JP3621022B2 - ダイヤフラム弁の製法 - Google Patents
ダイヤフラム弁の製法 Download PDFInfo
- Publication number
- JP3621022B2 JP3621022B2 JP2000170819A JP2000170819A JP3621022B2 JP 3621022 B2 JP3621022 B2 JP 3621022B2 JP 2000170819 A JP2000170819 A JP 2000170819A JP 2000170819 A JP2000170819 A JP 2000170819A JP 3621022 B2 JP3621022 B2 JP 3621022B2
- Authority
- JP
- Japan
- Prior art keywords
- valve
- diaphragm
- rubber member
- plastic
- diaphragm valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Description
【発明の属する技術分野】
本発明はダイヤフラム弁の製法に関する。
【0002】
【従来の技術】
例えば、医療機器並びに各種分析装置等における薬液や洗浄液等の各種流体を制御するために用いられる電磁弁や減圧弁等の各種バルブには、プラスチック製のダイヤフラム弁が弁体として内蔵される。医療機器並びに各種分析装置等に使用されるこの種ダイヤフラム弁としては、耐薬品性および耐腐食性の高いフッ素樹脂(主に4フッ化エチレン樹脂)等より形成したものが多い。
【0003】
ところが、前記ダイヤフラム弁が内蔵されるバルブにあっては、図7に示すようにバルブ(図では電磁弁)90の弁座(シール部)91とダイヤフラム弁100先端のシール部(接触部)101が共に上記したフッ素樹脂等の比較的硬質のプラスチック樹脂からなるため、流体内の流体結晶物等の固体状異物が前記両シール部間に噛み込む等によって弁座91あるいはダイヤフラム弁100に塑性変形が起こり、両者のシール性が悪化してしまうとともに、耐久性も悪いといった問題点が指摘されている。なお、図中の符号92は第一流出入口、93は第一流出入路、94は第二流出入口、95は第二流出入路、96は前記第一流出入路93及び第二流出入路95と連通し前記ダイヤフラム弁100が配設される弁室、97は誘導素子であるコイル、98はダイヤフラム弁100に固着される可動鉄芯、99は前記可動鉄芯98を付勢するバネ、102はダイヤフラム弁100のダイヤフラム部である。
【0004】
そこで、近年、前記不具合を解消するため、図8に示す電磁弁90Aに内蔵されるダイヤフラム弁110のように、プラスチック製弁本体111の弁座91とのシール部となる先端部112に、カバー状のゴム部材(ゴムチップ)115を嵌めたものが提案されている。図8中の符号113はダイヤフラム弁110のプラスチック製弁本体111の外周側に一体に形成されたダイヤフラム部である。なお、図8において図7に示した部材と同一部材については同一符号が付されている。
【0005】
上記構造のダイヤフラム弁110によれば、弾性を有するカバー状ゴム部材115でバルブ90Aの弁座91と接触するため、上述した異物噛み込み等が生じても、ダイヤフラム弁110と弁座91のシール性及び耐久性が悪化するのを防ぐことができる。しかしながら、このダイヤフラム弁110にあっては、プラスチック製弁本体111とカバー状ゴム部材115との間に若干の隙間ができるため、図9の(A)ように弁周方向内向きの圧力P1がかかると、図示の如くカバー状ゴム部材115がプラスチック製弁本体111から剥がれる可能性がある。
【0006】
また、前記ダイヤフラム弁110は、図9の(B)のような圧力(吸引力)P2が作用すると、カバー状ゴム部材115が変形してプラスチック製弁本体111との間に大きな隙間Sができたり、カバー状ゴム部材115が破損したりして、バルブの性能に悪影響を及ぼすおそれがある。さらに、当該ダイヤフラム弁110にあっては、プラスチック製弁本体111とカバー状ゴム部材115のそれぞれに、嵌め合わせ部114,116の加工が必要となるので、この部分が各部材111,115を大きくし、ひいてはダイヤフラム弁110全体が大型化してしまい、バルブ90Aの内容積の増大を招く問題もある。加えて、このダイヤフラム弁110を得るには、プラスチック製弁本体111とカバー状ゴム部材115を別々に作製した後、カバー状ゴム部材115をプラスチック製弁本体111に嵌め込まなければならず、手間がかかるといった欠点がある。
【0007】
【発明が解決しようとする課題】
本発明は、前記の点に鑑みなされたもので、バルブ内に取り付けられて該バルブが作動する際に流体内の異物が当該ダイヤフラム弁と弁座との間に噛み込む等の不具合が生じても、長期間に亘って弁座とのシール性が良好で、しかも、バルブの性能に悪影響を及ぼすことがなく、さらには、従来に比しコンパクトで、バルブの大幅な小型化を実現できるダイヤフラム弁の製法を提案しようとするものである。
【0008】
【課題を解決するための手段】
すなわち、請求項1の発明は、プラスチック母材の一側端面の中心部に凹所を陥設する工程と、前記凹所にゴム又はゴム状プラスチックよりなるゴム部材を充填する工程と、前記ゴム部材が充填されたプラスチック母材を切削加工して、前記ゴム部材の端面がシール部となる弁本体と、前記弁本体の外周にダイヤフラム部を一体に形成する工程とからなることを特徴とするダイヤフラム弁の製法に係る。
【0009】
【発明の実施の形態】
以下添付の図面に従って本発明を詳細に説明する。
図1は本発明の一実施例に係るダイヤフラム弁を示す断面図、図2は同ダイヤフラム弁を取り付けた電磁弁を示す断面図、図3は同ダイヤフラム弁の製造工程を段階的に示す図、図4は他の実施例に係るダイヤフラム弁を示す断面図、図5は同ダイヤフラム弁を取り付けた電磁弁を示す断面図、図6は本発明の効果を確認するための比較試験における流体制御回路を示す概略図である。
【0010】
図1に示すダイヤフラム弁10は、医療機器並びに分析装置等において薬液等の各種流体の制御を行うバルブ(電磁弁や減圧弁等)に取り付けられて使用されるもので、図では特に微量調節が可能な小型のダイヤフラム弁が示されている。このダイヤフラム弁10はプラスチック製弁本体11と、ダイヤフラム部21とからなる。
【0011】
前記プラスチック製弁本体11は、各種合成樹脂、例えば耐薬品性及び耐腐食性の高いポリテトラフルオロエチレン(PTFE樹脂)等の4フッ化エチレン樹脂及び3フッ化塩化エチレン樹脂(PCTFE樹脂)等の他のフッ素樹脂等からなる。また、このプラスチック製弁本体11においては、一側端面12の中心部に凹所13が形成され、その凹所13にゴム又はゴム状プラスチックよりなる弾性を有するゴム部材15が充填され、該ゴム部材15の端面16がバルブの弁座に対するシール部として構成されている。前記ゴム部材15に用いられるゴム又はゴム状プラスチックとしては、耐薬品性及び耐腐食性が高いパーフロロエチレンゴムやフッ素ゴムやエチレンプロピレンターポリマー(EPDM)等が好適である。
【0012】
なお、この実施例では、前記プラスチック製弁本体11の凹所13に凹凸形状14を設け、その凹凸形状14を有する凹所13内にゴム部材15が充填されている。このようにすれば、前記凹凸形状14で係止作用が大となり、プラスチック製弁本体11とゴム部材15の結合を強固にすることができる。
【0013】
前記ダイヤフラム部21は、前記弁本体11の外周側に該弁本体11と一体に形成されている。このダイヤフラム部21は、前記弁本体11(ゴム部材15を除く。)と同様に、各種合成樹脂、例えば耐薬品性及び耐腐食性の高いポリテトラフルオロエチレン(PTFE樹脂)等の4フッ化エチレン樹脂及び3フッ化塩化エチレン樹脂(PCTFE樹脂)等の他のフッ素樹脂等からなる。また、このダイヤフラム部21は、薄肉の可動受圧部22とその周囲を囲む取付部23を備えている。
【0014】
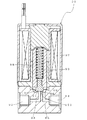
図2には、上記構造からなるダイヤフラム弁10が取り付けられた電磁弁(2方電磁弁)30が示されている。なお、図2中の符号31は弁座、32は第一流出入口、33は第一流出入路、34は第二流出入口、35は第二流出入路、36は前記第一流出入路33及び第二流出入路35と連通し前記ダイヤフラム弁10が配設される弁室、37は誘導素子であるコイル、38はダイヤフラム弁10に固着される可動鉄芯、39は前記可動鉄芯38を付勢するバネである。勿論、上記ダイヤフラム弁10は、図示の電磁弁に限らず、減圧弁や定流量バルブ等、各種バルブに取り付けることができる。
【0015】
上記構造のダイヤフラム弁10によれば、バルブ30内に取り付けて使用する場合において、そのバルブ30の開閉作動時に、前記ダイヤフラム弁10のゴム部材15がバルブ30の弁座31と接触及び離間し、前記接触時の衝撃をゴム部材15の変形にて吸収するため、先の従来技術の欄で述べたような異物噛み込み等があっても弁座漏洩の不具合が生じず、ダイヤフラム弁10と弁座31のシール性が悪化するのを防ぐことができ、長期間に亘って良好なシール性を維持することができる。また、前記ゴム部材15は、プラスチック製弁本体11の凹所13内に充填され弁本体11と一体的に設けられているので、従来技術の欄で図8を用いて説明したダイヤフラム弁110のように、弁本体11からゴム部材15が剥がれたり、弁本体11とゴム部材15の間に隙間が生じるのを避け、前記ダイヤフラム弁10と弁座31のシール性やバルブの性能に悪影響を及ぼす心配がない。加えて、当該ダイヤフラム弁10は、前記のようにプラスチック製弁本体11の凹所13内にゴム部材15が設けられているので、前記図8のダイヤフラム弁110に比べて小型化を実現でき、バルブの内容積の大幅な縮小を図ることができる。
【0016】
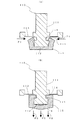
次に、上記ダイヤフラム弁10の製法の一例について図3を用いて説明する。この例では、まず、図3の(A)に示すような円柱状のプラスチック母材10Aを用意する。次いで、同図の(B)の断面図に示すように、前記プラスチック母材10Aの一側端面12Aの中心部に、切削加工等により凹所13を陥設(形成)する。
【0017】
続いて、同図の(C)のように、前記凹所13にゴム又はゴム状プラスチックよりなるゴム部材15(この例ではパーフロロエチレンゴム)を充填し、そのゴム部材15を硬化させる。この例では、前記凹所13が形成されたプラスチック母材10Aを型41,45内にセットし、未加硫あるいは半加硫のゴム部材を前記凹所13内に充填し、型41,45を加熱することによって、ゴム部材15を所定加硫温度まで加熱して加硫するとともに、上型45内に設けられた押圧型46で前記ゴム部材15の充填部分及びその周辺を所定圧力で加圧した後、前記ゴム部材15を乾燥及び冷却して、該ゴム部材15を硬化している。なお、前記加硫温度及び加圧圧力は用いるゴム部材15の種類に応じて適宜定められ、パーフロロエチレンゴムを用いるこの例では、前記加硫温度を150〜160℃、前記加圧圧力を98〜147N/cm2としている。また、前記ゴム部材15の硬化はプラスチック母材10Aの型41,45からの脱型前に行っても良いし、あるいは脱型後に行っても良い。さらに、上記のようにゴム部材15の充填時にはプラスチック母材10Aも加熱及び加圧されるため、該プラスチック母材10Aとしては、4フッ化エチレン樹脂等の熱や圧力に強いものを選択するのが望ましい。
【0018】
その後、前記ゴム部材15が充填されたプラスチック母材10Aを切削加工することによって、同図の(D)の如く、前記ゴム部材15の端面16がシール部となる弁本体11と、該弁本体11の外周にダイヤフラム部21を一体に形成すれば、上記ダイヤフラム弁10が得られる。この製法によれば、至って簡単にダイヤフラム弁10が得られるとともに、前記従来のダイヤフラム弁110を製造する場合のように、ゴム部材15のプラスチック製弁本体11への取付作業等の煩雑な作業を行わなくても済む。ここで、上述のようにゴム部材15の充填後に弁本体11とダイヤフラム部21の形成を行うのは、仮に弁本体11とダイヤフラム部21の形成後にゴム部材15を充填した場合には、前記加熱や加圧により当該弁本体11とダイヤフラム部21が変形や破損する心配があるからである。
【0019】
図4には他の実施例に係るダイヤフラム弁50が示されている。このダイヤフラム弁50は、2つのプラスチック製弁本体51A,51Bと、それらの弁本体51A,51Bの外周側に該弁本体51A,51Bとそれぞれ一体に形成された2つのダイヤフラム部61A,61Bを備え、前記プラスチック製弁本体61A及び61Bが連結部(ロッド部)65により連結されている。図示の例では前記連結部65をプラスチック製弁本体51A,51Bに軽圧入することによって連結している。そして、このダイヤフラム弁50においては、前記弁本体51A,51Bの対向する端面52A,52Bの中心部に凹所53A,53Bがそれぞれ陥設され、該各凹所53A,53B内にゴム部材55A,55Bが充填されている。
【0020】
前記ダイヤフラム弁50は、図5に示す3方電磁弁70等に好適に取り付けることができる。なお、図5中の符号71は第一弁座、72は第二弁室、73は第一流出入口、74は第一流出入路、75は第二流出入口、76は第二流出入路、77は第三流出入口、78は第三流出入路、79は前記ダイヤフラム弁50の弁本体51A側が配設される第一弁室、80は前記ダイヤフラム弁50の弁本体51B側が配設される第二弁室、81は誘導素子であるコイル、82は前記ダイヤフラム弁50を作動させる可動鉄芯、83は前記弁本体51Bを付勢するバネ、84は前記弁本体51Bと前記バネ83間に介在されるバネ受け部、85は呼吸孔である。
【0021】
なお、本発明の効果を確認するため、以下のような比較試験を実施した。下の表1に示した各電磁弁(図2に示した電磁弁30、図5に示した電磁弁70、図7に示したダイヤフラム弁及び弁座のシール部が共に硬質のプラスチック樹脂からなる従来の電磁弁90)を、図6に示すような流体制御回路内に組み込み、下記の条件により水にガラスビーズを混合攪拌して得た混合液Fを循環させ、弁座に打傷を発生させる。そして、前記打傷による漏洩量をエアーリークディテクターにより測定するとともに、該測定後に各電磁弁を分解してダイヤフラム弁及び電磁弁の弁座を確認することによって、各電磁弁の耐久性(寿命)を評価する。なお、図6中の符号Tは混合液を溜めるタンク、Vはポンプである。
【0022】
【表1】

・試験条件
(1) 流体 :ガラスビーズの径0.04mm、0.5%混合水
(2) 流体温度 :常温
(3) 流体圧力 :14.7N/cm2
(4) 弁動作頻度:5sec/1サイクル
【0024】
上記試験の結果、従来構造の電磁弁90は、混合液の循環回数500回以内で漏洩が確認されたのに対し、本発明の実施例である電磁弁30,70は、混合液の循環回数が500万回を越えた場合にも漏洩が無かった。すなわち、本発明にによれば、従来構造に比べて、流体内の異物に対し遙かに高い耐久性があることが分かった。また、上記試験後に各電磁弁を分解してダイヤフラム弁及び電磁弁の弁座を確認し比較したところ、従来構造の電磁弁90に比べて、本発明の実施例である電磁弁30,70の方が、弁座の傷が断然少なく、この点からも、本発明の構造が従来構造に比べて流体内の異物に対し耐久性が高いことが分かった。
【0025】
【発明の効果】
以上図示し説明したように、請求項1の発明に係るダイヤフラム弁の製法によれば、ゴム部材のプラスチック製弁本体への取付作業等の余分な作業を行うことなく、極めて簡単に、一側端面の中心部の凹所にゴム又はゴム状プラスチックよりなるゴム部材が充填されその端面がシール部として構成されたプラスチック製弁本体と、前記弁本体の外周側に該弁本体と一体に形成されたダイヤフラム部とからなるダイヤフラム弁を得ることができる。
【図面の簡単な説明】
【図1】本発明の一実施例に係るダイヤフラム弁を示す断面図である。
【図2】同ダイヤフラム弁を取り付けた電磁弁を示す断面図である。
【図3】同ダイヤフラム弁の製造工程を段階的に示す図である。
【図4】他の実施例に係るダイヤフラム弁を示す断面図である。
【図5】同ダイヤフラム弁を取り付けた電磁弁を示す断面図である。
【図6】本発明の効果を確認するための比較試験における流体制御回路を示す概略図である。
【図7】従来におけるダイヤフラム弁が取り付けられた電磁弁の一例を示す断面図である。
【図8】他の例の従来におけるダイヤフラム弁が取り付けられた電磁弁を示す断面図である。
【図9】同ダイヤフラム弁の問題を説明するための断面図である。
【符号の説明】
10,50 ダイヤフラム弁
11,51A,51B プラスチック製弁本体
12,52A,52B プラスチック製弁本体の一側端面
13,53A,53B プラスチック製弁本体の凹所
15,55A,55B ゴム部材
21,61A,61B ダイヤフラム部
10A プラスチック母材
Claims (1)
- プラスチック母材の一側端面の中心部に凹所を陥設する工程と、
前記凹所にゴム又はゴム状プラスチックよりなるゴム部材を充填する工程と、
前記ゴム部材が充填されたプラスチック母材を切削加工して、前記ゴム部材の端面がシール部となる弁本体と、前記弁本体の外周にダイヤフラム部を一体に形成する工程
とからなることを特徴とするダイヤフラム弁の製法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000170819A JP3621022B2 (ja) | 2000-06-07 | 2000-06-07 | ダイヤフラム弁の製法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000170819A JP3621022B2 (ja) | 2000-06-07 | 2000-06-07 | ダイヤフラム弁の製法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001349450A JP2001349450A (ja) | 2001-12-21 |
| JP3621022B2 true JP3621022B2 (ja) | 2005-02-16 |
Family
ID=18673471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000170819A Expired - Lifetime JP3621022B2 (ja) | 2000-06-07 | 2000-06-07 | ダイヤフラム弁の製法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3621022B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4651358B2 (ja) * | 2004-10-28 | 2011-03-16 | 旭有機材工業株式会社 | ダイヤフラム弁 |
| JP5319942B2 (ja) * | 2008-03-18 | 2013-10-16 | 大日本スクリーン製造株式会社 | ダイヤフラムバルブおよびこれを備えた基板処理装置 |
| JP5593105B2 (ja) * | 2010-03-25 | 2014-09-17 | 株式会社不二工機 | 三方電磁弁 |
| JP5570314B2 (ja) * | 2010-06-17 | 2014-08-13 | 株式会社不二工機 | 三方電磁弁 |
| JP6639900B2 (ja) * | 2015-07-01 | 2020-02-05 | トーステ株式会社 | ソフトシート型ディスクシートレスシールバルブ |
| CN108050269A (zh) * | 2017-12-26 | 2018-05-18 | 广州双乳胶制品有限公司 | 一种用于水检机的电磁阀 |
-
2000
- 2000-06-07 JP JP2000170819A patent/JP3621022B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001349450A (ja) | 2001-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI285716B (en) | Diaphragm valve for vacuum evacuation system | |
| EP0721076B1 (en) | Diaphragm assembly and method of manufacturing same | |
| JP3621022B2 (ja) | ダイヤフラム弁の製法 | |
| KR102346096B1 (ko) | 다이어프램, 유체 제어 장치 및 다이어프램의 제조 방법 | |
| KR101394494B1 (ko) | 고기능성 버터플라이 밸브의 라이너 제조방법 | |
| WO2006035544A1 (ja) | 二重吸着ガスケット | |
| CN101230247A (zh) | 橡胶/树脂复合密封材料 | |
| US6343539B1 (en) | Multiple layer pump diaphragm | |
| US20030155546A1 (en) | Sanitary diaphragm valve | |
| JP4557413B2 (ja) | ピンチバルブ | |
| US6575431B2 (en) | Weir-type diaphragm valve with raised arcuate bead | |
| US20130243622A1 (en) | Pump | |
| JP4204758B2 (ja) | 樹脂被覆ゴムガスケットの製造方法 | |
| KR200182189Y1 (ko) | 타이어 가류용 블래더 몰드의 구조 | |
| JP2023037929A (ja) | ダイアフラム弁 | |
| US20060269427A1 (en) | Miniaturized diaphragm pump with non-resilient seals | |
| KR200204304Y1 (ko) | 볼 밸브용 시트 링 | |
| JP2905091B2 (ja) | フッ素樹脂被覆ガスケットの製造方法 | |
| JP2001065698A (ja) | 樹脂被覆ゴムガスケットおよびその製造方法 | |
| JP3449627B2 (ja) | ソレノイドバルブ用プランジャーの製造方法 | |
| JP2000000824A (ja) | 伝動ベルト等の加硫装置 | |
| JPH07259734A (ja) | ロッキングピストン | |
| KR200196871Y1 (ko) | 패킹 | |
| JP2021127816A (ja) | ダイヤフラムバルブ | |
| JPS6339482Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040720 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041019 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041116 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3621022 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071126 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101126 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101126 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131126 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |