JP3626299B2 - 射出成形金型とそれを使用したオーバーレイ成形方法 - Google Patents
射出成形金型とそれを使用したオーバーレイ成形方法 Download PDFInfo
- Publication number
- JP3626299B2 JP3626299B2 JP29093796A JP29093796A JP3626299B2 JP 3626299 B2 JP3626299 B2 JP 3626299B2 JP 29093796 A JP29093796 A JP 29093796A JP 29093796 A JP29093796 A JP 29093796A JP 3626299 B2 JP3626299 B2 JP 3626299B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- film
- runner
- gate
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000002347 injection Methods 0.000 title claims description 17
- 239000007924 injection Substances 0.000 title claims description 17
- 238000000465 moulding Methods 0.000 title claims description 8
- 238000000034 method Methods 0.000 title claims description 6
- 229920005992 thermoplastic resin Polymers 0.000 claims description 17
- 239000004033 plastic Substances 0.000 claims description 16
- 229920003023 plastic Polymers 0.000 claims description 16
- 229920005989 resin Polymers 0.000 claims description 12
- 239000011347 resin Substances 0.000 claims description 12
- 230000013011 mating Effects 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 7
- 239000012778 molding material Substances 0.000 claims description 6
- 238000001816 cooling Methods 0.000 claims description 3
- 238000005553 drilling Methods 0.000 claims 1
- 230000002093 peripheral effect Effects 0.000 description 6
- 238000001746 injection moulding Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000010137 moulding (plastic) Methods 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 238000007666 vacuum forming Methods 0.000 description 1
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【0001】
【従来の技術】
本発明は、プラスチック成形品の表面に熱可塑性樹脂フィルムを上張りする射出成形金型とそれを使用したオーバーレイ成形方法に関する。
【0002】
【従来の技術】
自動車の車内に取り付けるインパネ等のプラスチック成形品は、見た目の高級感を醸し出すために、それをABS樹脂やポリカーボネート等の成形材料で射出成形する際に、その射出成形金型内に、裏面に木目模様等が印刷された熱可塑性樹脂フィルムを予めセットしておき、それを金型内で成形された部品の表面に上張りするオーバーレイ成形が行われている。
このオーバーレイ成形の従来方法は、図3(a)に示すように、熱可塑性樹脂フィルムFを凹型11と凸型12との間に介在させてフィルムクランプ13で凹型11に固定した状態で、当該フィルムFを加熱軟化させると共に、凹型11の内外に通ずる小孔14から凹型11内の空気をバキュームで抜いて、軟化したフィルム1を真空成形法により凹型11の内面に沿って密着させた形態にセットする。
【0003】次いで、図3(b)に示すように、凹型11及び凸型12の合わせ面を前記熱可塑性樹脂フィルムFの余剰部を両側から挟み付けるように合わせて型締めし、内面に前記フィルムFが密着していない凸型12に穿設された湯道15を通じてその湯口からキャビティ16内に成形材料となる溶融樹脂を射出圧入し、これを冷却固化することにより、プラスチック成形品Wの成形加工と表面加工を同時に行うようにしている。
【0004】この溶融樹脂がキャビティ16内で冷却固化してプラスチック成形品Wの射出成形が完了し、その表面に表皮材となる熱可塑性樹脂フィルムFを上張りするオーバーレイ成形も完了すると、金型10を図3(c)の如く型開きしてプラスチック成形品Wを取り出し、当該成形品Wの周縁部からはみ出したフィルムFの余剰部を切除するトリミング作業を行う。
【0005】
【発明が解決しようとする課題】
ところで、金型10を型開きするときは、図3(c)に示すように、プラスチック成形品Wは湯道15が形成された凸型12側に残った状態で取り出されることになるが、このときに、成形品Wの周縁部にはみ出したフィルムFの余剰部が凹型11のフィルムクランプ13で成形品Wの表面から剥れる方向に引っ張られるので、成形品Wの周縁部でフィルムFが破れて製品不良を生ずるという問題があった。
【0006】そこで本発明は、型開きするときにフィルムが成形品の表面から剥がれる方向に引っ張られても成形品の周縁部でフィルムが破断することがないようにすることを技術的課題としている。
【0007】
【課題を解決するための手段】
この課題を解決するために、本発明は、プラスチック成形品の表皮材となる熱可塑性樹脂フィルムを凹型又は凸型のいずれか一方の型の内面に密着させるように予めセットした状態で、凹型及び凸型の合わせ面が前記熱可塑製樹脂フィルムの余剰部分を両側から挟み付けるように合わされて型締めされ、内面に前記フィルムが密着していない他方の型に穿設された湯道を通じてその湯口からキャビティ内に成形材料となる溶融樹脂が射出圧入される射出成形金型において、前記他方の型に、キャビティ内に湯口を開口した主湯道と、当該主湯道に連通せられて前記フィルムの余剰部を挟み付ける前記合わせ面に湯口を開口した副湯道が穿設されていることを特徴とする。
【0008】本発明によれば、フィルムが密着されていない方の型に、キャビティ内に湯口を開口した主湯道と、当該主湯道に連通して形成せられて前記フィルムの余剰部を挟み付ける合わせ面に湯口を開口した副湯道が穿設されているので、前記副湯道へ圧入される溶融樹脂をその湯口から前記フィルムの余剰部表面に供給して冷却固化させることにより、その余剰部表面に固着されたダミーランナが形成される。
そして、これを型開きするときに、フィルムが成形品の表面から剥される方向に引っ張られても、そのフィルムはダミーランナの部分で破断することとなり、したがって、少なくともフィルムが破断しやすい部分にダミーランナを形成しておけば、型開きのときにフィルムが成形品の周縁部で破断する製品不良を生じない。
【0009】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて具体的に説明する。
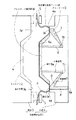
図1は本発明に係る射出成形金型を示す断面図、図2は本発明方法で形成されたプラスチック成形品を示す図である。
【0010】本例に係る射出成形金型1は、型締めしたときにその内部に所定形状のキャビティ2が形成される左右一対の凹型3と凸型4とからなり、プラスチック成形品Wの表皮材となる熱可塑性樹脂フィルムFを凹型3の表面にフィルムクランプ5で固定し、これを加熱軟化させると共に凹型3内の空気をバキュームで抜いてその内面に密着させるように予めセットした状態で、凹型3及び凸型4の合わせ面3a,4aが前記熱可塑性樹脂フィルムFの余剰部分を両側から挟み付けるように合わされて型締めされるように形成されている。
【0011】また、凸型4には、キャビティ2内に湯口6aを開口した複数の主湯道6,6と、当該主湯道6に連通せられて前記フィルムFの余剰部を挟み付ける前記合わせ面3aに湯口7aを開口した複数の副湯道7が穿設されると共に、背面側に射出ノズル(図示せず)を装着するスプルーブシュ8aを開口した注入湯道8が形成され、当該注入湯道8が一の副湯道7に連通されている。
また、副湯道7は、その湯口7aから主湯道6に向かって直線的に、且つ、その内径が徐々に細くなるように形成されると共に、主湯道6との合流点7bが最も細く形成され、溶融樹脂が冷却固化したときに僅かな力が加わるだけでその合流点7vで折れるように成されている。
【0012】
以上が本発明に係る射出成形金型の一例構成であって、次にこれを用いた射出成形方法について説明する。
まず、プラスチック成形品Wの表皮材となる熱可塑性樹脂フィルムFをフィルムクランプ5で固定し、凹型3の内面に密着させるように予めセットした状態で、凹型3及び凸型4の合わせ面3a,4aを前記熱可塑性樹脂フィルムFの余剰部を両側から挟み付けるように合わせて型締めする。
そして、凸型4の注入湯道8に形成されたスプルーブシュ8aから成形材料となる溶融樹脂を射出圧入する。
このとき、溶融樹脂は、一の副湯道7の湯口7aから前記フィルムFの余剰部表面に供給されると共に、当該副湯道7を介してこれに連通した主湯道6内に圧入され、その湯口6aからキャビティ2内に射出圧入される。
そして、キャビティ2を介して他の主湯道6の湯口6aからこれに連通する他の副湯道7に圧入されて、その湯口7aから前記フィルムFの余剰部表面に供給される。
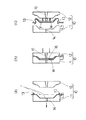
そして、この溶融樹脂が冷却固化すると、キャビティ2内で表面にフィルムFが上張りされたプラスチック成形品が成形されると共に、当該フィルムFの余剰部表面にダミーランナDが固着形成される。
【0013】
ここで、凹型3と凸型4を型開きすると、プラスチック成形品Wは各湯道6,7が形成されている凸型4側に残った状態で取り出される。このときに、成形品Wの周縁部にはみ出したフィルムFの余剰部が凹型3のフィルムクランプ5で引っ張られるが、成形品Wの余剰部表面にはダミーランナDが形成されいてるので、フィルムFが破断するとしてもそのダミーランナDの部分で破断し、成形品Wの周縁部で破断することはない。
そして、副湯道7は、主湯道6に向かって直線的に、且つ、その内径が徐々に細くなるように形成されると共に、主湯道6との合流点7bが最も細く形成されており、その合流点7bに作用する僅かな力で副湯道7内に形成されたダミーランナDと主湯道6内で形成されたランナの接続部が折れて分離されるので、凸型4からプラスチック成形品Wを取り出す際に何ら支障となることはない。
【0014】
なお、上述の説明では、注入湯道8を一の副湯道7に連通した場合について説明したが、本発明はこれに限らず主湯道6に連通させる場合であってもよい。
【0015】
【発明の効果】
以上述べたように、本発明によれば、プラスチック成形品の表皮材となる熱可塑性樹脂フィルムの余剰部表面にダミーランナが形成されるので、型開きするときにフィルムが成形品の表面から剥がれる方向に引っ張られて破断することがあっても、当該フィルムはダミーランナの部分で破断するので、成形品の周縁部でフィルムが破断する製品不良を起こすことがなく、生産効率が向上するという大変優れた効果を奏する。
【図面の簡単な説明】
【図1】本発明に係る射出成形金型を示す断面図。
【図2】本発明方法で形成されたプラスチック成形品を示す図。
【図3】(a)〜(c)は従来のオーバーレイ成形方法を示す説明図。
【符号の説明】
1・・・・・射出成形金型
2・・・・・キャビティ
3・・・・・凹型
4・・・・・凸型
3a,4a・合わせ面
W・・・・・プラスチック成形品
F・・・・・熱可塑性樹脂フィルム
6・・・・・主湯道
6a・・・・湯口
7・・・・・副湯道
7a・・・・湯口
【従来の技術】
本発明は、プラスチック成形品の表面に熱可塑性樹脂フィルムを上張りする射出成形金型とそれを使用したオーバーレイ成形方法に関する。
【0002】
【従来の技術】
自動車の車内に取り付けるインパネ等のプラスチック成形品は、見た目の高級感を醸し出すために、それをABS樹脂やポリカーボネート等の成形材料で射出成形する際に、その射出成形金型内に、裏面に木目模様等が印刷された熱可塑性樹脂フィルムを予めセットしておき、それを金型内で成形された部品の表面に上張りするオーバーレイ成形が行われている。
このオーバーレイ成形の従来方法は、図3(a)に示すように、熱可塑性樹脂フィルムFを凹型11と凸型12との間に介在させてフィルムクランプ13で凹型11に固定した状態で、当該フィルムFを加熱軟化させると共に、凹型11の内外に通ずる小孔14から凹型11内の空気をバキュームで抜いて、軟化したフィルム1を真空成形法により凹型11の内面に沿って密着させた形態にセットする。
【0003】次いで、図3(b)に示すように、凹型11及び凸型12の合わせ面を前記熱可塑性樹脂フィルムFの余剰部を両側から挟み付けるように合わせて型締めし、内面に前記フィルムFが密着していない凸型12に穿設された湯道15を通じてその湯口からキャビティ16内に成形材料となる溶融樹脂を射出圧入し、これを冷却固化することにより、プラスチック成形品Wの成形加工と表面加工を同時に行うようにしている。
【0004】この溶融樹脂がキャビティ16内で冷却固化してプラスチック成形品Wの射出成形が完了し、その表面に表皮材となる熱可塑性樹脂フィルムFを上張りするオーバーレイ成形も完了すると、金型10を図3(c)の如く型開きしてプラスチック成形品Wを取り出し、当該成形品Wの周縁部からはみ出したフィルムFの余剰部を切除するトリミング作業を行う。
【0005】
【発明が解決しようとする課題】
ところで、金型10を型開きするときは、図3(c)に示すように、プラスチック成形品Wは湯道15が形成された凸型12側に残った状態で取り出されることになるが、このときに、成形品Wの周縁部にはみ出したフィルムFの余剰部が凹型11のフィルムクランプ13で成形品Wの表面から剥れる方向に引っ張られるので、成形品Wの周縁部でフィルムFが破れて製品不良を生ずるという問題があった。
【0006】そこで本発明は、型開きするときにフィルムが成形品の表面から剥がれる方向に引っ張られても成形品の周縁部でフィルムが破断することがないようにすることを技術的課題としている。
【0007】
【課題を解決するための手段】
この課題を解決するために、本発明は、プラスチック成形品の表皮材となる熱可塑性樹脂フィルムを凹型又は凸型のいずれか一方の型の内面に密着させるように予めセットした状態で、凹型及び凸型の合わせ面が前記熱可塑製樹脂フィルムの余剰部分を両側から挟み付けるように合わされて型締めされ、内面に前記フィルムが密着していない他方の型に穿設された湯道を通じてその湯口からキャビティ内に成形材料となる溶融樹脂が射出圧入される射出成形金型において、前記他方の型に、キャビティ内に湯口を開口した主湯道と、当該主湯道に連通せられて前記フィルムの余剰部を挟み付ける前記合わせ面に湯口を開口した副湯道が穿設されていることを特徴とする。
【0008】本発明によれば、フィルムが密着されていない方の型に、キャビティ内に湯口を開口した主湯道と、当該主湯道に連通して形成せられて前記フィルムの余剰部を挟み付ける合わせ面に湯口を開口した副湯道が穿設されているので、前記副湯道へ圧入される溶融樹脂をその湯口から前記フィルムの余剰部表面に供給して冷却固化させることにより、その余剰部表面に固着されたダミーランナが形成される。
そして、これを型開きするときに、フィルムが成形品の表面から剥される方向に引っ張られても、そのフィルムはダミーランナの部分で破断することとなり、したがって、少なくともフィルムが破断しやすい部分にダミーランナを形成しておけば、型開きのときにフィルムが成形品の周縁部で破断する製品不良を生じない。
【0009】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて具体的に説明する。
図1は本発明に係る射出成形金型を示す断面図、図2は本発明方法で形成されたプラスチック成形品を示す図である。
【0010】本例に係る射出成形金型1は、型締めしたときにその内部に所定形状のキャビティ2が形成される左右一対の凹型3と凸型4とからなり、プラスチック成形品Wの表皮材となる熱可塑性樹脂フィルムFを凹型3の表面にフィルムクランプ5で固定し、これを加熱軟化させると共に凹型3内の空気をバキュームで抜いてその内面に密着させるように予めセットした状態で、凹型3及び凸型4の合わせ面3a,4aが前記熱可塑性樹脂フィルムFの余剰部分を両側から挟み付けるように合わされて型締めされるように形成されている。
【0011】また、凸型4には、キャビティ2内に湯口6aを開口した複数の主湯道6,6と、当該主湯道6に連通せられて前記フィルムFの余剰部を挟み付ける前記合わせ面3aに湯口7aを開口した複数の副湯道7が穿設されると共に、背面側に射出ノズル(図示せず)を装着するスプルーブシュ8aを開口した注入湯道8が形成され、当該注入湯道8が一の副湯道7に連通されている。
また、副湯道7は、その湯口7aから主湯道6に向かって直線的に、且つ、その内径が徐々に細くなるように形成されると共に、主湯道6との合流点7bが最も細く形成され、溶融樹脂が冷却固化したときに僅かな力が加わるだけでその合流点7vで折れるように成されている。
【0012】
以上が本発明に係る射出成形金型の一例構成であって、次にこれを用いた射出成形方法について説明する。
まず、プラスチック成形品Wの表皮材となる熱可塑性樹脂フィルムFをフィルムクランプ5で固定し、凹型3の内面に密着させるように予めセットした状態で、凹型3及び凸型4の合わせ面3a,4aを前記熱可塑性樹脂フィルムFの余剰部を両側から挟み付けるように合わせて型締めする。
そして、凸型4の注入湯道8に形成されたスプルーブシュ8aから成形材料となる溶融樹脂を射出圧入する。
このとき、溶融樹脂は、一の副湯道7の湯口7aから前記フィルムFの余剰部表面に供給されると共に、当該副湯道7を介してこれに連通した主湯道6内に圧入され、その湯口6aからキャビティ2内に射出圧入される。
そして、キャビティ2を介して他の主湯道6の湯口6aからこれに連通する他の副湯道7に圧入されて、その湯口7aから前記フィルムFの余剰部表面に供給される。
そして、この溶融樹脂が冷却固化すると、キャビティ2内で表面にフィルムFが上張りされたプラスチック成形品が成形されると共に、当該フィルムFの余剰部表面にダミーランナDが固着形成される。
【0013】
ここで、凹型3と凸型4を型開きすると、プラスチック成形品Wは各湯道6,7が形成されている凸型4側に残った状態で取り出される。このときに、成形品Wの周縁部にはみ出したフィルムFの余剰部が凹型3のフィルムクランプ5で引っ張られるが、成形品Wの余剰部表面にはダミーランナDが形成されいてるので、フィルムFが破断するとしてもそのダミーランナDの部分で破断し、成形品Wの周縁部で破断することはない。
そして、副湯道7は、主湯道6に向かって直線的に、且つ、その内径が徐々に細くなるように形成されると共に、主湯道6との合流点7bが最も細く形成されており、その合流点7bに作用する僅かな力で副湯道7内に形成されたダミーランナDと主湯道6内で形成されたランナの接続部が折れて分離されるので、凸型4からプラスチック成形品Wを取り出す際に何ら支障となることはない。
【0014】
なお、上述の説明では、注入湯道8を一の副湯道7に連通した場合について説明したが、本発明はこれに限らず主湯道6に連通させる場合であってもよい。
【0015】
【発明の効果】
以上述べたように、本発明によれば、プラスチック成形品の表皮材となる熱可塑性樹脂フィルムの余剰部表面にダミーランナが形成されるので、型開きするときにフィルムが成形品の表面から剥がれる方向に引っ張られて破断することがあっても、当該フィルムはダミーランナの部分で破断するので、成形品の周縁部でフィルムが破断する製品不良を起こすことがなく、生産効率が向上するという大変優れた効果を奏する。
【図面の簡単な説明】
【図1】本発明に係る射出成形金型を示す断面図。
【図2】本発明方法で形成されたプラスチック成形品を示す図。
【図3】(a)〜(c)は従来のオーバーレイ成形方法を示す説明図。
【符号の説明】
1・・・・・射出成形金型
2・・・・・キャビティ
3・・・・・凹型
4・・・・・凸型
3a,4a・合わせ面
W・・・・・プラスチック成形品
F・・・・・熱可塑性樹脂フィルム
6・・・・・主湯道
6a・・・・湯口
7・・・・・副湯道
7a・・・・湯口
Claims (2)
- プラスチック成形品(W)の表皮材となる熱可塑性樹脂フィルム(F)を凹型(3)又は凸型(4)のいずれか一方の型(3)の内面に密着させるように予めセットした状態で、凹型(3)及び凸型(4)の合わせ面(3a,4a)が前記熱可塑性樹脂フィルム(F)の余剰部分を両側から挟み付けるように合わされて型締めされ、内面に前記フィルムが密着していない他方の型(4)に穿設された湯道(6)を通じてその湯口(6a)からキャビティ(2)内に成形材料となる溶融樹脂が射出圧入される射出成形金型において、前記他方の型(4)に、キャビティ(2)内に湯口(6a)を開口した主湯道(6)と、当該主湯道(6)に連通せられて前記フィルム(F)の余剰部を挟み付ける前記合わせ面(4a)に湯口を開口した副湯道(7)が穿設されていることを特徴とする射出成形金型。
- プラスチック成形品(W)の表皮材となる熱可塑性樹脂フィルム(F)を凹型(3)又は凸型(4)のいずれか一方の型(3)の内面に密着させるように予めセットした状態で、凹型(3)及び凸型(4)の合わせ面(3a,4a)を前記熱可塑性樹脂フィルム(F)の余剰部を両側から挟み付けるように合わせて型締めし、内面に前記フィルム(F)が密着していない他方の型に穿設された湯道(6)を通じてその湯口(6a)からキャビティ(2)内に成形材料となる溶融樹脂を射出圧入する射出成形金型(1)を使用して、キャビティ(2)内に射出圧入された溶融樹脂が冷却固化して成るプラスチック成形品(W)の表面に前記フィルム(F)を上張りするオーバーレイ成形方法において、前記他方の型(4)に、キャビティ(2)内に湯口(6a)を開口した主湯道(6)と、当該主湯道(6)に連通せられて前記フィルム(F)の余剰部を挟み付ける合わせ面(4a)に湯口(7a)を開口した副湯道(7)を穿設し、当該副湯道(7)へ圧入される溶融樹脂をその湯口(7a)から前記フィルム(F)の余剰部表面に供給して冷却固化させることにより、その余剰部表面に固着されたダミーランナ(D)を形成することを特徴とするオーバーレイ成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29093796A JP3626299B2 (ja) | 1996-10-31 | 1996-10-31 | 射出成形金型とそれを使用したオーバーレイ成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29093796A JP3626299B2 (ja) | 1996-10-31 | 1996-10-31 | 射出成形金型とそれを使用したオーバーレイ成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10128800A JPH10128800A (ja) | 1998-05-19 |
| JP3626299B2 true JP3626299B2 (ja) | 2005-03-02 |
Family
ID=17762435
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP29093796A Expired - Fee Related JP3626299B2 (ja) | 1996-10-31 | 1996-10-31 | 射出成形金型とそれを使用したオーバーレイ成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3626299B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109128052A (zh) * | 2018-10-30 | 2019-01-04 | 禹州市昆仑模具有限公司 | 一种发动机前悬置托架覆膜砂模具 |
| CN109226675A (zh) * | 2018-11-27 | 2019-01-18 | 禹州市昆仑模具有限公司 | 一种车钩提杆座覆膜砂模具 |
-
1996
- 1996-10-31 JP JP29093796A patent/JP3626299B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10128800A (ja) | 1998-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO1994014590A1 (fr) | Article moule emboitable, appareil et methode de production de cet article | |
| JP2004001424A (ja) | 射出成形方法及び射出成形用金型及び樹脂成形品及びインサート樹脂部品 | |
| US5679304A (en) | Method of making a push button which is unbonded to a panel cover | |
| CA2154435A1 (en) | Method for producing thermoplastic resin molded article and mold assembly therefor | |
| EP0655304B1 (en) | Method for producing a skin-integrated laminate and mold device used thereof | |
| JP3626299B2 (ja) | 射出成形金型とそれを使用したオーバーレイ成形方法 | |
| JP2000280295A (ja) | 成形同時加飾用金型と成形同時加飾品の製造方法 | |
| JP3929624B2 (ja) | 表皮材の部分加飾一体成形品、その部分加飾一体成形品用金型、および表皮材の部分加飾成形方法 | |
| JP2735287B2 (ja) | 射出成形用金型およびそれを用いた射出成形方法 | |
| WO2000030824A3 (de) | Verfahren zum herstellen von spritzgiessteilen in einer spritzgiessmaschine | |
| JP3680437B2 (ja) | 表皮で被われた成形品の射出成形方法とその射出成形型装置 | |
| JP2872319B2 (ja) | 装飾用射出成形体 | |
| JPH11291288A (ja) | インストルメントパネルとその製造方法 | |
| US20030215614A1 (en) | Injection co-molding with offset parting line | |
| JP3195459B2 (ja) | 発泡成形品の製造方法 | |
| JPS63224918A (ja) | 模様付き成形品の製造方法 | |
| JPH0247021A (ja) | 自動車内装材の製造法 | |
| JPH1058493A (ja) | 合成樹脂成形品の射出成形方法及び金型 | |
| JP2680381B2 (ja) | 加飾成形品の製造方法 | |
| JPH07156196A (ja) | インサートシートとインサート成形品の製造方法 | |
| JP3874929B2 (ja) | 表皮材の部分加飾一体成形品および表皮材の部分加飾成形方法 | |
| JPH07276425A (ja) | 樹脂製品の成形方法及び成形用金型装置 | |
| JPH04135818A (ja) | 成形物の製造方法並びにその方法に使用する積層シート及びその方法に使用する金型 | |
| JPH02261612A (ja) | 両面インサート成形方法 | |
| JPH11129295A (ja) | 樹脂成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041202 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |