JP3552501B2 - 鉄損が極めて低い方向性電磁鋼板およびその製造方法 - Google Patents
鉄損が極めて低い方向性電磁鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP3552501B2 JP3552501B2 JP31116797A JP31116797A JP3552501B2 JP 3552501 B2 JP3552501 B2 JP 3552501B2 JP 31116797 A JP31116797 A JP 31116797A JP 31116797 A JP31116797 A JP 31116797A JP 3552501 B2 JP3552501 B2 JP 3552501B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- grain
- electrical steel
- oriented electrical
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/321—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1288—Application of a tension-inducing coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
- C23C28/3455—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer with a refractory ceramic layer, e.g. refractory metal oxide, ZrO2, rare earth oxides or a thermal barrier system comprising at least one refractory oxide layer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14775—Fe-Si based alloys in the form of sheets
- H01F1/14783—Fe-Si based alloys in the form of sheets with insulating coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12465—All metal or with adjacent metals having magnetic properties, or preformed fiber orientation coordinate with shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12472—Microscopic interfacial wave or roughness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12611—Oxide-containing component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12708—Sn-base component
- Y10T428/12722—Next to Group VIII metal-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12806—Refractory [Group IVB, VB, or VIB] metal-base component
- Y10T428/12826—Group VIB metal-base component
- Y10T428/12847—Cr-base component
- Y10T428/12854—Next to Co-, Fe-, or Ni-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12937—Co- or Ni-base component next to Fe-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12993—Surface feature [e.g., rough, mirror]
Description
【発明の属する技術分野】
本発明は変圧器や発電器の鉄芯に利用される方向性電磁鋼板、中でも鉄損が極めて低い方向性電磁鋼板とその製造方法に関する。
【0002】
【従来の技術】
Siを含有し、かつ結晶方位が(110)[001]方位や(100)[001]方位に配向した方向性電磁鋼板は優れた軟磁気特性を有することから商用周波数域での各種鉄芯材料として広く用いられ、一般に50Hzの周波数で1.7Tに磁化させた場合の鉄損W17/50が低いことが重要である。
かかる鉄損を低減するためには、Siを含有させて電気抵抗を高める方法、鋼板板厚を低減させる方法、さらに結晶粒径を低減させて渦電流損を低下させる方法があり、また有効な結晶方位を揃えてヒステリシス損を低下させる方法がある。
【0003】
このうちSiを含有させる方法はその含有量が過度になると飽和磁束密度の低下を招き鉄芯のサイズ拡大の原因になる。鋼板板厚を低減する方法も極端な製造コストの増大をもたらす。また、結晶方位を揃える方法によって磁束密度B8において1.96Tあるいは1.97Tの透磁率を得、これによって鉄損値を低下させる手段も行われているが、さらなる改善の余地は少なくなっている。
さらに、近年、プラズマジェットやレーザー光を照射して鋼板表面に局所的に歪みを導入したり、鋼板表面に溝を形成する等の方法によって人工的に磁区幅を細分化し鉄損を低減する技術が開発され、大幅な鉄損低減効果が得られているが、この技術による鉄損低減効果にも限度がある。
【0004】
これらの手段とは別に、特公昭52−24499号公報に開示されているような鋼板金属表面と非金属被膜との界面の粗度を低減する手段、特公平4−9041号公報、特公平5−87597号公報、および特公平6−37694号公報に開示されているような金属表面に特定の結晶方位の結晶粒を特に残存させる結晶方位強調処理を施して鉄損を低減する手法が提案され、材料の鉄損が大幅に低減することが報告されている。
しかしながら、これらの手段によって鉄損が低減した製品を得るためには、鋼板に対し強い張力を与えることが不可欠である。張力被膜が存在しない場合には、鋼板表面が平滑なため逆に磁区幅の拡大が促進される結果となり鉄損が大幅に劣化するからである。よって鋼板表面に張力被膜を存在させることが絶対必要となる。
【0005】
この問題を解決する手段として、前述の特公昭52−24499号公報には、化学研磨や電解研磨によって鏡面化した鋼板表面上に金属薄めっきを施し、さらに絶縁被膜を塗布焼き付ける方法が開示されている。これにより鋼板表面の劣化による磁性不良が抑制されているが、金属めっきを施した絶縁被膜は焼き付け処理の際に剥落しやすく、仮に剥落を免れても、絶縁被膜が通常の燐酸系の非張力絶縁被膜であるため鉄損低減効果は大きくなかった。
この場合、絶縁被膜を張力付加型とすれば、鉄損値の低減効果が期待できるが、かかる被膜はめっき面との間の密着性がまったくないため、上記手段は実現できなかった。
【0006】
さらに、特公昭56−4150号公報には鋼板表面を化学研磨や電解研磨によって平均粗さRa0.4μm以下の平滑面とし、さらにその上に化学蒸着、真空蒸着によってセラミックス薄膜を施す方法が開示されている。しかしこの方法は成膜速度も遅く、工業生産に適合せず、工業化されるに至っていない。
特開昭62−103374号公報には、研磨により平滑に仕上げた鋼板表面に各種酸化物、硼化物、燐化物、硫化物と地鉄との混合極薄層を形成し、その上に絶縁性塗料焼き付け層を被成する方法が開示されている。この方法は、鋼板と絶縁性塗料焼き付け層との密着性が優れているが、鋼板の鏡面平滑化効果が地鉄との混合極薄層のため損なわれ、そのため所期の磁気特性改善効果が得られず、やはり、工業化されるに至らなかった。
【0007】
また、特公平2−243770号公報には、ゾル−ゲル法によってセラミックス被膜を被成する方法が開示されているが、鋼板との密着性が劣り十分な張力効果を鋼板に付与することができない。特開平3−294468号公報には、平滑化した地鉄表面に金属めっきを施した後、低圧プラズマ溶射法によって珪化物被膜を形成する方法が開示されているが、この方法によっても、金属めっきとプラズマ溶射珪化物被膜との密着性が十分ではなく、所望の磁気特性が得られず、工業化されるに至らなかった。
特開平7−173641号公報には、鋼板表面に熱処理によって線熱膨張係数が3x10−6K−1以上に低下する金属被膜層を具備する方向性電磁鋼板が提案されている。しかし、鋼板地鉄表面と金属被膜層との界面の粗度が大きい場合、鉄損の低減効果はほとんどなく、界面が平滑である場合には熱処理によって金属被膜層が剥落してしまうので所望の効果を得ることができず工業化されるに至らなかった。
【0008】
【発明が解決しようとする課題】
上述したように、最近の方向性電磁鋼板の鉄損低減技術は、鋼板表面を平滑化、あるいは、結晶方位強調処理を施した後、鋼板表面に張力被膜を被成することにより行われる方向にある。しかしながら張力被膜は鋼板面に強い張力を及ぼすため鋼板面と張力被膜との界面に強い剪断応力が作用し必然的に被膜が剥落する結果、目的とする張力付与が行われず、そのため、鉄損値の低減が達成されない。
かかる問題を解決するためには、鋼板表面と張力被膜間の界面の粗度を高めることが有効であるのは容易に推定できるが、この方法では、鋼板表面の平滑性が失われ良好な鉄損特性を得ることができない。
【0009】
鋼板表面に結晶方位強調処理を施す場合には、張力被膜の密着性は平滑化処理の場合よりいくらか改善されるが、それでも本来あるべき密着性には程遠く、張力作用が鋼板に十分には伝達しないため鉄損の低減量は十分ではない。
本発明は、上記従来技術の有する問題点を解決するためになされたものであって、地鉄表面を平滑化し、あるいは結晶方位強調処理を施した鋼板上に密着性よく張力付加型被膜を被成させ、それに鋼板に十分な張力を作用させて鉄損が極めて低い方向性電磁鋼板およびその製造方法を提案することを目的とする。
【0010】
【課題を解決するための手段】
本発明は、方向性電磁鋼板素地表面上に鋼板表面の平均粗度を低減する平滑化処理、あるいは結晶粒方位強調処理を施し、その上にめっき層が不均一成長によって形成されためっき層を付し最外面に凸凹を与えた場合には、張力被膜層との密着性がよく、良好な磁気特性、特に鉄損値が低くなることを発見し、本発明を完成したものである。
【0011】
本発明は、具体的には、方向性電磁鋼板をその素地表面上に金属めっき層を有し、かつ該金属めっき層上に張力被膜を有してなるものとし、その際、前記方向性電磁鋼板素地表面は平均粗度0.20μm以下の平滑面または結晶方位強調処理面とし、かつ前記金属めっき層は前記張力被膜との界面において0.20μm以上の平均粗度を有するものとするものである。
【0012】
また、上記方向性電磁鋼板において金属メッキ層は不均一成長により被成されものとし、めっき金属は、クロムであることを好適とするものである。更に、鋼板表面には磁区細分化処理が施されていることを好適とするものである。
【0013】
また本発明は、上記方向性電磁鋼板の製造方法として、方向性珪素鋼素材を処理して(110)[001]方位の二次再結晶組織の発達した方向性電磁鋼板を得る段階と、上記方向性電磁鋼板に対し鋼板の表面粗度を0.20μm以下に低減する平滑化処理あるいは結晶方位強調処理を施す段階と、上記平滑化処理あるいは結晶方位強調処理を施された鋼板表面上にめっき層が不均一成長する条件下で金属めっきを施して金属めっき層の表面粗度を0.20μm以上に調整する段階と、上記めっき層上に張力被膜を被成させる段階を有してなるものとするものである。
【0014】
さらに上記発明において、めっき層が不均一成長する条件は、平滑化処理あるいは結晶方位強調処理を施された鋼板上に金属めっきを行う工程の一部であることとし、金属めっきはクロムめっきとし、また電磁鋼板の製造工程のいずれかの段階において磁区細分化処理を行うことを好適とするものである。
【0015】
【発明の実施の形態】
本発明の最も重要な点は磁気的平滑化処理、あるいは結晶粒方位強調処理を施した電磁鋼板の素地表面上にめっき層が不均一に成長する条件下で金属めっきを施し、その上に、張力被膜を被成させる点にある。
その点について、基礎となった実験方法と結果は以下のとおりである。
【0016】
(実験方法)
0.23mm板厚を有し、2次再結晶を完了した方向性電磁鋼板のフォルステライト被膜を酸洗により除去し、さらに硫酸とクロム酸混液により鋼板表面の平均粗度が0.10μm程度となるまで平滑化処理を行った。
この鋼板を3分割し、第1の鋼板は平滑化処理を行ったままの状態で60%のコロイダルシリカと40%の燐酸マグネシウムを主成分とする張力被膜を塗布・焼き付けし鋼板1とした。
第2の鋼板はサージェント浴中において浴温:55℃、電流密度:22A/dm2の条件で片面あたり0.6μmの厚みのクロムめっきを施した後、第1の鋼板と同様60%のコロイダルシリカと40%のりん酸マグネシウムを主成分とする張力被膜を塗布・焼き付け鋼板2とした。
第3の鋼板は第2の鋼板を処理したのと同一のサージェント浴中において浴温35℃、電流密度:45A/dm2の条件で片面あたり0.7μmのクロムめっきを施した後、第1、第2の鋼板と同様60%のコロイダルシリカと40%のりん酸マグネシウムを主成分とする張力被膜を塗布・焼き付け鋼板3とした。
ここで鋼板2の製造工程において採用しためっき条件は良好なめっき表面を得るための標準的なものであり、クロムめっき直後の鋼板表面の平均粗度は0.10μmであった。
一方、鋼板3の製造工程において採用しためっき条件はいわゆるめっき不良が生ずる条件であってクロムめっき直後の鋼板表面の平均粗度は0.45μmであった。
【0017】
(実験結果)
上記実験により得られた3種の鋼板について張力被膜の密着性(円筒に鋼板を巻き付けたときの被膜の剥離が認められない最小の円筒の径により測定し最小曲げ剥離径で表される、以下同様)と鋼板の磁気特性の測定を行い、以下の結果を得た。

【0018】
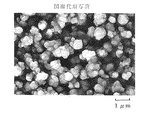
このような結果が得られた原因を明らかにするためめっき層について詳細に調査したところ、鋼板2を得ためっき条件においてはクロムめっき層が均一成長し、めっき最外面が平滑な面となっているため張力被膜との境界面の粗度が小さいのに対し、鋼板3を得ためっき条件においてはクロムめっき層が、図1のめっき層表面の走査電子顕微鏡写真に示されるように、多数の微細な金属クロム粒子の堆積層からなり、クロムめっき層の成長が不均一成長となっており、めっき最外面の凸凹が激しく張力被膜との境界面の粗度が極めて大きなものとなっていることが判明した。さらにめっき層中にも多数の微小サイズの穴の生成が認められた。
【0019】
このように鋼板3の張力被膜の密着性が良好であった原因は、めっき表面の粗度が増加したことおよびめっき層中にも多数の微小な穴が生成し、この穴に張力被膜が浸入しめっきと張力被膜が強固に結合したためと推定される。
張力被膜の密着性を高めるために鋼板の粗度を単に増加させると磁壁移動の妨げとなるため鋼板の鉄損が大きく劣化する。しかしながら、上述のめっきを施した場合にはめっき層の粗度が増加しても鋼板の鉄損が劣化しないばかりか、逆に大きな向上作用がある。
これはめっき層が電磁鋼板素地と同様金属からなっていることを考慮すると意外な効果であり、本発明者等がまったく新規に発見したものである。このような効果が得られる理由は、おそらくめっき層に及ぼす磁気的な作用が小さいのに対し、張力被膜がめっき層表面を介して電磁鋼板素地本体に及ぼすため張力付与作用が格段に強くなったためと推定される。
【0020】
本発明は、このようにめっき処理条件として従来劣悪とされてきためっき条件、いわゆる不均一成長領域においてめっきを行うものでまったく独創的なものである。
ここに不均一成長領域とは、たとえば、クロムめっきのサージジェント浴については、図2に示す如く、浴温度と電流密度が光沢めっきや硬質めっきの得られる範囲外となる領域をいうが、本発明においてはめっき層生成過程の少なくとも一時期において上記不均一成長領域においてめっきを行うことが必要である。
これにより、めっき最外層の表面粗度を高め、張力被膜との密着性および張力の伝達作用を増進させることが可能となり、この結果、張力被膜被成後の鉄損の飛躍的な低減効果が得られるのである。
【0021】
なお、不均一成長領域におけるめっきは、後に実施例3において示すごとくめっきの全工程にわたって行う必要はなく、めっき工程の一部において行えばよい。また不均一成長を行わせる時期はめっき工程の初期、中期、末期の何れでもよい。すなわちめっき工程の少なくとも一部において不均一成長領域におけるめっきが行われていればよい。
【0022】
本発明の効果を得るにはめっき最表面の形状が問題であり、めっき最外層の平均粗度を0.20μm以上とする必要がある。0.20μm未満であるとめっき層の上に被成させる張力被膜との密着性が不十分となるからである。
しかしながら、そのために必ずしもめっき処理条件を特定する必要はなく、めっき金属の種類、めっき浴の種類、めっき金属イオン濃度、めっき浴温度、めっき電流密度を適宜選択すればよい。
【0023】
このような作用を発揮するためのめっき金属としては、Cr、Ni,Sn、Znなどを用いることができるが、Crがこのような作用が最も強く現れると同時に、不均一成長する条件範囲がもっとも広く有利である。なお、金属めっき層中にセラミックスなどの第2相が分散して存在している場合も利用しうるが、第2相の体積分率を50%以下に抑えることが必要である。50%を超える場合には、金属としての特性を失い、鋼板表面との密着性、および電磁気学的連続性が劣化し、ひいては磁気特性の劣化をもたらすので利用できない。
【0024】
本発明は上記のとおり鋼板表面に不均一成長領域において金属めっきを施すことを最大の特徴とするが、本発明の実施に当たっては一般的に以下の条件を満たすことが必要である。
まず、方向性電磁鋼板を製造するための素材スラブの組成は、重量比でSiを1.5〜7.0%、Mnを0.03〜2.5%の範囲で含有させるのが望ましい。SiやMnは製品の電気抵抗を高め鉄損を低減するのに有効な成分であるが、Siは7.0%を超えると硬度が高くなり製造や加工が困難になりがちであり、Mnは2.5%を超えると熱処理時γ変態を誘起して磁気特性を劣化させる可能性があるからである。
また、上記の元素のほかにインヒビター成分としてS、Se、Al、B、Bi、Sb、Mo、Te、Sn、P、Ge、As、Nb、Cr、Ti、Cu、Pb、ZnおよびInなどを必要に応じ、単独、または複合して含有させることができる。
なお、C、S、Nなどは電磁鋼板の製造過程中二次再結晶組織を生成させるのに重要な役割を果たすが、製品においては磁気特性上有害な作用があり、特に鉄損を劣化させるので、純化焼鈍によってそれぞれC:0.003%以下、S:0.002%以下、N:0.002%以下とすることができる範囲でスラブ中に含有させる。
【0025】
上記組成を有する方向性電磁鋼板の素材スラブは公知の方法によりスラブ加熱、熱間圧延、熱延板焼鈍、冷間圧延、脱炭を伴う一次再結晶焼鈍、および二次再結晶と純化のための最終焼鈍に付される。本発明は、この一連の工程の如何は問うものではないが、(110)[001]方位への集積度が十分高くする方法を採択するのがよい。しかしながら本発明の不均一成長領域におけるめっきの効果は必ずしも高磁束密度を有する方向性電磁鋼板のみに現れるものではなく、通常の工程によって製造された方向性電磁鋼板にも現れるものであり、従って本発明の適用対象はこれら通常の方向性電磁鋼板にも及ぶものである。
なお、二次再結晶焼鈍に際し、マグネシヤを主成分とする焼鈍分離剤を用いていわゆるガラス質被膜(フォルステライト被膜)を生成させること、あるいは、アルミナ等を焼鈍分離剤として用い、被膜のない電磁鋼板とすることはいずれも可能である。
【0026】
二次再結晶を完了した方向性電磁鋼板の表面に酸化被膜が存在する場合や、鋼板表面の平滑性が損なわれている場合には、酸化物を除去し、さらに平滑化処理を行う。この場合、コスト削減のため、平滑化処理と鋼板表面の酸化被膜の除去と兼ねて行ってもよいことは当然である。なお、平滑化処理によって鋼板表面の平均粗度を0.20μm以下に低減することが必要で、0.20μmを超える粗度が残存する場合には逆に磁気特性、特に鉄損の劣化を招く。
【0027】
上記平滑化処理に替え、結晶方位強調処理を施してもよい。この処理はNaCl、KClやNH4Clなどの水溶液を用い、Clイオンが存在下で鋼板表面を電気分解することによってなされるものであるが、これにより(110)面など磁気的に好ましい結晶面方位の結晶粒を残存し、(111)など磁気的に好ましくない結晶面方位の結晶粒の電解腐食を促進させることによって磁気特性を向上させるものである。この場合には、鋼板の表面粗度が大きく低減することはなく、鋼板表面において各結晶の粒界の場所で段差が発生するのでこの上に施す電気めっき層との密着性が高まる。かかる効果を得るためには、上記段差は、平均値で0.1μm以上となることが好ましい。
【0028】
このようにして得られた磁気的に平滑な表面を有する電磁鋼板表面には、上述の方法により金属めっきが施され、少なくとも一部が不均一成長している金属めっき層を有する鋼板が得られ、その上にいわゆる張力被膜が施される。
張力被膜としては、絶縁性と張力付与機能を有するものであればどのようなものでもよく、公知のもの、例えば、各種りん酸塩にコロイダルシリカを混入した被膜や硼酸アルミナ系の塗布コーティングあるいはTiN、BN、Al2O3などのセラミックス被膜などが利用できる。
【0029】
本発明の実施に当たっては、磁区細分化処理技術の併用が可能であり、それにより大幅な磁気特性改善効果が得られる。磁区細分化処理としては、例えば、製品の鋼板表面にレーザーやプラズマジェットを照射して局所的に歪領域を設ける方法、鋼板表面に溝を設ける方法、鋼板表面の組織を局所的に変更する方法、被膜の一部を変更する手段など公知の手段のすべてが適用できる。突起ロールやエッチング法なども適用可能である。
また、磁区細分化処理の適用時期についても一連の電磁鋼板の製造工程の何れの時期でもよく、要は磁区細分化により鉄損低減効果の現れるものであればよい。
【0030】
【実施例】
【実施例1】
重量比でSi:3.35%、Mn:0.07%、Sb:0.03%、Mo:0.01%を含有し、残部Feおよび不可避的不純物からなるスラブに対し、熱間圧延、冷間圧延を施し、さらに脱炭焼鈍を施して板厚0.22mmの脱炭焼鈍板を得た。脱炭焼鈍板は表面に深さ20μm、幅100μm、圧延方向に2mmのピッチで繰り返される溝を有していた。
上記脱炭焼鈍板にCaO:30%、Al2O3:25%、MgO:25%およびSiO2:20%からなる被膜生成抑制型の焼鈍分離剤を塗布し、コイル状に巻き取り、1200℃において5時間の最終仕上げ焼鈍を施し方向性電磁鋼板を得た。鋼板は良好な2次再結晶と純化処理が行われており、表面には酸化物がわずかに残存していた。
得られた電磁鋼板に対し、5%HCl水溶液中で軽酸洗を施し、表面に残存する酸化物を完全に除去した後、重クロム酸と硫酸との混酸中を通板して鋼板表面を平均粗度0.1μm程度に平滑化した。得られた鋼板はa、b、c、dの4コイルに分割し以下の処理を行った。
【0031】
コイルa:
モル濃度でCrイオンを2.5Nを含有するめっき浴を用い、電流密度55A/dm2、浴温40℃、めっき時間30秒の条件でクロムめっきを行った。その結果、鋼板表面に片面あたり厚さ約2μm、平均粗度0.35μmのクロムめっき層が生成した(発明例)。
コイルb:
モル濃度でCrイオンを0.7N含有するめっき浴を用い、電流密度28A/dm2、浴温:55℃、めっき時間2分の条件でクロムめっきを施した。その結果、鋼板表面に片面あたり厚さ約2μm、平均粗度0.08μmのクロムめっき層が生成した(比較例)。
コイルc:
モルの濃度でCuイオンを0.3N含有するめっき浴を用い、電流密度22A/dm2、浴温35℃、めっき時間10秒の条件で銅めっきを施した。その結果、鋼板表面に片面あたり厚さ約1.1μm、平均粗度0.12μmの銅めっき層が生成した(比較例)。
コイルd:
平滑化されたままの状態で硼酸液中にアルミナゾルを分散させた処理液を表面に塗布し、700℃で焼き付けた。その結果、厚さ1.5μm、平均粗度0.05μmの硼酸アルミナ被膜が生成した(比較例)。
【0032】
これらのコイルに対し、60%のコロイダルシリカを含有するりん酸マグネシウムの溶液を塗布、800℃で焼き付け張力被膜を被成させ最終製品とした。
各製品の磁気特性、表面性状、被膜密着性および層間絶縁抵抗の測定結果を表1に示す。
【0033】
【表1】
【実施例2】
重量比でSi:3.40%、Mn:0.07%、Al:0.02%、Cu:0.15%、Sb:0.04%、Se:0.02%を含有し、残部Feおよび不可避的不純物からなる珪素鋼スラブを常法により処理して冷延板を得、これに脱炭焼鈍を施して板厚0.18mmの脱炭焼鈍板を得た。これにMgO:90%、TiO2:28%、Sr(OH)2:2%からなる焼鈍分離剤を塗布し、コイル状に巻き取り、1150℃で5時間の最終仕上げ焼鈍を施し方向性電磁鋼板を得た。鋼板は良好な十分純化された2次再結晶組織を有し、表面にはフォルステライト被膜が形成されていた。
得られた鋼板は研削により表面のフォルステライト被膜を除去した後、15%のNaCl水溶液中での電解処理により結晶方位強調処理を施し、e、f、g、h、i、jの6コイルに分割し以下の処理を行った。
【0035】
コイルe:
モル濃度でCrイオン:5.3Nを含有するめっき浴を用い、電流密度:60A/dm2、浴温:35℃、めっき時間8秒の条件でクロムめっきを施した。その結果、鋼板表面に片面あたり厚さ約0.4μm、平均粗度0.24μmのクロムめっき層が生成した(発明例)。
コイルf:
モル濃度でCrイオンを2.7Nを含有しさらに0.2μmのサイズのコロイド状シリカ粒子が懸濁するめっき浴を用い、電流密度:38A/dm2、浴温:25℃、めっき時間25分の条件でクロムめっきを施した。その結果、鋼板表面に片面あたり厚さ約0.52μm、平均粗度0.36μmの金属クロム中に30%のシリカが混在するめっき層が生成した(発明例)。
コイルg:
モル濃度でCuイオンを4.3Nを含む浴を用い、電流密度:52A/dm2、浴温:25℃、めっき時間45秒の条件で銅めっきを施した。その結果、鋼板表面に片面あたり厚さ:約0.7μm、平均粗度:0.26μmの銅めっき層が生成した(発明例)。
コイルh:
モル濃度でZnイオンを4.6N含有しさらに0.1μmのアルミナ粒子を懸濁するめっきを用い、電流密度:32A/dm2、浴温度:20℃、めっき時間15秒の条件でめっき処理した。その結果、鋼板表面に片面あたり厚さ約0.7μm、平均粗度0.38μmの亜鉛中に20%のアルミナ粒子が混在するめっき層が生成した(発明例)。
コイルiおよびj:
モル濃度でNiイオンを2.6N含有する浴を用い、電流密度:38A/dm2、浴温:23℃、めっき時間25秒の条件でニッケルめっきを施した。その結果、鋼板表面に片面あたり厚さ約0.9μm、平均粗度0.28μmのニッケルめっき層が生成した(発明例)。
【0036】
上記により得られためっきコイルに対し50%のコロイダルシリカを含有するりん酸マグネシウムの溶液を塗布、850℃で焼き付け張力被膜を被成させた。そのうちコイルe、f、g、h、i、の5コイルについてはさらに磁区細分化処理として、プラズマジェットを7mmの間隔で線状に照射した。
得られた製品の磁気特性、表面性状、被膜密着性ならびに層間絶縁抵抗の測定結果を表2に示す。
【0037】
【表2】
【実施例3】
重量比で、Si:3.45%、Mn:0.07%、Al:0.02%、Cu:0.15%、Sb:0.04%、Se:0.02%、Ni:0.2%、Bi:0.015%を含有し、残部Feおよび不可避的不純物からなるスラブを常法により処理し、板厚0.16mmの脱炭焼鈍板を得た。得られた脱炭焼鈍板にMgO:30%、CaO:25%、SiO2およびAl2O3:各20%からなる被膜生成抑制型の焼鈍分離剤を塗布し、コイル状に巻き取り、1200℃で5時間の最終仕上げ焼鈍を施した。その結果、良好な2次再結晶と純化処理が行われ、かつ鋼板表面には酸化物はほとんど存在しない方向性電磁鋼板が得られた。
得られたコイルに対し15%のNaCl水溶液中で電解する結晶方位強調処理を施した後、k、l、m、n、o、pの6コイルに分割し、以下の処理を施した。
【0039】
コイルk:
サージェント浴において、電流密度:51A/dm2、浴温:35℃の不均一成長条件を用い50秒間めっき処理した。その結果、鋼板表面に片面あたり厚さ約1.2μm、平均粗度0.33μmのクロムめっき層が生成した(発明例)。
コイルl:
サージェント浴において、まず、電流密度:28A/dm2、浴温:50℃の均一成長条件を用い40秒間めっき処理した後、さらに、電流密度:60A/dm2、浴温:40℃の不均一成長条件で10秒間めっき処理した。その結果、鋼板表面に片面あたり厚さ約1.4μm、平均粗度0.31μmのクロムめっき層が生成した(発明例)。
コイルm:
サージェント浴においてまず、電流密度:28A/dm2、浴温:50℃の均一成長条件で30秒、めっき処理した後、さらに、電流密度:60A/dm2、浴温:40℃の不均一成長条件で10秒間めっき処理した。さらに、電流密度:30A/dm2、浴温:55℃の均一成長条件で10秒間めっき処理した。その結果、鋼板表面に片面あたり厚さ約1.5μm、平均粗度0.30μmのクロムめっき層が生成した(発明例)。
コイルn:
サージェント浴において、まず、電流密度:60A/dm2、浴温:40℃の不均一成長条件で5秒間めっき処理した後、電流密度:25A/dm2、浴温:50℃の均一成長条件で40秒間めっき処理し、さらに、電流密度:60A/dm2、浴温:40℃の不均一成長条件で5秒間めっき処理した。その結果、鋼板表面に片面あたり厚さ約1.3μm、平均粗度0.32μmのクロムめっき層が生成した(発明例)。
コイルo:
サージェント浴において、まず、電流密度:25A/dm2、浴温:50℃の均一成長条件で40秒間めっき処理した後、さらに、電流密度:60A/dm2、浴温:40℃の不均一成長条件で10秒間、めっき処理を施した。その結果、鋼板表面に片面あたり約1.3μm、平均粗度0.31μmのクロムめっき層が生成した(発明例)。
コイルp:
サージェント浴において、電流密度:25A/dm2、浴温:50℃の均一成長条件で50秒間めっき処理した。その結果、鋼板表面に片面あたり厚さ約1.2μm、平均粗度0.07μmのクロムめっき層が生成した(比較例)。
【0040】
上記処理により得られた各コイルに対し、65%のコロイダルシリカを含有するりん酸マグネシウムの溶液を塗布、850℃で焼き付け張力被膜を被成させ最終製品とした。
得られた最終の製品の磁気特性、表面性状、被膜密着性ならびに層間絶縁抵抗の測定結果を表3に示す。
【0041】
【表3】
【発明の効果】
本発明は、上記のように構成したので磁気的平滑化処理が施された鋼板の上に、強い張力を付与することの絶縁被膜を密着性よく被成することができ、極めて優れた鉄損と絶縁性を有する方向性電磁鋼板を得ることができる。
【図面の簡単な説明】
【図1】本発明に係るめっき層表面の走査電子顕微鏡写真であり、不均一成長に起因する多数の微細な金属クロム粒子の堆積層状態が認められる。
【図2】クロムめっき面の性状に及ぼすめっき浴温度とめっき電流密度の関係図である。
Claims (9)
- 方向性電磁鋼板素地表面上に金属めっき層を有し、かつ該金属めっき層上に張力被膜を有してなる方向性電磁鋼板において、前記方向性電磁鋼板素地表面は平均粗度0.20μm以下の平滑面または結晶方位強調処理面であり、かつ前記金属めっき層は前記張力被膜との界面において0.20μm以上の平均粗度を有するものであることを特徴とする鉄損が極めて低い方向性電磁鋼板。
- 金属めっき層は不均一成長により被成されたものであることを特徴とする請求項1記載の鉄損が極めて低い方向性電磁鋼板。
- 金属めっき層はクロムめっき層であることを特徴とする請求項1または2記載の鉄損が極めて低い方向性電磁鋼板。
- 金属めっき層中には体積分率50%以下のセラミックス層が存在していることを特徴とする請求項1、2または3のいずれかに記載の鉄損が極めて低い方向性電磁鋼板。
- 方向性電磁鋼板素地表面上に磁区細分化手段の施されていることを特徴とする請求項1、2または3のいずれかに記載の鉄損が極めて低い方向性電磁鋼板。
- 方向性珪素鋼素材を処理して(110)[001]方位の二次再結晶組織の発達した方向性電磁鋼板を得る段階と、
上記方向性電磁鋼板に対し鋼板の表面粗度を0.20μm未満に低減する平滑化処理あるいは結晶方位強調処理を施す段階と、
上記平滑化処理あるいは結晶方位強調処理を施された鋼板表面上にめっき層が不均一成長する条件下で金属めっきを施して金属めっき層の表面粗度を0.20μm以上に調整する段階と、
上記金属めっき層上に張力被膜を被成させる段階を有してなることを特徴とする鉄損が極めて低い方向性電磁鋼板の製造方法。 - めっき層が不均一成長する条件は、平滑化処理あるいは結晶方位強調処理を施された鋼板表面上に金属めっきを行う工程の一部であることを特徴とする請求項6記載の鉄損が極めて低い方向性電磁鋼板の製造方法。
- 金属めっきはクロムめっきであることを特徴とする請求項6または7記載の鉄損が極めて低い方向性電磁鋼板の製造方法。
- 電磁鋼板製造過程のいずれかの段階において磁区細分化処理を施すことを特徴とする請求項6、7または8のいずれかに記載の鉄損が極めて低い方向性電磁鋼板の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31116797A JP3552501B2 (ja) | 1997-10-28 | 1997-10-28 | 鉄損が極めて低い方向性電磁鋼板およびその製造方法 |
| US09/177,476 US6136456A (en) | 1997-10-28 | 1998-10-23 | Grain oriented electrical steel sheet and method |
| EP98308771A EP0913488A3 (en) | 1997-10-28 | 1998-10-27 | Grain oriented electrical steel sheet and method |
| CA002249749A CA2249749A1 (en) | 1997-10-28 | 1998-10-27 | Grain oriented electrical steel sheet and method |
| KR10-1998-0046519A KR100447048B1 (ko) | 1997-10-28 | 1998-10-28 | 피막밀착성이우수하고철손이매우낮은방향성전기강판및그제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31116797A JP3552501B2 (ja) | 1997-10-28 | 1997-10-28 | 鉄損が極めて低い方向性電磁鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11131251A JPH11131251A (ja) | 1999-05-18 |
| JP3552501B2 true JP3552501B2 (ja) | 2004-08-11 |
Family
ID=18013905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP31116797A Expired - Fee Related JP3552501B2 (ja) | 1997-10-28 | 1997-10-28 | 鉄損が極めて低い方向性電磁鋼板およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6136456A (ja) |
| EP (1) | EP0913488A3 (ja) |
| JP (1) | JP3552501B2 (ja) |
| KR (1) | KR100447048B1 (ja) |
| CA (1) | CA2249749A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100442099B1 (ko) * | 2000-05-12 | 2004-07-30 | 신닛뽄세이테쯔 카부시키카이샤 | 저철손 및 저소음 방향성 전기 강판 및 그의 제조 방법 |
| BR0309856B1 (pt) * | 2002-05-08 | 2012-03-20 | método para produzir um aço elétrico não-orientado | |
| JP3983194B2 (ja) * | 2003-04-01 | 2007-09-26 | トヨタ自動車株式会社 | プレス成形用金型 |
| US20050000596A1 (en) | 2003-05-14 | 2005-01-06 | Ak Properties Inc. | Method for production of non-oriented electrical steel strip |
| JP4635457B2 (ja) * | 2004-02-27 | 2011-02-23 | Jfeスチール株式会社 | クロムを含まず耐吸湿性に優れたリン酸塩系絶縁被膜を有する方向性電磁鋼板およびクロムを含まず耐吸湿性に優れたリン酸塩系絶縁被膜の被成方法。 |
| DE102006007205A1 (de) * | 2006-02-15 | 2007-08-16 | Uhlmann Pac-Systeme Gmbh & Co Kg | Formstation |
| PL2243865T3 (pl) * | 2008-01-24 | 2019-01-31 | Nippon Steel & Sumitomo Metal Corporation | Blacha cienka ze stali elektrotechnicznej o ziarnach zorientowanych i doskonałych właściwościach magnetycznych |
| KR101284466B1 (ko) * | 2008-07-22 | 2013-07-09 | 신닛테츠스미킨 카부시키카이샤 | 무방향성 전자기 강판 및 그 제조 방법 |
| CN102758182A (zh) * | 2011-04-27 | 2012-10-31 | 鸿富锦精密工业(深圳)有限公司 | 铁基合金表面镀膜方法及由该方法其制得的镀膜件 |
| KR101356066B1 (ko) * | 2011-12-28 | 2014-01-28 | 주식회사 포스코 | 방향성 전기강판 및 그 제조방법 |
| KR101540375B1 (ko) * | 2013-12-24 | 2015-07-29 | 주식회사 포스코 | 방향성 전기강판 및 그 제조방법 |
| KR101693522B1 (ko) | 2014-12-24 | 2017-01-06 | 주식회사 포스코 | 자기적 성질이 우수한 방향성 전기강판 및 그 제조방법 |
| JP6650112B2 (ja) | 2016-04-08 | 2020-02-19 | トヨタ紡織株式会社 | 成形型の製造方法 |
| JP7188104B2 (ja) * | 2019-01-16 | 2022-12-13 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| JP7188105B2 (ja) * | 2019-01-16 | 2022-12-13 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| WO2020149324A1 (ja) * | 2019-01-16 | 2020-07-23 | 日本製鉄株式会社 | 方向性電磁鋼板、及び方向性電磁鋼板の原板となる鋼板 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5224499B2 (ja) * | 1973-01-22 | 1977-07-01 | ||
| JPS53144419A (en) * | 1977-05-23 | 1978-12-15 | Kawasaki Steel Co | Method of making one directional silicon steel plate with extremely low core loss |
| US5173129A (en) * | 1983-10-27 | 1992-12-22 | Kawasaki Steel Corporation | Grain-oriented silicon steel sheet having a low iron loss free from deterioration due to stress-relief annealing and a method of producing the same |
| EP0307163B1 (en) * | 1987-09-10 | 1993-12-08 | Kawasaki Steel Corporation | Silicon steel sheets having low iron loss and method of producing the same |
| JPH03294468A (ja) * | 1990-04-12 | 1991-12-25 | Nippon Steel Corp | 低鉄損一方向性珪素鋼板の製造方法 |
| JPH0756048B2 (ja) * | 1990-11-30 | 1995-06-14 | 川崎製鉄株式会社 | 被膜特性と磁気特性に優れた薄型方向性けい素鋼板の製造方法 |
| JP3470475B2 (ja) * | 1995-11-27 | 2003-11-25 | Jfeスチール株式会社 | 極めて鉄損の低い方向性電磁鋼板とその製造方法 |
-
1997
- 1997-10-28 JP JP31116797A patent/JP3552501B2/ja not_active Expired - Fee Related
-
1998
- 1998-10-23 US US09/177,476 patent/US6136456A/en not_active Expired - Lifetime
- 1998-10-27 EP EP98308771A patent/EP0913488A3/en not_active Withdrawn
- 1998-10-27 CA CA002249749A patent/CA2249749A1/en not_active Abandoned
- 1998-10-28 KR KR10-1998-0046519A patent/KR100447048B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| EP0913488A2 (en) | 1999-05-06 |
| KR100447048B1 (ko) | 2004-11-16 |
| KR19990037554A (ko) | 1999-05-25 |
| US6136456A (en) | 2000-10-24 |
| CA2249749A1 (en) | 1999-04-28 |
| EP0913488A3 (en) | 2003-01-29 |
| JPH11131251A (ja) | 1999-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3552501B2 (ja) | 鉄損が極めて低い方向性電磁鋼板およびその製造方法 | |
| WO1986004929A1 (en) | Process for producing unidirectional silicon steel plate with extraordinarily low iron loss | |
| JP6512412B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| KR20000075590A (ko) | 초저철손 일방향성 규소강판 및 그의 제조방법 | |
| JP3551517B2 (ja) | 磁気特性の良好な方向性けい素鋼板及びその製造方法 | |
| JPH08222423A (ja) | 鉄損の低い方向性けい素鋼板およびその製造方法 | |
| JP3979004B2 (ja) | 方向性電磁鋼板の絶縁被膜形成方法 | |
| JP3280279B2 (ja) | 超低鉄損方向性電磁鋼板 | |
| KR0178537B1 (ko) | 자기 특성과 굽힘 특성이 우수한 방향성 규소 강판의 제조방법 | |
| JP6687919B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP2703604B2 (ja) | 磁気特性の良好な方向性けい素鋼板の製造方法 | |
| JP4300604B2 (ja) | 超低鉄損一方向性珪素鋼板およびその製造方法 | |
| JPH11236682A (ja) | 超低鉄損一方向性珪素鋼板およびその製造方法 | |
| JPH1180909A (ja) | 張力付加型被膜の密着性の良い低鉄損方向性珪素鋼板 およびその製造方法 | |
| JPH11181557A (ja) | 鉄損の極めて低い方向性電磁鋼板およびその製造方法 | |
| JP3274409B2 (ja) | 被膜密着性に優れ鉄損が極めて低い方向性電磁鋼板およびその製造方法 | |
| EP0266422B1 (en) | Process for producing low core loss, thin, unidirectional silicon steel plate having excellent surface properties | |
| JP4725711B2 (ja) | 低鉄損方向性電磁鋼板の製造方法 | |
| JPH0375354A (ja) | 歪取り焼鈍によって特性の劣化しない超低鉄損一方向性珪素鋼板の製造方法 | |
| JPS62290844A (ja) | 超低鉄損一方向性けい素鋼板 | |
| JP3280898B2 (ja) | 超低鉄損一方向性けい素鋼板 | |
| JPS621822A (ja) | 熱安定性、超低鉄損一方向性珪素鋼板の製造方法 | |
| JPH11181576A (ja) | 被膜密着性がよく鉄損値が極めて低い方向性電磁鋼板 およびその製造方法 | |
| JPH11329819A (ja) | 超低鉄損一方向性珪素鋼板 | |
| JPS6318605A (ja) | 超低鉄損一方向性けい素鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040413 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040426 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090514 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090514 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100514 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110514 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120514 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120514 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130514 Year of fee payment: 9 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140514 Year of fee payment: 10 |
|
| LAPS | Cancellation because of no payment of annual fees |