間乾燥を行なう。
その後、ベルト炉やバッチ炉等でペーストに含まれる有機物を分解させるために昇温速度20〜50℃/分で焼成温度(550〜580℃)まで昇温し、焼成温度で約10分間保持して隔壁を焼成する。その後は20〜50℃/分の降温速度で冷却するものである。
【0003】
【発明が解決しようとする課題】
しかしながら、前記方法にて得た隔壁を有するガラス基板によりPDPを製作し、実用に供すると、しばしば発光状態の劣化や寿命が短くなるという課題を有していた。
本発明者は前記原因について種々検討した結果、前記焼成温度への昇温時に、ペースト中の樹脂バインダ等有機物が約250℃〜350℃で空気と反応して熱・酸化分解されて除去されるが、この温度域では粉末ガラスも軟化を開始し、前記分解ガスの放出により隔壁がポーラス状態となる。この結果、前記分解ガスが隔壁内のポーラス部に残留し、焼成時に分解ガスが隔壁内に封入される。
そして、前記のようにして得られたガラス基板(背面ガラス板)と他のガラス基板(前面ガラス板)とを周知の方法で一体化して得られたPDPは、その使用中にPDP放電のエネルギーにより前記隔壁内に封入された分解ガスの一部がPDP内に放出されて発光ガスに混入し、発光状態の劣化および寿命が短くなるということを知見した。
したがって、本発明は隔壁内に分解ガスが残留することを大巾に軽減させるPDP用隔壁の焼成方法を提供することを目的とする。
【0004】
【課題を解決するための手段】
本発明は前記目的を達成するために、プラズマディスプレイパネル用ガラス基板に粉末ガラスと樹脂バインダーとからなるペーストで形成した隔壁を焼成するに際し、前記隔壁中の樹脂バインダーの熱・酸化分解温度域で、かつ、粉末ガラスの収縮開始温度近傍で所定時間保持したのち、焼成温度に再昇温するとともに、前記保持工程の後半から前記再昇温工程の前半までのうち少なくとも保持工程の後半に1回以上の真空排気と復圧用クリーンエアの供給工程を行なうようにしたものである。
【0005】
【発明の実施の形態】
つぎに、本発明の実施の形態を図にしたがって説明する。
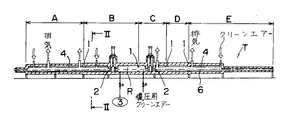
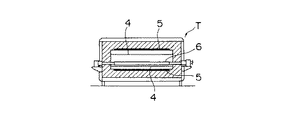
図1は、本発明を実施するためのローラハース型焼成炉の断面図、図2は図1のII−II線断面図で、隔壁を形成されたガラス基板は前記炉において図3に示すヒートカーブで焼成される。
【0006】
そして、ローラハース型焼成炉(以下、炉という)Tは、仕切壁1によって昇温帯A、保熱帯B、再昇温帯C、焼成帯Dと冷却帯Eとに区分される一方、保熱帯Bと再昇温帯Cとの各中間部には仕切扉2,2が昇降可能に設けられて区画室Rが形成されるようになっていて、前記区画室Rには真空ポンプ3と復圧用クリーンエアー供給源とに接続されている。
また、前記区画室Rと冷却帯Eの抽出部側を除く炉T内には、マッフル4が設けられ、このマッフル4は前記仕切壁1の内側に固定され、前記冷却帯Eの抽出部側を除く炉Tの天井部と炉床部に設けたヒータ5により、各帯域の温度が図3に示すヒートカーブを形成するようになっている。前記マッフル4内は、JISB9920で示される清浄度クラス7で露点−10℃のクリーンエアーが供給される。なお、6はハースローラである。
【0007】
つぎに、前記炉Tを使用してPDP用隔壁の焼成方法を説明する。
まず、前記従来のものと同一ペーストをスクリーン印刷法によりガラス基板上に印刷して隔壁を形成し、100〜150℃で10〜15分間乾燥処理を行なう。
ついで、乾燥処理を経たガラス基板を炉Tの装入部に装入し、ガラス基板を順次抽出側にハースローラ6で搬送して、その間に隔壁を焼成処理する。
【0008】
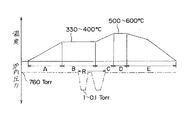
すなわち、炉Tに装入されたガラス基板は、昇温帯Aで5〜12℃/minで昇温され、隔壁中の樹脂バインダーの熱・酸化分解温度以上で粉末ガラスの軟化収縮開始温度域(330〜400℃)に達すると保熱帯Bで所定時間(10〜60分)保温保持され、この間に樹脂バインダーは熱・酸化分解され大半が気化し、炉T内へ供給されたクリーンエアとともに炉外に排出される。
【0009】
そして、この保熱帯Bの後半に設けた前記区画室Rにガラス基板が搬送されてくると、前記仕切扉2,2を閉鎖するとともに真空ポンプ3を駆動して区画室R内を1〜0,1Torrに真空排気し、その後、復圧用クリーンエアを供給する操作を行なって隔壁のポーラス部に存在する分解ガスを強制的に排除する。その後、ガラス基板は再昇温帯Cに至って2〜8℃/分の昇温速度で焼成帯(500〜600℃)Dに至るが、再昇温帯Cの前半においてもガラス基板は区画室R中にあり、ここでも前記同様の真空排気と復圧用クリーンエアの供給が行なわれ、隔壁のポーラス部に存在する分解ガスはほぼ完全に排除される。
なお、前記区画室Rの仕切扉2,2はガラス基板の移行毎に開閉し、その度毎に真空排気と復圧用クリーンエアの供給が行なわれるものである。
【0010】
その後、ガラス基板は焼成帯Dで所定時間(5〜30分)保持されてその間に隔壁が焼成され、つぎの冷却帯Eで3〜12℃/分の降温速度で冷却されて炉外に抽出されることになる。
なお、前記説明では、真空排気と復圧用クリーンエアの供給工程を保熱帯Bの後半および再昇温帯Cにおいて各1回行なう場合であるが、回数は複数回行なってもよいが、保熱帯Bの後半において少なくとも1回行なえばよい。
【0011】
また、前記説明では、隔壁の乾燥工程を行なったのち、焼成炉で焼成する場合を示したが、前記炉T内で行なってもよい。この場合、炉Tの装入側は図4に示すように、さらに仕切壁1aを設けて、この仕切壁1a,1a間で乾燥帯Fを構成し、該帯のマッフル4内温度を100〜150℃に保持すればよい。
なお、炉は連続式のものに限らず、バッチ式炉であってもよい。
【0012】
(実施例1)
隔壁用ペーストとして日本電気碍子(株)製PLS3550を使用してガラス基板にスクリーン印刷にて8層(120μm)に印刷して隔壁を形成し、前処理として150℃×10分空気中にて乾燥処理を行なったのち、図1に示す炉で下記の焼成処理を行なった。
昇 温…7℃/分
保 熱…400℃×20分
再昇温…4℃/分
焼 成…580℃×20分
冷 却…6℃/分
そして、保熱帯の後半と再昇温帯の前半で各1回ずつ1Torrに区画室を真空排気したのち復圧用クリーンエアを供給した。
ガラス基板を前記焼成処理したのち、所定の工程を経てPDPパネルを組立てたが、その結果、このPDPパネルでは良好な発光状態を長期間得ることができた。
【0013】
(実施例2)
前記と同じペーストで隔壁を形成したガラス基板を図1のローラハース型焼成炉内で前記乾燥処理を150℃×10分行なったのち引き続き実施例1と同様の焼成処理を行なったが、実施例1と同様結果を得た。
【0014】
【発明の効果】
以上の説明で明らかなように、本発明のPDP用隔壁の焼成方法によれば、ガラス基板中の隔壁がポーラス状となる樹脂バインダーの熱・酸化分解温度域近傍で真空排気と復圧用クリーンエアの供給処理を行なって、樹脂バインダーからの分解ガスを強制的に除去するため、焼成時に隔壁内に分解ガスが封入されず、つまり、PDP放電使用時に分解ガス(汚染ガス)が放出せず、発光状態の劣化、ひいてはPDPの寿命を短くすることが防止できる。
【図面の簡単な説明】
【図1】 プラズマディスプレイパネル用隔壁の焼成を行なうローラハース型焼成炉の断面図。
【図2】 図1のII−II線拡大断面図。
【図3】 図1のヒートパターン。
【図4】 図1の変形例を示す部分断面図。
【符号の説明】
1,1a…仕切壁、2…仕切扉、3…真空ポンプ、4…マッフル、5…ヒータ、6…ハースローラ、A…昇温帯、B…保熱帯、C…再昇温帯、D…焼成帯、E…冷却帯、F…乾燥帯、R…区画室、T…ローラハース型焼成炉。
Claims (1)
- プラズマディスプレイパネル用ガラス基板に粉末ガラスと樹脂バインダーとからなるペーストで形成した隔壁を焼成するに際し、前記隔壁中の樹脂バインダーの熱・酸化分解温度域で、かつ、粉末ガラスの収縮開始温度近傍で所定時間保持したのち、焼成温度に再昇温するとともに、前記保持工程の後半から前記再昇温工程の前半までのうち少なくとも保持工程の後半に1回以上の真空排気と復圧用クリーンエアの供給工程を行なうことを特徴とするプラズマディスプレイパネル用隔壁の焼成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10431597A JP3655729B2 (ja) | 1997-04-22 | 1997-04-22 | プラズマディスプレイパネル用隔壁の焼成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10431597A JP3655729B2 (ja) | 1997-04-22 | 1997-04-22 | プラズマディスプレイパネル用隔壁の焼成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10302632A JPH10302632A (ja) | 1998-11-13 |
| JP3655729B2 true JP3655729B2 (ja) | 2005-06-02 |
Family
ID=14377511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10431597A Expired - Fee Related JP3655729B2 (ja) | 1997-04-22 | 1997-04-22 | プラズマディスプレイパネル用隔壁の焼成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3655729B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101016188B (zh) * | 2006-02-08 | 2011-06-08 | 光洋热系统株式会社 | 热处理装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003068195A (ja) * | 2001-06-15 | 2003-03-07 | Sony Corp | プラズマ表示装置用パネルの製造方法およびプラズマ表示装置の製造方法 |
-
1997
- 1997-04-22 JP JP10431597A patent/JP3655729B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101016188B (zh) * | 2006-02-08 | 2011-06-08 | 光洋热系统株式会社 | 热处理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10302632A (ja) | 1998-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPS6116910B2 (ja) | ||
| JP2002366050A (ja) | 画像表示装置の製造方法、製造装置およびそれを用いて製造した画像表示装置 | |
| JP3946319B2 (ja) | プラズマディスプレイパネルの処理方法 | |
| KR101086081B1 (ko) | 유리 패널 조립체의 연속 봉착 처리로 및 봉착 처리 방법 | |
| US6796868B2 (en) | Method for manufacturing plasma display panel | |
| KR20060117794A (ko) | 플라즈마 디스플레이 패널 제조용 열처리 장치 | |
| JPH10302635A (ja) | プラズマディスプレイパネルの塗布封着剤の仮焼成方法 | |
| JP3655729B2 (ja) | プラズマディスプレイパネル用隔壁の焼成方法 | |
| KR101169106B1 (ko) | 플라즈마 디스플레이 패널의 다단 소성 장치 | |
| JP2001012848A (ja) | 板状製品のペースト乾燥方法 | |
| JP2000040470A (ja) | プラズマディスプレイパネル用ガラス基板の焼成方法 | |
| JPH11311484A (ja) | 炉内雰囲気循環型ローラハース式連続焼成炉 | |
| JPH0248618B2 (ja) | ||
| JP4734802B2 (ja) | 表示パネルの製造方法および製造装置 | |
| JP2984015B2 (ja) | プラズマディスプレイパネルの製造方法 | |
| KR20060026587A (ko) | 유리성형 장치 | |
| JP2003281994A (ja) | プラズマディスプレイパネル用基板構体の製造方法および製造装置 | |
| KR19990043620A (ko) | 플라즈마 표시소자의 배기충전방법 | |
| JPH1125854A (ja) | プラズマディスプレイパネル用ローラハース型連続焼成炉 | |
| JP2004354043A (ja) | 基板の熱処理方法及びそれに用いる連続式熱処理炉 | |
| JP2002206863A (ja) | 連続式熱処理炉 | |
| JP4266073B2 (ja) | 棚組方法 | |
| JP2001153564A (ja) | ラジアントチューブバーナーを利用した基板用連続加熱炉 | |
| KR100453891B1 (ko) | 플라즈마 디스플레이 기판 제조 방법과 제조 장치 | |
| JP2000223022A (ja) | プラズマディスプレイパネルの製造方法およびその製造用炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040917 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050304 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090311 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090311 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090311 Year of fee payment: 4 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100311 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110311 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110311 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110311 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120311 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130311 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130311 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |