JP2024075813A - ペレット - Google Patents
ペレット Download PDFInfo
- Publication number
- JP2024075813A JP2024075813A JP2021063511A JP2021063511A JP2024075813A JP 2024075813 A JP2024075813 A JP 2024075813A JP 2021063511 A JP2021063511 A JP 2021063511A JP 2021063511 A JP2021063511 A JP 2021063511A JP 2024075813 A JP2024075813 A JP 2024075813A
- Authority
- JP
- Japan
- Prior art keywords
- pellets
- pellet
- less
- molding machine
- injection molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
【課題】成形機における計量時に発生する騒音を抑えられるペレットを提供する。
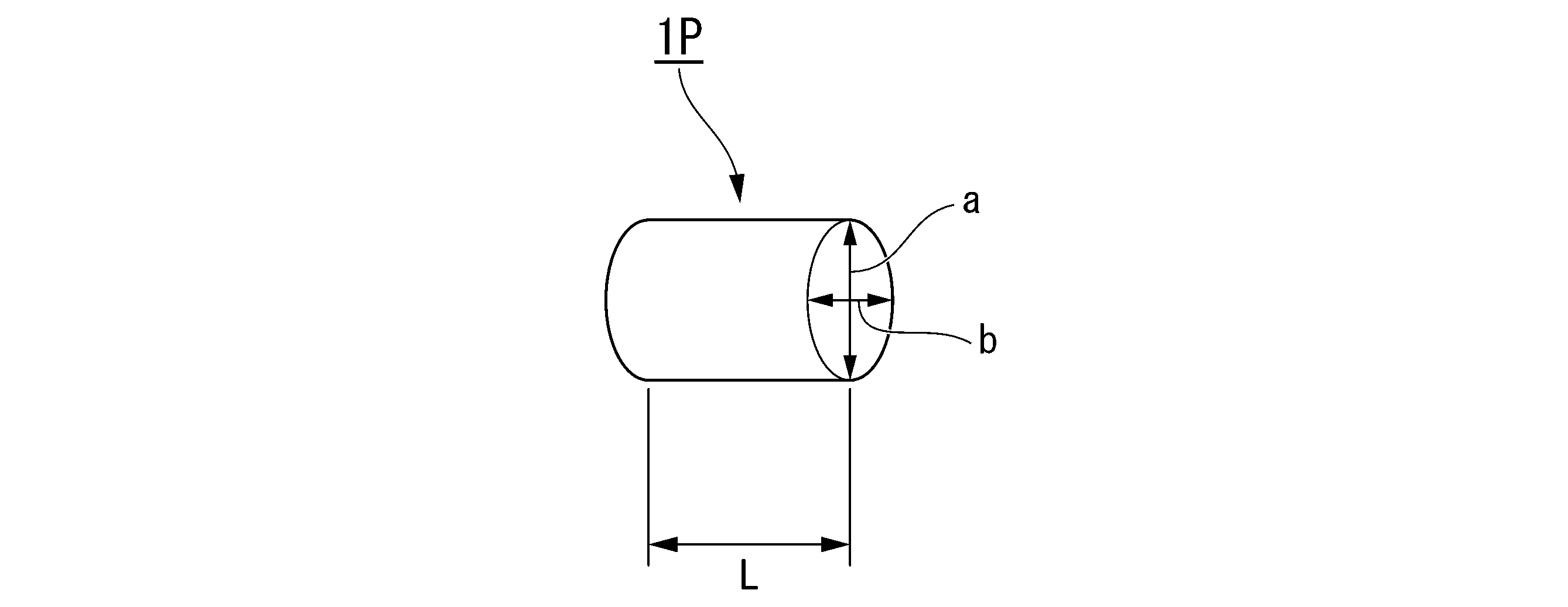
【解決手段】非晶性の熱可塑性樹脂を含むペレットであって、ペレットの平均体積が10mm3以上55mm3以下であるペレット(1P)を採用する。ペレット(1P)について、端面の形状が長径(a)及び短径(b)を持つ楕円形状の円柱状体であり、その平均の長さ(L)が2.5mm以上7.5mm以下である。非晶性の熱可塑性樹脂の含有量が、ペレット(1P)の総質量に対して、85質量%以上である。無機充填材の含有量が、ペレット(1P)の総質量に対して、0質量%以上15質量%以下である。
【選択図】図1
【解決手段】非晶性の熱可塑性樹脂を含むペレットであって、ペレットの平均体積が10mm3以上55mm3以下であるペレット(1P)を採用する。ペレット(1P)について、端面の形状が長径(a)及び短径(b)を持つ楕円形状の円柱状体であり、その平均の長さ(L)が2.5mm以上7.5mm以下である。非晶性の熱可塑性樹脂の含有量が、ペレット(1P)の総質量に対して、85質量%以上である。無機充填材の含有量が、ペレット(1P)の総質量に対して、0質量%以上15質量%以下である。
【選択図】図1
Description
本発明は、熱可塑性樹脂を含むペレットに関する。
熱可塑性樹脂は、ガラス転移温度又は融点に達すると軟化する樹脂であり、汎用プラスチックとエンジニアリングプラスチックとに大別される。
なかでもエンジニアリングプラスチックは、機械的性質や耐熱性に優れることから、機械部品、家電部品、通信機器部品、OA部品、自動車部品、レジャー用品などの各種部品の成形材料として幅広く使用されている。そのなかでも非晶性の熱可塑性樹脂は、透明性や耐衝撃性などの特長を活かして、様々な用途に使用されている。
なかでもエンジニアリングプラスチックは、機械的性質や耐熱性に優れることから、機械部品、家電部品、通信機器部品、OA部品、自動車部品、レジャー用品などの各種部品の成形材料として幅広く使用されている。そのなかでも非晶性の熱可塑性樹脂は、透明性や耐衝撃性などの特長を活かして、様々な用途に使用されている。
成形材料としては、熱可塑性樹脂を含有する樹脂組成物が用いられている。この樹脂組成物は、例えば、押出機を用いて溶融混練し、ストランドダイから押し出すことでストランドを形成した後、該ストランドをペレタイザーで所定形状に切断することにより、ペレットに成形加工される。
特許文献1には、熱可塑性樹脂としてポリスルホンを用い、ベント式の二軸押出機によりポリスルホンを溶融押出し、形成されるストランドを切断してペレットを製造する方法が提案されている。
特許文献1には、熱可塑性樹脂としてポリスルホンを用い、ベント式の二軸押出機によりポリスルホンを溶融押出し、形成されるストランドを切断してペレットを製造する方法が提案されている。
そして、熱可塑性樹脂を含有する樹脂組成物のペレットを、射出成形機に投入して成形操作を行うことにより、射出成形体が製造される。
図5は、樹脂組成物のペレットを溶融成形可能な射出成形機の一例を示す模式図である。
射出成形機200は、型締ユニット及び射出ユニットを備える。射出ユニットは、ホッパー22とシリンダー24とスクリュー26とを有する。スクリュー26は、シリンダー24内に配置されている。
図5において、ホッパー22にはペレット1が投入されている。型締ユニットと射出ユニットとの間に、金型28が配置されている。
射出成形機200は、型締ユニット及び射出ユニットを備える。射出ユニットは、ホッパー22とシリンダー24とスクリュー26とを有する。スクリュー26は、シリンダー24内に配置されている。
図5において、ホッパー22にはペレット1が投入されている。型締ユニットと射出ユニットとの間に、金型28が配置されている。
まず、射出成形機200の付属のホッパー22から、シリンダー24内にペレット1が投入される。スクリュー26が回転することで、シリンダー24内に投入されたペレット1がシリンダー24内の先端方向Aへと押し出されていく(図5上段の図)。
シリンダー24内は、ペレット1に含まれる熱可塑性樹脂の溶融温度よりも高い温度に設定されている。ペレット1は、シリンダー24内で押し出されながら次第に溶融されていく。また、それとともに、スクリュー26が後方(シリンダーの先端方向Aと反対方向)へ徐々に下がっていき、溶融状態となった樹脂組成物がシリンダー24の先端部Tに溜められ、金型28へ射出される所定量のペレット1が可塑化(計量)される(図5下段の図)。その後、計量されたペレット1が金型28へ射出注入され、冷却、固化させることによって射出成形体が得られる。
シリンダー24内は、ペレット1に含まれる熱可塑性樹脂の溶融温度よりも高い温度に設定されている。ペレット1は、シリンダー24内で押し出されながら次第に溶融されていく。また、それとともに、スクリュー26が後方(シリンダーの先端方向Aと反対方向)へ徐々に下がっていき、溶融状態となった樹脂組成物がシリンダー24の先端部Tに溜められ、金型28へ射出される所定量のペレット1が可塑化(計量)される(図5下段の図)。その後、計量されたペレット1が金型28へ射出注入され、冷却、固化させることによって射出成形体が得られる。
しかしながら、従来、射出成形機200のシリンダー24内にペレット1を投入し、金型28へ射出される所定量のペレット1を計量する際、金属音のような甲高い騒音が発生することがある。
大きい形状の成形品を製造するため、大型の射出成形機を使用した場合には、前記騒音がさらに大きくなり、作業環境が著しく損なわれる。
大きい形状の成形品を製造するため、大型の射出成形機を使用した場合には、前記騒音がさらに大きくなり、作業環境が著しく損なわれる。
本発明はこのような事情に鑑みてなされたものであって、成形機における計量時に発生する騒音を抑えられるペレットを提供することを目的とする。
熱可塑性樹脂を含有する樹脂組成物のペレットを、射出成形機に投入して成形操作を行う際、特に、成形材料として熱可塑性樹脂からなるペレットを用いた場合の計量時に、金属音のような甲高い騒音の発生が顕著である。そして、本発明者らは、前記騒音の課題を解決すべく検討した結果、ペレットの体積を特定の範囲に制御することで、前記騒音を抑えられることを見出し、本発明を完成するに至った。
上記の課題を解決するため、本発明は以下の態様を包含する。
上記の課題を解決するため、本発明は以下の態様を包含する。
[1]非晶性の熱可塑性樹脂を含むペレットであって、前記ペレットの平均体積が10mm3以上55mm3以下である、ペレット。
[2]前記ペレットは円柱状体であり、その平均長さが2.5mm以上7.5mm以下である、[1]に記載のペレット。
[3]非晶性の熱可塑性樹脂の含有量が、ペレットの総質量に対して、85質量%以上である、[1]又は[2]に記載のペレット。
[4]無機充填材の含有量が、ペレットの総質量に対して、0質量%以上15質量%以下である、[3]に記載のペレット。
[5]非晶性の熱可塑性樹脂からなるペレットである、[3]又は[4]に記載のペレット。
[6]非晶性の熱可塑性樹脂が、ポリエーテルスルホン、ポリカーボネート及びポリフェニルスルホンからなる群より選択される少なくとも一種の熱可塑性樹脂である、[1]~[5]のいずれか一項に記載のペレット。
[3]非晶性の熱可塑性樹脂の含有量が、ペレットの総質量に対して、85質量%以上である、[1]又は[2]に記載のペレット。
[4]無機充填材の含有量が、ペレットの総質量に対して、0質量%以上15質量%以下である、[3]に記載のペレット。
[5]非晶性の熱可塑性樹脂からなるペレットである、[3]又は[4]に記載のペレット。
[6]非晶性の熱可塑性樹脂が、ポリエーテルスルホン、ポリカーボネート及びポリフェニルスルホンからなる群より選択される少なくとも一種の熱可塑性樹脂である、[1]~[5]のいずれか一項に記載のペレット。
[7]前記ペレットにおける、平均長さ/平均長径、で表される比の値が0.7以上2.5以下である、[2]~[6]のいずれか一項に記載のペレット。
本発明によれば、成形機における計量時に発生する騒音を抑えられるペレットを提供することができる。
(ペレット)
本実施形態のペレットは、非晶性の熱可塑性樹脂を含むペレットであって、前記ペレットの平均体積が10mm3以上55mm3以下である。
本実施形態のペレットは、非晶性の熱可塑性樹脂を含むペレットであって、前記ペレットの平均体積が10mm3以上55mm3以下である。
<ペレットの形状>
本実施形態のペレットの形状としては、柱状体を例示できる。
この柱状体としては、その両端面(第1端面および第2端面)の形状は特に限定されるものではないが、端面の形状が多角形状の多角柱状体、端面の形状が円形状の円柱状体などが挙げられ、円柱状体が好ましい。
ここでいう円柱状体には、端面の形状が楕円形状又は略円形状であるものも含まれる。尚、柱状体における端面は、必ずしも互いに平行でなくてもよい。
本実施形態のペレットは、後述のように、例えば、非晶性の熱可塑性樹脂を含有する樹脂組成物を、押出して作製されるストランドを引き取りながら切断してペレット化することにより得られる。このように、ストランドに外力が加えられつつペレット化がされることから、本実施形態のペレットの切断面の形状は、楕円形状又は略円形状であり得る。
本明細書において、楕円形状とは、二つの定点からの距離の和が一定となる点の軌跡として定義される曲線の形状に加え、前記の定義される曲線に近い略楕円の形状までを包含する。
本実施形態のペレットの形状としては、柱状体を例示できる。
この柱状体としては、その両端面(第1端面および第2端面)の形状は特に限定されるものではないが、端面の形状が多角形状の多角柱状体、端面の形状が円形状の円柱状体などが挙げられ、円柱状体が好ましい。
ここでいう円柱状体には、端面の形状が楕円形状又は略円形状であるものも含まれる。尚、柱状体における端面は、必ずしも互いに平行でなくてもよい。
本実施形態のペレットは、後述のように、例えば、非晶性の熱可塑性樹脂を含有する樹脂組成物を、押出して作製されるストランドを引き取りながら切断してペレット化することにより得られる。このように、ストランドに外力が加えられつつペレット化がされることから、本実施形態のペレットの切断面の形状は、楕円形状又は略円形状であり得る。
本明細書において、楕円形状とは、二つの定点からの距離の和が一定となる点の軌跡として定義される曲線の形状に加え、前記の定義される曲線に近い略楕円の形状までを包含する。
本実施形態のペレットにおいて、ペレットの平均長さ、ペレットの平均長径、ペレットの平均短径及びペレットの平均体積は、以下により求められる。
図1は、ペレットの一例を示す模式図である。
図1に示すペレット1Pは、端面の形状が楕円形状の円柱状体である。ペレット1Pにおける円柱状体の端面は、上記ペレット化におけるペレットの切断面に対応する。
ペレット1Pにおける円柱状体の両端面を最短で結ぶ軸方向は、上記ストランドの作製における樹脂組成物の吐出方向に対応している。ペレット1Pの長さ(L)は、軸方向と垂直の方向から投影されたペレットの投影像において、軸方向に沿う最短の長さとする。
ペレット1Pの径は、この端面に外接する長方形の各辺の長さとする。外接する長方形は、当該長方形の面積が最小になるように設定される。この端面に外接する長方形の長辺の長さは、楕円形状の長径(a)に相当し、当該長方形の短辺の長さは、楕円形状の短径(b)に相当する。
図1に示すペレット1Pは、端面の形状が楕円形状の円柱状体である。ペレット1Pにおける円柱状体の端面は、上記ペレット化におけるペレットの切断面に対応する。
ペレット1Pにおける円柱状体の両端面を最短で結ぶ軸方向は、上記ストランドの作製における樹脂組成物の吐出方向に対応している。ペレット1Pの長さ(L)は、軸方向と垂直の方向から投影されたペレットの投影像において、軸方向に沿う最短の長さとする。
ペレット1Pの径は、この端面に外接する長方形の各辺の長さとする。外接する長方形は、当該長方形の面積が最小になるように設定される。この端面に外接する長方形の長辺の長さは、楕円形状の長径(a)に相当し、当該長方形の短辺の長さは、楕円形状の短径(b)に相当する。
ペレット1Pの体積は、上記ペレット化におけるペレットの端面を、長径(a)及び短径(b)を持つ楕円形状である底面とし、ペレットの長さ(L)を高さとする円柱状体の体積とする。ペレット1Pの体積は下式より算出される。
ペレット1Pの体積=π×(a/2)×(b/2)×L
ペレット1Pの体積=π×(a/2)×(b/2)×L
各長さの計測を、無作為に選出した少なくとも20個のペレットに対して行い、それらペレットの長さ(L)、長径(a)、短径(b)及びペレットの体積の個数基準の算術平均値を、それぞれ、ペレットの平均長さ、ペレットの平均長径、ペレットの平均短径及びペレットの平均体積とする。
ペレット1Pの平均体積は、10mm3以上55mm3以下であり、15mm3以上55mm3以下が好ましく、18mm3以上50mm3以下がより好ましく、18mm3以上40mm3以下がさらに好ましい。
ペレット1Pの平均体積が前記範囲内であれば、成形機のシリンダー内に投入されたペレットが、スクリューの回転によって押し出されやすくなり、成形機における計量時に発生する騒音レベルの低減が図られる。特に、ペレット1Pの平均体積が、前記範囲の下限値以上であれば、成形機における計量時に発生する騒音を抑える効果が著しく向上する。
ペレット1Pの平均体積が前記範囲内であれば、成形機のシリンダー内に投入されたペレットが、スクリューの回転によって押し出されやすくなり、成形機における計量時に発生する騒音レベルの低減が図られる。特に、ペレット1Pの平均体積が、前記範囲の下限値以上であれば、成形機における計量時に発生する騒音を抑える効果が著しく向上する。
ペレット1Pの平均長さは、2.5mm以上7.5mm以下が好ましく、3.0mm以上7.0mm以下がより好ましく、3.0mm以上6.0mm以下がさらに好ましく、3.0mm以上5.0mm以下が最も好ましい。
ペレット1Pの平均長さが前記の好ましい範囲内であると、成形機のシリンダー内に投入されたペレットが、スクリューの回転によって押し出されやすくなり、成形機における計量時に発生する騒音レベルの低減がより図られる。
ペレット1Pの平均長さが前記の好ましい範囲内であると、成形機のシリンダー内に投入されたペレットが、スクリューの回転によって押し出されやすくなり、成形機における計量時に発生する騒音レベルの低減がより図られる。
ペレット1Pの平均長径は、2.0mm以上4.0mm以下が好ましく、2.5mm以上3.8mm以下がより好ましく、2.7mm以上3.7mm以下がさらに好ましい。
ペレット1Pの平均短径は、2.0mm以上3.8mm以下が好ましく、2.1mm以上3.7mm以下がより好ましく、2.5mm以上3.5mm以下がさらに好ましい。
ペレット1Pの平均長径、平均短径がそれぞれ前記の好ましい範囲内であると、成形機のシリンダー内に投入されたペレットが、スクリューの回転によって押し出されやすくなり、成形機における計量時に発生する騒音レベルの低減がより図られる。
ペレット1Pの平均短径は、2.0mm以上3.8mm以下が好ましく、2.1mm以上3.7mm以下がより好ましく、2.5mm以上3.5mm以下がさらに好ましい。
ペレット1Pの平均長径、平均短径がそれぞれ前記の好ましい範囲内であると、成形機のシリンダー内に投入されたペレットが、スクリューの回転によって押し出されやすくなり、成形機における計量時に発生する騒音レベルの低減がより図られる。
ペレット1Pにおいて、平均長さ/平均長径、で表される比の値は、0.7以上2.5以下が好ましく、0.8以上2.4以下がより好ましく、0.9以上2.0以下がさらに好ましく、0.9以上1.5以下が最も好ましい。
ペレット1Pの平均長さ/平均長径が前記の好ましい範囲内であると、成形機のシリンダー内に投入されたペレットが、スクリューの回転によって押し出されやすくなり、成形機における計量時に発生する騒音レベルの低減がより図られる。
ペレット1Pの平均長さ/平均長径が前記の好ましい範囲内であると、成形機のシリンダー内に投入されたペレットが、スクリューの回転によって押し出されやすくなり、成形機における計量時に発生する騒音レベルの低減がより図られる。
ペレット1Pの切断面において、平均長径/平均短径、で表される比の値は、1~1.3が好ましく、1~1.2がより好ましく、1~1.1がさらに好ましい。
ペレット1Pは、平均体積が10mm3以上55mm3以下であり、平均体積がこの範囲である限り、ペレットの平均長さ、平均長径、平均短径、平均長さ/平均長径についての上記で示した好ましい各値は自由に組み合わせることができる。
一実施形態のペレット1Pは、平均体積が10mm3以上55mm3以下であり、平均長さが2.5mm以上7.5mm以下であり、平均長径が2.0mm以上4.0mm以下であり、平均短径が2.0mm以上3.8mm以下であり、平均長さ/平均長径で表される比の値が0.7以上2.5以下であってよい。
他の実施形態のペレット1Pは、平均体積が15mm3以上55mm3以下であり、平均長さが3.0mm以上7.0mm以下であり、平均長径が2.5mm以上3.8mm以下であり、平均短径が2.1mm以上3.7mm以下であり、平均長さ/平均長径で表される比の値が0.8以上2.4以下であってよい。
他の実施形態のペレット1Pは、平均体積が18mm3以上50mm3以下であり、平均長さが3.0mm以上6.0mm以下であり、平均長径が2.7mm以上3.7mm以下であり、平均短径が2.5mm以上3.5mm以下であり、平均長さ/平均長径で表される比の値が0.9以上2.0以下であってよい。
他の実施形態のペレット1Pは、平均体積が18mm3以上40mm3以下であり、平均長さが3.0mm以上5.0mm以下であり、平均長径が2.7mm以上3.7mm以下であり、平均短径が2.5mm以上3.5mm以下であり、平均長さ/平均長径で表される比の値が0.9以上1.5以下であってよい。
他の実施形態のペレット1Pは、平均体積が15mm3以上55mm3以下であり、平均長さが3.0mm以上7.0mm以下であり、平均長径が2.5mm以上3.8mm以下であり、平均短径が2.1mm以上3.7mm以下であり、平均長さ/平均長径で表される比の値が0.8以上2.4以下であってよい。
他の実施形態のペレット1Pは、平均体積が18mm3以上50mm3以下であり、平均長さが3.0mm以上6.0mm以下であり、平均長径が2.7mm以上3.7mm以下であり、平均短径が2.5mm以上3.5mm以下であり、平均長さ/平均長径で表される比の値が0.9以上2.0以下であってよい。
他の実施形態のペレット1Pは、平均体積が18mm3以上40mm3以下であり、平均長さが3.0mm以上5.0mm以下であり、平均長径が2.7mm以上3.7mm以下であり、平均短径が2.5mm以上3.5mm以下であり、平均長さ/平均長径で表される比の値が0.9以上1.5以下であってよい。
<非晶性の熱可塑性樹脂>
本実施形態のペレットは、非晶性の熱可塑性樹脂を含む。
本実施形態のペレットは、非晶性の熱可塑性樹脂を含む。
高分子鎖の集合状態は、高分子鎖が規則正しく配列している状態と、高分子が糸まり状になったり絡まったりしている状態と、に大別することができる。前者は結晶状態、後者は無定形又は非晶状態と呼ばれる。結晶状態の領域が存在する樹脂を結晶性樹脂、結晶状態の領域が存在しない樹脂を非晶性樹脂という。
本実施形態における、非晶性の熱可塑性樹脂としては、例えば、ビニル系樹脂、スチレン系樹脂、メタクリル樹脂、アクリル樹脂、スルホン系樹脂、イミド系樹脂などが挙げられる。
好ましい非晶性の熱可塑性樹脂として具体的には、ポリ塩化ビニル、ポリスチレン、ポリメタクリル酸メチル、ポリアクリル酸メチル、アクリロニトリル・ブタジエン・スチレン(ABS)、変性ポリフェニレンエーテル、ポリエーテルスルホン、ポリカーボネート、ポリフェニルスルホン、ポリエーテルイミド、ポリアミドイミドが挙げられる。
本実施形態のペレットは、これらの非晶性の熱可塑性樹脂の中でも、ポリエーテルスルホン、ポリカーボネート及びポリフェニルスルホンからなる群より選択される少なくとも一種の熱可塑性樹脂を含むペレットに特に有用であり、ポリエーテルスルホンを含むペレットに最も有用である。
好ましい非晶性の熱可塑性樹脂として具体的には、ポリ塩化ビニル、ポリスチレン、ポリメタクリル酸メチル、ポリアクリル酸メチル、アクリロニトリル・ブタジエン・スチレン(ABS)、変性ポリフェニレンエーテル、ポリエーテルスルホン、ポリカーボネート、ポリフェニルスルホン、ポリエーテルイミド、ポリアミドイミドが挙げられる。
本実施形態のペレットは、これらの非晶性の熱可塑性樹脂の中でも、ポリエーテルスルホン、ポリカーボネート及びポリフェニルスルホンからなる群より選択される少なくとも一種の熱可塑性樹脂を含むペレットに特に有用であり、ポリエーテルスルホンを含むペレットに最も有用である。
ポリエーテルスルホンについて:
ポリエーテルスルホンは、典型的には、2価の芳香族基(芳香族化合物から、その芳香環に結合した水素原子2個を除いてなる残基)とスルホニル基(-SO2-)と酸素原子(-O-)とを含む繰返し単位を有する樹脂である。
ポリエーテルスルホンは、耐熱性や耐薬品性の点から、下記式(1)で表される繰返し単位(以下「繰返し単位(1)」ということがある。)を有することが好ましく、さらに、下記式(2)で表される繰返し単位(以下「繰返し単位(2)」ということがある。)や、下記式(3)で表される繰返し単位(以下「繰返し単位(3)」ということがある。)などの他の繰返し単位を1種以上有していてもよい。
ポリエーテルスルホンは、典型的には、2価の芳香族基(芳香族化合物から、その芳香環に結合した水素原子2個を除いてなる残基)とスルホニル基(-SO2-)と酸素原子(-O-)とを含む繰返し単位を有する樹脂である。
ポリエーテルスルホンは、耐熱性や耐薬品性の点から、下記式(1)で表される繰返し単位(以下「繰返し単位(1)」ということがある。)を有することが好ましく、さらに、下記式(2)で表される繰返し単位(以下「繰返し単位(2)」ということがある。)や、下記式(3)で表される繰返し単位(以下「繰返し単位(3)」ということがある。)などの他の繰返し単位を1種以上有していてもよい。
(1)-Ph1-SO2-Ph2-O-
Ph1およびPh2は、それぞれ独立に、フェニレン基を表す。前記フェニレン基にある水素原子は、それぞれ独立に、アルキル基、アリール基またはハロゲン原子で置換されていてもよい。
(2)-Ph3-R-Ph4-O-
Ph3およびPh4は、それぞれ独立に、フェニレン基を表す。前記フェニレン基にある水素原子は、それぞれ独立に、アルキル基、アリール基またはハロゲン原子で置換されていてもよい。Rは、アルキリデン基、酸素原子または硫黄原子を表す。
(3)-(Ph5)n-O-
Ph5は、フェニレン基を表す。前記フェニレン基にある水素原子は、それぞれ独立に、アルキル基、アリール基またはハロゲン原子で置換されていてもよい。nは、1~3の整数を表す。nが2以上である場合、複数存在するPh5は、互いに同一であっても異なっていてもよい。
Ph1~Ph5のいずれかで表されるフェニレン基は、p-フェニレン基であってもよいし、m-フェニレン基であってもよいし、o-フェニレン基であってもよいが、p-フェニレン基であることが好ましい。
前記フェニレン基にある水素原子を置換していてもよいアルキル基の例としては、メチル基、エチル基、n-プロピル基、イソプロピル基、n-ブチル基、イソブチル基、s-ブチル基、t-ブチル基、n-ヘキシル基、2-エチルヘキシル基、n-オクチル基、n-デシル基が挙げられ、その炭素数は、例えば1~10である。
前記フェニレン基にある水素原子を置換していてもよいアリール基の例としては、フェニル基、o-トリル基、m-トリル基、p-トリル基、1-ナフチル基、2-ナフチル基が挙げられ、その炭素数は、例えば6~20である。
前記フェニレン基にある水素原子を置換していてもよいハロゲン原子の例としては、フッ素原子、塩素原子、臭素原子、ヨウ素原子が挙げられる。
前記フェニレン基にある水素原子がこれらの基又はハロゲン原子で置換されている場合、その数は、前記フェニレン基毎に、それぞれ独立に、例えば2個以下であり、好ましくは1個以下である。
前記フェニレン基にある水素原子を置換していてもよいアリール基の例としては、フェニル基、o-トリル基、m-トリル基、p-トリル基、1-ナフチル基、2-ナフチル基が挙げられ、その炭素数は、例えば6~20である。
前記フェニレン基にある水素原子を置換していてもよいハロゲン原子の例としては、フッ素原子、塩素原子、臭素原子、ヨウ素原子が挙げられる。
前記フェニレン基にある水素原子がこれらの基又はハロゲン原子で置換されている場合、その数は、前記フェニレン基毎に、それぞれ独立に、例えば2個以下であり、好ましくは1個以下である。
Rであるアルキリデン基の例としては、メチレン基、エチリデン基、イソプロピリデン基、1-ブチリデン基が挙げられ、その炭素数は、例えば1~5である。
ポリエーテルスルホンは、繰返し単位(1)を、全繰返し単位の合計に対して、50モル%以上有することが好ましく、80モル%以上有することがより好ましく、繰返し単位として実質的に繰返し単位(1)のみを有することがさらに好ましい。
なお、ポリエーテルスルホンは、繰返し単位(1)~(3)を、それぞれ独立に、2種以上有してもよい。
なお、ポリエーテルスルホンは、繰返し単位(1)~(3)を、それぞれ独立に、2種以上有してもよい。
ポリエーテルスルホンは、それを構成する繰返し単位に対応するジハロゲノスルホン化合物とジヒドロキシ化合物とを重縮合させることにより製造することができる。
例えば、繰返し単位(1)を有する樹脂は、ジハロゲノスルホン化合物として下記式(4)で表される化合物(以下「化合物(4)」ということがある。)を用い、ジヒドロキシ化合物として下記式(5)で表される化合物を用いることにより製造することができる。
また、繰返し単位(1)と繰返し単位(2)とを有する樹脂は、ジハロゲノスルホン化合物として化合物(4)を用い、ジヒドロキシ化合物として下記式(6)で表される化合物を用いることにより製造することができる。
また、繰返し単位(1)と繰返し単位(3)とを有する樹脂は、ジハロゲノスルホン化合物として化合物(4)を用い、ジヒドロキシ化合物として下記式(7)で表される化合物を用いることにより製造することができる。
(4)X1-Ph1-SO2-Ph2-X2
X1およびX2は、それぞれ独立に、ハロゲン原子を表す。Ph1およびPh2は、前記と同義である。
(5)HO-Ph1-SO2-Ph2-OH
Ph1およびPh2は、前記と同義である。
(6)HO-Ph3-R-Ph4-OH
Ph3、Ph4およびRは、前記と同義である。
(7)HO-(Ph5)n-OH
Ph5およびnは、前記と同義である。
前記のジハロゲノスルホン化合物とジヒドロキシ化合物との重縮合は、炭酸のアルカリ金属塩を用いて、溶媒中で行うことが好ましい。炭酸のアルカリ金属塩は、正塩である炭酸アルカリであってもよいし、酸性塩である重炭酸アルカリ(炭酸水素アルカリ)であってもよいし、両者の混合物であってもよい。
炭酸アルカリとしては、炭酸ナトリウムや炭酸カリウムが好ましく用いられる。
重炭酸アルカリとしては、重炭酸ナトリウムや重炭酸カリウムが好ましく用いられる。
重炭酸アルカリとしては、重炭酸ナトリウムや重炭酸カリウムが好ましく用いられる。
溶媒としては、ジメチルスルホキシド、1-メチル-2-ピロリドン、スルホラン(1,1-ジオキソチラン)、1,3-ジメチル-2-イミダゾリジノン、1,3-ジエチル-2-イミダゾリジノン、ジメチルスルホン、ジエチルスルホン、ジイソプロピルスルホン、ジフェニルスルホンなどの有機極性溶媒が好ましく用いられる。
ポリエーテルスルホンは、その還元粘度が、例えば0.3dL/g以上、好ましくは0.33dL/g以上0.45dL/g以下、より好ましくは0.36dL/g以上0.41dL/g以下である。
ポリエーテルスルホンの還元粘度が0.3dL/g以上であると、耐熱性や強度・剛性が向上しやすい。一方、還元粘度が0.45dL/g以下であると、成形温度や溶融粘度が高くなりすぎず、所定の形状の成形体を成形しやすい。
ポリエーテルスルホンの還元粘度が0.3dL/g以上であると、耐熱性や強度・剛性が向上しやすい。一方、還元粘度が0.45dL/g以下であると、成形温度や溶融粘度が高くなりすぎず、所定の形状の成形体を成形しやすい。
前記重縮合において、仮に副反応が生じなければ、ジハロゲノスルホン化合物とジヒドロキシ化合物とのモル比が1:1に近いほど、炭酸のアルカリ金属塩の使用量が多いほど、重縮合温度が高いほど、又は重縮合時間が長いほど、得られるポリエーテルスルホンの重合度が高くなりやすく、還元粘度が高くなりやすい。
しかし、実際は、副生する水酸化アルカリなどにより、ハロゲノ基のヒドロキシル基への置換反応や解重合などの副反応を伴う。そのため、この副反応の度合いも考慮して、所望の還元粘度を有するポリエーテルスルホンが得られるように、ジハロゲノスルホン化合物とジヒドロキシ化合物とのモル比、炭酸のアルカリ金属塩の使用量、重縮合温度および重縮合時間を調整することが好ましい。
しかし、実際は、副生する水酸化アルカリなどにより、ハロゲノ基のヒドロキシル基への置換反応や解重合などの副反応を伴う。そのため、この副反応の度合いも考慮して、所望の還元粘度を有するポリエーテルスルホンが得られるように、ジハロゲノスルホン化合物とジヒドロキシ化合物とのモル比、炭酸のアルカリ金属塩の使用量、重縮合温度および重縮合時間を調整することが好ましい。
本実施形態のペレットは、非晶性の熱可塑性樹脂の含有量が、ペレットの総質量(100質量%)に対して、85質量%以上であるペレットに特に有用であり、100質量%であるペレット、すなわち、非晶性の熱可塑性樹脂からなるペレットに最も有用である。
<その他成分>
本実施形態のペレットは、非晶性の熱可塑性樹脂に加え、本発明の効果を奏する範囲で、その他成分を含んでいてもよい。
その他成分としては、無機充填材、有機充填材、添加剤、非晶性の熱可塑性樹脂以外の樹脂などが挙げられる。
本実施形態のペレットは、非晶性の熱可塑性樹脂に加え、本発明の効果を奏する範囲で、その他成分を含んでいてもよい。
その他成分としては、無機充填材、有機充填材、添加剤、非晶性の熱可塑性樹脂以外の樹脂などが挙げられる。
無機充填材について:
本実施形態で用いてもよい無機充填材は、繊維状充填材であってもよいし、板状充填材であってもよいし、粒状充填材であってもよい。
本実施形態で用いてもよい無機充填材は、繊維状充填材であってもよいし、板状充填材であってもよいし、粒状充填材であってもよい。
繊維状充填材としては、ガラス繊維;パン系炭素繊維、ピッチ系炭素繊維等の炭素繊維;シリカ繊維、アルミナ繊維、シリカアルミナ繊維等のセラミック繊維;ステンレス繊維等の金属繊維などが挙げられる。ガラス繊維としては、チョップドガラス繊維、ミルドガラス繊維などが挙げられる。
繊維状充填材の例としては、チタン酸カリウムウイスカー、チタン酸バリウムウイスカー、ウォラストナイトウイスカー、ホウ酸アルミニウムウイスカー、窒化ケイ素ウイスカー、炭化ケイ素ウイスカー等のウイスカーも挙げられる。
繊維状充填材の例としては、チタン酸カリウムウイスカー、チタン酸バリウムウイスカー、ウォラストナイトウイスカー、ホウ酸アルミニウムウイスカー、窒化ケイ素ウイスカー、炭化ケイ素ウイスカー等のウイスカーも挙げられる。
ここでいうチョップドガラス繊維は、紡糸ノズルから引き出された複数のガラス単繊維を直接引きそろえて集束した繊維束(ガラスストランド)を、繊維束長が1.5~25mmとなるように切断したもの(ガラスチョップドストランド)をいう。
ミルドガラス繊維は、ストランドを極く短い長さ(1mm未満程)に粉砕又は切断したもの(ミルドファイバ)をいう。
ミルドガラス繊維は、ストランドを極く短い長さ(1mm未満程)に粉砕又は切断したもの(ミルドファイバ)をいう。
板状無機充填材としては、タルク、マイカ、グラファイト、ウォラストナイト、ガラスフレーク、硫酸バリウム、炭酸カルシウムなどが挙げられる。
マイカは、白雲母であってもよいし、金雲母であってもよいし、フッ素金雲母であってもよいし、四ケイ素雲母であってもよい。
マイカは、白雲母であってもよいし、金雲母であってもよいし、フッ素金雲母であってもよいし、四ケイ素雲母であってもよい。
粒状無機充填材としては、シリカ、アルミナ、酸化チタン、ガラスビーズ、ガラスバルーン、窒化ホウ素、炭化ケイ素、炭酸カルシウムなどが挙げられる。
本実施形態のペレットは、無機充填材の含有量が、ペレットの総質量(100質量%)に対して、0質量%以上15質量%以下であるペレットにより有用であり、0質量%以上10質量%以下であるペレットにさらに有用であり、0質量%以上5質量%以下であるペレットに特に有用である。
有機充填材について:
有機充填材としては、ポリエステル繊維、アラミド繊維、セルロース繊維などが挙げられる。
有機充填材としては、ポリエステル繊維、アラミド繊維、セルロース繊維などが挙げられる。
添加剤について:
添加剤としては、通常、成形材料である樹脂組成物に用いられている添加剤が挙げられる。このような添加剤としては、安定剤、紫外線吸収剤、着色剤、滑剤、離型剤、可塑剤、難燃剤、難燃助剤、帯電防止剤、界面活性剤などが挙げられる。
添加剤としては、通常、成形材料である樹脂組成物に用いられている添加剤が挙げられる。このような添加剤としては、安定剤、紫外線吸収剤、着色剤、滑剤、離型剤、可塑剤、難燃剤、難燃助剤、帯電防止剤、界面活性剤などが挙げられる。
安定剤としては、ヒンダードフェノール、ヒドロキノン、ホスファイト類又はこれらの置換体などが挙げられる。
紫外線吸収剤としては、レゾルシノール、サリシレート、ベンゾトリアゾール、ベンゾフェノンなどが挙げられる。
着色剤としては、ニトロシンなどの染料、又は硫化カドミウム、フタロシアニン、カーボンブラックなどの顔料を含む材料が挙げられる。
紫外線吸収剤としては、レゾルシノール、サリシレート、ベンゾトリアゾール、ベンゾフェノンなどが挙げられる。
着色剤としては、ニトロシンなどの染料、又は硫化カドミウム、フタロシアニン、カーボンブラックなどの顔料を含む材料が挙げられる。
滑剤としては、ステアリン酸、モンタン酸等の脂肪酸、又はそのアミド、そのエステル、その多価アルコールとのハーフエステル、ステアリルアルコール、ステアラミド、ポリエチレンワックスなどが挙げられる。
本実施形態のペレットにおいて、滑剤の含有量は、非晶性の熱可塑性樹脂100質量部に対して、好ましくは0.001質量部以上1.0質量部以下であり、より好ましくは0.002質量部以上0.8質量部以下であり、さらに好ましくは0.002質量部以上0.1質量部以下であり、特に好ましくは0.005質量部以上0.05質量部以下である。
また、本実施形態のペレットは、滑剤の含有量が、ペレットの総質量(100質量%)に対して、好ましくは0.001質量%以上0.5質量%以下であり、より好ましくは0.002質量%以上0.1質量%以下である。
滑剤の含有量が、前記の好ましい範囲の上限値以下であると、ペレットが特定の形状を有することによる騒音の抑制の効果がより効果的に発揮される傾向がある。一方、滑剤の含有量が、前記の好ましい範囲の下限値以上であると、ペレット同士の摩擦などを低減することで騒音の抑制の効果が得られやすくなる。
また、本実施形態のペレットは、滑剤の含有量が、ペレットの総質量(100質量%)に対して、好ましくは0.001質量%以上0.5質量%以下であり、より好ましくは0.002質量%以上0.1質量%以下である。
滑剤の含有量が、前記の好ましい範囲の上限値以下であると、ペレットが特定の形状を有することによる騒音の抑制の効果がより効果的に発揮される傾向がある。一方、滑剤の含有量が、前記の好ましい範囲の下限値以上であると、ペレット同士の摩擦などを低減することで騒音の抑制の効果が得られやすくなる。
離型剤としては、モンタン酸等の脂肪酸、又はその塩、そのエステル、その多価アルコールとのハーフエステル、ステアリルアルコール、ステアラミド、ポリエチレンワックスなどが挙げられ、好ましくはペンタエリスリトールの脂肪酸エステルが挙げられる。
[ペレットの製造方法]
本実施形態のペレットは、例えば、非晶性の熱可塑性樹脂と必要に応じてその他成分とを含有する樹脂組成物を、溶融混練し押出してストランドを成形し、このストランドを切断することにより製造される。
ここで、前記ストランドの径、及び前記ストランドの切断の幅の少なくとも一方を適宜調節することにより、所望の平均体積、平均長さ、平均長径、平均短径を有するペレットを製造可能である。
本実施形態のペレットは、例えば、非晶性の熱可塑性樹脂と必要に応じてその他成分とを含有する樹脂組成物を、溶融混練し押出してストランドを成形し、このストランドを切断することにより製造される。
ここで、前記ストランドの径、及び前記ストランドの切断の幅の少なくとも一方を適宜調節することにより、所望の平均体積、平均長さ、平均長径、平均短径を有するペレットを製造可能である。
前記の、非晶性の熱可塑性樹脂及びその他成分については、上述した<非晶性の熱可塑性樹脂>及び<その他成分>において例示したものが挙げられる。
本実施形態のペレットは、一例として、以下の工程(i)~(iii)を含む製造方法を用いることにより製造することができる。
工程(i):前記樹脂組成物を、押出機により溶融混練して溶融混練物を得て、押出機のノズルから溶融混練物を押出して、ストランドを得る工程
工程(ii):押出機のノズルから押し出されたストランドをベルトクーラーで搬送し、固化させる工程
工程(iii):固化させたストランドを引取ロールで引き取りながら、ペレタイザーに備えられた固定刃及び回転刃により切断して、非晶性の熱可塑性樹脂を含むペレットを得る工程
工程(i):前記樹脂組成物を、押出機により溶融混練して溶融混練物を得て、押出機のノズルから溶融混練物を押出して、ストランドを得る工程
工程(ii):押出機のノズルから押し出されたストランドをベルトクーラーで搬送し、固化させる工程
工程(iii):固化させたストランドを引取ロールで引き取りながら、ペレタイザーに備えられた固定刃及び回転刃により切断して、非晶性の熱可塑性樹脂を含むペレットを得る工程
図2は、本実施形態のペレットを製造可能な製造装置の一例を示す模式図である。
なお、以下の説明では、ストランドの搬送方向に従い、「上流側」、「下流側」ということがある。
なお、以下の説明では、ストランドの搬送方向に従い、「上流側」、「下流側」ということがある。
図2に示す製造装置100は、ノズルを備えた押出機11と、押出機11の下方に設けられたベルトクーラー12と、押出機11の下流側、かつ、ベルトクーラー12の上方に設けられたスプレーノズル装置13と、スプレーノズル装置13の下流側、かつ、ベルトクーラー12の上方に設けられたエアーノズル装置16と、エアーノズル装置16の下流側、かつ、ベルトクーラー12の搬送方向末端に設けられた一対の引取ロール14と、引取ロール14の下流側に設けられた固定刃及び回転刃を有するペレタイザー15と、を備えている。
工程(i):
工程(i)では、押出機11により、非晶性の熱可塑性樹脂と必要に応じてその他成分とを含有する樹脂組成物を溶融混練した溶融混練物を、押出機11のノズルから押出し、ストランド10を得る。ストランド10は、ベルトクーラー12上を上流側から下流側へ搬送される。
工程(i)では、押出機11により、非晶性の熱可塑性樹脂と必要に応じてその他成分とを含有する樹脂組成物を溶融混練した溶融混練物を、押出機11のノズルから押出し、ストランド10を得る。ストランド10は、ベルトクーラー12上を上流側から下流側へ搬送される。
押出機11は、シリンダーと、シリンダー内に配置された1本以上のスクリューと、シリンダーに設けられた1箇所以上のフィード口と、を有することが好ましく、さらにシリンダーに設けられた1箇所以上のベント部を有することがより好ましい。また、前記シリンダーは、メインフィード口と、このメインフィード口よりも押出方向下流側にサイドフィード口と、が設けられたものが好ましい。
前記シリンダーがベント部を有する場合は、大気に開放されたオープンベント方式であってもよいし、水封式ポンプ、ロータリーポンプ、油拡散ポンプ、ターボポンプ等に接続して真空に保持する真空ベント方式であってもよい。
押出機11の溶融混練温度は、非晶性の熱可塑性樹脂のガラス転移温度又は融点に応じて決定される。通常、非晶性の熱可塑性樹脂のガラス転移温度又は融点より20~40℃高い温度である。押出機11の溶融混練温度は、押出機11のシリンダー温度にて調整できる。
押出機11のノズルが有する吐出口の数は、特に制限はなく、1つであってもよいし、複数であってもよい。ストランド10の径及び吐出数は、押出機11のノズルの吐出口の口径及び吐出口の数で調整することができる。
本実施形態のペレットを製造する際には、ペレットの平均体積が10mm3以上55mm3以下となるように、好ましくはペレットの平均長径が2.0mm以上4.0mm以下、及び平均短径が2.0mm以上3.8mm以下となるように、押出機11のノズルの吐出口の径を設定する。
本実施形態のペレットを製造する際には、ペレットの平均体積が10mm3以上55mm3以下となるように、好ましくはペレットの平均長径が2.0mm以上4.0mm以下、及び平均短径が2.0mm以上3.8mm以下となるように、押出機11のノズルの吐出口の径を設定する。
工程(ii):
工程(ii)では、押出機11のノズルから押し出されたストランド10を、ベルトクーラー12にて上流側から下流側にあるペレタイザー15まで搬送する。
工程(ii)では、押出機11のノズルから押し出されたストランド10を、ベルトクーラー12にて上流側から下流側にあるペレタイザー15まで搬送する。
工程(ii)は、例えば、以下の操作(ii-1)及び操作(ii-2)により行うことができる。
操作(ii-1):ストランド10をベルトクーラー12で搬送し、ストランド搬送方向に向かって、スプレーノズル装置13により、水を噴霧し冷却して、ストランド10を固化させる操作
操作(ii-2):ストランド10をベルトクーラー12で搬送し、ストランド搬送方向に向かって、エアーノズル装置16より、空気を吹き付けて、ストランド10表面に付着した水を除去し、さらにストランド10を冷却する操作
操作(ii-1):ストランド10をベルトクーラー12で搬送し、ストランド搬送方向に向かって、スプレーノズル装置13により、水を噴霧し冷却して、ストランド10を固化させる操作
操作(ii-2):ストランド10をベルトクーラー12で搬送し、ストランド搬送方向に向かって、エアーノズル装置16より、空気を吹き付けて、ストランド10表面に付着した水を除去し、さらにストランド10を冷却する操作
ベルトクーラー12としては、従来公知のコンベアを用いることができ、例えば、メッシュコンベア、ネットコンベア、ベルトコンベア、振動コンベアなどを挙げることができる。これらの中でも、搬送面上の水はけが良く、ストランド10表面に付着する水分の量を少なくすることができるため、メッシュコンベア、ネットコンベア(同じもので、名称が異なるのみ)が好ましい。
操作(ii-1):
操作(ii-1)では、押出機11のノズルから押し出されたベルトクーラー12上のストランド10に向けて、スプレーノズル装置13により水を吹き付け、ストランド10表面に水を付着させ、ストランド10と水との熱交換及び水の気化熱により、ストランド10を冷却して固化させる。
操作(ii-1)では、押出機11のノズルから押し出されたベルトクーラー12上のストランド10に向けて、スプレーノズル装置13により水を吹き付け、ストランド10表面に水を付着させ、ストランド10と水との熱交換及び水の気化熱により、ストランド10を冷却して固化させる。
スプレーノズル装置13は、適当間隔で一条に多数の孔を有するパイプにて構成され、多数の孔は、押出機11のノズルから押し出されるストランド10の全幅に跨がって設けられている。
スプレーノズル装置13は、一定間隔で1~10台の範囲で適宜配置することが好ましい。より好ましい機台数は2~4台である。スプレーノズル装置13を複数配置する場合には、複数のストランド10のそれぞれに対応して設けてもよいし、一部のストランド10によって群を形成し、群毎に設ける構成としてもよい。いずれの場合もスプレーノズル装置13を独立して調整可能とすることにより、各ストランド10に応じた最適な水の噴霧冷却を実施することができる。
図2に示す製造装置100では、3台のスプレーノズル装置13が設けられている。
図2に示す製造装置100では、3台のスプレーノズル装置13が設けられている。
複数のストランド10が搬送される場合、各ストランド10に吹き付ける水の噴霧量を調整することで、各ストランド10の表面温度が均一になるように水を噴霧することが好ましい。各ストランド10の間で表面温度に差がありすぎると、均一なペレットが得られず、ストランド切れ、又は、ペレット切断面の欠損もしくはヒゲが発生する傾向となるためである。
スプレーノズル装置13から噴霧される水としては、水、純水、イオン交換水、工業用水、冷却塔で循環している冷却水等を使用してもよい。また、スプレーノズル装置13から噴霧される水の温度は、室温(15~23℃の範囲)であることが好ましい。
ただし、噴霧する水の温度を調整する場合は、室温に対して、1~50℃の範囲で異なる温度のものを組み合わせて用いることもできる。
ただし、噴霧する水の温度を調整する場合は、室温に対して、1~50℃の範囲で異なる温度のものを組み合わせて用いることもできる。
スプレーノズル装置13は、噴霧する水量又は水温度の調整機構(水冷調整機構)を有する。スプレーノズル装置13において噴霧する水量の調整機構としては、スプレーノズル装置13の噴霧ノズルに連通する配管に流す水の流量や圧力を調節するバルブや弁など公知のものが挙げられる。
操作(ii-2):
操作(ii-2)では、ベルトクーラー12上のストランド10に向けて、エアーノズル装置16より空気を吹き付け、ストランド10表面に付着した水を除去し、さらにストランド10を冷却する。
操作(ii-2)では、ベルトクーラー12上のストランド10に向けて、エアーノズル装置16より空気を吹き付け、ストランド10表面に付着した水を除去し、さらにストランド10を冷却する。
エアーノズル装置16は、ベルトクーラー12上のストランド10に空気を吹付け可能な位置にボルト等で固定した装置である。エアーノズル装置16は、ストランド10に付着した水をストランド10表面から取り除くと共に、ストランド10を冷却するための装置であり、公知のエアブロー装置やドライヤー装置を用いることができる。
エアーノズル装置16の機台数は、一定間隔で1~10台の範囲で適宜調整することが好ましい。より好ましい機台数は2~4台である。エアーノズル装置16を複数配置する場合には、複数のストランド10のそれぞれに対応して設けてもよいし、一部のストランド10によって群を形成し、群毎に設ける構成としてもよい。いずれの場合もエアーノズル装置16の吹出し口から吹きつけられる空気量を独立して調整可能とすることにより、各ストランド10に応じた各装置から吹きつけられる空気量を調整することができる。
図2に示す製造装置100では、3台のエアーノズル装置16が設けられている。
図2に示す製造装置100では、3台のエアーノズル装置16が設けられている。
複数のストランド10が搬送される場合、吹付け面を調整することで、各ストランド10の表面温度がより均一になるように吹き付けながら、ストランド10表面に付着している水を除くことが好ましい。各ストランド10の表面温度に差がありすぎると、均質なペレットが得られず、ストランド切れ、又は、ペレット切断面の欠損もしくは切粉が発生する傾向となるためである。
吹き付ける空気としては、空気(エアー)、窒素、アルゴンなどの不活性ガス存在下の空気であってもよい。生産性の観点から、空気(エアー)であることが好ましい。
エアーノズル装置16は、吹き付ける空気量又は空気温度を変更できるように、風量調節機構や、ヒーターや冷却装置が組み込まれた温度調節が可能な公知のエアーノズル装置を用いることもできる。
エアーノズル装置16の吹き付ける空気の風速、風量は、ストランド10の温度を所定範囲内に調整可能であり、ストランド10表面に付着した水を除去可能であれば特に限定されず、ストランド10がベルトクーラー12上で蛇行しない風速、風量であることが好ましい。
工程(iii):
工程(iii)では、固化させたストランド10を引取ロール14で引き取りながら、ペレタイザー15に備えられた固定刃及び回転刃により切断して、非晶性の熱可塑性樹脂を含むペレットを得る。
工程(iii)では、固化させたストランド10を引取ロール14で引き取りながら、ペレタイザー15に備えられた固定刃及び回転刃により切断して、非晶性の熱可塑性樹脂を含むペレットを得る。
ペレタイザー15は、固定刃及び回転刃によりストランド10を切断する、つまり、ストランド10が固定刃と回転刃とに挟まれることで所定の長さに切断され、ペレットが成形される。
固定刃及び回転刃は、従来公知のペレタイザーが備える固定刃及び回転刃を適宜採用することができる。回転刃が備える刃の数は、複数の刃を有するものであれば特に制限はない。即ち、従来公知のストランドカッターの回転刃が備える刃の数と同じ数とすることができる。
固定刃及び回転刃が備える刃の材質としては、特に限定されるものではなく、例えば、WC-Co系合金、TiN-Ni系合金、TiC-Ni系合金などが挙げられる。
上述の[ペレットの製造方法]においては、ペレットの長さ(L)と、引取ロール14の引取速度及び回転刃の回転速度と、の関係に基づいて、ペレットの平均体積が10mm3以上55mm3以下となるように、また、ペレットの好ましい平均長さが2.5mm以上7.5mm以下となるように、引取ロール14の引取速度及び回転刃の回転速度を制御することができる。
上述の[ペレットの製造方法]は、工程(iii)で得られたペレットを、タンブラー混合機により混合して、ペレットから発生した微粉を除去する工程を含んでいてもよい。
微粉を除去する方法は、特に限定されず、公知の方法を採用することができる。
微粉を除去する方法は、特に限定されず、公知の方法を採用することができる。
[用途]
本実施形態のペレットは、成形体の原料(成形材料)として使用されることが好ましく、射出成形体の製造用の成形材料として使用されることがより好ましい。
本実施形態のペレットは、成形体の原料(成形材料)として使用されることが好ましく、射出成形体の製造用の成形材料として使用されることがより好ましい。
前記射出成形体は、本実施形態のペレットを成形材料として用い、射出成形機で、このペレットを溶融させ、金型へ射出して射出成形体を得る工程、を含む製造方法により製造することができる。
前記射出成形体の製造方法には、公知の射出成形機を用いることができる。
前記射出成形体の製造方法には、公知の射出成形機を用いることができる。
射出成形機について、本明細書では、下記のスクリュー径、射出体積又は最大型締力を有する射出成形機を“大型の”射出成形機として例示する。
また、この“大型の”射出成形機におけるスクリュー径、射出体積又は最大型締力よりも小さい値のスクリュー径、射出体積又は最大型締力を有する射出成形機を“小型の”射出成形機として例示する。
また、この“大型の”射出成形機におけるスクリュー径、射出体積又は最大型締力よりも小さい値のスクリュー径、射出体積又は最大型締力を有する射出成形機を“小型の”射出成形機として例示する。
“大型の”射出成形機は、最大型締力が980kN以上であるものが挙げられる。“大型の”射出成形機における最大型締力は、1300kN以上25000kN以下でもよいし、1500kN以上10000kN以下でもよい。
“大型の”射出成形機は、スクリュー径(スクリュー直径)が30mm以上であるものが挙げられる。“大型の”射出成形機におけるスクリュー径は、30mm以上180mm以下でもよいし、40mm以上150mm以下でもよい。
“大型の”射出成形機は、射出体積(一度の射出で射出可能な射出物の最大体積)が100cm3以上であるものが挙げられる。“大型の”射出成形機における射出体積は、120cm3以上20000cm3以下でもよいし、150cm3以上5000cm3以下でもよいし、160cm3以上3500cm3以下でもよいし、170cm3以上1000cm3以下でもよい。
“大型の”射出成形機としては、例えば、住友重機械工業社製SE180EV、JSW社製J450AD、日精樹脂工業社製FNX3602―100A/FVX860IIIなどが挙げられる。
“小型の”射出成形機としては、例えば、日精樹脂工業社製PNX40-5A、FUNUC社製ROBOSHOT S-2000i 30Bなどが挙げられる。
“小型の”射出成形機としては、例えば、日精樹脂工業社製PNX40-5A、FUNUC社製ROBOSHOT S-2000i 30Bなどが挙げられる。
前記射出成形体の製造は、シリンダー内部にスクリューを備えた射出成形機を用い、本実施形態のペレットを、シリンダー内に投入し、シリンダー内でスクリューを回転させながら溶融させ、シリンダーの先端方向(金型が配置された射出部側のシリンダー内の先端部)へ押出し、シリンダー内の先端部に溜められた溶融混練物を、金型内へ射出し、金型内で冷却固化させることにより実施することができる。
かかる射出成形体の製造においては、射出成形機のシリンダー内に、本実施形態のペレットを投入しているため、金型へ射出される所定量のペレットを計量する際にこれまで発生していた騒音が抑えられる。
かかる射出成形体の製造においては、射出成形機のシリンダー内に、本実施形態のペレットを投入しているため、金型へ射出される所定量のペレットを計量する際にこれまで発生していた騒音が抑えられる。
射出成形機のシリンダー温度は、非晶性の熱可塑性樹脂の種類に応じて適宜決定され、用いる非晶性の熱可塑性樹脂のガラス転移温度又は融点以上であればよく、かかるガラス転移温度又は融点より10~80℃高い温度に設定することが好ましい。
射出成形機のスクリュー回転数は、適宜決定すればよく、一例として50~200rpmが好ましい。
金型の温度は、非晶性の熱可塑性樹脂の冷却速度及び生産性の点から、室温(例えば23℃)から180℃の範囲に設定することが好ましい。
金型の温度は、非晶性の熱可塑性樹脂の冷却速度及び生産性の点から、室温(例えば23℃)から180℃の範囲に設定することが好ましい。
かかる射出成形体の製造において、金型へ射出されるペレットを計量するのに要する計量時間は、射出成形機のサイズ又は種類等に応じて異なるが、例えば、小型の射出成形機の場合であれば5~30秒間であり、大型の射出成形機の場合であれば5~45秒間である。
金型へ射出されるペレットを計量する際の計量時間は、射出成形機付属の計測器により計測することができる。
ここでの「計量時間」とは、射出成形機を用いる射出成形において、直前の射出が完了し、スクリューがシリンダーの先端方向に前進した状態で、スクリューの回転(計量)を開始した時点から、射出成形体の体積に相当する所望量のペレットがシリンダー内の先端部に溜められる時点までの時間をいう。
ここでの「計量時間」とは、射出成形機を用いる射出成形において、直前の射出が完了し、スクリューがシリンダーの先端方向に前進した状態で、スクリューの回転(計量)を開始した時点から、射出成形体の体積に相当する所望量のペレットがシリンダー内の先端部に溜められる時点までの時間をいう。
前記射出成形体の製造方法で製造される、射出成形体の1個当たりの質量は、“大型の”射出成形機を用いた場合、一例として100~5000gであり、500~4000gでもよいし、1000~3500gでもよい。
前記射出成形体の製造方法で製造される、射出成形体の射出体積(一度の射出で成形される射出物の体積)は、“大型の”射出成形機を用いた場合、一例として50cm3以上であり、50cm3以上20000cm3以下でもよいし、80cm3以上10000cm3以下でもよいし、100cm3以上5000cm3以下でもよい。
[作用効果]
以上説明した本実施形態のペレットによれば、射出成形機で成形作業を行う際に、成形機における計量時に発生する騒音を抑えることができる。
以上説明した本実施形態のペレットによれば、射出成形機で成形作業を行う際に、成形機における計量時に発生する騒音を抑えることができる。
図3は、小型の射出成形機において、シリンダー24s内のペレット1がスクリュー26sによってシリンダー24sの先端方向Aへ押し出される様子の一例を示す模式図である。ペレット1は、従来のものである。
図3に示すように、小型の射出成形機では、ペレット1とシリンダー24sとが擦れたり、又はペレット1同士が擦れたりし合うことで、騒音が発生する、と考えられる。
図3に示すように、小型の射出成形機では、ペレット1とシリンダー24sとが擦れたり、又はペレット1同士が擦れたりし合うことで、騒音が発生する、と考えられる。
図4は、大型の射出成形機において、シリンダー24b内のペレット1がスクリュー26bによってシリンダー24bの先端方向Aへ押し出される様子の一例を示す模式図である。ペレット1は、従来のものである。
図4に示すように、大型の射出成形機では、小型の射出成形機に比べ、径が大きくかつ溝の間隔が広いスクリュー26bに対して、より多量のペレット1が投入され、また、これらのペレット1がスクリュー26bによって、より大きな力で押し出されている。さらに、大型の射出成形機の場合、スクリュー26bの溝や、スクリュー26bとシリンダー24bとの間の隙間が、小型の射出成形機の場合よりも広く設計されているため、先端方向Aとは反対方向へのペレット1のバックフローBが生じやすくなっている。このような状態であるため、ペレット1とシリンダー24bとが擦れやすくなり、又はペレット1同士が擦れやすくなり、加えて、より大きな押出しの力が加えられていることで、大型の射出成形機では、小型の射出成形機で発生する騒音レベルに比べて大きなレベルの騒音が発生する、と考えられる。
射出成形機で発生する騒音レベル(dB)の測定は、例えば普通騒音計LA-1210(小野測器社製)等の騒音計を用いて、射出成形機のホッパー下から5cm離れた場所における、計量中の音圧を評価することで行うことができる。
図4に示すように、大型の射出成形機では、小型の射出成形機に比べ、径が大きくかつ溝の間隔が広いスクリュー26bに対して、より多量のペレット1が投入され、また、これらのペレット1がスクリュー26bによって、より大きな力で押し出されている。さらに、大型の射出成形機の場合、スクリュー26bの溝や、スクリュー26bとシリンダー24bとの間の隙間が、小型の射出成形機の場合よりも広く設計されているため、先端方向Aとは反対方向へのペレット1のバックフローBが生じやすくなっている。このような状態であるため、ペレット1とシリンダー24bとが擦れやすくなり、又はペレット1同士が擦れやすくなり、加えて、より大きな押出しの力が加えられていることで、大型の射出成形機では、小型の射出成形機で発生する騒音レベルに比べて大きなレベルの騒音が発生する、と考えられる。
射出成形機で発生する騒音レベル(dB)の測定は、例えば普通騒音計LA-1210(小野測器社製)等の騒音計を用いて、射出成形機のホッパー下から5cm離れた場所における、計量中の音圧を評価することで行うことができる。
これに対し、非晶性の熱可塑性樹脂を含むペレットであって、その体積を特定の範囲に制御したペレットを採用することにより、成形機における計量時に発生する騒音を抑えることができる。かかる効果が、ペレットの平均体積10~55mm3の範囲で顕著性を有している、ということは、本発明者らが初めて見出した知見である。
成形機における計量時に発生する騒音は、非晶性の熱可塑性樹脂の含有量が多いペレットほど起こりやすく、特に、非晶性の熱可塑性樹脂からなるペレット(ニートペレット)を成形材料として使用する場合に問題となる。上述した本実施形態のペレットは、ニートペレットを成形材料として使用する場合に特に有用である。
また、従来、大きい形状の成形品を製造するため、大型の射出成形機を使用した場合には、さらに大きなレベルで騒音が発生していたことから、本実施形態のペレットの採用によって、作業環境の改善向上を図ることが可能となる。
また、従来、大きい形状の成形品を製造するため、大型の射出成形機を使用した場合には、さらに大きなレベルで騒音が発生していたことから、本実施形態のペレットの採用によって、作業環境の改善向上を図ることが可能となる。
(射出成形体)
上述した本実施形態のペレットを成形材料として用い、射出成形法により成形された射出成形体は、一般に、非晶性の熱可塑性樹脂が適用し得るあらゆる用途に適用可能であり、中でも自動車分野の用途に特に好適なものである。
上述した本実施形態のペレットを成形材料として用い、射出成形法により成形された射出成形体は、一般に、非晶性の熱可塑性樹脂が適用し得るあらゆる用途に適用可能であり、中でも自動車分野の用途に特に好適なものである。
自動車分野の用途としては、例えば、自動車内装材用射出成形体として、天井材用射出成形体、ホイールハウスカバー用射出成形体、トランクルーム内張用射出成形体、インパネ表皮材用射出成形体、ハンドルカバー用射出成形体、アームレスト用射出成形体、ヘッドレスト用射出成形体、シートベルトカバー用射出成形体、シフトレバーブーツ用射出成形体、コンソールボックス用射出成形体、ホーンパッド用射出成形体、ノブ用射出成形体、エアバッグカバー用射出成形体、各種トリム用射出成形体、各種ピラー用射出成形体、ドアロックベゼル用射出成形体、グラブボックス用射出成形体、デフロスタノズル用射出成形体、スカッフプレート用射出成形体、ステアリングホイール用射出成形体、ステアリングコラムカバー用射出成形体などが挙げられる。
また、自動車分野の用途としては、例えば、自動車外装材用射出成形体として、バンパー用射出成形体、スポイラー用射出成形体、マッドガード用射出成形体、サイドモール用射出成形体、ラジエーターグリル用射出成形体、ホイールカバー用射出成形体、ホイールキャップ用射出成形体、カウルベルト・グリル用射出成形体、エアアウトレット・ルーバー用射出成形体、エアスクープ用射出成形体、フードバルジ用射出成形体、フェンダー用射出成形体、バックドア用射出成形体などが挙げられる。
自動車用エンジンルーム内部品として、シリンダー・ヘッドカバー用射出成形体、エンジンマウント用射出成形体、エアインテーク・マニホールド用射出成形体、スロットルボディ用射出成形体、エアインテーク・パイプ用射出成形体、ラジエータータンク用射出成形体、ラジエーターサポート用射出成形体、ウォーターポンプ・イントレット用射出成形体、ウォーターポンプ・アウトレット用射出成形体、サーモスタットハウジング用射出成形体、クーリングファン用射出成形体、ファンシュラウド用射出成形体、オイルパン用射出成形体、オイルフィルター・ハウジング用射出成形体、オイルフィラー・キャップ用射出成形体、オイルレベル・ゲージ用射出成形体、タイミング・ベルト用射出成形体、タイミング・ベルトカバー用射出成形体、エンジン・カバー用射出成形体などが挙げられる。
自動車用燃料部品として、フューエルキャップ、フューエルフィラー・チューブ、自動車用燃料タンク、フューエルセンダー・モジュール、フューエルカットオフバルブ、クイックコネクター、キャニスター、フューエルデリバリー・パイプ、フューエルフィラーネックなどが挙げられる。
自動車用駆動系部品として、シフトレバー・ハウジング、プロペラシャフトなどが挙げられる。
自動車用シャーシ部品として、スタビライザー、リンケージロッドなどが挙げられる。
自動車用エンジンルーム内部品として、シリンダー・ヘッドカバー用射出成形体、エンジンマウント用射出成形体、エアインテーク・マニホールド用射出成形体、スロットルボディ用射出成形体、エアインテーク・パイプ用射出成形体、ラジエータータンク用射出成形体、ラジエーターサポート用射出成形体、ウォーターポンプ・イントレット用射出成形体、ウォーターポンプ・アウトレット用射出成形体、サーモスタットハウジング用射出成形体、クーリングファン用射出成形体、ファンシュラウド用射出成形体、オイルパン用射出成形体、オイルフィルター・ハウジング用射出成形体、オイルフィラー・キャップ用射出成形体、オイルレベル・ゲージ用射出成形体、タイミング・ベルト用射出成形体、タイミング・ベルトカバー用射出成形体、エンジン・カバー用射出成形体などが挙げられる。
自動車用燃料部品として、フューエルキャップ、フューエルフィラー・チューブ、自動車用燃料タンク、フューエルセンダー・モジュール、フューエルカットオフバルブ、クイックコネクター、キャニスター、フューエルデリバリー・パイプ、フューエルフィラーネックなどが挙げられる。
自動車用駆動系部品として、シフトレバー・ハウジング、プロペラシャフトなどが挙げられる。
自動車用シャーシ部品として、スタビライザー、リンケージロッドなどが挙げられる。
その他の自動車部品用射出成形体としては、自動車ヘッドランプ用射出成形体、グラスランチャンネル用射出成形体、ウェザーストリップ用射出成形体、ドレーンホース用射出成形体、ウィンドウォッシャーチューブ用射出成形体などのホース用射出成形体、チューブ類用射出成形体、ラックアンドピニオンブーツ用射出成形体、ガスケット用射出成形体などが挙げられる。中でも、ここでの射出成形体は、剛性が要求される部材へ好ましく用いることができる。
また、ここでの射出成形体は、上述の他、センサー、LEDランプ、コネクター、ソケット、抵抗器、リレーケース、スイッチ、コイルボビン、コンデンサー、バリコンケース、光ピックアップ、発振子、各種端子板、変成器、プラグ、プリント基板、チューナー、スピーカー、マイクロフォン、ヘッドフォン、小型モーター、磁気ヘッドベース、パワーモジュール、半導体、液晶ディスプレイ、FDDキャリッジ、FDDシャーシ、モーターブラッシュホルダー、パラボラアンテナ、コンピューター関連部品、電子レンジ部品、音響・音声機器部品、照明部品、エアコン部品、オフィスコンピューター関連部品、電話・FAX関連部品、複写機関連部品などの用途にも適用可能である。
以下に本発明を実施例により説明するが、本発明はこれらの実施例に限定されるものではない。
<ペレットの製造>
各例のペレットの製造においては、原料として下記の樹脂組成物を用いた。
樹脂組成物(1):ポリエーテルサルホン(PES)からなるもの(100質量%)(商品名:スミカエクセル4100G、住友化学社製)。
樹脂組成物(2):ポリエーテルサルホン(PES)70質量%と、ガラス繊維30質量%とを含有するもの(商品名:スミカエクセル4101GL30、住友化学社製)。
各例のペレットの製造においては、原料として下記の樹脂組成物を用いた。
樹脂組成物(1):ポリエーテルサルホン(PES)からなるもの(100質量%)(商品名:スミカエクセル4100G、住友化学社製)。
樹脂組成物(2):ポリエーテルサルホン(PES)70質量%と、ガラス繊維30質量%とを含有するもの(商品名:スミカエクセル4101GL30、住友化学社製)。
図2に示す製造装置と同一の形態を有する製造装置を用い、以下のようにして各例のペレットを製造した。
二軸押出機(池貝鉄工株式会社製の「PCM-30」)の先端に、ストランド1本が押し出されるようにノズルを設置した。続いて、この二軸押出機に、ノズルから押し出されたストランドを搬送するための、ストランドとの接触面がステンレス鋼製メッシュであるベルトクーラー(いすず化工機製の「SWA-200-3」)と、引取ロールとを設置した。ベルトクーラーの搬送面の上部に、ベルトクーラーで搬送されるストランドを冷却するための、スプレーノズル装置及びエアーノズル装置を設置した。さらに、ベルトクーラーで搬送されたストランドをペレット化するためのペレタイザー(いすず加工機製の「HSC-200」)を設置した。
二軸押出機(池貝鉄工株式会社製の「PCM-30」)の先端に、ストランド1本が押し出されるようにノズルを設置した。続いて、この二軸押出機に、ノズルから押し出されたストランドを搬送するための、ストランドとの接触面がステンレス鋼製メッシュであるベルトクーラー(いすず化工機製の「SWA-200-3」)と、引取ロールとを設置した。ベルトクーラーの搬送面の上部に、ベルトクーラーで搬送されるストランドを冷却するための、スプレーノズル装置及びエアーノズル装置を設置した。さらに、ベルトクーラーで搬送されたストランドをペレット化するためのペレタイザー(いすず加工機製の「HSC-200」)を設置した。
(実施例1~8、比較例1~3)
樹脂組成物(1)を、340℃のシリンダー温度で、水封式真空ポンプ(神港精機株式会社製の「SW-25」)を用い、前記二軸押出機に備えた真空ベントで脱気しながら、溶融混練し、ノズルから押出して、樹脂組成物(1)のストランドを得た。
そして、ノズルから押し出されたストランドを、引取ロールで引き取りながら、ベルトクーラー上で固化させ、次いで、固化させたストランドを、ペレタイザーにより切断してペレット化することにより、実施例1~8及び比較例1~3の各ペレットを得た。
得られたペレットは、いずれの例についても円柱状体であった。ペレットの切断面の形状は、楕円形状又は略円形状であった。
各ペレットの形状は、ノズルの孔径、及び引取ロールの回転速度を適宜設定して、ストランドの太さ、ストランドの径、ストランドの切断位置及びストランドの切断の幅を調整することで変更した。
樹脂組成物(1)を、340℃のシリンダー温度で、水封式真空ポンプ(神港精機株式会社製の「SW-25」)を用い、前記二軸押出機に備えた真空ベントで脱気しながら、溶融混練し、ノズルから押出して、樹脂組成物(1)のストランドを得た。
そして、ノズルから押し出されたストランドを、引取ロールで引き取りながら、ベルトクーラー上で固化させ、次いで、固化させたストランドを、ペレタイザーにより切断してペレット化することにより、実施例1~8及び比較例1~3の各ペレットを得た。
得られたペレットは、いずれの例についても円柱状体であった。ペレットの切断面の形状は、楕円形状又は略円形状であった。
各ペレットの形状は、ノズルの孔径、及び引取ロールの回転速度を適宜設定して、ストランドの太さ、ストランドの径、ストランドの切断位置及びストランドの切断の幅を調整することで変更した。
(実施例9)
樹脂組成物(1)に代えて樹脂組成物(2)を用いたこと以外は、(実施例1~8、比較例1~3)と同様の操作により、実施例9のペレットを得た。得られたペレットは、円柱状体であった。ペレットの切断面の形状は、楕円形状であった。
樹脂組成物(1)に代えて樹脂組成物(2)を用いたこと以外は、(実施例1~8、比較例1~3)と同様の操作により、実施例9のペレットを得た。得られたペレットは、円柱状体であった。ペレットの切断面の形状は、楕円形状であった。
(実施例10)
原料として、ポリカーボネート(PC)を含有する樹脂組成物(3)を用いた。
ポリカーボネート(PC)を含有するペレット(商品名:SDポリカ301-22、住化ポリカーボネート社製)を、実施例10のペレットとした。このペレットは、円柱状体であった。ペレットの切断面の形状は、楕円形状であった。
原料として、ポリカーボネート(PC)を含有する樹脂組成物(3)を用いた。
ポリカーボネート(PC)を含有するペレット(商品名:SDポリカ301-22、住化ポリカーボネート社製)を、実施例10のペレットとした。このペレットは、円柱状体であった。ペレットの切断面の形状は、楕円形状であった。
(実施例11)
実施例6のペレット100質量部と、外添剤(ベストジント 2070 Natural、ダイセル・エボニック社製)0.02質量部とを混合することにより、実施例11のペレットを得た。得られたペレットは、円柱状体であった。ペレットの切断面の形状は、楕円形状であった。
実施例6のペレット100質量部と、外添剤(ベストジント 2070 Natural、ダイセル・エボニック社製)0.02質量部とを混合することにより、実施例11のペレットを得た。得られたペレットは、円柱状体であった。ペレットの切断面の形状は、楕円形状であった。
<ペレットの長さ(L)、長径(a)、短径(b)及びペレットの体積の測定>
得られた各例のペレットから、無作為に選出した20個のペレットに対し、マイクロスコープ(株式会社キーエンス社製の「VHX-1000」)を使用して、ペレットの長さ(L)と、ペレット化におけるペレットの切断面に外接する長方形の各辺の長さとを計測した。
ペレットの長さ(L)は、ペレットの両端の切断面を最短で結ぶ軸方向と垂直の方向から投影されたペレットの投影像において、軸方向に沿う最短の長さとした。
ペレット化におけるペレットの切断面に外接する長方形の長辺の長さを、楕円形状の長径(a)とし、当該長方形の短辺の長さを、楕円形状の短径(b)とした。
各ペレットから計測された長さ(L)、長径(a)、短径(b)の算術平均値を求めることで、ペレットの平均長さ、ペレットの平均長径、ペレットの平均短径とした。
ペレットの体積は、切断面を、長径(a)及び短径(b)を持つ楕円形状である底面とし、ペレットの長さ(L)を高さとする円柱状体の体積とした。このようにして各ペレットから計測された体積の算術平均値を求めることで、ペレットの平均体積とした。
得られた各例のペレットから、無作為に選出した20個のペレットに対し、マイクロスコープ(株式会社キーエンス社製の「VHX-1000」)を使用して、ペレットの長さ(L)と、ペレット化におけるペレットの切断面に外接する長方形の各辺の長さとを計測した。
ペレットの長さ(L)は、ペレットの両端の切断面を最短で結ぶ軸方向と垂直の方向から投影されたペレットの投影像において、軸方向に沿う最短の長さとした。
ペレット化におけるペレットの切断面に外接する長方形の長辺の長さを、楕円形状の長径(a)とし、当該長方形の短辺の長さを、楕円形状の短径(b)とした。
各ペレットから計測された長さ(L)、長径(a)、短径(b)の算術平均値を求めることで、ペレットの平均長さ、ペレットの平均長径、ペレットの平均短径とした。
ペレットの体積は、切断面を、長径(a)及び短径(b)を持つ楕円形状である底面とし、ペレットの長さ(L)を高さとする円柱状体の体積とした。このようにして各ペレットから計測された体積の算術平均値を求めることで、ペレットの平均体積とした。
<評価>
各例のペレットを、以下に示す射出成形機に投入して成形操作を行うことにより、射出成形体の製造を行った。
射出成形機(p):型締力40t、シリンダー外径φ22、機器名PNX40-5A(日精樹脂工業社製)
射出成形機(q):型締力180t、シリンダー外径φ40、機器名SE180EV(住友重機械工業社製)
射出成形機(r):型締力450t、シリンダー外径φ66、機器名J450AD(JSW社製)
各例のペレットを、以下に示す射出成形機に投入して成形操作を行うことにより、射出成形体の製造を行った。
射出成形機(p):型締力40t、シリンダー外径φ22、機器名PNX40-5A(日精樹脂工業社製)
射出成形機(q):型締力180t、シリンダー外径φ40、機器名SE180EV(住友重機械工業社製)
射出成形機(r):型締力450t、シリンダー外径φ66、機器名J450AD(JSW社製)
≪射出成形体の製造(1)≫
実施例1~6、9~11及び比較例1~2の各ペレットを、シリンダー温度360℃の射出成形機(p)に投入して、スクリュー回転数70rpmにて混練し、金型温度150℃の金型内へ、射出速度40mm/s、保圧150MPa、背圧10MPaにて射出することにより射出成形体(体積12cm3)を作製した。
実施例1~6、9~11及び比較例1~2の各ペレットを、シリンダー温度360℃の射出成形機(p)に投入して、スクリュー回転数70rpmにて混練し、金型温度150℃の金型内へ、射出速度40mm/s、保圧150MPa、背圧10MPaにて射出することにより射出成形体(体積12cm3)を作製した。
かかる製造(1)において、金型へ射出されるペレットを計量する際の計量時間(s)を、射出成形機付属の計測器により計測した。
本実施例において「計量時間」とは、射出成形において、直前の射出が完了し、スクリューがシリンダーの先端方向に前進した状態で、スクリューの回転(計量)を開始した時点から、射出成形体の体積に相当する所望量のペレットがシリンダー内の先端部に溜められる時点までの時間をいう。
本実施例において「計量時間」とは、射出成形において、直前の射出が完了し、スクリューがシリンダーの先端方向に前進した状態で、スクリューの回転(計量)を開始した時点から、射出成形体の体積に相当する所望量のペレットがシリンダー内の先端部に溜められる時点までの時間をいう。
また、射出成形機(p)における計量時に発生する騒音レベル(dB)について、計量時間内の騒音レベルの最大値(MAX)、及び計量時間内の騒音レベルの平均値をそれぞれ測定した。
射出成形機における計量時に発生する騒音レベル(dB)の測定は、普通騒音計LA-1210(小野測器社製)を用いて、射出成形機のホッパー下から5cm離れた場所における、計量中の音圧を評価することで行った(以下同じ)。
計量時間(s)、並びに、騒音レベル(dB)の最大値及び平均値の測定結果を表1に示した。
射出成形機における計量時に発生する騒音レベル(dB)の測定は、普通騒音計LA-1210(小野測器社製)を用いて、射出成形機のホッパー下から5cm離れた場所における、計量中の音圧を評価することで行った(以下同じ)。
計量時間(s)、並びに、騒音レベル(dB)の最大値及び平均値の測定結果を表1に示した。

≪射出成形体の製造(2)≫
実施例6~9及び比較例1、3の各ペレットを、シリンダー温度360℃の射出成形機(q)に投入して、スクリュー回転数80rpmにて混練し、金型温度150℃の金型内へ、射出速度30mm/s、保圧100MPa、背圧10MPaにて射出することにより射出成形体(体積120cm3)を作製した。
実施例6~9及び比較例1、3の各ペレットを、シリンダー温度360℃の射出成形機(q)に投入して、スクリュー回転数80rpmにて混練し、金型温度150℃の金型内へ、射出速度30mm/s、保圧100MPa、背圧10MPaにて射出することにより射出成形体(体積120cm3)を作製した。
かかる製造(2)において、金型へ射出されるペレットを計量する際の計量時間(s)を、射出成形機付属の計測器により計測した。
また、射出成形機(q)における計量時に発生する騒音レベル(dB)について、計量時間内の騒音レベルの最大値(MAX)、及び計量時間内の騒音レベルの平均値をそれぞれ測定した。
計量時間(s)、並びに、騒音レベル(dB)の最大値及び平均値の測定結果を表2に示した。
また、射出成形機(q)における計量時に発生する騒音レベル(dB)について、計量時間内の騒音レベルの最大値(MAX)、及び計量時間内の騒音レベルの平均値をそれぞれ測定した。
計量時間(s)、並びに、騒音レベル(dB)の最大値及び平均値の測定結果を表2に示した。

≪射出成形体の製造(3)≫
実施例6~9及び比較例1、3の各ペレットを、シリンダー温度360℃の射出成形機(r)に投入して、スクリュー回転数80rpmにて混練し、金型温度150℃の金型内へ、射出速度30mm/s、保圧100MPa、背圧10MPaにて射出することにより射出成形体(体積600cm3)を作製した。
実施例6~9及び比較例1、3の各ペレットを、シリンダー温度360℃の射出成形機(r)に投入して、スクリュー回転数80rpmにて混練し、金型温度150℃の金型内へ、射出速度30mm/s、保圧100MPa、背圧10MPaにて射出することにより射出成形体(体積600cm3)を作製した。
かかる製造(3)において、金型へ射出されるペレットを計量する際の計量時間(s)を、射出成形機付属の計測器により計測した。
また、射出成形機(r)における計量時に発生する騒音レベル(dB)について、計量時間内の騒音レベルの最大値(MAX)、及び計量時間内の騒音レベルの平均値をそれぞれ測定した。
計量時間(s)、並びに、騒音レベル(dB)の最大値及び平均値の測定結果を表3に示した。
また、射出成形機(r)における計量時に発生する騒音レベル(dB)について、計量時間内の騒音レベルの最大値(MAX)、及び計量時間内の騒音レベルの平均値をそれぞれ測定した。
計量時間(s)、並びに、騒音レベル(dB)の最大値及び平均値の測定結果を表3に示した。

表1~3に示す測定結果から、実施例のペレットを用いた場合、比較例のペレットを用いた場合に比べて、成形機における計量時に発生する騒音が抑えられていることが確認できる。
1 ペレット、
1P ペレット、
10 ストランド、
11 押出機、
12 ベルトクーラー、
13 スプレーノズル装置、
14 引取ロール、
15 ペレタイザー、
16 エアーノズル装置、
22 ホッパー、
24 シリンダー、
26 スクリュー、
28 金型、
100 製造装置、
200 射出成形機
1P ペレット、
10 ストランド、
11 押出機、
12 ベルトクーラー、
13 スプレーノズル装置、
14 引取ロール、
15 ペレタイザー、
16 エアーノズル装置、
22 ホッパー、
24 シリンダー、
26 スクリュー、
28 金型、
100 製造装置、
200 射出成形機
Claims (6)
- 非晶性の熱可塑性樹脂を含むペレットであって、
前記ペレットの平均体積が10mm3以上55mm3以下である、ペレット。 - 前記ペレットは円柱状体であり、その平均長さが2.5mm以上7.5mm以下である、請求項1に記載のペレット。
- 非晶性の熱可塑性樹脂の含有量が、ペレットの総質量に対して、85質量%以上である、請求項1又は2に記載のペレット。
- 無機充填材の含有量が、ペレットの総質量に対して、0質量%以上15質量%以下である、請求項3に記載のペレット。
- 非晶性の熱可塑性樹脂からなるペレットである、請求項3又は4に記載のペレット。
- 非晶性の熱可塑性樹脂が、ポリエーテルスルホン、ポリカーボネート及びポリフェニルスルホンからなる群より選択される少なくとも一種の熱可塑性樹脂である、請求項1~5のいずれか一項に記載のペレット。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021063511A JP2024075813A (ja) | 2021-04-02 | 2021-04-02 | ペレット |
| PCT/JP2022/012191 WO2022209940A1 (ja) | 2021-04-02 | 2022-03-17 | ペレット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021063511A JP2024075813A (ja) | 2021-04-02 | 2021-04-02 | ペレット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2024075813A true JP2024075813A (ja) | 2024-06-05 |
Family
ID=83459137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021063511A Pending JP2024075813A (ja) | 2021-04-02 | 2021-04-02 | ペレット |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2024075813A (ja) |
| WO (1) | WO2022209940A1 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6402865B1 (en) * | 1999-07-12 | 2002-06-11 | National Research Council Of Canada | Multilayered polymers and foams with variable sized interlayer gaps |
| JP4471203B2 (ja) * | 2003-10-28 | 2010-06-02 | エヌイーシー ショット コンポーネンツ株式会社 | 感温ペレット型温度ヒューズおよび感温ペレットの製造方法 |
| WO2006062075A1 (ja) * | 2004-12-09 | 2006-06-15 | Toyo Boseki Kabushiki Kaisha | ポリエステル樹脂組成物および成型品の製造方法 |
| JP2010214858A (ja) * | 2009-03-18 | 2010-09-30 | Jsr Corp | 特定の樹脂の粉末を用いた粉末焼結積層造形方法 |
| TWI704166B (zh) * | 2015-06-30 | 2020-09-11 | 日商可樂麗股份有限公司 | 結晶聚酯粒料、其用途及其製造方法 |
-
2021
- 2021-04-02 JP JP2021063511A patent/JP2024075813A/ja active Pending
-
2022
- 2022-03-17 WO PCT/JP2022/012191 patent/WO2022209940A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022209940A1 (ja) | 2022-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102046704B (zh) | 热塑性树脂组合物的制备方法 | |
| TWI844715B (zh) | 液晶聚酯樹脂顆粒及其製造方法,以及成形體之製造方法 | |
| TWI849111B (zh) | 液晶聚酯樹脂組成物及成形體 | |
| CN107001798A (zh) | 树脂组合物 | |
| KR20160026805A (ko) | 기계적 물성이 개선된 복합재 및 이를 함유하는 성형품 | |
| CN113727823B (zh) | 粒料的制造方法 | |
| EP4011949B1 (en) | Liquid crystal polyester resin molded article | |
| WO2021029109A1 (ja) | 樹脂組成物及び成形体 | |
| JP6526988B2 (ja) | ポリアリーレンスルフィド樹脂組成物 | |
| JP2024075813A (ja) | ペレット | |
| JP2021080328A (ja) | ポリカーボネート樹脂組成物の製造方法 | |
| JP6741835B1 (ja) | 液晶ポリエステル樹脂ペレット、及び液晶ポリエステル樹脂成形体 | |
| JP6495679B2 (ja) | ポリアリーレンスルフィド樹脂組成物 | |
| JP2590250B2 (ja) | プラスチック管状体 | |
| TW202122487A (zh) | 液晶聚酯樹脂顆粒及液晶聚酯樹脂成形體 | |
| JP5228568B2 (ja) | 熱可塑性樹脂組成物およびその製造方法 | |
| TW202124510A (zh) | 液晶聚酯樹脂顆粒及液晶聚酯樹脂成形體,以及液晶聚酯樹脂成形體之製造方法 | |
| EP4252987A1 (en) | Pellets, method for producing pellets, and method for producing injection-molded article | |
| KR101741869B1 (ko) | 열가소성 수지 조성물의 가공방법 및 이로부터 얻어진 성형품 | |
| WO2025109998A1 (ja) | 難燃性ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP2022027579A (ja) | ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP2007119609A (ja) | ポリアルキレンカーボネート樹脂組成物およびその成形体 | |
| JP2022027580A (ja) | ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP2022027581A (ja) | ポリカーボネート樹脂組成物ペレットの製造方法 | |
| KR20160026030A (ko) | 전도성 및 기계적 물성이 개선된 복합재 및 이를 함유하는 성형품 |